Для координатного станка
Среди токарного оборудования станки, которые относятся к координатно-расточной группе, считаются наиболее точными. Координатно-расточной станок устанавливается для получения сложных деталей, производство которых вызывает большое количество трудностей. Горизонтально координатно-расточной станок или с вертикальной компоновкой предназначен для получения деталей с несколькими отверстиями, расположенными относительно друг друга с определенным смещением. Впервые появился именно координатно-расточной станок с ЧПУ, так как принцип работы основан на перемещении заготовки относительно режущего инструмента с точностью до одной тысячной миллиметра. При этом устройство может контролировать точность размеров, а также расположения заготовки в автоматическом режиме.
 Координатно-расточной станок
Координатно-расточной станокОбласть применения
Координатно-расточные станки для дерева и металла не существенно отличаются друг от друга, разница заключается лишь в том, какая нагрузка может выдерживаться и какие режущие инструменты устанавливаются в шпинделе. Конечно, на моделях, предназначенных для дерева, не следует проводить обработку заготовок из металла.
Координатно-токарно-расточной станок создавался для получения межцентровых отверстий, расположенных относительно друг друга на определенном расстоянии. Работа устройства проводится без установки специальных измерительных приспособлений, которые предназначены для направления инструмента.
Следует учитывать, что принцип работы координатно-расточного станка предусматривает выполнение следующих операций:
- Получение глухих и сквозных отверстий.
- Выполнение финишного прохода по поверхности фрезой.
- Расточки и развертки.
- Разметочные работы и обработка торцевых поверхностей.
- Контроль заданных размеров.
Схема координатно-расточного станка определяет то, что большинство заготовок представлено корпусными деталями. Кроме этого проводится выполнение работы по созданию отверстий в кондукторах, в которых они должны быть расположены с высокой точностью относительно друг друга.
Расточка и другие операции на координатно-расточном станке могут проводиться в рамках выпуска средних и больших партий деталей.
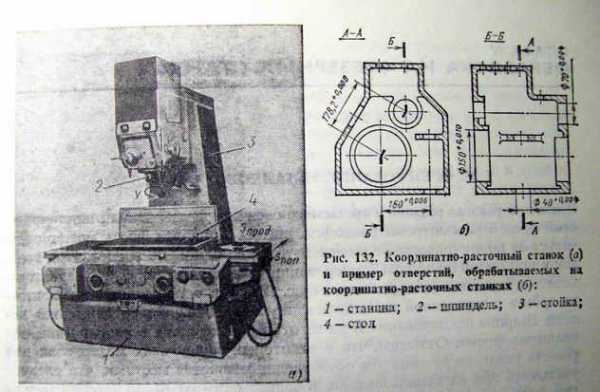
Составные части станка и пример обрабатываемых отверстий
Устанавливаемые инструменты координатно-расточного станка позволяют проводить и разметку деталей, в основном межцентровых расстояний. Особенности конструкции позволяют создавать отверстия, которые расположены под углом или во взаимно перпендикулярных плоскостях. Шпиндель координатно-расточного станка позволяет выполнять создание отверстий, которые находятся с торцевых сторон.
Рассматривая виды и модели координатно-расточных станков следует отметить, что оборудование может оснащаться оптическим отсчетным устройством, а также системой ЧПУ контроля позиции заготовки и режущего инструмента. При этом производители координатно-расточных станков указывают на то, что подобное оборудование является сочетанием измерительной и металлообрабатывающей машины. Именно поэтому в некоторых случаях базирование заготовки проводится на рассматриваемом станке, а вот обработка выполняется другим оборудованием.
Если основные узлы координатно-расточных станков находятся в хорошем техническом состоянии, то точность обработки составляет 0, 004 миллиметра. На металлообрабатывающем оборудовании обычной токарной группы нельзя получить детали со столь точными размерами. Рассматривая ГОСТ и нормы точности координатно-расточных станков следует также отметить, что некоторые снабжаются устройством цифровой индикации, которое позволяет контролировать размеры с точностью вплоть до тысячных миллиметра.
Возможная компоновка
Рассматривая координатно-расточные станки и их технические характеристики следует уделить внимание тому, что их применение рентабельно только в случае необходимости точного позиционирования инструмента. При этом выделяют:
- Модели с одной стойкой.
- Двухстоечный координатно-расточной станок.
В чем заключается разница подобных моделей? Рассматривая описание координатно-расточных станков следует уделить внимание тому, сколько колон возвышается над столом. При больших размерах стола для повышения жесткости конструкции и обеспечения более высокой точности позиционирования инструмента устанавливается две стойки. Координатно-расточной современный станок конструктивно может существенно отличаться, что следует учитывать.

Общий вид координатно-расточного станка
Особенности конструкции
Горизонтальный координатно-расточной металлообрабатывающий станок получил весьма большое распространение, так как основные узлы удобно расположены для обработки заготовок больших размеров. Схема координатно-расточного одностоечного и двухстоечного станка существенно отличаются. Примером можно назвать токарно-расточной станок одностоечного типа:
- Основная часть конструкции представлена станиной, на которой расположены все узлы.
- Расточка на координатно-расточном современном станке проходит за счет установки особой расточной головкой. В некоторых случаях она предусматривает быструю смену инструмента. Инструмент координатно-расточного современного станка может крепиться через специальную оснастку.
- Крестовой стол. Принцип работы этого оборудования определяет возможность перемещения заготовок в двух направлениях.
Двухстоечные координатно-расточные станки производители выпускают со следующими узлами:
- Все тот же стол, на котором проводится обработка устанавливаемых заготовок. Их можно закрепить для того, чтобы получить отверстие или несколько с точным взаимным расположением.
- Стойка и станина. Многие модели предусматривают расположение инструмента над корпусной или другой деталью. Шпиндель может быть самым различным.
- Расточная головка. Основные технические характеристики определяются особенностями устанавливаемой расточной головки. Некоторое оборудование имеет головки с автоматической сменой инструмента.
Практически во всех случаях двухстоечный координатно-расточной станок или одностоечного типа имеет станину, которая состоит из двух плоских и одной Т-образной направляющей. По данным направляющим проходит передвижение салазок. Нормы точности выдерживаются согласно ГОСТ благодаря точному позиционированию всех элементов относительно друг друга. На самых различных элементах конструкции могут быть расположены блоки управления: их виды зависят от того, какая фирма занимается производством оборудования, и какая система управления установлена.
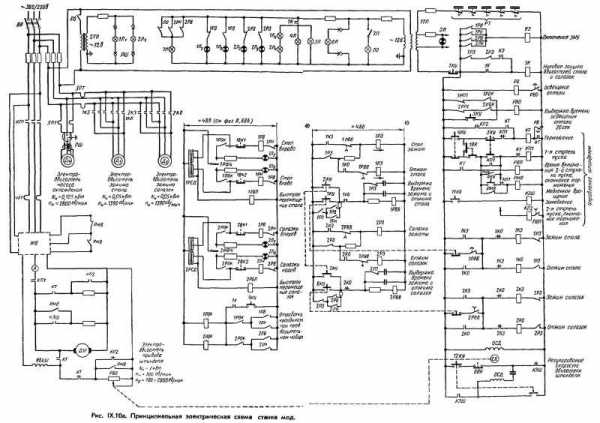
Электрическая схема координатного-расточного станка на примере 2А450МФ
Принцип действия
На момент производства рассматриваемого оборудования учитываются следующие моменты:
- Деталь закрепляется на столе, который, как ранее было отмечено, может передвигаться по установленным направляющим. Этот момент определяет то, что можно проводить получение отверстий растачиванием
- Как практически во всех металлообрабатывающих станках, так и в тех, что могут обрабатывать дерево, есть шпиндель. Стоит учитывать, что шпиндель предназначается для крепления режущего инструмента. У некоторых моделей шпиндель представлен головкой, которая может сменять режущий инструмент согласно заданной программе. За счет этого существенно упрощается процесс. Шпиндель может быть расположен на различных элементах, все зависит от особенностей конкретной модели.
- Расточная головка и траверса также закрепляются оператором на необходимой высоте, которая зависит от размеров детали.
Рассматривая токарно-расточной станок следует уделить внимание тому, что позиционирование шпинделя проводится следующим образом:
- Описание этого оборудования определяет возможность позиционирования путем установки стола благодаря перпендикулярно расположенным относительно друг другу направляющим.
- Устанавливаемая головка может перемещаться по траверсе. Именно поэтому токарно-расточной станок может применяться для получения отверстий на корпусных заготовках весьма больших габаритов.
Однако сложность конструкции заключается не в возможности позиционирования инструмента и заготовки относительно друг друга, а в высокой точности всех размеров. Стандарт определяет точность не менее 0,004 мм погрешности.
Модели с ЧПУ
Следует учитывать тот момент, что координатно-расточной современный станок с ЧПУ получил весьма большое распространение в последнее время. Это связано с тем, что по ГОСТу размеры многих деталей должны быть весьма точными. Поэтому если по ГОСТ точность должна быть очень высокой, а производство проводится в течение короткого промежутка времени, следует уделить внимание координатно-расточным станкам с ЧПУ.

Координатно-расточной станок с ЧПУ
Почему данный тип оборудования сегодня настолько востребован?
Координатно-расточные станки с ЧПУ оснащаются компьютерами, через которые проводится установка координат и режимов обработки. За счет того, что ГОСТ соблюдается не вручную оператором, а точность контролируется компьютером существенно снижается вероятность появления погрешности. Поэтому ГОСТ сегодня соблюсти можно только при установке моделей, которые снабжаются блоком ЧПУ.
Модели с ЧПУ могут применяться как для черновой, так и для чистовой обработки. Однако стоит учитывать, что оператором могут стать только подготовленные люди, несмотря на отсутствие необходимости в ручном управлении. Токари и другие специалисты должны проходить переподготовку для того чтобы правильно управлять оборудованием.
Достоинствами моделей с блоком числового программного управления можно назвать:
- Высокую точность работы.
- Высокий показатель производительности.
- Возможность установки на автоматизированных линиях.
- Защищенность зоны резания от окружающей среды.
- Возможность получения сложных заготовок, которые имеют различные плоскости и отверстия: глухие, пересекающиеся, наклонные и так далее.
- Компактные размеры при высокой производительности.
Однако есть и несколько существенных недостатков:
- Достаточно высокая стоимость. Применение современных технологий определяет существенное удорожание оборудования. Поэтому рентабельность установки станков с ЧПУ должна быть тщательно просчитана.
- Сложность в обслуживании. Стоит помнить о том, что координатно-расточной станок с ЧПУ может обслуживать и ремонтировать исключительно специалист, имеющий соответствующие навыки. В случае повреждения или выхода из строя одного из узлов придется обращаться к продавцу или компаниям, которые предоставляют услуги по ремонту. Решить проблему самостоятельно будет практически не возможно.
- В некоторых случаях для наладки производства при установке станков с ЧПУ нужно нанимать специалиста. Это связано со сложностями, которые возникают при составлении программы по обработке и наладке оборудования.
- Показатель трудозатрат снижается до 80%, а производительности увеличивается примерно на 50%. Эта информация определяет то, что один станок с ЧПУ может заменить три обычных.
Современные нормы изготовления различных деталей обязывают заводы и иные организации, занимающиеся производством устанавливать станки с ЧПУ. Это связано с тем, что только они могут обеспечить высокую точность размером и показателя шероховатости поверхности.
Лучшими производителями считают МЗКРС и «Стан-Самара». Они выпускают модели, которые устанавливаются практически на всех заводах и производственных линиях. Наиболее распространенными моделями назовем 2В440А, 2Д450, 2А450. При выборе наиболее подходящей модели уделяют внимание на следующие моменты:
- Максимальные размеры заготовки.
- Масса конструкции.
- Максимальный и минимальный диаметр отверстия.
- Скорость, с какой может вращаться режущийся инструмент.
- Максимальный вес заготовки.
- Мощность главного привода и всех дополнительных электродвигателей.
Чаще всего это металлообрабатывающее оборудование устанавливается в машиностроительных цехах. Сегодня распространение получили и модели, выпускаемые под брендом Newall (Англия). Еще относительно небольшое распространение получили модели, выпускаемые под брендами WHN и WKV.
Обычно измерения проводились визуально с использованием ручных инструментов или оптического компаратора. Однако эти инструменты требуют значительного времени и имеют ограниченную точность.
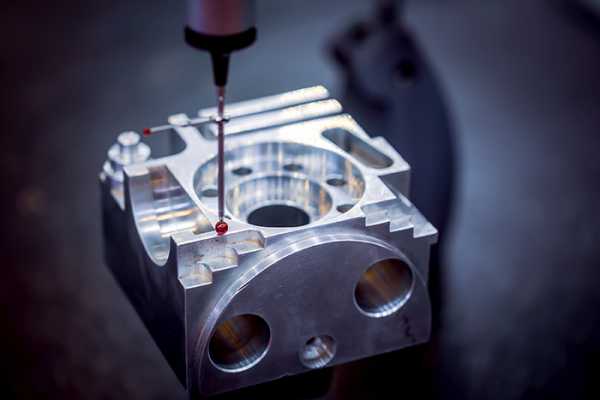
С другой стороны, координатно-измерительная машина (CMM) измеряет высоту, ширину и глубину детали, используя технологию обработки координат. Кроме того, такие машины могут автоматически измерять цель, записывать измеренные данные и получать измерения GD & T.
Координатно-измерительная машина (CMM) - это либо модель контакта, в которой используются сенсорные датчики, сферический объект, используемый для выполнения измерений, либо бесконтактная модель, в которой используются другие методы, такие как камеры и лазеры. Некоторые модели, предназначенные для автомобильной промышленности, могут даже измерять цели размером более 10 м (30 футов).
Преимущество координатно-измерительной машины (CMM) состоит в том, что она может измерять объекты, которые трудно измерить с помощью других измерительных машин, с высокой точностью.
Например, трудно измерить трехмерные координаты конкретной точки (отверстия и т. Д.) Из виртуального источника с помощью ручного инструмента, такого как штангенциркуль или микрометр. Кроме того, измерение с использованием виртуальных точек и виртуальных линий и геометрических допусков затруднительно с другими измерительными машинами, но может быть измерено с помощью 3D CMM-машины.
- A
- Движущийся мост
- B
- Триггерный зонд
- C
- Стадия
- D
- Контроллер
Как правило, большинство CMM являются мостовыми или портальными, как показано на схеме.Сферическая точка контакта, прикрепленная к наконечнику зонда, применяется к объекту на сцене, а значения координат в трех измерениях (X, Y, Z) задаются и измеряются.
Он в основном используется для трехмерного измерения штампов, таких как автомобильные детали и различные механические детали, трехмерных объектов, таких как прототипы, и для измерения отличий от чертежей.
Стилус контактного типа CMM обычно имеет сферический диаметр. Твердые материалы часто используются на кончике зонда - наиболее распространенными являются рубин и диоксид циркония.
В дополнение к сферической форме можно использовать иглу с острым концом.
Для реализации высокоточных измерений поверхность координатно-измерительной машины часто представляет собой поверхностную пластину из камня. Поверхность каменной поверхности имеет очень малое изменение формы с течением времени и не легко царапается, поэтому она имеет то преимущество, что ее можно стабильно использовать в течение длительного времени.
Одним из наиболее важных инструментов для использования координатно-измерительной машины являются приспособления для фиксации цели измерения на месте.
Причина, по которой цель измерения зафиксирована, не перемещается во время работы CMM, поскольку перемещение детали приведет к ошибкам. Обычно используются такие инструменты, как крепежные пластины, зажимы и магниты
Для координатно-измерительных машин с механическим приводом требуется воздушный компрессор с сушилкой. Это можно найти в стандартном мостовом или портальном КИМ.
Существует примерно два типа программного обеспечения для координатно-измерительных машин.
Первое - это программное обеспечение для наших собственных измерительных машин, которое мы независимо разработали для каждого производителя измерительных машин.
Второе - это программное обеспечение, разработанное сторонней организацией, которое может использоваться измерительными приборами разных производителей.
Поместите мишень измерения в метрологическую лабораторию как минимум на 5 часов перед измерением, чтобы позволить цели приспособиться к комнатной температуре (обычно 68 ° F). Это предотвратит ошибки измерения и расхождения из-за теплового расширения.
Выполните измерения, направив датчик в нужное место измерения вручную или с помощью контрольного ПК.CMM запишет координаты X, Y, Z местоположения зонда. По мере продолжения работы точек системное программное обеспечение будет рассчитывать определенные размеры, такие как диаметры, длины, углы и другие критические размеры.
Калибровка на стилусе (наконечнике зонда), который входит в контакт с объектом, должна выполняться для точного начала измерения по двум причинам. Во-первых, распознать координаты сферического центра стилуса. Второе - установить диаметр сферы стилуса.Задав диаметр, можно рассчитать смещение радиуса от точки, которая фактически касается (вне сферы), координат центра сферы.
Для калибровки обычно используется сфера с известной сферичностью, известная как контрольная сфера.
Хотя некоторые модели могут выполнять измерения порядка 0,1 мкм, правильное использование и управление имеют жизненно важное значение для точности измерений.
Убедитесь, что движущиеся части движутся горизонтально и вертикально во время использования.Кроме того, используйте стандарт измерения или аналогичный объект для проверки ошибок индикации.
Чтобы выполнять точные измерения, критически важно, чтобы температура мишени соответствовала комнатной температуре в метрологической лаборатории. В качестве альтернативы, параметры измерения должны быть установлены так, чтобы корректировать любую разницу температур.
Для сенсорных датчиков важно убедиться, что зонд контактирует с целью с постоянной скоростью во время измерения.
Регулярные CMM требуют регулярного технического обслуживания и осмотра для непрерывного проведения высокоточных измерений.Особенно в случае CMM мостового типа, который механически приводится в движение с помощью скользящих частей, необходимо регулярно заменять изношенные детали, смазывать и очищать систему для достижения оптимальной производительности.
Тщательное обращение с координатно-измерительными машинами обычно требует повышенных навыков оператора. Как правило, программисты CMM - это высококвалифицированные специалисты по метрологии. Программисты
CMM требуются не только для надлежащей проверки, но также могут быть повреждены CMM, что приведет к высоким затратам на ремонт при неправильном использовании.По этой причине требуются штатные инспекторы, а существенная подготовка является необходимым условием для работы.
обычно есть система координат устройства, которая установлена в объекте.
Система координат устройства определяется устройством, например, направление оси, которая перемещается в поперечном направлении, является осью X, а направление, перпендикулярное поверхности сцены, является осью Z. Поэтому в зависимости от ориентации измеряемого объекта он может отличаться от базовой плоскости или базовой линии самого объекта.Поскольку физически разместить это в координатах станка трудно и неточно, рабочая система координат устанавливается в соответствии с базовой плоскостью или базовой линией объекта.
Таким образом, выравнивание ориентации заготовки с ориентацией опорных координат называется выравниванием.
Для настройки системы рабочих координат требуется три элемента информации.
Первая - это плоскость, которая является базовой плоскостью, а направление, перпендикулярное этой плоскости, - это ось Z.
Вторая линия - это контрольная линия, которая обычно является осью X, а вертикальное направление - осью Y. Прямая линия может быть измерена непосредственно от объекта или может быть прямой линией, соединяющей две разные точки (например, два отверстия) с виртуальной линией.
Третий пункт - это происхождение. Эта точка начала является точкой 0 каждого значения координат X, Y и Z. Также можно указать конкретную точку (например, центральную точку конкретного отверстия) в качестве точки начала или виртуальную точку (точку пересечения). где две прямые пересекаются.
Обычно пользователь выбирает цель измерения, называемую «элементом», такой как плоскость, через меню программного обеспечения и начинает измерение. В случае координатно-измерительной машины контактного типа наконечник стилуса приводится в контакт с измеряемым объектом, и берется точка измерения. Элемент измеряется путем измерения минимального количества точек измерения, указанных для каждого элемента. Если число точек измерения дополнительно увеличивается, оно часто рассчитывается методом наименьших квадратов.
В дополнение к плоскостям, измерительные элементы включают в себя линии, точки, круги, цилиндры, конусы и сферы.
Размеры и трехмерные фигуры измеряются путем расчета расстояний и углов между измеряемыми элементами.
Некоторые элементы имеют трехмерные формы, такие как цилиндры и конусы, но некоторые элементы не имеют трехмерных форм, таких как линии и круги. Эти элементы обычно проецируются на плоскость (перемещенную перпендикулярно направлению плоскости), чтобы их можно было правильно измерить.Проецируемая плоскость называется базовой плоскостью или плоскостью проекции.
Координатно-измерительные машины могут также измерять, используя виртуальные линии и точки.
Используются различные примеры виртуальных элементов, такие как пересечения между прямыми, допуски между плоскостями, пересечения между плоскостями и круги между конусами и плоскостями.
Можно сказать, что измерения с использованием этих виртуальных элементов, которые трудно измерить с помощью ручных инструментов, таких как штангенциркули, являются уникальными для трехмерных измерений.
Измерения геометрических допусков измеряются так же, как и обычные измерительные элементы.
См. Страницу геометрических допусков для более подробной информации.
Для правильной настройки и измерения необходимы специальные знания и навыки.
Требуется поддерживать соответствующую температуру в измерительной комнате и стабилизировать температуру объекта.
Поскольку калибровку необходимо выполнять каждый раз, когда меняются различные настройки и углы зондов, нелегко поддерживать частые изменения продукта.
Поскольку требуется измерительная комната, трудно выполнять частые измерения во время обработки объекта.
Установка требует большого пространства и строительства лаборатории контроля качества, которая является чрезвычайно дорогой.
Расходы на техническое обслуживание измерительной среды и измерительного оборудования могут быть бременем.
Требуется значительное время для программирования CMM по нескольким причинам. Требуемое время доставить деталь в лабораторию качества, получить соответствующую температуру для детали, фиксацию, калибровку для каждого наконечника зонда и время, необходимое для завершения измерения.
Keyence XM Series - это новый тип координатно-измерительной машины, которая преодолевает обычные препятствия CMM. Это портативная настольная КИМ, которая позволяет любому оператору легко измерять 3D / GD & T функции. Устройство также не требует контролируемой среды и может быть использовано в цехе. Узнайте больше об этом CMM следующего поколения!
Дом
,Complete CMM Machine and Measurement Guide [+ PC-DMIS]
Что такое машина CMM?
Представьте себе станок с ЧПУ, способный выполнять чрезвычайно точные измерения с высокой степенью автоматизации. Вот что делают машины CMM!

Hexagon Global Classic CMM, типичная координатно-измерительная машина…
CMM означает «Координатно-измерительная машина». Возможно, они являются совершенными трехмерными измерительными приборами с точки зрения их сочетания общей гибкости, точности и скорости.
Применение координатно-измерительных машин
ценны в любое время, когда необходимо провести точные измерения. И чем сложнее или многочисленнее измерения, тем выгоднее использовать CMM.
Обычно CMM используются для проверки и контроля качества. То есть они используются для проверки соответствия детали требованиям и спецификациям дизайнера.
Они также могут быть использованы для обратного инжиниринга существующих деталей путем точного измерения их характеристик.
Кто изобрел машины CMM?
Первые машины CMM были разработаны Ferranti Company из Шотландии в 1950-х годах. Они были необходимы для точного измерения деталей в аэрокосмической и оборонной промышленности. Самые первые машины имели только 2 оси движения. Трехосевые станки были представлены в 1960-х годах DEA Италии. Компьютерное управление появилось в начале 1970-х годов и было введено Шеффилдом из США.
Типы машин CMM
Существует пять типов координатно-измерительных машин:
- Тип моста CMM: В этой конструкции, наиболее распространенной, головка CMM едет на мосту.Одна сторона моста движется по рельсу на кровати, а другая опирается на воздушную подушку или другим способом на кровать без направляющей.
- Кантилевер CMM: Консоль поддерживает мост только с одной стороны.
- Gantry CMM: Портал использует направляющий рельс с обеих сторон, как маршрутизатор с ЧПУ. Как правило, это самые большие CMM, поэтому им нужна дополнительная поддержка.
- Горизонтальный рычаг CMM: Представьте себе консоль, но весь мост перемещается вверх и вниз по одному рычагу, а не по его собственной оси.Это наименее точные КИМ, но они могут измерять большие тонкие компоненты, такие как кузова.
- Переносной кронштейн типа CMM: в этих машинах используются сочлененные кронштейны, которые обычно устанавливаются вручную. Вместо непосредственного измерения XYZ, они вычисляют координаты из положения вращения каждого соединения и известной длины между соединениями.
Каждый из них имеет свои преимущества и недостатки в зависимости от типов измерений, которые будут сделаны. Эти типы относятся к конструкции машины, которая используется для позиционирования датчика относительно измеряемой детали.
Вот удобная таблица, которая поможет понять плюсы и минусы:
| CMM Тип | Точность | Гибкость | Лучше всего использовать для измерения |
| Мост | Высокий | Средний | Компоненты среднего размера, требующие высокой точности |
| Консоль | Высший | Низкий | Меньшие компоненты, требующие очень высокой точности |
| Горизонтальный рычаг | Низкий | Высокий | Крупные компоненты, требующие низкой точности |
| Портал | Высокий | Средний | Крупные компоненты, требующие высокой точности |
| Переносной кронштейн | Низший | Высший | Когда мобильность является абсолютно самым важным критерием. |
Зонды обычно располагаются в 3-х измерениях - X, Y и Z. Однако, более сложные машины могут также изменять угол зонда, позволяя проводить измерения в местах, в которых иначе зонд не сможет достичь. Поворотные столы также могут быть использованы для улучшения способности приближения различных функций.
CMM часто изготавливаются из гранита и алюминия и используют воздушные подшипники
Датчик - это датчик, который определяет, где находится поверхность детали, когда производится измерение.
Типы зондов включают в себя:
- Механическая
- Оптический
- Лазер
- Белый Свет
используются примерно тремя основными способами:
- Отделы контроля качества: вот они, как правило, содержатся в чистых помещениях с климат-контролем, чтобы максимизировать их точность. Цех
- : Здесь CMM находятся среди станков с ЧПУ, чтобы упростить выполнение инспекций как части производственной ячейки с минимальным перемещением между CMM и станком, где обрабатываются детали.Это позволяет проводить измерения раньше и, возможно, чаще, что приводит к экономии, так как ошибки выявляются быстрее.
- Portable: портативные CMM легко перемещать. Они могут использоваться в цехах или даже на удаленном от производственного объекта участке для измерения деталей в полевых условиях.
Насколько точны машины CMM (точность CMM)?

Точность координатно-измерительных машин варьируется. Как правило, они стремятся к точности микрометра или лучше.Но это не так просто. Во-первых, погрешность может быть функцией размера, поэтому погрешность измерения CMM может быть задана в виде краткой формулы, которая включает в себя длину измерения в качестве переменной.
Например, глобальная классическая CMM Hexagon указана как доступная универсальная CMM, и ее точность определяется как:
1,0 + L / 300um
Размеры указаны в микронах, а L указано в мм. Допустим, мы пытаемся измерить длину 10-миллиметрового элемента.Формула будет 1,0 + 10/300 = 1,0 + 1/30 или 1,03 мкм.
Микрон - это тысячная часть мм, что составляет около 0,00003937 дюймов. Таким образом, ошибка при измерении длины 10 мм составляет 0,00103 мм или 0,00004055 дюймов. Это меньше половины десятой - довольно маленькая ошибка!
С другой стороны, нужно иметь точность, в 10 раз превышающую то, что мы пытаемся измерить. Это означает, что если мы можем доверить это измерение только 10-кратному значению или 0,00005 дюйма. Все еще довольно маленькая ошибка.
Вещи становятся еще мрачнее для измерений CMM в цехах.Если CMM размещается в контролируемой температурой лаборатории, это очень помогает. Но в цехе температура может сильно варьироваться. Существуют различные способы, с помощью которых CMM может компенсировать колебания температуры, но ни один из них не идеален.
ПроизводителиCMM часто задают точность для диапазона температур, и в соответствии со стандартом ISO 10360-2 для точности CMM типичный диапазон составляет 64-72F (18-22C). Это здорово, если летом в магазине не будет 86F. Тогда у вас нет хорошей спецификации для ошибки.
Некоторые производители предоставят вам набор ступеней или температурных диапазонов с различными характеристиками точности. Но что произойдет, если вы находитесь в нескольких диапазонах для одного и того же цикла деталей в разное время дня или в разные дни недели?
Человек начинает создавать бюджет неопределенности, который учитывает худшие случаи. Если эти худшие случаи приводят к неприемлемым допускам для ваших деталей, необходимы дальнейшие изменения процесса:
- Вы можете ограничить использование CMM определенным временем суток, когда температура падает в более благоприятных диапазонах.
- Вы можете выбрать для обработки детали с меньшим допуском в определенное время дня.
- лучше CMM может иметь лучшие характеристики для ваших температурных диапазонов. Они могут стоить того, даже если они могут быть намного дороже.
Конечно, эти меры нанесут ущерб вашей способности точно планировать свою работу. Внезапно вы думаете, что лучшее управление климатом в цехе может быть выгодным вложением.
Вы можете видеть, как вся эта мерка становится чертовски суетливой.
Другой компонент, который идет рука об руку, это то, как определяются допуски, которые должны проверяться CMM. Золотой стандарт - это геометрические размеры и допуски (GD & T). Проверьте наш вводный курс по GD & T, чтобы узнать больше.
CMM Software
CMM используют различные виды программного обеспечения. Стандарт называется DMIS, что означает стандарт интерфейса измерений. Хотя это не основной программный интерфейс для каждого производителя CMM, большинство из них по крайней мере поддерживают его.
Производители создали свои собственные уникальные ароматы для добавления задач измерения, не поддерживаемых DMIS.
DMIS
Как уже упоминалось, DMIS является стандартом, но, подобно g-коду ЧПУ, существует множество диалектов, в том числе:
- PC-DMIS: версия Hexagon
- OpenDMIS
- TouchDMIS: Перцептрон
MCOSMOS
MCOSTMOS - это программное обеспечение Nikon CMM.
Калипсо
Calypso - это программное обеспечение CMM от Zeiss.
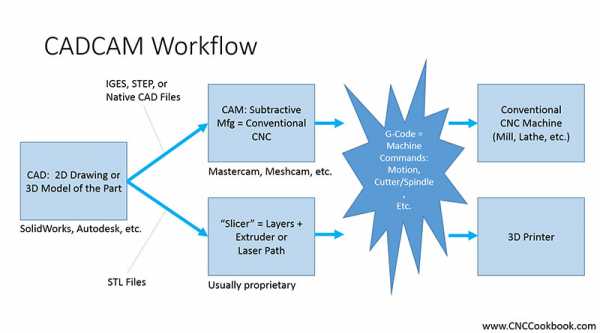
Программное обеспечение CMM и CAD / CAM
Как программное обеспечение CMM и программирование связаны с программным обеспечением CAD / CAM?
Существует много различных форматов файлов САПР, поэтому проверьте, с какими из них совместимо ваше ПО CMM. Конечная интеграция называется Model Based Definition (MBD). С MBD, сама модель может быть использована для извлечения размеров для CMM.
MDB является довольно передовым, поэтому в большинстве случаев он еще не используется.
CMM Зонды, приспособления и аксессуары
CMM Probes
Доступны различные типы и формы зондов, облегчающие множество различных применений.
CMM Светильники
Все приспособленияэкономят время при загрузке и разгрузке деталей на CMM, как на станках с ЧПУ. Вы даже можете получить CMM с автоматическими загрузчиками поддонов для максимальной производительности.
CMM Машина Цена
Новые координатно-измерительные машиныначинаются с диапазона от 20 000 до 30 000 долларов США и достигают более 1 миллиона долларов США.
CMM рабочих мест в механическом цехе
CMM Manager
CMM Programmer
CMM Operator
Присоединяйтесь к 100 000+ CNC'еров! Получайте наши последние сообщения в блоге прямо на вашу электронную почту один раз в неделю бесплатно.Кроме того, мы предоставим вам доступ к некоторым отличным справочным материалам по ЧПУ, включая:
.КООРДИНАТНЫХ ИЗМЕРИТЕЛЬНЫХ СТАНКОВ -
Линейка координатно-измерительных машин LK Metrology представляет собой новейшую технологию CMM. Разработанные и изготовленные с использованием только высококачественных материалов, они обладают опытом более 55 лет опыта и знаний. ШМ LK обеспечивают возможность измерения размеров, положения и поверхности в одной системе. В сочетании с полным спектром контактных и бесконтактных датчиков, CMM LK Metrology обеспечивают истинные возможности работы с несколькими датчиками.Датчики можно быстро менять, чтобы объединить геометрические и поверхностные измерения в единую процедуру контроля.
Ключевые преимущества
- Полный ассортимент высококачественных мостовых, портальных и горизонтальных рычагов CMM
- Высокие скорости / ускорения при малом времени цикла
- Отличная точность и повторяемость
- Комплексное решение для зондирования, сканирования и цифрового контроля
Предназначен для плавных измерений и длительной точности
Оптимальная производительность и удобство эксплуатации
Режим полета
Режим Fly обеспечивает оптимизированное управление движением для более эффективного движения машины и повышения производительности.
PH Fast
Далее оптимизируйте производительность машины, перемещая головку зонда одновременно с движением машины.
CMM Ручная коробка
 Многофункциональная ручная коробка
Многофункциональная ручная коробка обеспечивает доступ к инструментам программирования без возврата к компьютеру.
Исследование и сканирование стало проще
LK Metrology является частью рекламной программы Renishaw Changers .
Комплекты пробниковPh20T, Ph20M, Ph20MQ и Ph30 включают одно из следующих предложений.
- БЕСПЛАТНО стеллаж для смены стилуса * и модули датчиков с головками датчиков Ph20T, Ph20M, Ph20MQ или Ph30.
или
- Стойка для смены зондов со скидкой 50% ** с головками зондов Ph20M или Ph20MQ .
Предложение распространяется на новые CMM, модернизацию CMM и модернизацию CMM.
Стойка для смены стилуса* MCR20, SCR200, FCR25 (не поставляется с Ph20T) или TCR20, входящая в комплект датчика.
** 600 мм рейка MRS и стойка смены зонда ACR3 входят в комплект зонда.
Независимо от того, требуется ли контактное или бесконтактное сканирование, компания LK Metrology предлагает решение для высокоточных повторяющихся и точных результатов сканирования во время геометрической характеристики и проверки поверхности в свободной форме.
Уникальное и непревзойденное цифровое сканирование поставляется в стандартной комплектации на каждом LK CMM, оборудованном датчиками TP20 или TP200. Это экономичное решение для сканирования расширяет возможности традиционного контроля CMM для повышения производительности.

Если точность и высокая скорость являются предварительным требованием, сверхжесткая керамическая рамка LK CMM гарантирует, что непрерывное контактное сканирование (SP25M) предоставит вам данные о характеристиках, форме и произвольной поверхности, которые равны любым «фиксированным головкам» зонд системы.

Бесконтактное лазерное сканирование с использованием ведущей в мире технологии лазерного сканирования Nikon позволяет оцифровывать практически любые компоненты.
Подходит для геометрического контроля, контроля поверхности в произвольной форме или обратного проектирования, лазерное сканирование доступно для всех.
Когда размер действительно имеет значение
LK CMM стандартно доступны в широком диапазоне объемов измерений.
Для применений, требующих определенного или большего объема измерения, КММ LK могут быть поставлены в соответствии с потребностями клиента.Будь то большой мост или конфигурация горизонтального рычага, CMM LK всегда основаны на одной и той же керамической и гранитной конструкции, обеспечивающей лучшую на рынке точность и производительность.