1512 токарно карусельный станок паспорт
В продаже можно встретить относительно небольшое количество станков, которые могут применяться для обработки крупногабаритных деталей. Среди всех моделей, созданных на момент существования СССР, отметим токарно-карусельный станок 1512. Его предназначение заключается в проведении обработки деталей средних и крупных размеров. По причине высокой надежности и практичности в применении данная модель стала основой при создании различных модификаций, активно импортировалась в различные страны мира.
 Токарно-карусельный станок 1512
Токарно-карусельный станок 1512Технические характеристики токарно-карусельного станка 1512 определяют его применимость в машиностроительном, судостроительным или ином производстве. При установке дополнительной оснастки назначение токарно-карусельного станка 1512 существенно расширяется, его можно применяться для проведения более 10 видов обработки заготовок из различных сплавов.
Технические характеристики
Рассматривая технические характеристики также уделим внимание расшифровке названия станка 1512, которое было дано в соответствии с ранее введенными стандартами: первая цифра обозначает принадлежность токарной группе, вторая токарно-карусельной подгруппе, две последующие – максимальный размер устанавливаемых заготовок. Основные технические характеристики следующие:
- Максимальный показатель высоты расположения режущего инструмента над столом 1 000 мм.
- Ограничение по массе заготовки составляет 5 000 кг.
- Установленная планшайба может вращаться с частотой от 1 до 250 об/мин. При этом производитель внес в паспорт информацию о присутствии двух передач переключения скорости вращения. Регулировка бесступенчатая.
- Электрическая схема предусматривает установку главного электродвигателя, который имеет внушительную мощность 55 кВт. Эта информация определяет то, что токарно-карусельный металлообрабатывающий станок 1512 оказывает существенную нагрузку на сеть электропитания помещения.
- Траверса может перемещаться в вертикальном направлении на расстояние 660 мм. Ограничивает перемещение механические стопоры.
- Схема станка также определяет присутствие суппорта, который может перемещаться по горизонтали на 775 мм, по вертикали на 700 мм.
- При выборе режима резания следует уделить внимание тому, что максимально допустимое усилие на момент обработки составляет 35 кН.
- Присутствует механизм поворота ползуна на угол не более 45 градусов.
- У установленной револьверной головки есть 5 позиций. Она посажена на втулку цилиндрической формы. Мастер проводит смену режущего инструмента путем нажатия соответствующей клавиши на пульте управления. Вращение передается от электрического двигателя через шестерни.
- Основной суппорт может перемещаться по вертикали на 1 000 мм, по горизонтали на 630 мм, показатель наибольшего усилия при резании составляет 25 кН. Установить положение этого элемента можно со скоростью 2 000 мм/мин. В паспорт также занесена информация о том, что у данного суппорта есть 18 подач.
Скачать паспорт (инструкцию по эксплуатации) токарно-карусельного станка 1512
Выбирая данную модель стоит учесть, что ее вес составляет 14 800 кг. Этот момент определяет предъявление особых требований к основанию, на котором будет проводиться установка оборудования. Электросхема оборудования определяет его подключения к трехфазной сети с напряжением 380В.
Конструкционные особенности
Проводя обзор токарно-карусельного станка 1512 отметим, что компоновка всех узлов позволяет правильно подвести режущий инструмент при больших габаритных размерах деталей. Станок карусельный 1512, паспорт которого был в комплекте поставки, состоит из следующих узлов:
- Стола, на котором проводится крепление заготовки. Он имеет, как правило, круглую форму.
- Суппорт и планшайба.
- В качестве блока управления выступает подвесной пульт. При этом он имеет специальную подвеску, которая позволяет исключить вероятность попадания пульта в зону резания.
- Станина имеет довольно большой размер, изготавливается из чугуна. Станина предназначена для гашения вибрационной и иной нагрузки.
- Токарно-карусельный станок 1512 имеет поперечину, а также механизм перемещения по ней.
- Модель имеет и горизонтальный суппорт с коробкой подач.
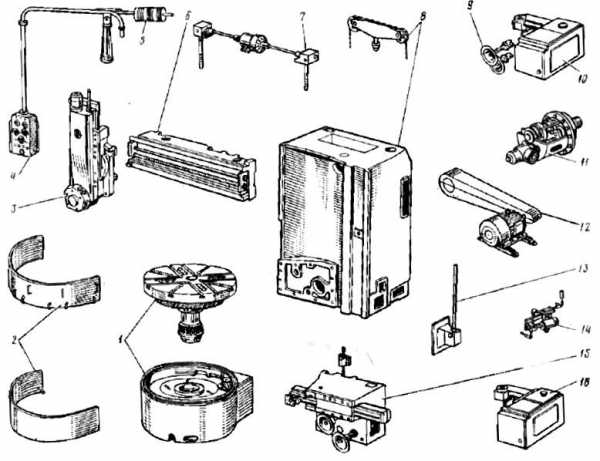
Составные части станка 1512
Для того чтобы устройство обладало большим сроком службы к трущимся элементам подается смазка. Для этого установили специальный насос.
Устанавливаемая коробка скоростей
Устройства станка предусматривает передачу вращение на планшайбу через коробку скоростей. Особенностями данного элемента конструкции назовем нижеприведенные элементы:
- Кинематическая схема предусматривает передачу вращения через клиноременную передачу. Она бесшумная, однако становится причиной незначительной потери КПД.
- Установленная коробка скоростей имеет 18 ступеней числа оборотов.
- Инструкция по эксплуатации определяет возможность установки нужного количества оборотов через подвесной пульт.
- Электрическая схема станка 1512 подключена к муфте электромагнитного типа, основное предназначение которой заключается в поддержке ступенчато-постоянной скорости на момент прохождения торцы, а также бесступенчатом переключении передач.
- При больших показателя количества вращений в минуту переключение передачей проводится ступенчато. В зависимости от числа оборотов переключение может проводится в 2-4 этапа. Для этого конструкция имеет шесть валов, которые смонтированы на подшипниках типа качения.
- Ранее описанная муфта переключается в автоматическом режиме. С 1 по 12 передачу вращение регулируется без ступеней.
Стоит учитывать тот момент, что устройство не имеет механизма торможения. Остановка планшайбы осуществляется за счет одновременного включения всех трех электромагнитных муфт.
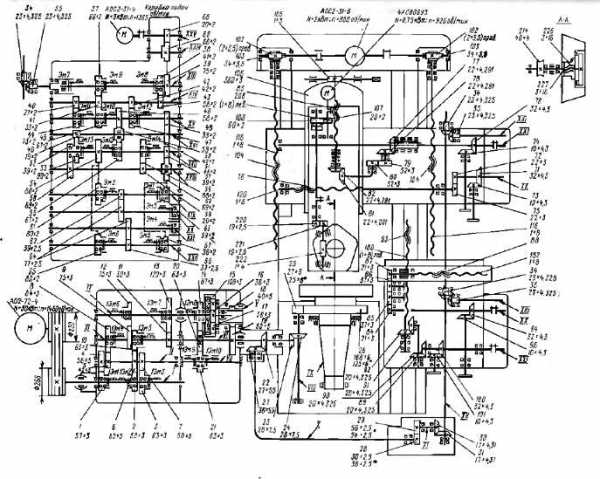
Кинематическая схема станка 1512
Особенности стола
Стол является важным элементом станка. Как ранее было отмечено, токарно-карусельный станок 1512 может проводить обработку заготовок весом до 5 000 килограмм. Особенностями конструкции назовем нижеприведенные моменты:
- Стол круглый, имеет достаточно сложную конструкцию, часть которой представлена чугунным корпусом.
- Направляющие также имеют круглую форму, что позволяет крепить заготовки цилиндрической формы.
- Корпус изготавливается из чугуна путем отливки. Она имеет большое количество ребер, которые существенно повышают жесткость конструкции и распределяют вибрацию.
- Верхняя часть корпуса имеет кольцевые выступы, входящие в кольцевые канавки планшайбы. За счет созданного лабиринта внутрь стола не попадает стружка и эмульсия, а также другие загрязняющие вещества.
- Передача требуемого усилия на планшайбу проводится через зубчатые колеса, имеющие коническую форму.
Особенности конструкции стола определяют возможность базирования больших и тяжелых заготовок.
Коробка подач станка
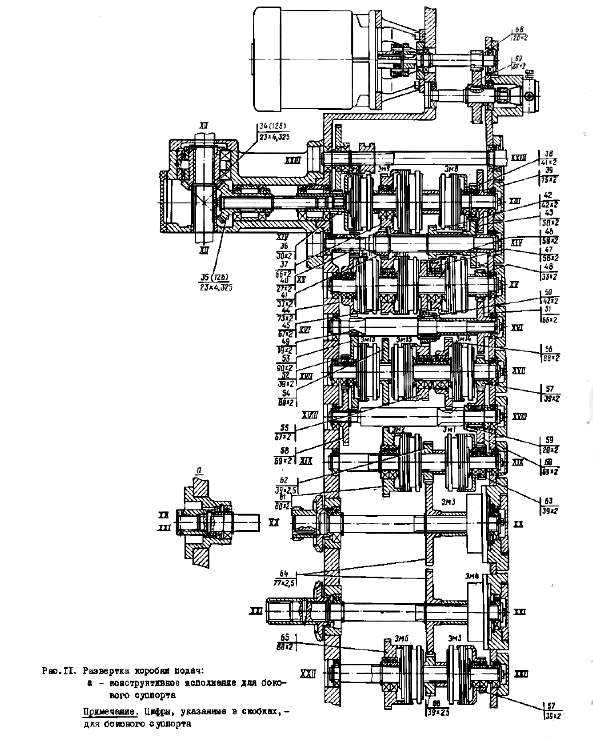
Коробка подач станка 1512
Рассматривая основные параметры коробки подач отметим следующие моменты:
- Она расположена справа на торце поперечины. Боковой суппорт с коробкой подач крепиться непосредственно на корпусе.
- Вся элементы конструкции спрятаны в корпусе, изготовленном из чугуна. Отливка имеет коробчатую форму, дополнительные ребра жесткости, что определяет высокую жесткость конструкции.
- Крутящий момент передается от вертикально расположенного шлицевого вала, который связан с работой коробки скоростей.
Устанавливаемые зубчатые колеса во время работы токарно-карусельного станка не расцепляются при смене передачи.

Внешний вид станка 1512
Поперечина
Конструкция токарно-карусельного станка 1512 имеет поперечину, которая расположена на вертикальных направляющих станины. Особенностями этого узла назовем нижеприведенные моменты:
- Рассматривая описание токарно-карусельного станка 1512 отметим, что поперечина представлена отливкой.
- Конструкция имеет направляющие прямоугольной формы, расположенные в горизонтальном направлении. Они были созданы для того, чтобы обеспечить движение верхнего суппорта.
За счет этого элемента обеспечивается подвод головки в нужную точку при точении и выполнении других операций.
Проводимые работы
Область применения модели 1512 весьма обширна. Как правило, устанавливается она в случае среднесерийного и штучного производства различных деталей. Это связано с тем, что в случае точения заготовок больших размеров проводится снятие большого слоя материала. Даже при применении режущего инструмента из износостойкого материала за один проход может сниматься слой с условием, что максимальное усилие не должно превышать показателя 35 кН.
Основные операции, которые можно провести на данном оборудовании:
- Обработка конических и цилиндрических поверхностей.
- Выполнение операций по растачиванию.
- Проход режущим инструментом по плоской поверхности, которая представляет собой торец.
- Выполнение работы по созданию отверстий, их растачиванию.
Производилась модель с 1935 года Краснодарским заводом Седина. После длительно эксплуатации этой модели появилось довольно большое количество различных модификаций, которые также стали популярными.
Токарный станок с ЧПУдля токарной обработки
Ноль детали на токарных программах с ЧПУ
Стоит немного подумать, где бы вы хотели поставить нулевую часть в токарную программу. Ноль оси X всегда выбирается в качестве центральной линии шпинделя при повороте по разным причинам.
Для нуля по оси Z есть три популярных места на выбор:
- Лицо патрона. Единственное преимущество этого метода в том, что он очень сильно касается лица патрона. Но деталь редко прилегает к поверхности патрона, поэтому этот метод вносит больше сложностей в определение местоположения на реальной детали.
- Челюстная поверхность патрона: эта немного лучше, так как ее легко измерить, и она также установит нулевую часть на конце части, которая плотно прижата к рабочей поверхности челюсти. Но мы можем сделать еще лучше.
- Конец готовой детали: это самый популярный подход, причина в том, что большое количество деталей необходимо вставить в патрон и обработать с обоих концов. Недостатком является то, что когда начинается обработка, нет готовой детали, которую можно было бы прикоснуть. Машинисты, как правило, используют припуск или быстро режут, чтобы создать готовый конец, чтобы обойти эту проблему.
Смена инструмента и выбор инструмента на токарном станке с ЧПУ
Существует несколько различий между типичными сменами токарного инструмента с ЧПУ и заменой фрезерного инструмента. Во-первых, токарный станок не использует команду M06 - инструмент заменяется, как только исполняется слово «T». Во-вторых, многие токарные станки кодируют смещение износа инструмента в адрес, следующий за словом «T»:
T ttww
В примере «tt» обозначает номер инструмента, а «ww» обозначает смещение износа. Для выбора инструмента и коррекции износа могут быть установлены разные элементы управления с разными номерами цифр.
Токарные станки с ЧПУнастраиваются таким образом, чтобы каждый инструмент мог иметь более одного смещения износа. Это сделано потому, что для точения допуска часто требуются очень жесткие допуски, и один и тот же инструмент часто используется для нескольких элементов детали. Используя различное смещение износа для каждой детали, машинист может измерить детали по мере их отрыва и настроить смещение износа так, чтобы каждая деталь соответствовала заданным допускам.
Это все предполагает, что у вашего токарного станка есть револьверная головка. Возможно, нет - некоторые токарные станки используют Gang Tooling.Это выходит за рамки этой вводной главы, но инструментарий банд будет рассмотрен в следующей статье. Достаточно сказать, что с помощью группового инструмента инструменты монтируются на слайде, и программа выбирает инструмент, явно программируя движения слайда по осям X и Z.
Автоматическая закругление фаски и угла с G01
Если вы повернетесь и повернетесь на 90 градусов друг к другу, вы получите очень острые края. Обычно на чертежах указывается, что эти края должны быть сломаны с помощью фаски или радиуса.Многие элементы управления предоставляют для этой цели функцию автоматической фаски и автоматического скругления углов. Как только вы привыкните к нему, это очень удобная функция, но нужно немного привыкнуть к ее настройке. Я предпочитаю использовать «С» или «R», а не «Я» и «К», поэтому я объясню здесь. Мы будем использовать этот маленький график:
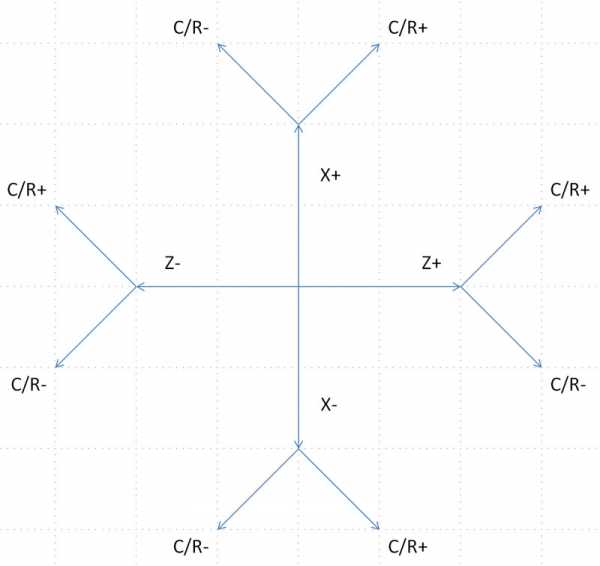
Чтобы использовать функцию автоматического разрыва угла, G01 должен двигаться только по одной оси - X или Z. Используя диаграмму, выберите, какая ось движется и в каком направлении.Для каждой оси и направления есть две возможные фаски (или угловые радиусы). Выберите тот, который вы хотите, и это говорит вам знак значения. «Радиус» - это величина значения. Используйте слово «C» для фаски и слово «R» для радиуса.
Давайте попробуем пример. Скажем, мы движемся вверх по X (так что X +) и на нашем следующем шаге мы пойдем влево по Z (Z-). Глядя на график, мы идем вверх (X +), а затем хотим получить ветвь «C / R-». Итак, чтобы получить фаску, мы используем C-0,05 для фаски 0,05 ″. Для радиуса мы используем R-0.05 для радиуса 0,05.
Вот еще один трюк: если вы программируете в GWE, просто попробуйте сначала положительный результат, и вы увидите, правильно ли он идет. Переключитесь на отрицательный, если это не так. Это позволяет вам обходиться без графика.
Хорошо, давайте рассмотрим пример снимка экрана с верхней части страницы. Вот г-код:
N001 G18
N002 G00 X5 Z5
N003 G01 Z2 R0,236
N004 X10 C-0,118
N005 Z0
А вот и задний план от GWE:
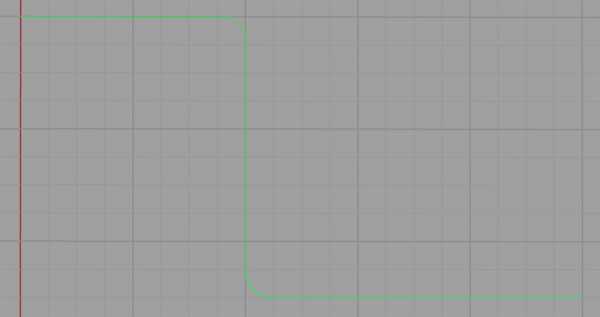
G01 Пример автоматического скругления фаски и угла…
Линия N003 - это движение по оси Z справа налево.Мы хотим поместить дугу по часовой стрелке с радиусом 0,236. Глядя на диаграмму, это означает, что мы хотим получить положительное значение R, поэтому мы используем R0.236.
Далее идет фаска по линии N004. В этом случае график говорит нам, что нам нужно отрицательное «C», поэтому мы используем C-0.118. Каждая сторона треугольника с фаской в качестве гипотенузы составляет 0,118 ″.
Это легко, попробуйте несколько примеров сами!
Упражнения
1. Если у вас еще нет GWE, найдите время, чтобы зарегистрироваться. Это бесплатно в течение 30 дней и в бета-тестировании.Мы будем использовать его для многих упражнений в каждом разделе этого курса.
2. Просмотрите руководство по программированию вашего токарного станка с ЧПУ и привыкните к тому, как работают его оси.
3. Узнайте, запускается ли ваш токарный станок в режиме диаметра или радиуса.
4. Используя GWE, напишите несколько простых токарных программ, которые превращают некоторые простые профили.
5. Измените программу, которую вы написали в # 4, чтобы использовать функцию автоматического разрыва угла и включить как фаски, так и закругленные углы.
6.Проверьте, есть ли в вашем контроле токарного станка с ЧПУ автоматическая фаска и закругление углов.
,| | Категория | | ||||
| G00 | Движение | Двигайтесь по прямой на скорости на порогах. | XYZ конечной точки | G00 и MDI. Линейное движение: G00 и G01 | ||
| G01 | Движение | Движение по прямой на последней скорости, управляемой (F) средней скоростью | XYZ конечной точки | G01 и MDI. Линейное движение: G00 и G01 | ||
| G02 | Движение | Круговая дуга по часовой стрелке при (F) Eedrate | XYZ конечной точки IJK относительно центра R для радиуса | Дуги окружности: G02 и G03 | ||
| G03 | Движение | Дуга окружности против часовой стрелки в точке (F), | XYZ конечной точки IJK относительно центра R для радиуса | Дуги окружности: G02 и G03 | ||
| G04 | Движение | Задержка: остановка на определенное время. | P за миллисекунды X за секунды | Точное время и скорость: останов, точный останов, компенсация люфта | ||
| G09 | Движение | Точная проверка остановки | Точное время и скорость: останов, точный останов, компенсация люфта | |||
| G10 | Компенсация | Ввод программируемых параметров | ||||
| G17 | Координата | Выберите плоскость X-Y | Координаты G-кода ЧПУ | |||
| G18 | Координата | Выбрать плоскость X-Z | Координаты G-кода ЧПУ | |||
| G19 | Координата | Выбрать самолет Y-Z | Координаты G-кода ЧПУ | |||
| G20 | Координата | Программные координаты в дюймах | G20 и G21: преобразование единиц измерения | |||
| G21 | Координата | Программные координаты мм | G20 и G21: преобразование единиц измерения | |||
| G27 | Движение | Проверка возврата контрольной точки | G28: возврат в контрольную точку | |||
| G28 | Движение | Возврат в исходное положение | G28: возврат к контрольной точке | |||
| G29 | Движение | Возврат из референтной позиции | G28: возврат в контрольную точку | |||
| G30 | Движение | Возврат к 2-й, 3-й и 4-й контрольной точке | G28: возврат к контрольной точке | |||
| G32 | Консервы | Резьба с постоянным ходом (например, G01 синхронизирована со шпинделем) | ||||
| G40 | Компенсация | Коррекция на режущий инструмент отключена) | ||||
| G41 | Компенсация | Коррекция на режущий инструмент слева (радиус комп.) | ||||
| G42 | Компенсация | Коррекция на режущий инструмент справа (радиус комп.) | ||||
| G43 | Компенсация | Применить коррекцию на длину инструмента (плюс) | ||||
| G44 | Компенсация | Применить коррекцию на длину инструмента (минус) | ||||
| G49 | Компенсация | Отмена коррекции на длину инструмента | ||||
| G50 | Компенсация | Сброс всех масштабных коэффициентов до 1.0 | ||||
| G51 | Компенсация | Включить масштабные коэффициенты | ||||
| G52 | Локальное рабочее смещение для всех систем координат: добавьте смещения XYZ | |||||
| G53 | Система координат станка (отмена рабочих смещений) | |||||
| G54 | Рабочая система координат (1-я заготовка) | |||||
| G55 | Рабочая система координат (2-я заготовка) | |||||
| G56 | Рабочая система координат (3-я заготовка) | |||||
| G57 | Рабочая система координат (4-я заготовка) | |||||
| G58 | Рабочая система координат (5-я заготовка) | |||||
| G59 | Рабочая система координат (6-я заготовка) | |||||
| G61 | Прочее | Точный режим проверки остановки | Точное время и скорость: останов, точный останов, компенсация люфта | |||
| G62 | Прочее | Автоматическая коррекция угла | ||||
| G63 | Прочее | Режим постукивания | ||||
| G64 | Прочее | Лучшая скоростная трасса | ||||
| G65 | Прочее | Пользовательский макрос простой вызов | подпрограммы и макросы | |||
| G70 | Консервы | цикл точения финиша | ||||
| G71 | Консервы | Цикл чернового точения | G71: цикл грубой обточки G71 Тип II: черновое точение с «карманами» | |||
| G72 | Консервы | Грубый облицовочный цикл | ||||
| G73 | Консервы | Повторяющийся узор | ||||
| G74 | Консервы | Пек Буровой цикл | ||||
| G75 | Консервы | Долбежный цикл | ||||
| G76 | Консервы | Цикл заправки | G76 Токарно-винторезный цикл | |||
| G80 | Консервы | Отмена постоянного цикла | ||||
| G83 | Консервы | Цикл торцевого сверления | ||||
| G84 | Консервы | Цикл касания лица | ||||
| G86 | Консервы | Постоянный цикл сверления, останов шпинделя, быстрый вывод | ||||
| G87 | Консервы | Цикл бокового бурения | ||||
| G88 | Консервы | Боковой цикл | ||||
| G89 | Консервы | Боковой сверлильный цикл | ||||
| G90 | Абсолютное программирование XYZ (системы типа B и C) | |||||
| G90.1 | Абсолютное программирование IJK (системы типов B и C) | |||||
| G91 | Инкрементное программирование XYZ (системы типа B и C) | |||||
| G91.1 | Инкрементальное программирование IJK (системы типов B и C) | |||||
| G92 | Цикл обрезки нити | |||||
| G92 (альтернатива) | Движение | Зажим максимальной скорости шпинделя | S | |||
| G94 | Движение | Цикл поворота торца | ||||
| G96 | Движение | Постоянная скорость на поверхности ВКЛ | G96: постоянная скорость поверхности | |||
| G97 | Движение | Отмена постоянной скорости на поверхности | G96: постоянная скорость поверхности | |||
| G98 | Движение | подача в минуту | G-код | G-кода и G-код G99: режимы постоянного возврата или подачи | ||
| G99 | Движение | подача на оборот | G-код G98 и G-код G99: режимы возврата в постоянный цикл или подачи | |||
| М-коды
| ||||||
| M00 | М-код | Стоп программы (не обязательно) | ||||
| М01 | М-код | Дополнительная остановка: выбран оператор для включения | ||||
| M02 | М-код | Конец программы | ||||
| M03 | М-код | Шпиндель ВКЛ (вращение по часовой стрелке) | M03 и MDI. | |||
| M04 | М-код | шпиндель включен (вращение против часовой стрелки) | ||||
| M05 | М-код | Останов шпинделя | M05 и MDI. | |||
| M06 | М-код | Смена инструмента | ||||
| M07 | М-код | Mist Coolant ON | M07 и MDI. | |||
| M08 | М-код | Поток СОЖ НА | M08 и MDI. | |||
| M09 | М-код | Хладагент ВЫКЛ | M09 и MDI. | |||
| М13 | М-код | Шпиндель ВКЛ (вращение по часовой стрелке) + СОЖ ВКЛ | M13 и MDI. | |||
| M14 | М-код | шпиндель включен (вращение против часовой стрелки) + охлаждающая жидкость включена | M14 и MDI. | |||
| М30 | М-код | Конец программы, режимы перемотки и сброса | ||||
| M97 | М-код | Вызов подпрограммы в стиле Haas | Подпрограммы и макросы | |||
| M98 | М-код | вызов подпрограммы | подпрограммы и макросы | |||
| M99 | М-код | Возврат из подпрограммы | Подпрограммы и макросы | |||

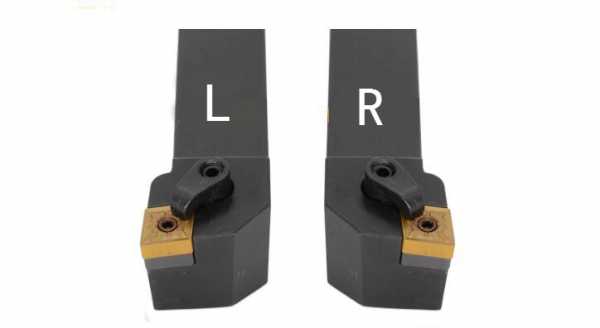
MCFNR2525M12 Токарно-винторезный станок с ЧПУ Станки Токарно-режущий инструмент 91 град. Внешний поворотный держатель инструмента 25 * 25 * 150MM
Пожалуйста, свяжитесь со мной, вы можете выбрать один из двух типов R / L, если вы не связывайтесь со мной, по умолчанию R
MCFNR2525M12
MCFNL2525M12
Примечание. Этот инструмент в процессе продажи не включает твердосплавные пластины. На рисунке показано
Номер модели.: MCFNR2525M12
Степень: 91
Диаметр хвостовика: 25 мм
Общая длина 150 мм
Винт: входит в комплект
Цвет: Классический черный
Упаковка: 1шт. Фрахт: Бесплатная доставка по всему миру, отправка авиапочтой Китая.
Срок поставки около 10-50 рабочих дней. Некоторые страны могут отложить 4-5 недель.
Мы отправляем товар в течение 3 рабочих дней после получения оплаты очищается.
Ниже приводится нормальное время прибытия для вашей справки:
| Страна | Рабочие дни (не включая праздничные дни) | 5-9 | 10-9 -15 | 16-20 | 21-25 | 26-35 | > 35 |
| США | Оценка (время пришло) | 5.1% | 50.1% | 33.6% | 7.5% | 3.7% | Связаться с нами |
| Европа | Номинальная (время прибытия) | 8,6% | 61,2% | 19,1% | 7,0% | 4,1% | Связаться с нами |
| Австралия | Номинальная (время прибытия) | 4.7% | 52.6% | 30.2% | 9.6% | 2.9% | Связаться с нами |
| Канада | Номинальная (по прибытии) | 6,7% | 50,6% | 30,4% | 8,5% | 3,8% | Связаться с нами |
| Россия | Номинальная (время прибытия) | 1.5% | 10.3% | 29.7% | 41.2% | 18.8% | Связаться с нами |
| Азия | Номинальная (по прибытии) | 10,5% | 30,6% | 43,8% | 12,1% | 4,0% | Связаться с нами |
| Другая страна | Номинальная (время прибытия) ) | 3.5% | 25.0% | 47.9% | 17.9% | 5.7% | Свяжитесь с нами |
000000000000