





1К62 токарный станок фото
Токарный станок 1К62, который выпускался московским заводом «Красный пролетарий» на протяжении достаточно длительного периода (1956–1971 гг.), хорошо знаком практически каждому, кто связан с металлообработкой. После окончания выпуска данной модели токарного станка, которую многие могут узнать на фото ниже, ей на смену пришел агрегат 16К20.

Универсальный токарно-винторезный станок 1К62
Преимущества модели
Станок 1К62, как следует из его характеристик, входит в категорию токарного оборудования лобового типа. Другими словами, он пригоден для токарно-винторезных работ с деталями большого диаметра и небольшой длины.
В то же самое время токарно-винторезный станок 1К62 – это универсальное устройство, технические возможности которого обеспечивают выполнение всего спектра токарных операций. На таком устройстве можно нарезать резьбу, выполнять точение дисков и валов различной конфигурации. Что важно, все режимы работы такого станка настраиваются очень просто. Благодаря высокой жесткости узлов токарного станка данной модели, обеспечиваемой использованием в его конструкции особых подшипников, на нем можно обрабатывать детали, прошедшие предварительную закалку.
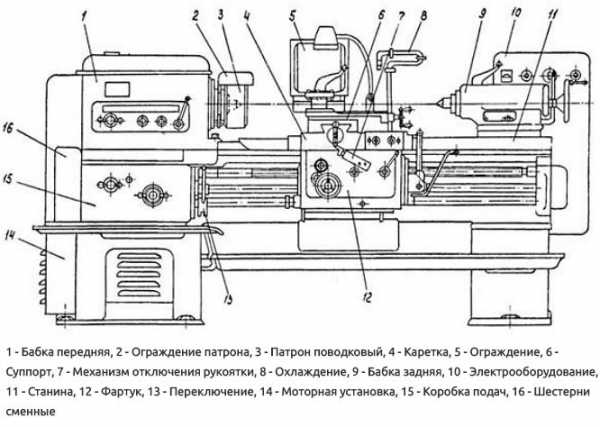
Основные узлы станка 1К62
К наиболее значимым преимуществам, за которые станок 1К62 особенно ценят и профессионалы, и начинающие специалисты, следует отнести следующие.
- Подача и скорость вращения могут регулироваться в широком диапазоне.
- Кинематические цепи рассматриваемого токарного станка, его отдельные узлы и конструктивные элементы отличаются высокой прочностью и жесткостью.
- Используя инструмент с минералокерамической и твердосплавной режущей частью, на таком оборудовании можно эффективно выполнять разрезание заготовок.
- Конструкция устройства, оснащенного мощным приводом, разработана таким образом, что может эффективно противодействовать вибрационным нагрузкам.
- В стандартную комплектацию этого токарного станка входят сменные зубчатые колеса, сообщающие движение от передней бабки коробке подач.
- Высокоточной обработкой деталей на токарном станке 1К62 можно заниматься даже при наличии ударных нагрузок (их влияние компенсируют специальные подшипники).
- За перемещение суппорта агрегата отвечает особый электродвигатель, мощность которого составляет 1 кВт. Выходной вал такого электродвигателя, обеспечивающего быстрое движение суппорта, вращается с частотой до 1410 об/мин.
- Задняя бабка оборудования может двигаться в поперечном направлении, что позволяет использовать токарно-винторезный станок 1К62 для работы с заготовками, имеющими форму пологого конуса.
- В электрической схеме станка имеются плавкие вставки и тепловые реле, защищающие его от коротких замыканий и серьезных перегрузок в процессе эксплуатации.
- Шпиндельный узел токарного станка 1К62 укомплектован сверхпрочными подшипниками.
В тех ситуациях, когда в задней бабке закрепляют сверло для формирования отверстий в заготовках, ее можно жестко соединить с нижней частью суппорта при помощи специального замкового устройства, в таком случае ее можно будет двигать при помощи механического привода.
Станок 1К62, конструкция которого была разработана более 60 лет назад, может одинаково эффективно применяться для выполнения как силовых, так и скоростных токарных операций (это можно сказать далеко не о каждом современном агрегате).
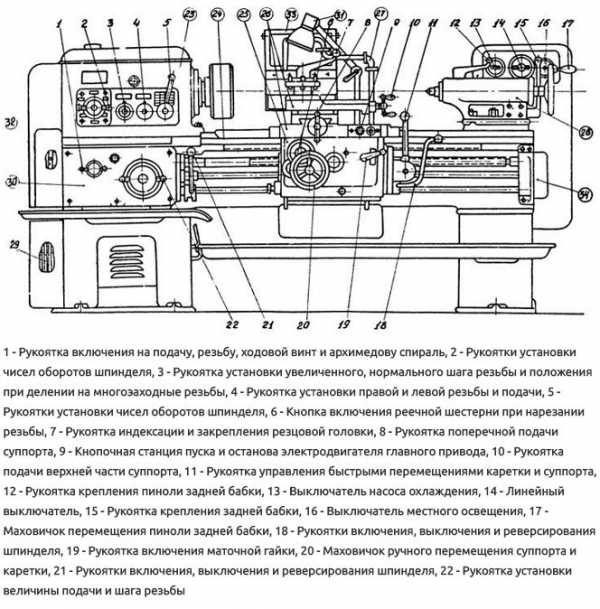
Органы управления станка 1К62
Нередко в процессе выполнения токарных операций возникает необходимость ограничить перемещение каретки станка в продольном направлении. Технические возможности 1К62 предусматривают и такую возможность, для этого применяется специальный упор, фиксируемый на полке станины с ее лицевой стороны. При его использовании ограничивается скорость перемещения суппорта (не более 250 мм/мин).
В стандартную комплектацию токарного станка 1К62 также входят два люнета – подвижный и неподвижный. Такие технические приспособления, как известно, используются для исключения в ходе обработки деформации длинных заготовок. Благодаря подвижному люнету, фиксируемому на каретке станка, обрабатывают заготовки с поперечным сечением от 2 до 8 см, а неподвижный, размещаемый на направляющих станины, позволяет работать с деталями, имеющими сечение от 2 до 13 см.
Технические характеристики и паспорт станка 1К62
Все технические характеристики токарно-винторезного станка 1К62 представлены ниже в формате таблиц:
Скачать бесплатно паспорт токарно-винторезного станка 1К62: Паспорт станка 1К62
Скачать руководство по ремонту и обслуживанию 1К62: Ремонт станка 1К62
Конструктивные особенности станка
Задняя бабка токарного станка 1К62, состоящая из плиты, корпуса с посадочным отверстием и выдвижной пиноли, может перемещаться по направляющим станины. Регулировка вылета, фиксация пиноли и заднего центра, которые устанавливаются в задней бабке, осуществляются при помощи специальной рукоятки. Посадочное отверстие в пиноли имеет конусную форму, что позволяет фиксировать в нем различные инструменты: сверло, развертку, зенкер, метчик и др.
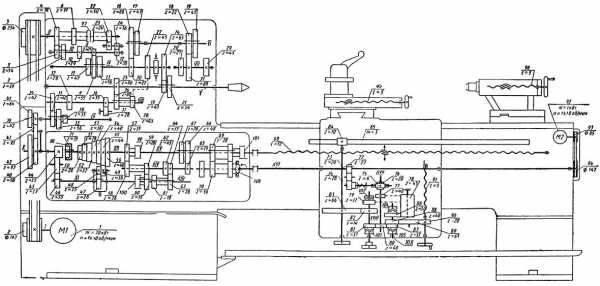
Кинематическая схема 1К62 (нажмите, чтобы увеличить)
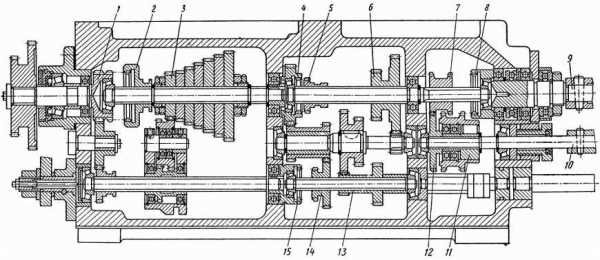
Коробка скоростей станка 1К62 и его задняя бабка отличаются простотой своей конструкции, основу которой составляют ряд валов (один из них является фрикционным). На одном из валов коробки скоростей размещен шкив, на который и передается крутящий момент от электродвигателя устройства. Кроме того, в коробке имеются фрикционная муфта, различные блоки (тройной, промежуточный и др.), опоры и подшипники качения. За смазку всех движущихся узлов коробки скоростей отвечает специальный масляный насос.
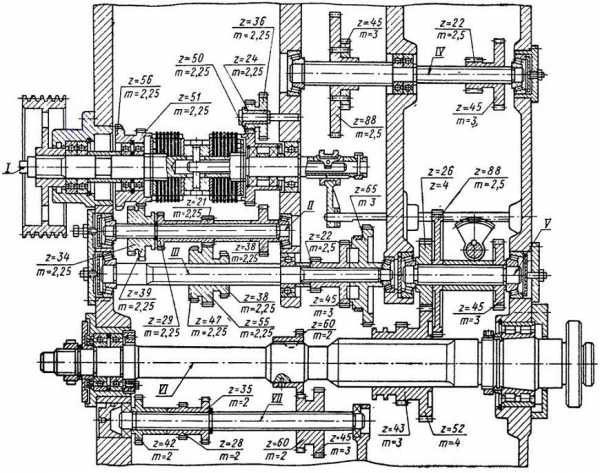
Механизм коробки скоростей
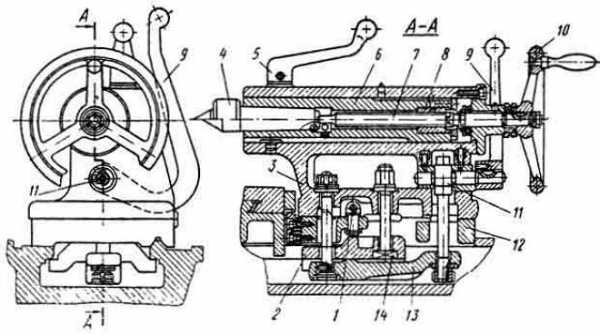
Задняя бабка 1К62
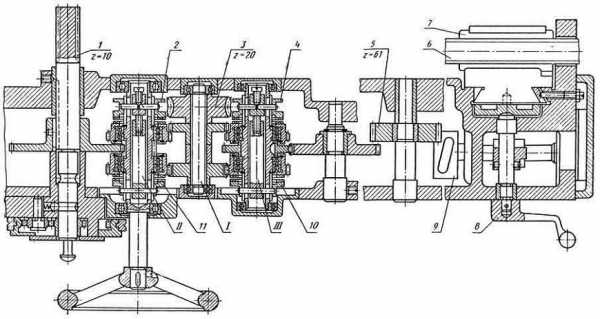
Продольное и поперечное перемещение суппорта станка происходит благодаря ходовому валу и ходовому винту, частоту вращения которых регулирует коробка подач 1К62. В конструкции данного узла станка, отвечающего за скорость выполнения подачи, можно выделить следующие элементы: трехступенчатый блок Нортона, валы, переключаемые муфты, заблокированные между собой зубчатые колеса, подшипники.
Располагается коробка подач в нижней части станины оборудования, что значительно облегчает ее техническое обслуживание и ремонт. Вал данной коробки приводится во вращение при помощи сменных гитарных колес, посредством которых он также связан и со шпинделем устройства, что обеспечивает согласованность вращения шпинделя и подач, совершаемых суппортом агрегата. По валу коробки подач перемещается колесо, на одном торце которого располагается зубчатая шестерня, а на втором – рукоятка, которую можно установить в одном из десяти положений.
Устройство коробки подач
Важнейшим элементом фартука токарного станка является маточная гайка, которая находится в соединении с ходовым винтом и обеспечивает продольное перемещение суппорта. Гайка, которая часто выходит из строя из-за износа, обладает возможностью самоустанавливаться относительно ходового винта, что обеспечивает точность перемещения суппорта.
Фартук станка, в котором вращение ходового вала и ходового винта преобразовывается в продольное перемещение каретки и в поперечное – суппорта, работает по следующей схеме.
- Вращение от ходового вала посредством нескольких последовательно расположенных передач передается на червячное колесо.
- Движение суппорта, возможное в четырех направлениях, обеспечивается за счет муфт с торцовыми зубьями, вводимых в зацепление в требуемый момент.
Чтобы задействовать маточную гайку и ввести ее в зацепление с ходовым винтом, используется рукоятка, расположенная на лицевой части фартука станка. Одновременное задействование ходового вала и ходового винта для сообщения суппорту продольного перемещения исключается, за что отвечает специальный вал с кулачками.
Фартук станка 1К62
Суппорт – важнейшее устройство токарного станка – состоит из таких конструктивных элементов, как:
- верхние салазки, которые также называют резцовыми;
- поперечная каретка;
- нижние салазки.
Перемещение каретки по направляющим нижних салазок обеспечивается посредством винта и безлюфтовой гайки. Вращение винту может передаваться посредством рукоятки (ручное управление) или зубчатого колеса (автоматизированное управление). На верхней поверхности каретки имеются круговые направляющие с поворотной плитой. В конструкции данной плиты также предусмотрены направляющие, на которые устанавливается четырехпозиционный резцедержатель.
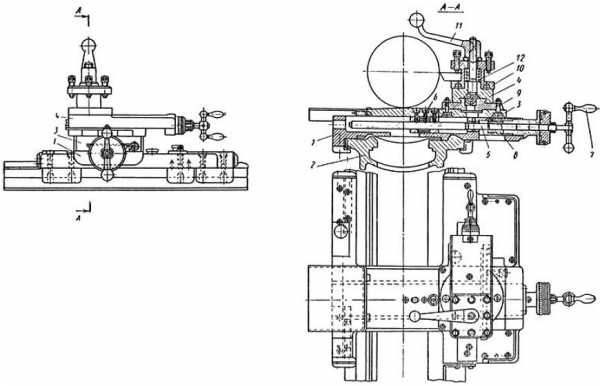
Суппорт станка 1К62
Характеристики такого узла и его конструктивные особенности позволяют устанавливать поворотную плиту и, соответственно, резцедержатель с инструментом под любым углом к продольной оси станка. Для фиксации поворотной плиты в требуемом положении в конструкции каретки предусмотрены специальные зажимные болты. Пользоваться таким устройством, если внимательно изучить инструкцию на оборудование, может даже начинающий токарь.
Другие важные узлы в конструкции станка
Конструкция токарного станка также включает в себя электрическую систему, с которой можно ознакомиться, изучив технический паспорт устройства. Такая система состоит из трех электрических цепей с различными характеристиками:
- управляющая цепь, для работы которой необходимо напряжение 110 В и ток с частотой 50 Гц;
- силовая цепь, работающая от напряжения 380 В и тока с частотой от 3 до 50 Гц;
- электрическая цепь, которая используется для обеспечения работы осветительного оборудования станка, – напряжение 24 или 36 В, частота тока 50 Гц.
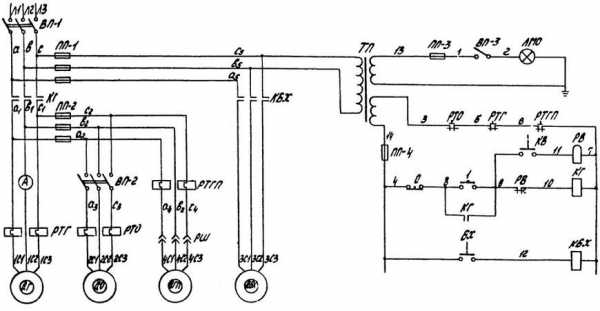
Электрическая схема станка 1К62 (нажмите, чтобы увеличить)
Привод токарных станков 1К62 – это 10-киловаттный электродвигатель, вал которого может вращаться с частотой 1450 об/мин. Хотя в паспорте на оборудование и описано, как выполнять запуск станка и настройку всех его характеристик, осуществлять такие процедуры, не имея специальных знаний и навыков, не рекомендуется. Объясняется это тем, что и кинематическая, и электрическая схемы данного оборудования считаются достаточно сложными по своей конструкции.
Отдельные модели токарных станков, что обязательно указано в их паспорте, изначально сконструированы таким образом, что их силовая цепь может запитываться от электрической цепи с напряжением 220 В. Следует заметить, что это скорее исключение из правил, так как базовые модели токарного станка 1К62 предполагают напряжение питания 380 В. Перед подключением станка очень важно следить за тем, чтобы его нейтральный и глухозаземленный провода были тщательно заизолированы.
Оценка статьи:
Загрузка...Поделиться с друзьями:
1K62 Токарный станок 3D-симулятор для ПК и моб.
3D симулятор классического токарно-винторезного станка мод. 1К62. Приложение имитирует выполнение обычных токарных операций в интерактивном режиме. Возможности имитационной модели включают в себя операции наружного и торцовочного точения, сверления и расточки отверстий, точения канавок, нарезания наружной и внутренней резьбы. В полной версии приложения для работы доступно более 70 режущих инструментов.
Область применения программного продукта: учебный процесс с использованием компьютерных технологий: лабораторные занятия студентов по компьютерным классам, дистанционное обучение, демонстрационная поддержка лекционного материала по группе направлений обучения и специальностям: «Металлургия, машиностроение и обработка материалов».
Тип целевого вычислительного устройства и поддерживаемая платформа: IBM-совместимый ПК под управлением Microsoft Windows, Apple Macintosh ПК под управлением MacOS, мобильные устройства на базе операционных систем Android и iOS.Кроме того, выполнение программы возможно в среде веб-браузера с поддержкой технологии HTML5 и аппаратной поддержкой 3D-графики (технология WebGL).
Мультиплатформенная поддержка позволяет использовать программное обеспечение на различных вычислительных устройствах, в том числе на интерактивных досках, смартфонах, планшетных и настольных компьютерах, что, в свою очередь, повышает гибкость и мобильность учебного процесса, соответствующего современному уровню информатизации образования ,
Графический интерфейс пользователя выполнен на русском и английском языках.Метрические и дюймовые системы измерения поддерживаются. Необходимый объем видеопамяти устройства составляет 350 МБ. Графическая система приложения использует компоненты OpenGL 3.0.
Симулятор может поставляться с установкой на одном рабочем месте (пользовательская лицензия с выдачей регистрационных ключей) и с установкой на неограниченное количество рабочих мест (корпоративная лицензия для организации).
Компоненты системы Microsoft DirectX можно загрузить с официального сайта:
www.microsoft.com
| Продолжение: |
- CJ Machinery всегда настаивает на концепции предоставления нашим клиентам наиболее приятного опыта металлообработки. На все ваши запросы или запросы мы ответим в лучшем виде, учитывая интересы клиента.
- CJ Machinery ценит каждое отношение наших клиентов по всему миру и надеется, что каждое уникальное требование наших клиентов может быть удовлетворено.
В настоящее время наша основная номенклатура изделий представлена следующим образом:
Плоскошлифовальный станок
Ручной шлифовальный станок M618A, M820, M250
Авто электрический Плоскошлифовальный станок MD618A Auto MD818
Гидравлическая плоскошлифовальная машина MY820, MY250, MY3060, MY3075, M7125A, M7135A, M7140A
Full Auto (PLC) Гидравлическая плоскошлифовальная машина SGA2550AHD, SGA3063AHD, SGA4080AHD, SGA401500000000HD
000AH
Универсальная цилиндрическая шлифовальная машина M1420, M1432B, M1450
Дробеструйная машина Q324, Q326, Струйные колеса / рабочие колеса, дробеструйная установка
9000
Комбинированный токарно-фрезерный станок: WMP250V, WMP280V, WMP290V, HQ5 00, HQ800
Настольный токарный станок: WM250V, WM280V, WM290V, CQ6236G, CQ6230A, C0632C, Gh2440K, Gh2440A, C6236
Промышленный токарный станок C6 / C62 / C62 / C6246 C61 / C6240C / C6250C / C6260C, CD6240 / CD6250 / CD6260B (C), C6250 / C6266B (C), CS6240 / CS6250 / CS6266B (C), CQ6280C, CY6266 / CY6280
Тяжелый токарный станок CW618C, CW6183C / CW62100, CZ6280 / CZ62100C.
Токарный станок с ЧПУ CK6132, CK6136, CK6140, CK6146, CK6150, CK6156, CK6166, CK6180
Фрезерный станок
Сверлильно-фрезерный станок Сверлильно-фрезерный станок Z50 Z50 Z45 ZX ZX ZX ZX ZX ZX ZX ZX ZX ZX ZX ZX ZX ZX ZX ZX ZX / ZX6350ZA
Фрезерный станок с револьверной головкой X6323 / X6325 / X6330 / X6333 (MF1V / MF5V / MF6V / MF7V), X6336. X6332Z,
Фрезерный станок коленного типа: X6136A, XW6136, XL6032CL, X5032W, XZ5150, XA7140
Фрезерный станок с поворотной головкой: LM1450A, XQ6226B, инструмент X 0 0 0 , 96400700006000000000000000000000000000000000000000000000000 Все для фрезерования , X8140A
ЧПУ фрезерный станок VMC1000, VMC800 VMC850 XK7136C, VMC850B, XH7132A, XH7125
Vetical сверлильный станок Z5045, Z5045C, Z5045C-1, Z5140B, Z5150B
станок
Ленточная пила BS-712N, G4017, G5020, G5025, G5027
Горизонтальная пила Gh5220, Gh5228, Gh5235, Gh5240, Gh5250, Gh5280
EDM, ED10, ED504050MD5505MM5MD550000000MM550MD5 , DK7740, DK7750, DK7763
Формовочный станок, слот-автомат B635A, BC6050, BC6063, BC6066,
Гидравлический пресс: л.с. (B) -30, л.с. (B) 5 0 / HP (B) 63, HP (B) -100, HP-10S, HP-20S
Ножницы
Ручные ножницы
Механические ножницы Qh21D,
гидравлические ножницы QC11Y, QC12Y
Станок гибочный / фальцевальный
Станок листогибочный ручной WH06, ESF1020,
Станок угловой вырубной QF28Y,
0 Станок ERBM30 / 40H 65/50H 50/50H 50/50
Гидравлический фальцевальный станок W62K,
Гидравлический листогибочный пресс WC67Y, WE67K
Роллетный станок:
Ручной прокатный станок,
ESR, электрический прокатный станок,
0
ESR Механический прокатный станок W11, W11Y, W12S,Q35Y Железные рабочие и все виды автосервиса NCE и автомобильное оборудование и аксессуары для машин. .


