Центра для токарных станков
Конструкция токарных станков предусматривает использование определенной оснастки. Только при наличии необходимого оснащения можно сделать деталь с нужными параметрами точности. При этом нужно приобрести специальное оснащение или сделать самодельный вариант исполнения. Стоит отметить, что своими руками можно создать не все для точного точения.
 Токарные вращающиеся центры
Токарные вращающиеся центрыФиксация заготовок
Точение на токарном станке происходит путем ее крепления в кулачковом патроне, который передает вращения и при этом удерживает ее на месте. Подобное устройство эффективно при точении тел цилиндрической формы. При этом резец подается перпендикулярно, что позволяет проточить металл до нужного диаметра.
При рассмотрении токарного станка по металлу следует учитывать, что многие самодельные и промышленные варианты исполнения имеют в задней части конструкцию для поддержки заготовки и выполнения других задач. Самодельный вид токарного станка по металлу также имеет вариант исполнения бабки, для которой требуется специальная оснастка.
Таким образом, при фиксации по двум противоположным сторонам на токарном станке, задней и передней бабки, заготовка будет находиться в заданном положении во время возникновения даже сильной нагрузки.
При рассмотрении задней бабки нужно отметить следующие особенности:
- Рассматриваемое устройство предназначено только для крепления специального оснащения. Виды используемой оснастки на токарном станке определяют предназначение задней бабки: она может служить как для фиксации тела цилиндрической формы, так и для обработки.
- Для того чтобы на момент сильной подачи или при больших оборотах заготовка не изменила свое положение используется центр, который и определяет предназначение задней бабки.
- Сделать центр можно своими руками или приобрести в специализированном магазине. При самостоятельном изготовлении нужно учитывать, что заготовкой должен быть цельный сплошной металл с повышенным показателем прочности. Это связано со способом крепления: пиноль прижимает деталь к шпинделю по торцу и на протяжении всего времени наконечник контактирует с ней, происходит незначительное трение.
- Положение пиноли токарного станка регулируется только в продольном направлении. Учитывая данную особенность, стоит помнить, что положение центра должно совпадать с осью вращения шпинделя. В противном случае вращения будут происходить с биением.
Рассматриваемое устройство также может служить для высверливания торцевых отверстий и для решения других технологических задач.
Крепление по двум торцам
Фиксация по двум торцам происходит в нижеприведенных случаях:
- Токарный станок по металлу промышленного типа имеет регулировку количества оборотов. Большая скорость вращения, которая передается детали, приводит к «вилянию» детали. При точной обработке, согласно ГОСТ, подобное явление приводит к довольно большой погрешности.
- Большая длина и вес заготовки также определяет необходимость использования задней бабки. Под собственным весом цилиндрическое тело может деформироваться и резец по металлу будет «бить» во время подаче резца.
- В зависимости от режима точения и скорости вращения шпинделя может возникнуть чрезмерная поперечная подача. При обработке детали в подобной ситуации сделать ее с высокой точностью довольно сложно.
В подобных случаях следует провести фиксацию по обоим торцам.
Виды токарных центров
Провести фиксацию необходимого инструмента в пиноли можно своими руками. Для выполнения этой работы понадобиться несколько минут, и выполнить ее можно самостоятельно. Согласно ГОСТ можно выделить следующие виды:
- упорный. ГОСТ определяет то, что наконечник и хвостовик имеют практически одинаковый диаметр. Устройство этой конструкции определяет то, что наконечник изготавливают из закаленной стали или твердого сплава согласно ГОСТ 13214-79.
- грибковый вариант несколько отличается от предыдущего. грибковый наконечник имеет согласно ГОСТ 8742-75 больший диаметр с усеченным рабочим конусом. согласно ГОСТ 8742-75 есть два типа наконечника, которыми обладает грибковый центр: с центрированным валиком или с насадкой для него. грибковый наконечник позволяет использовать рассматриваемое устройство для крепления тел вращения с полыми торцевыми отверстиями во время обработки.
При точении во время большой центробежной силе сделать наиболее благоприятные условия можно при применении центра, в конструкции которого есть подшипник. Подобная оснастка может быть разная: грибковый или упорный центр также имеют подшипник.
Угол конуса может быть 60 или 90 градусов. Угол выбирается в зависимости от режима резания.
Существуют более сложные виды оснастки для установки в пиноли, которые могут иметь, к примеру, устройство для измерения прижимной силы. Сделать своими руками некоторые варианты центров для токарного станка невозможно. Обратный ход шпинделя не оказывает влияние на возможность использования пиноли.
Скачать ГОСТ 8742-75 «Центры токарные вращающиеся»
Скачать ГОСТ 13214-79 «Центры и полуцентры токарные»
Токарный центр
Токарный центрНАЖМИТЕ ЗДЕСЬ ДЛЯ СТРАНИЦЫ ИНДЕКСА
ЦЕНТРАЛЬНАЯ ПЛОЩАДКА
В. Райан 2003 - 2009
| PDF ФАЙЛ - ЩЕЛКНИТЕ ЗДЕСЬ ДЛЯ ПЕЧАТНОЙ РАБОЧЕЙ ЛИСТЫ Токарный центр используется для изготовления цилиндрических формы из ряда материалов, в том числе; стали и пластмассы. Многие из компоненты, которые идут вместе, чтобы заставить двигатель работать изготовлены с использованием токарных станков.Это могут быть токарные станки, управляемые непосредственно люди (ручные токарные станки) или управляемые компьютером токарные станки (станки с ЧПУ), которые были запрограммированы для выполнения конкретной задачи. Основное руководство Центральный токарный станок показан ниже. Этот тип токарного станка контролируется Человек поворачивает различные ручки на верхнем слайде заказ, чтобы сделать продукт / часть. | ||
|
| ||
|
| Передняя бабка токарного станка может быть открыта, показывая расположение передач.Эти шестерни иногда заменяются, чтобы изменить скорость вращение патрона. Токарный станок должен быть выключен перед открытием, хотя двигатель должен автоматически отключиться, если дверь открыта во время работы машины (функция безопасности). | |
| Однако иногда единственный способ настроить токарный станок на определенную скорость это изменить расположение передач внутри бабки.Большинство машин будет иметь несколько альтернативных зубчатых колес для этой цели. | ||
| ВОПРОСЫ : Нарисуйте простую диаграмму Типичный центральный токарный станок и маркировка важных частей. | ||
|
| ||
| НАЖМИТЕ ЗДЕСЬ ДЛЯ ОБОРУДОВАНИЯ И ИНДЕКС ПРОЦЕССОВ СТРАНИЦА | ||
|
| ||
Токарные станки - это сложные машины, и покупка одного требует взвешивания множества вариантов. Мы уже говорили о покупке новых азиатских или старых американских станков (с извинениями перед немцами, британцами, швейцарцами и всеми другими прекрасными странами-изготовителями станков 20-го века). Мы также говорили о длине кровати и качелях, и у вас ничего не получится, если у вас нет таких качелей. Давайте поговорим о наборе функций сейчас. Если вы покупаете новый, вы будете делать покупки на эти детали.Если вы покупаете б / у, знание различий поможет вам выбрать хорошую проектную машину.
Империал или Метрика?
В первую очередь - имперский или метрический? Если вы покупаете новую машину и проживаете за пределами Северной Америки, ответ, конечно, метрический. Однако, если вы находитесь в Северной Америке, выбор менее очевиден. Инстинкт инстинкта может быть метрическим, потому что он современный и «явно лучше», верно? Ну, не так быстро. Большинство запасов, оборудования и инструментов в Северной Америке все еще легче и дешевле найти в имперских размерах.Вы можете пройти все метрики, но вы будете плыть против течения. В этой башне из слоновой кости много лестниц, так что подумайте, как сильно вы хотите в ней сидеть.
 Наша самая комментируемая статья всех времен - сравнение Imperial и Metric. Однако североамериканским покупателям токарного станка следовало бы тщательно обдумать это.
Наша самая комментируемая статья всех времен - сравнение Imperial и Metric. Однако североамериканским покупателям токарного станка следовало бы тщательно обдумать это. Следующее утверждение потрясет и разозлит многих из вас, но здесь идет. Для станкостроения существует минимальная практическая разница между двумя системами измерения.Оба имеют свои преимущества и недостатки. Прежде чем Метрический отряд раскрутит свои десятичные злые комментирующие машины, позвольте мне объяснить.
Для определения размеров в типичном диапазоне деталей машин (скажем, меньше, чем у вас) Imperial проще. Тысячи тысяч очень удобны, потому что все является целым числом, и общие допуски на посадку пресса, зазоры отверстий и т. Д. Легко выражаются и измеряются. С метрикой вы имеете дело с долями миллиметра, и там много десятичных знаков.
При работе с оборудованием, таким как сверление и нарезание отверстий, выбор и измерение крепежных элементов и т. Д., Метрика определенно лучше. Метрические размеры сверла проще в управлении, чем дурацкая система Fraction-Letter-Number, в которую развился Imperial. Отношения между отверстиями, резьбами и размерами крепежа в метрике логичны и просты в управлении. С Imperial вы прикрепляете график к своей стене и много на него смотрите.
Моя личная рекомендация - чувствовать себя комфортно с обоими.Любая машина может выполнять обе задачи, хотя в системе, для которой она предназначена, все задачи будут проще. Выберите измерительные инструменты, которые имеют обе системы. Множество лучших книг по теории и практике механического цеха были написаны до появления метрики, так что будьте двуязычны в своих системах измерения.
Питание этих мощных инструментов
Нужна грунтовка по 2-фазному или 3-фазному? Вот статья, в которой рассказывается о том, как мы дошли до
, где были сегодня.
[Источник изображения: Split Phase Power Чарльза Эссона CC-BY 3.0] Хорошо, теперь поговорим о силе. Основные варианты, с которыми вы столкнетесь, - это бытовой, трехфазный и постоянный ток. Бытовая машина переменного тока обычно использует ремни или шестерни для изменения скорости. Вы можете сделать его более гибким, поместив большой реостат выше его шнура питания. Трехфазный переменный ток типичен для больших промышленных машин. Вы можете заменить двигатель или создать трехфазный двигатель с помощью роторного преобразователя (с шумным и ограниченным режимом) или частотно-регулируемого привода (сексуальный). ЧРП являются оружием выбора для одной или двух машин.Если у вас есть целый магазин, полный большого трехфазного железа, большой вращательный преобразователь для здания имеет больше смысла. Тем не менее, VFD небольшие, простые в использовании и обеспечивают переменную скорость. Они сложны и выходят за рамки этой статьи, но знают, что они существуют.
Для новых азиатских машин существует новая замечательная опция - DC без щеток. Эти токарные станки получают большой крутящий момент для своих размеров. Типичная мощность в 10 лошадиных сил, и это большая мощность для маленькой машины. Вы также получаете бесступенчатое регулирование скорости бесплатно, что является огромным преимуществом (особенно когда вы впервые изучаете темное искусство подач и скоростей).
Выбор параметров электропитания
 Авторский прецизионный Mathews PM-1022V, демонстрирующий муфту подачи мощности и полугайки. Каретка управляется шпоночным пазом, как показано на рисунке.
Авторский прецизионный Mathews PM-1022V, демонстрирующий муфту подачи мощности и полугайки. Каретка управляется шпоночным пазом, как показано на рисунке. Следующая вещь, о которой стоит подумать, это подача питания. У большинства токарных станков есть это, но это входит во многие формы. Мощная подача полезна, потому что она обеспечивает лучшую отделку поверхности и снимает большую часть скуки из длительных операций. Это также, как выполняется одноточечная нарезка резьбы - трансмиссия синхронизируется для создания правильной спирали для нужной вам нити.
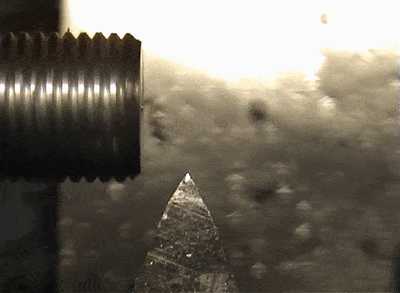 Вкусный крупный план для нарезания резьбы. Автор Rolf R Bakke, YouTube
Вкусный крупный план для нарезания резьбы. Автор Rolf R Bakke, YouTube Почти на всех машинах есть полугайка, которая крепится к ведущему винту для нарезания резьбы. Самые дешевые машины также будут полагаться на это для подачи питания. Следующий уровень качества будет иметь отдельную муфту (в дополнение к полугайке) для управления кареткой. Обычно это делается с помощью шпоночного паза, который проходит по длине ходового винта. Шестерни с ключом в каретке отключают питание, не затрагивая резьбу ходового винта.Это хороший компромисс, потому что вы не изнашиваете резьбу ходового винта, но машина остается недорогой. У более крупных и более мощных машин будет специальный карданный вал, идущий параллельно ведущему винту для привода каретки. Вы можете увидеть несколько валов, работающих параллельно, некоторые для передачи мощности, некоторые для различных функций управления. Там, в облаках, сходят с ума такие монархи, как Лодж и Шипли.
Настольные машины обычно имеют только продольную подачу мощности (каретка или «ось X», если хотите).Некоторые настольные машины более высокого класса теперь начинают предлагать также перекрестную подачу мощности, и это очень хорошая особенность, если вы столкнетесь с деталями большего диаметра. Это также помогает получить гладкие операции расставания. Большие машины будут иметь мощную перекрестную подачу де Риджера.
Последний элемент подачи питания - это привод ходового винта. Это может быть сделано с помощью переключения передач, трансмиссии или некоторой их комбинации. Низкокачественные машины будут иметь только переключающие передачи, что означает, что вам нужно физически менять передачи при каждом изменении скорости подачи, которое вы хотите.Это дорога в ад. Ищите быстросменную коробку передач с тремя или более вариантами скорости. У некоторых также есть опция обратной подачи, что приятно, потому что вы можете обрезать левые нити. Высокопроизводительные машины будут иметь такие же сложные трансмиссии, как и трактор, с различными вариантами скорости и направления. Они прекрасно подходят для использования, но будьте осторожны со сложными коробками передач, если вы делаете проект реставрации. Легко недооценить сложность трансмиссии у этих зверей, и многие из них заполнены неотъемлемыми частями, которыми злоупотреблял какой-то жокей из-за заклинивания снаряжения прошлых лет.
инструментальных столбов
Теперь давайте поговорим о постах с инструментами. В наши дни машины нижнего уровня будут иметь четырехстороннюю стойку для инструментов, в которой находится один режущий инструмент, и три вещи, которые могут разрезать руку, когда вы проходите мимо них. Высота инструмента устанавливается с помощью прокладок и большого количества ругательств.
За немного больше денег вы можете получить инструмент быстрой смены. На них высота инструмента задается с помощью барашкового винта на держателе инструмента, и настройка постоянно «сохраняется» с каждым инструментом .QCTP все в значительной степени основаны на дизайне Aloris прошлых лет. Более дешевые будут иметь поршневой замок, чуть лучше будут иметь клиновидный клиновой замок. Оба в порядке. Давайте проясним этот момент: пост с инструментами быстрой смены. Это изменит вашу жизнь (и вы будете зависимы от держателей инструментов). Просто убедитесь, что это стандартный размер, например, AXA или BXA. В противном случае вы потратите целое состояние на держатели инструментов и, поверьте мне, у вас никогда не будет достаточно держателей инструментов. Я добавляю пару в счет-фактуру при каждом заказе, который я размещаю у поставщиков, таких как MSC Direct или LittleMachineShop, и этого по-прежнему недостаточно.
Действительно старые станки будут иметь «фонарные» стойки для инструментов, которые используют изогнутый клин для установки высоты и угла инструмента. Пуристы любят их для старой эстетики, но они не очень жесткие, и вам лучше не спешить при их создании.
Патроны, упоры и другие принадлежности
Последнее, на что нужно обратить внимание, это аксессуары к машине. Если у вас только один патрон, сделайте его независимым с четырьмя челюстями. Это легко самый универсальный. Скользящие патроны с тремя челюстями удобны (и они удобны с турбонаддувом), но вам понадобится независимая четырьмя челюстями для точной работы.Вы также хотите лицевую панель для всех странных вещей. Экзотические варианты включают цанговый патрон, патрон с 4 челюстями и патроны с 6 челюстями. Это очень дорогие новые, но старые проектные машины часто поставляются с такими замечательными вещами. Купите все эти дополнительные патроны новыми, если вы сделаны из денег или потому что вы ненавидите меня и хотите прислать мне фотографии хороших вещей, которых у меня не было.
Также стоит отметить остатки. Любая машина должна иметь устойчивый упор, который используется для поддержки конца длинного куска, когда задняя бабка будет мешать.Менее часто используется вспомогательный упор, который едет на каретке и прикладывает противодавление к задней стороне, где инструмент режет. Это полезно для работы на длинных тонких деталях, где работа будет отклоняться под давлением резания. Новые машины будут поставляться с обоими упорами, но старые подержанные машины могут не быть. Это может быть трудно найти для старинной машины после свершившегося факта, поэтому постарайтесь, по крайней мере, обеспечить себе устойчивый отдых.
Тщательно взвесьте эти параметры
Если вы покупаете токарный станок (и вам следует), вы быстро обнаружите, что каждая машина отличается по одному из этих векторов.Есть много вариантов, даже в пределах одного бренда и диапазона размеров, поэтому внимательно изучите. При покупке новых, я рекомендую скачать руководства для машин, чтобы увидеть, какие именно функции они имеют. Покупая подержанные, научитесь внимательно просматривать зернистые фотографии с раскладного телефона на craigslist, чтобы найти желаемые детали, такие как отдельный карданный вал для каретки или пыльный старый цанговый патрон, сидящий сзади. Подобно покупке автомобиля, покупка станка - это упражнение, в котором перекрестные ссылки на функции, которые вы хотите, и функции, которые вы можете себе позволить, находят свое собственное место.
Счастливые покупки токарного станка! В следующий раз мы поговорим о том, как подготовиться к получению вашей новой машины и настроить ее новый дом в вашем магазине.
,| Cazeneuve HB 500 и HB575 - дополнительные изображения на этой странице |