Что такое прифуговка на кромкооблицовочном станке
Снова о «прифуговке» | OTT Russland
В наше время в российской мебельной отрасли уже почти не осталось тех, кто не знает, что из себя представляет агрегат предварительного фрезерования кромок деталей (прифуговки) и где он находится в кромкооблицовочном станке. Однако что дает потребителю его применение понимают по-прежнему немногие. Возможно поэтому мы снова и снова слышим пожелания дать предложение на станок без прифуговки. А среди тех, кто уже купил станок с этим устройством есть такие, кто просто отключают предварительные фрезы. Поэтому считаю необходимым еще раз поговорить о том, что такое прифуговка и что она дает.

Что такое прифуговка ?
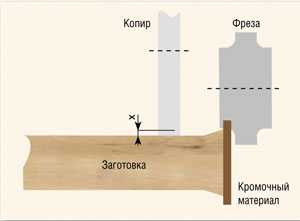
Агрегат предварительного фрезерования кромок деталей перед их облицовыванием часто коротко называют агрегатом прифуговки или просто «прифуговкой». Происхождение слова немецкое — Fügeaggregat. Задача данной операции заключается в удалении слоя материала с кромки детали для формирования прямолинейной и ровной поверхности, на которую приклеивается кромочный материал.
Для исключения повреждений уже облицованных перпендикулярных кромок (рис.1) агрегат прифуговки оснащается двумя фрезами, вращающимися в противоположных направлениях. Начинает обработку фреза со встречным вращением, «поджимая» материал в начале заготовки. На выходе работает попутная фреза, предотвращающая отрыв кромочного материала в конце детали.
Конструкция прифуговочных фрез учитывает то, что обрабатываемые плиты имеют облицованные пласти. Для того, чтобы избежать сколов, усилия резания должны быть направлены внутрь детали. Это обеспечивается расположением резцов под небольшим углом к вертикали. Причем наклон верхних и нижних резцов имеет разное направление — рисунок режущих элементов напоминает букву V.
Для обеспечения максимальной стойкости инструмента применяются, как правило, алмазные фрезы. Хотя следует помнить, что при обработке натуральной древесины ( столярного щита, дверных полотен и т.п.) должны применяться головки с резцами из специальной стали — алмаз в этом случае не подходит.
Прифуговка и/или качественный раскрой?
Многие мебельщики считают, что прифуговка выполняет только одну функцию – исправление дефектов раскроя плитных материалов. Из этого некоторые делают вывод, что достаточно улучшить качество раскроя и потребность в прифуговке отпадет. Но это далеко не так.
С одной стороны, предварительное фрезерование способно устранить не все проблемы, связанные с раскроем, и улучшать качество пиления необходимо в любом случае. А с другой стороны, прифуговка позволяет решать гораздо более широкий спектр задач. Но обо все по порядку.
К дефектам, возникающим при пилении, относятся: сколы на пластях, так называемая «ступенька» от подрезной пилы, неперпендикулярность сторон заготовки, неперпендикулярность кромки от отношению к пласти, непрямолинейность кромок ( вследствие «бананового реза» или внутренних напряжений в материале).
Предварительное фрезерование справляется со «ступенькой» от подрезной пилы, сколами, с небольшим наклоном кромки к пласти. Но с остальными проблемами сложнее. Отсутствие прямого угла между смежными кромками прифуговка исправить не может. Деталь с выпуклыми дугообразными кромками не возможно правильно сбазировать по направляющей линейке, а значит и качественно обработать. При вогнутых кромках корректное базирование возможно только, если их длина меньше длины направляющей линейки.
Кстати, даже при самом качественном раскрое «ступенька» от подрезной пилы все равно остается. Она может быть минимальной, едва различимой, но полностью исключить ее не удастся. В этом, собственно, суть применения подрезной пилы – ширина ее пропила должна быть обязательно больше, чем пропил главной пилы. А это значит, что после облицовывания кромок клеевой шов на нижней пласти ( где оставила след подрезка) – будет более заметен. И устранить эту разницу может только прифуговка.
Проблемы возникают не только после раскроя
Сколы и небольшие повреждения плит могут возникнуть не только при раскрое, но и во время хранения, перемещения деталей между операциями, штабелирования и загрузки в станок. Особенно легко повреждаются «рыхлые» плиты с тонкой непрочной облицовкой. А именно с таким материалом работают 90 % российских мебельных фабрик. Гарантировать, что линия стыка пласти и кромочного материала будет идеальной может только предварительное фрезерование.
Даже во время незначительной паузы между операциями раскроя и облицовывания кромок на заготовки оседает пыль, что приводит к ухудшению качества приклеивания кромочного материала. Кроме того, пыль с деталей попадает на клеевой валец и способствует образованию нагара. Предварительное фрезерование деталей позволяет «зачистить» кромки за пару секунд до нанесения на них клея, что решает эту проблему.
Каждый, кто имел дело с кромкооблицовочными станками, сталкивался с ситуацией, когда тщательно настроенный станок через некоторое время начинает вести себя странно: пилы, фрезы и цикли то «зарезают», то оставляют припуск. Подстройка улучшает ситуацию на короткое время, но потом картина повторяется.
Начальство обвиняет наладчиков и операторов в неспособности настроить станок, рабочие ругают сам станок за то, что он «не держит» настройки. Не будем вступаться за все модели станков – среди них есть действительно те, которые работают нестабильно, но вполне возможно загадочное поведение оборудования объясняется другими причинами.
Если говорить о продольных гранях деталей, то нестабильный результат их обработки фрезами и циклями может быть связан с тем, что после раскроя пилами возникает еле заметное утолщение края плиты на X= 0,05…0,07 мм (на рис.2 – показано утрировано). В кромкооблицовочных станках предусмотрено средство борьбы с разнотолщинностью плит – это вертикальное копирование. Но в данном случае оно бессильно, так как копировальный диск катится по детали на некотором удалении от ее кромки и поэтому не способен «засечь» указанный дефект. В результате идеально настроенные фрезы и цикли частично «зарезают» пласти детали.
Если бы величина утолщения кромки была бы стабильна, то ее легко можно было бы компенсировать настройкой станка. Но проблема в том, что это значение варьируется от детали к детали в зависимости от свойств исходного материала. Именно это и приводит к тому, что результаты обработки «плавают».
Избавиться от этого явления позволяет как раз предварительное фрезерование кромок деталей. Дефектный слой, возникший после пиления, удаляется, в результате чего работа фрезерных и циклевальных агрегатов стабилизируется.
Похожие проблемы встречаются и при операции торцевания свесов по длине. Но причины здесь несколько иные. В кромкооблицовочных станках прижим кромочного материала к плите осуществляется роликами, усилие прижима которых для надежного приклеивания должно быть достаточно высоким. При заходе ролика на деталь (рис.3 а) передний край кромки деформируется ( вдавливается внутрь детали – показано утрированно на рис.3 б). Аналогичная деформация происходит и при сходе ролика с задней части заготовки. Особенно это заметно при облицовывании относительно мягкой плиты тонким кромочным материалом.
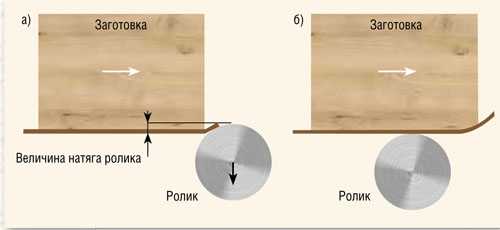
Этот дефект сказывается после разворота детали на 90 градусов для обработки третьей и четвертой стороны (рис. 4). Правильно отрегулированная пила срезает кромочный материал строго по линии перпендикулярной кромки, к которой прижимается копир. Но из-за того, что край этой кромки вдавлен внутрь детали остается небольшой свес. Создается впечатление, что пила настроена неправильно, и рабочий подстраивает пилу, чтобы она срезала больше. Но на более плотном материале заготовки деформация от прижимных роликов может оказаться меньше и тогда пила будет срезать слишком много. И снова делается ложный вывод, что станок не держит настройки.
Радикально устраняет такие проблемы только прифуговка. Она удаляет деформированный слой детали и правильная геометрия обработки восстанавливается.
Важна правильная эксплуатация
Некоторые мебельщики отвергают прифуговку уже после приобретения станка, оснащенного соответствующим агрегатом. Часто причиной этого являются ошибки в эксплуатации.
Первый вопрос, касающийся предварительного фрезерования : «Какой припуск снимать?». Самое распространенное заблуждение – приравнять припуск толщине кромочного материала. Кромка 0,4 мм – прифуговка 0,4 мм. Так, мол, технологам считать легче: если на производстве несколько станков и только часть из них с прифуговкой, то связываться с раздельным учетом припусков мало кому хочется. Самое удивительное, что такую рекомендацию дают иногда продавцы станков.
Однако, во-первых, при малой величине съема материала нет гарантии, что длинные слегка выгнутые детали будут обработаны полностью по всей длине. А, следовательно, могут остаться участки со сколами или ступенькой от подрезки. Во-вторых, для нормальной работы алмазных фрез требуется больший припуск, обеспечивающий нормальный процесс резания.
Производители станков рекомендуют снимать фрезой слой не менее 1 мм. Если же припуск слишком мал, вместо резания возникает процесс скобления с повышенным трением и как следствие — ускоренное затупление фрез. А алмазные фрезы и их заточка достаточно дороги.
На простых кромкооблицовочных станках фреза со встречным вращением обрабатывает только небольшой участок кромки фиксированной длины, а остаток дистанции – фреза с попутным вращением, в результате чего происходит их неравномерный износ и потребность в заточке или замене происходит в разное время. В более продвинутых станках, таких, например как ОТТ, с помощью программного управления реализовано два рабочих режима, отличающихся длиной пути фрезерования первым и вторым инструментом. Чередование режимов позволяет потребителю обеспечить равномерный износ фрез и в результате экономить на стоимости инструмента.
Кроме того, износ лезвий прифуговочных фрез происходит не одинаково по толщине заготовки. Он выше в зоне резания облицовочного слоя плит. Поэтому прежде, чем отдать инструмент в заточку, можно в небольшом диапазоне сместить фрезы по вертикали и еще поработать. Узнав о таком способе экономии, некоторые мебельщики смещают фрезы до такой степени, что верхняя наклонная режущая кромка начинает работать по всей высоте детали, что приводит к повреждениям нижней пласти.
Некоторые «умельцы» иногда пытаются продлить жизнь инструменту, меняя местами левые и правые фрезы, при этом переворачивая их. Таким образом установленные фрезы работать будут, но только короткий резец, оказавшись сверху уже не может обеспечить правильную работу во всем диапазоне толщин плит.
Таким образом, если применять агрегат прифуговки в строгом соответствии с рекомендациями производителей станков и инструментов, то можно не только компенсировать дефекты раскроя, хранения и перемещения деталей, но и стабилизировать работу других агрегатов, что помогает улучшить работу кромкооблицовочных станков в целом.
- +86 150 6402 6772
- [email protected]
- кб
Переключить навигацию
- Дом
- Продукт
- CNC Router
- ATC CNC Router
- 4-осевой ЧПУ
- Круговая ось с ЧПУ
- 5-осевой фрезерный станок с ЧПУ
- Многоголовочный ЧПУ
- Деревообрабатывающий центр с ЧПУ Мини-фрезерный станок с ЧПУ
- EPS / пена с ЧПУ
- Фрезерный станок с ЧПУ
- Токарный станок с ЧПУ
- Мебельный ЧПУ
- Гнездо ЧПУ
- кромкооблицовочный станок
- Вспомогательное оборудование
- Колеблющийся нож
- Осциллирующий нож
- Видео Осциллирующий нож
- Лазерный Резак
- Станок для лазерной резки
- CO2 Гравировальный Станок
- Лазерная маркировочная машина
- Лазерный сварочный аппарат
- плазменные резаки
- Плазменный резак
- Кислородно-плазменный резак
- камень с ЧПУ
- Камнеобрабатывающий центр
- Каменный фрезерный станок с ЧПУ
- Видеокамера ЧПУ
- CNC Router
- Руководство пользователя
- Система управления
- DSP
- Mach4
- SIEMENS
- SYNTEC
- Ncstudio
- LNC
- Система управления
 Многие проекты по деревообработке требуют, чтобы на доске выглядело идеально квадратное ребро. Есть много способов выполнить эту задачу, но ничто не соответствует производительности, точности и повторяемости, обеспечиваемым моторизованным фуговальным станком. Заставить фуганок реализовать свой потенциал не особенно сложно, но, как и большинство вещей, он требует правильной процедуры, которая может быть разбита на несколько простых, но важных рекомендаций.Если вы научитесь использовать фуганок, сделайте это правильно, и вы будете вознаграждены целой жизнью лучших суставов. С другой стороны, приглушение этих методов может привести к разочарованию или серьезным проблемам в ваших проектах.
Многие проекты по деревообработке требуют, чтобы на доске выглядело идеально квадратное ребро. Есть много способов выполнить эту задачу, но ничто не соответствует производительности, точности и повторяемости, обеспечиваемым моторизованным фуговальным станком. Заставить фуганок реализовать свой потенциал не особенно сложно, но, как и большинство вещей, он требует правильной процедуры, которая может быть разбита на несколько простых, но важных рекомендаций.Если вы научитесь использовать фуганок, сделайте это правильно, и вы будете вознаграждены целой жизнью лучших суставов. С другой стороны, приглушение этих методов может привести к разочарованию или серьезным проблемам в ваших проектах.
Вот несколько советов, как использовать фуганок
 Знай машину
Знай машину
Очень важно понимать машину, с которой вы работаете. Большинство участников объединения предоставляют некоторые удобные функции, которые помогают сделать процесс соединения более предсказуемым.Убедитесь, что вы знаете, как правильно отрегулировать ограждение, установить глубину резания, сменить лезвия, натянуть приводной ремень и т. Д. Чем больше вы знакомы с фуганком, тем лучше вы сможете его правильно использовать. Вы можете узнать советы и рекомендации по использованию фуганка здесь.
 Обеспечить копланарные таблицы
Обеспечить копланарные таблицы
Правильно настроенный фуганок имеет решающее значение. Используйте лучший прямой край, который вам нужен, чтобы таблицы были установлены идеально копланарно (параллельно), насколько это возможно.Обратитесь к руководству пользователя, чтобы при необходимости выполнить любые настройки.
 Площадь забора
Площадь забора
Установите забор в идеально квадратное положение, используя квадратный или цифровой угловой датчик для машинистов. Без квадратного забора фуганок просто сведет вас с ума и не будет стоить того следа, который он потребляет в вашем магазине.
 Изучите ваши складские ограничения
Изучите ваши складские ограничения
Границы вместимости вашего фуганка будут ограничены длиной и шириной его кроватей.Из соображений безопасности вам необходимо установить нижний предел размера доски, которую вы будете проходить через фуганок. Обратитесь к руководству по фуганку за подробностями, но в большинстве случаев наименьший рекомендуемый кусок будет в диапазоне 1/2 толщины х 2 дюйма в ширину х 12 дюйма в длину. Не позволяйте себе поддаться искушению размалывать меньшие запасы.
 Верхние пределы
Верхние пределы
Верхние пределы того, что может выдержать ваш фуганок, - это больше качество, чем проблема безопасности. Здесь я рекомендую ограничить длину доски не более чем в два раза длиной таблицы подачи.Быстрая проверка для этого состоит в том, чтобы установить доску на столе подачи, и если она уравновешивается, вы должны быть в состоянии достичь прямого края с надлежащей техникой. Если вы столкнулись с ситуацией, когда вам нужно соединить плату дольше, чем способен ваш фуганок, я рекомендую использовать маршрутизатор и прямой край, что утомительно, но работает хорошо. Я не фанат попыток настроить вспомогательные таблицы ввода / вывода для соединения, так как трудно последовательно получать хорошие результаты таким образом.
 Глубина резания
Глубина резания
Установите глубину резания таким образом, чтобы она обеспечивала заметный прогресс при каждом проходе, но не обременяла двигатель.Я обычно устанавливаю глубину резания на моем фуганке прибл. 1/32 ″, и часто делают два прохода, чтобы удалить достаточно материала, чтобы получить идеально квадратный край. Я бы предпочел придерживаться этого консервативного подхода, а не расстраивать машину. Дополнительные временные затраты минимальны, и я получаю лучшие результаты с большим количеством проходов света, чем с одним тяжелым проходом.
 Чтение зерна
Чтение зерна
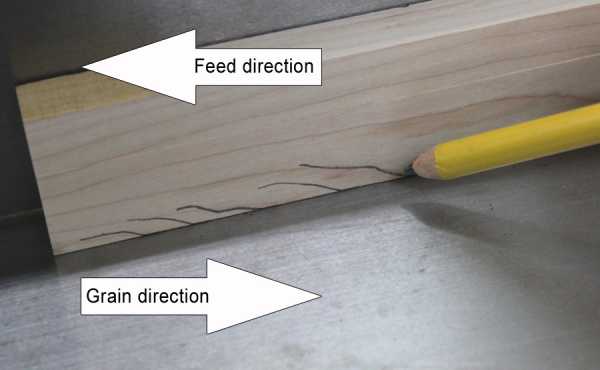
Направление движения зерна на вашем складе может повлиять на качество поверхности вашего соединенного края.Результат может варьироваться от практически без эффекта до драматического, в зависимости от породы дерева, остроты ножей, глубины резания и скорости подачи. Обычно я не пытаюсь читать зерно для соединения кромок, если не сталкиваюсь с проблемой, потому что большую часть времени, когда я соединяю края, поверхность не будет выставлена в готовом проекте. Но если вы ощущаете болтовню или слезу во время соединения, важно понять, как читать зерно, чтобы минимизировать или устранить эффект. Для этого определите общее направление зерна на вашей доске и подумайте о зерне, вытянутом за край доски в виде волос на собаке.Когда вы гладите собаку, вы всегда хотите погладить ее по направлению движения волос или спереди назад. При соединении доски вы хотите, чтобы направление зерна на краю было обращено к хвостовому краю доски, когда она движется через фуганок.
 Начните с выравнивания / соединения лица при необходимости
Начните с выравнивания / соединения лица при необходимости
Перед стыковкой кромок поверните шов так, чтобы у вас была плоская поверхность, чтобы выровнялись с забором столярных изделий при стыковке кромок. Пропуск этой остановки может привести как к проблемам с качеством, так и к безопасности.
.
Высокочастотный фуговальный станок
Описание
Это своего рода сварочный аппарат для резки древесины меньшего объема (шпона, бамбука) в материал большего объема. Электрическими компонентами являются Omron, Siemens, Eaton и др., Которые являются импортными или отечественными топовыми аксессуарами. Все гидравлические компоненты являются оригинальными элементами Тайваня.Он использует интерфейс дисплея с сенсорным экраном в сочетании с централизованным управлением ПЛК. Просто действуй и легко пойми.
Имеется пять компонентов: базовый блок, высокочастотный генератор, гидравлический пресс, питатель и разгрузочный стол.
Спецификация
| Модель | GPB-27-DT | GPB-36-DT | GPB-45-DT | GPB-68-DT |
| Режим управления | ПЛК с автоматическим управлением для программы с сенсорным экраном | |||
| Размер склейки (мм) | ≥2440 * 1220 | |||
| Толщина склейки (мм)
| 9000 ≤40 | ≤60 | ≤80 | ≤150 |
| Общее давление (Тонна) | 27 | 36 | 3000 000 45000 68 | |
| ВЧ Выходная мощность (кВт) | 15 | 20 | 30 | 50
|
Характер
Высокая скорость нагрева и эффективность
Равномерное отопление
Простое управление процессом нагрева
Селективный нагрев
Стимуляция
Биостимуляция
Применение
Применяется для сращивания досок для пальцев, решетки из цельного дерева, кромки из цельной древесины, L-образных дверей ,
Ламинированная древесина
Окна и двери из массива дерева
Фанерный пол
Верх обеденного стола или стола для совещаний
Glui
.