Фрезерный станок мод 675п
Процесс фрезерования предусматривает снятие определенного слоя металла с заготовки при применении специального оборудования. Довольно большое распространение получил фрезерный станок 675. Несмотря на то, что эта модель была разработана довольно давно, сегодня ее можно встретить в самых различных цехах. Технические характеристики рассматриваемой модели позволяют выполнять самые различные операции. Рассмотрим особенности подобного оборудования подробнее.

Технические характеристики и назначение
Рассматриваемый фрезерный станок 675, технические характеристики которого определяют его широкую область применения, характеризуется высокой точностью. Модель может применяться для фрезерования при установке следующих видов инструмента:
- Концевые и торцевые, шпоночные. Подобные фрезы устанавливаются вертикально, для чего применяется вертикальный шпиндель.
- Фасонные, дисковые и цилиндрические. Они устанавливаются при фиксации в шпинделе горизонтального типа.
Станок универсальный фрезерный рассматриваемой модели может использоваться для обработки заготовки под углом. При этом агрегат располагает специальной делительной головкой и круглым столом, за счет чего можно создавать отверстие и другие элементы на равном расстоянии относительно друг друга.
Рассматриваемая модель комплектуется инструментальным шкафом, который предназначен для хранения инструмента и различного оборудования. За счет этого элемента существенно расширяется область использования устройства. При применении дополнительного инструмента и оснастки проводятся сложные операции, которые выполнить на обычных моделях не получится.

Станок 675
Технические возможности рассматриваемого оборудования также весьма обширны. Основными моментами можно назвать следующее:
- Размеры конструкции позволяют проводить фрезерование заготовок, ширина которых более 25 см и длина до 80 см. Повышенная точность позволяет проводить обработку заготовок с небольшими геометрическими размерами.
- Вертикальный шпиндель монтируется на специальном подвижном хоботе. При этом есть возможность поворота во взаимно перпендикулярных плоскостях под углом 90 градусов.
- Требуемая точность достигается за счет снижения степени вибрации установки при работе. Для этого все узлы расположены на чугунной станине, которая хорошо справляется с задачей по гашению вибрации.
- На станине есть электрический насос с показателем производительности около 22 литров в минуту. За счет этого узла производится подача смазочно-охлаждающей жидкости. Подобное вещество позволяет существенно продлить срок службы устройства и обеспечивает стабильное функционирование.
- Созданная система управления удобна для оператора. Именно поэтому не возникает трудностей с его управлением.
- Разрешается проводить установку фрезерного станка в цехах со штучным и мелкосерийным показателем производительности труда.
- Наличие вертикального и горизонтального шпинделя позволяет существенно расширить область применения фрезерных станков.
- Компактные размеры агрегата позволяют проводить его установку в обычном гараже или домашней мастерской. Кроме этого, основные характеристики позволяют проводить установку фрезерного станка в производственных помещениях.
- Существенно расширить возможности фрезерного станка можно путем установки долбежной головки. Как правило, они применяются для проведения долбежной процедуры.

Технологическими особенностями модели можно назвать нижеприведенные параметры:
- Масса фрезерного станка составляет 1,1 тонн. Этот момент определяет то, что оборудование может устанавливаться без предварительной подготовки основания. Существенно повысить точность обработки можно за счет создания основания, представленного плитой.
- Для подачи СОЖ устанавливается насос с мощностью 0,12 кВт. Подача подобной жидкости проводится в зону резания.
- Класс точности оборудования П.
- Горизонтальный шпиндель может вращаться со скоростью от 50 до 6000 оборотов в минуту, у вертикального этот показатель в диапазоне от 63 до 2000 оборотов в минуту.
- Максимальный крутящий момент 214 Нм.
Область назначения рассматриваемого оборудования заключается в установке в домашних мастерских, а также небольших производственных помещениях. За счет применения различных инструментов есть возможность получить изделия самой различной формы и размеров.
Особенности конструкции станка
Распространенный 675П фрезерный станок характеризуется весьма распространенной компоновкой. Она представлена сочетанием следующих элементов:
- Для фиксации инструмента может применяться два шпинделя. Как правило, вертикальный шпиндель может применяться для фиксации довольно большого количества различных инструментов.
- Вертикальный или основной стол.
- У конструкции есть коробка подачи и скоростей, которые спрятаны в корпусе, обеспечивается доступ для обслуживания и ремонта. За счет установки электродвигателя мощностью 1,5 кВт существенно расширяется область применения оборудования.
- Имеется и горизонтальный съемный стол.
- Шпиндельная бабка предназначена для защиты основных элементов.
- Электрическое оборудование предназначено для управления основными узлами.
- Станина выступает в качестве основания, на котором крепятся все основные узлы. В рассматриваемом случае она представлена литой чугунной конструкцией.
- Вертикальная головка.

Чертеж горизонтального шпинделя и других узлов можно встретить в нормативной документации. Фрезерный станок 675П, паспорт которого включается в комплект поставки, имеет 16 скоростей и несколько ускоренных ходов. Для холостого хода может использоваться режим реверса, когда шпиндель вращается в обратном направлении.
Скачать паспорт (инструкцию по эксплуатации) токарного станка 675
Преимущества и недостатки модели
Рассматриваемый фрезер 675 характеризуется довольно большим количеством преимуществ. Они следующие:
- Станина имеет большую толщину и изготавливается из чугуна. За счет этого обеспечивается высокая прочность и жесткость. Погашение вибрации приводит к достижению высокой точности при фрезеровании.
- Рассматриваемый аппарат может применяться для обработки как крупных, так и небольших изделий.
- В большинстве случаев фрезерное оборудование применяется для работы по индивидуальному проекту. Кроме этого, встречается модель на мелкосерийном производстве.
- Управление очень просто и интуитивное.
- Конструкция характеризуется относительно небольшими габаритами. Кроме этого, небольшой вес фрезерного станка позволяет проводить их установку в домашних мастерских.
- Устройство имеет широкий диапазон вращения, что позволяет подобрать наиболее подходящий режим работы.
- Есть электрический насос, который обеспечивает подачу СОЖ в место фрезерования. Подобная смазка существенно снижает температуру в зоне резания.
- У устройства есть шпиндельная головка, которая поворачивается под углом 90 градусов в двух направлениях.
Недостатки у подобной модели также существенные. Примером можно назвать относительно небольшую надежность, а также сниженный показатель производительности, за счет чего модель не может устанавливаться для выпуска крупных серий изделий.
Сведения о производителе фрезерного широкоуниверсального станка 675
Рассматриваемое оборудование получило весьма широкое распространение. Модель 675Пф выпускалась Одесским заводом, который специализируется на разработке фрезерных станков и другого подобного оборудования. Стоит учитывать, что завод был закрыт в 2000 году. Поэтому фрезерных станок больше не выпускается.
Кроме этого выпуск универсального станка проводил Ереванский завод, который на сегодняшний момент называется ОАО ЕрФрез.
В заключение отметим, что существенно расширить область применения фрезеровального оборудования можно за счет установки дополнительной оснастки.
$ 45000.00 - 56 000 долларов / Устанавливать | 1 компл. (Минимальный заказ)
- Время выполнения:
-
Количество (Наборы) 1 - 10 > 10 Est.Время (дни) 15 Торг
Xk7124 Фрезерный станок с ЧПУ
$ 28300.00 - $ 55 000,00 / Устанавливать | 1 компл. (Минимальный заказ)
- Время выполнения:
-
Количество (Наборы) 1 - 10 > 10 Est.Время (дни) 15 Торг
Секретное оружие с ЧПУ [2018 Полное руководство]
Что такое погружной фрезерный станок?
У вас впереди тяжелая работа, потому что ваша машина слишком легкая или из-за сложной геометрии детали (например, глубокие карманы)? Если так, то, возможно, ответом будет Plunge Milling (также называемый Plunge Roughing).
Plunge Milling - это тип CAM Toolpath, хотя, как мы увидим, его можно запрограммировать вручную. Идея состоит в том, чтобы придать шероховатость карману, профилю или трехмерной поверхности, ввернув в материал либо сверло, либо концевую фрезу, либо специальный инструмент.Вот типичный пример:
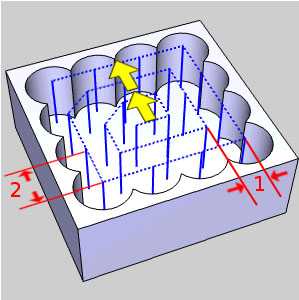
Врезка в кармане - Изображение предоставлено BobCAD…
На рисунке показана типичная врезная операция для квадратного кармана, любезно предоставленная BobCAD. Как вы можете видеть, цепочка отверстий врезается вертикально с помощью инструмента, чтобы обработать большую часть области кармана. Последующий проход финиша завершит карман.
Хорошее видео о погружении здесь:
Каковы преимущества Plunge Milling?
Я назвал «Плунжер Миллинг» «Секретным оружием», потому что в некоторых ситуациях он действительно может спасти ваш бекон.Он предназначен для использования двух важных свойств:
- Сверла спиральные часто имеют гораздо более высокую скорость удаления материала, чем концевые фрезы.
- У большинства станков с ЧПУ Z - самая жесткая ось. Изменяя силы от боковых сил (плоскость XY) к осевым (Z) силам вверх и вниз, мы получаем гораздо более жесткую резку.
Взятые вместе, довольно легко увидеть, где Plunge Milling может превратиться в ваше секретное оружие.
Возможно, у вас относительно легкая или менее жесткая машина.Воспользовавшись большей жесткостью, которую ваша машина получит в направлении Z, вы сможете получить более высокие темпы удаления материала. Или вы можете решить проблему с болтовней из-за недостатка жесткости.
Более старые (или более дешевые) фрезерные станки с ЧПУ, которые имеют больший уклон по осям XY, менее точную интерполяцию или более медленные скорости шпинделя, также могут выиграть от более точной работы по оси Z с помощью врезного фрезерования. Например, Plunge Milling специально разработан для ограниченной жесткости и производительности станков с ЧПУ Hobby.
И, говоря о недостаточной жесткости, Plunge Milling может быть идеальным для тех действительно глубоких карманов, где боковые силы вызывают такое большое отклонение инструмента, что вы вряд ли сможете добиться прогресса вообще. По словам Сандвика, Plunge Milling выгоден в любое время, когда общий инструментальный стержень превышает 4 диаметра инструмента.
Как насчет ситуации фрезерования, когда ваш рабочий инструмент не такой жесткий, как на чистом фрезерном станке? Здесь снова, вы можете найти Plunge Milling просто билет.
По словам Сандвика,врезного фрезерования может быть просто идеальным решением, если мощность шпинделя вашей машины ограничена.
Говорите об отсутствии жесткости - большой радиус действия и тонкие стенки делают Plunge Milling естественным для этой 5-осевой турбины. Изображение предоставлено Hypermill.
Другой способ, с помощью которого врезное фрезерование может помочь преодолеть ограничения станка, - это ограничение скорости шпинделя. Плоскостная подача и скорость могут быть немного медленнее, чем прямая высокоскоростная обработка. Но, если ваши обороты шпинделя являются ограничивающим фактором, вы не сможете в полной мере воспользоваться HSM. В этом случае Plunge Milling с еще большей вероятностью предоставит вам лучшие цены на удаление материалов.
Как насчет обработки высокой тонкой стены? Это общеизвестно, склонные к болтовне ситуации, которая может быть частично поддается Plunge Milling. Это не полное излечение, потому что вам все равно придется управлять финишным проходом, который удаляет гребешки, но это может позволить более высокие темпы удаления материала без болтовни для прохода черновой обработки.
На самом деле, подумайте о Plunge Milling в любое время, когда болтовня становится большой проблемой на работе.
Последним особым случаем для врезного фрезерования будет очистка углов.Когда глубина угла больше чем примерно в 4 раза больше диаметра фрезы, который подходит к углу, возникают проблемы с жесткостью.
Помимо особых случаев, некоторые магазины сообщают, что Plunge Milling позволяет им выполнять черновую обработку на старых станках в магазине, которые в противном случае могли бы остаться неиспользованными. Они занимают свои новые станочные центры занятыми на работах, которые старые машины не могут выполнять, и чрезмерное использование шпинделя увеличивается. Это означает больше прибыли.
Мне также нравится идея врезного фрезерования для световой обработки.По своей природе он выглядит более консервативным и менее подверженным таким проблемам, как правильное направление охлаждающей жидкости или нет.
Врезное фрезерование может применяться для поддержания жесткости в следующих сложных случаях:
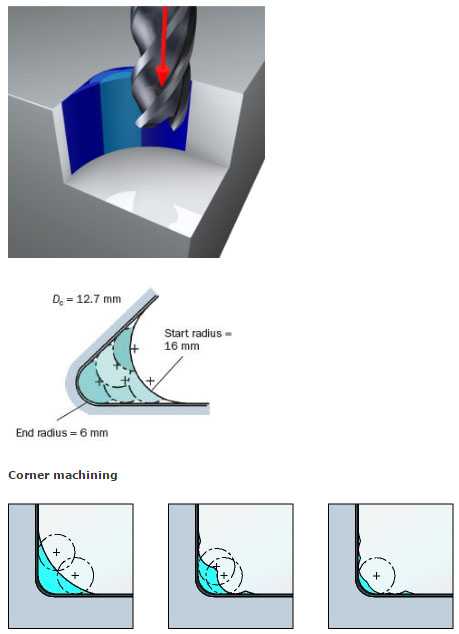
Угловые фрезерные уголки. Изображение предоставлено Sandvik.
Можно представить, что большая часть черновой обработки выполняется с помощью траектории HSM и концевой фрезы, диаметр которой очень велик, чтобы попасть в углы. В зависимости от формы кармана, это может очистить большую часть материала, не оставляя большого количества зубцов.
В качестве части конечного финишного или промежуточного финишного прохода мы используем концевую фрезу гораздо меньшего диаметра, чтобы очистить участок угла, а затем мы можем сделать общий финишный проход всей стенки кармана или профиля.
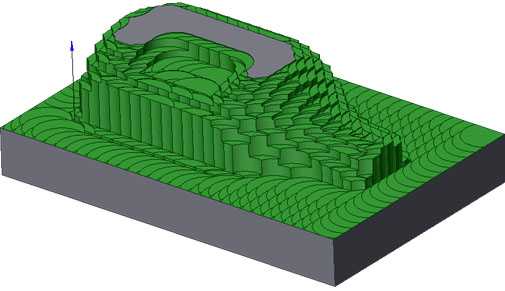
Недостатки врезного фрезерования
Врезное фрезерование оставляет зубчатые края, которые могут потребовать достаточного количества очистки или полуобработочного прохода, прежде чем может быть применен истинный конечный проход. Изображение предоставлено Sandvik-Coromant.
- Зубчатые края : Врезная резка оставляет заостренный край (см. Схему выше), который необходимо очистить с помощью финишного прохода. В зависимости от количества переходов X и Y, количество гребешка, которое нужно удалить, может быть значительным. Если можно удалить более одного финишного прохода, потребуется дополнительный полугрубый проход, чтобы очистить гребешки до того, как будет применен последний финишный проход.
- Center Cut : Используемый инструмент должен быть либо центральным резанием (исключая много типов индексируемых концевых фрез), либо траектория инструмента должна предусматривать вход в рампу или спираль, чтобы создать достаточно места для начала частичного врезания.Если инструмент не центрирует резку, он также не может резать вниз по склону, где в некоторых местах функция становится глубже.
- 2D против 3D врезного фрезерования : Некоторые траектории инструментов врезного фрезерования поддерживают только 2D-объекты, где пол находится на одном и том же Z, в то время как другие могут выполнять полное 3D-профилирование с помощью врезного фрезерования.
3D Плунжер. Изображение предоставлено SprutCAM.
- Обычные спиральные сверла : Угол точки на обычных спиральных сверлах заставляет их отклоняться при черновой обработке, если отверстия слишком сильно перекрывают друг друга.Вы также получаете зубчатый пол, что менее желательно. Для этого может потребоваться инструмент с плоским дном, например, концевые фрезы или сверла, специально предназначенные для врезного фрезерования.
- Не лучший при благоприятных условиях : Плунжерный фрезерование не является стратегией общего назначения, которая заменяет все другие стратегии. Лучше всего использовать его, когда вам нужны преимущества Plunge Milling: большая жесткость и меньшая потребляемая мощность. Если это не те проблемы, которые вам нужно решать, то врезное фрезерование, вероятно, менее оптимально, чем другие стратегии черновой обработки, такие как траектория высокоскоростной обработки (HSM).
Плунжерные фрезы и скорости
Наша первая задача - определиться с этапами X и Y.
Sandvik рекомендует начинать с шага (ширина реза в G-Wizard), равного 80% диаметра фрезы, для бокового движения за один проход.
Шаг для более глубокого перемещения в материал для следующего прохода ограничен диаметром пластины или максимальной шириной реза любого нецентрального режущего инструмента. 80% от этого значения также является хорошим выбором. Следите за тем, чтобы в углах между отверстиями не торчали тощие стебли.Если вы видите стебли, вам нужно меньше переходов в одном или другом измерении.
Теперь нам нужны каналы и скорости. У нашего калькулятора подачи и скорости G-Wizard есть специальные функции, помогающие с погружением.
Давайте рассмотрим пример, демонстрирующий сильные стороны погружного фрезерования. Предположим, что перед нами стоит черновая обработка кармана с угловыми радиусами 1/8 ″, который определяет диаметр и диаметр фрезы не более 1/4 ″. Далее, предположим, что карман имеет глубину 1 1/2 ″.
Я уже слышу стоны в аудитории - такой глубокий карман с такой маленькой мельницей, скорее всего, медведь!
Просто для простоты я выберу X и Y ступени 0.0625 ″ для этой работы. Давайте проверим подачу и скорость с помощью G-Wizard и предположим, что мы хотим использовать черновую стратегию HSM, такую как Adaptive Clearing или Volumill:
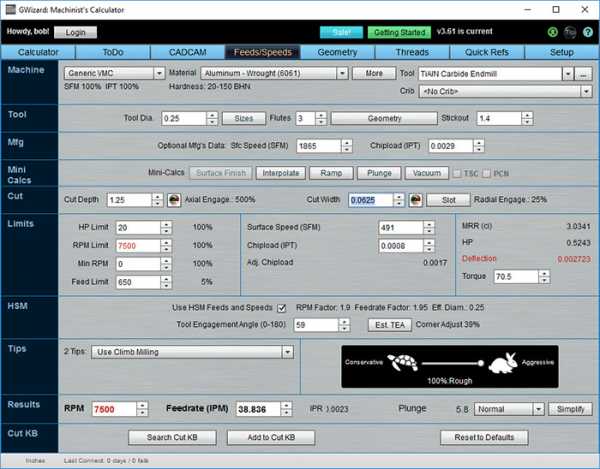
MRR неплохо при 3 кубических дюймах / мин, но отклонение слишком велико…
MRR неплохо при 3 кубических дюймах / мин, но отклонение слишком велико. При таком подходе инструменты будут очень быстро разжевываться с почти 3-тысячным прогибом.
Мы можем использовать Оптимизатор среза G-Wizard, чтобы увидеть, сколько ступенчатого допуска допустимо, чтобы держать вещи в пределах допустимых отклонений:
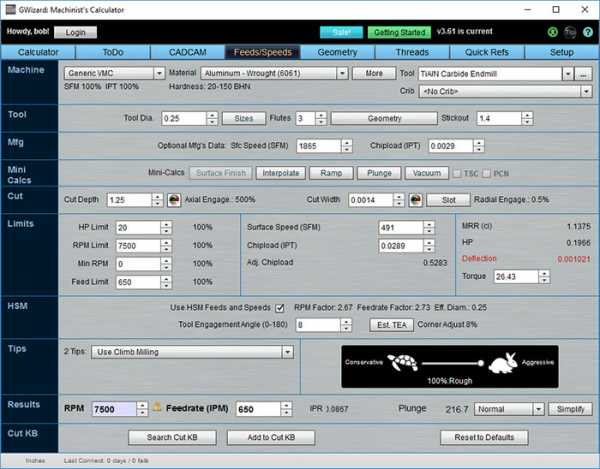
Резать практически невозможно без слишком большого отклонения…
Быстрый щелчок по метке «Ширина обрезки» приводит к тому, что Оптимизатор обрезки ведет нас к ширине обрезки всего 1.4 тысячи, а прогиб еще слишком велик. Возможно, мы могли бы жить с этим, но MRR снизился до паршивых 1,1 кубических дюймов в минуту.
Мы потеряем наши рубашки на этой работе, если не найдем другого пути. А как насчет погружения черновой?
Нажмите кнопку «Погружение», чтобы открыть мини-калькулятор «Погружение»:
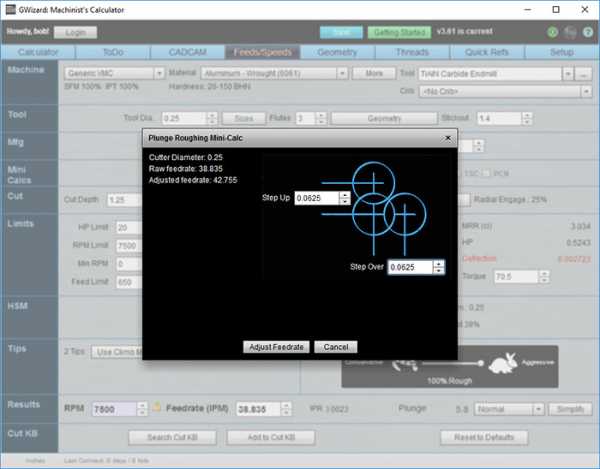
Калькулятор врезного фрезерования G-Wizard…
Калькулятор врезного фрезерования G-Wizard позволяет нам вводить пошаговый шаг (количество для перемещения в материал в начале каждого прохода) и пошаговый шаг (количество для бокового перемещения от предыдущего отверстия на том же проходе) и регулировать подачу на основе этих параметров ,
Вот результат:
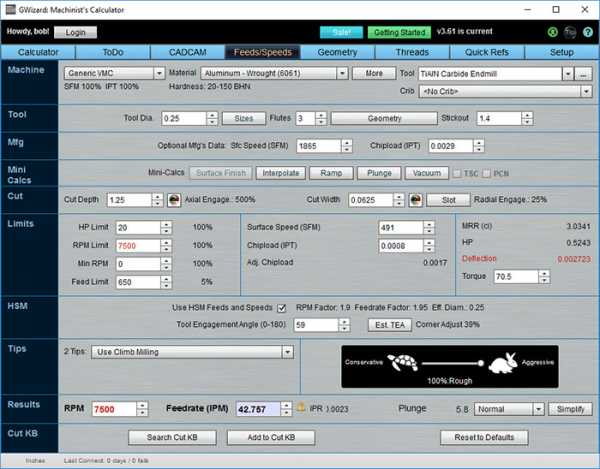
Вот случай, когда сияющий фрезерный станок…
Вот случай, когда сияет Plunge Milling: наша MRR вернулась на 3 куба в минуту территории оригинального сценария HSM, и, хотя ошибка отклонения все еще красная, мы можем игнорировать ее, потому что мы погружаемся, и не будет значительного отклонение при этом.
Проблема решена!
Какие пакеты CAM имеют погружной фрезерование?
Вот список самого популярного программного обеспечения из нашего последнего CAM Package Survey, который показывает, есть ли у каждого пакета Plunge Milling или нет:
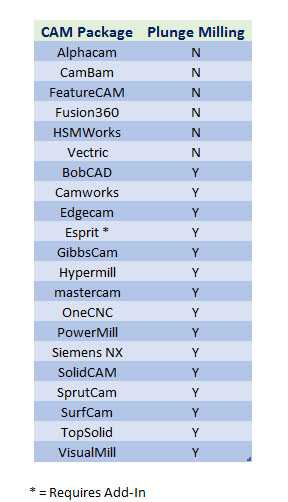
Что касается различий в качестве траектории Plunge Milling, то стоит проверить, поддерживает ли ваш CAM-пакет две возможности.
Во-первых, это действительно 3D или просто 2D-фрезерование? 3D, очевидно, гораздо более общий, в то время как 2D будет работать только для плоских объектов.
Во-вторых, отступает ли цикл погружения от стены во время полного отвода? Это уменьшает вибрацию и увеличивает срок службы инструмента при обработке жестких материалов. Вот стиль отступления в стиле черновой игры, разработанный совместно WorkNC и Ingersoll:
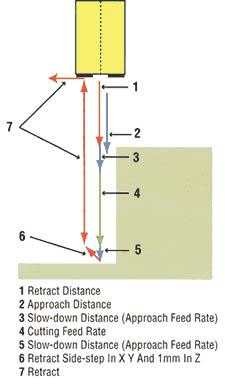
Слегка убираясь от стены во время погружения в грязь…
Небольшое отступление от стены во время каждого погружения Грубый ход может увеличить срок службы инструмента на 10–15 процентов, по мнению разработчиков этой техники.
Что я могу сделать, если мое программное обеспечение CAM не рухнет?
Обычно, если ваше программное обеспечение CAM не поддерживает определенный тип траектории, вам просто не повезло. Но Plunge Milling может отличаться в зависимости от того, насколько вы любите приключения. Базовая стратегия создания собственной траектории погружного фрезерования работает следующим образом:
- Используйте программное обеспечение САПР для создания сетки отверстий (кружков или чего угодно) в контурах кармана или контурах других элементов.Обязательно оставьте некоторое допуск на финиш, так что вам может потребоваться вставить контур по припуску на финиш. В зависимости от того, насколько легко держать круги полностью в пределах контура, вам, возможно, придется вставлять дальше, чтобы оставить достаточно припуска. Ваше программное обеспечение САПР выполняет большую часть работы, поэтому вы полагаетесь на его изощренность для создания сетки отверстий. Даже если пакет немного слабоват в этой области, большинство из них должно быть в состоянии сложить сетку в прямоугольной области или, возможно, в линию, чтобы вы могли врезать в слот слот.
- Учитывая сетку кругов, вы создаете программу g-кода, чтобы врезать резак по координатам каждого круга. Это может быть так же просто, как взять постоянный цикл сверления и передать ему список координат круга.
Есть, конечно, украшения. Например, вы могли бы сделать причудливый ход с отводом стены с немного большим количеством ручного кодирования. Вам также может понадобиться войти в карман, хотя вы могли бы просто использовать свой пакет CAM, сгенерировать его вход, а затем вырезать и вставлять этот gcode, чтобы создать отправную точку для вашей процедуры погружения фрезерования.
С небольшим знакомством с программированием gcode и некоторыми приличными шутками с вашим программным обеспечением CAD, это не сложно и не требует много времени.
Вот пример, который я частично проработал в Rhino3D:
- Начните с набросков вашего кармана. Вставьте этот контур с учетом финиша. Вот контур со вставкой:
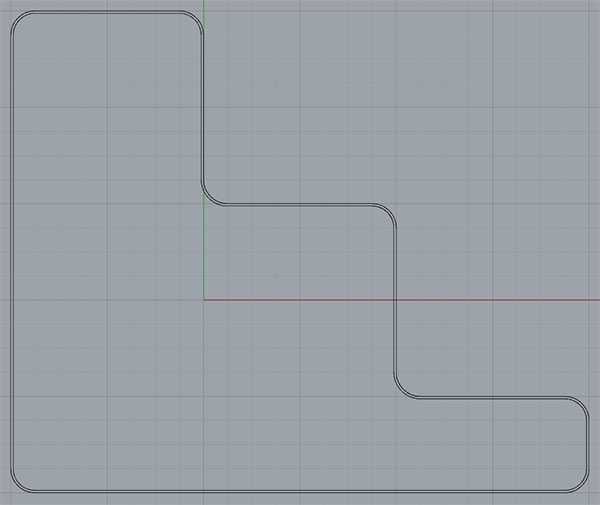
Контур карманной стенки со вставкой для финишного припуска…
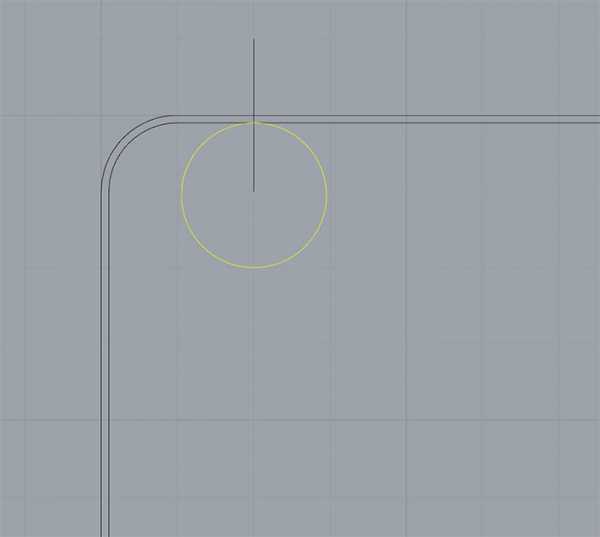
2.Опустите круг диаметром концевой мельницы вниз и сделайте его касательным к удобному месту на врезном контуре:
3. Создайте массив окружностей со степповером X и Y, который вы хотите использовать:
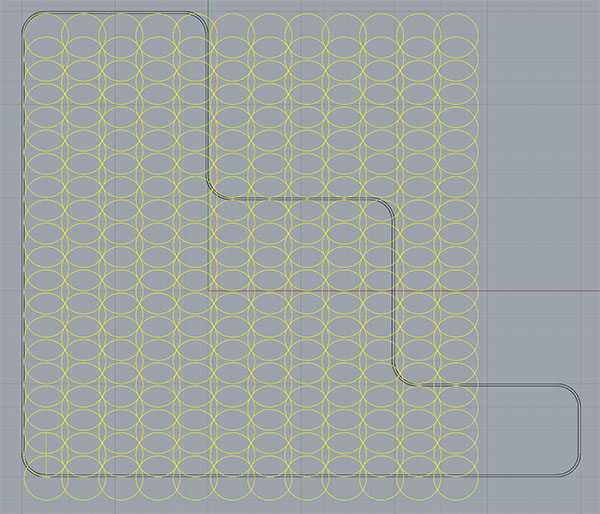
Я не получил сетку достаточно большой!
4. Обрежьте лишние круги, которые выходят слишком далеко за пределы:
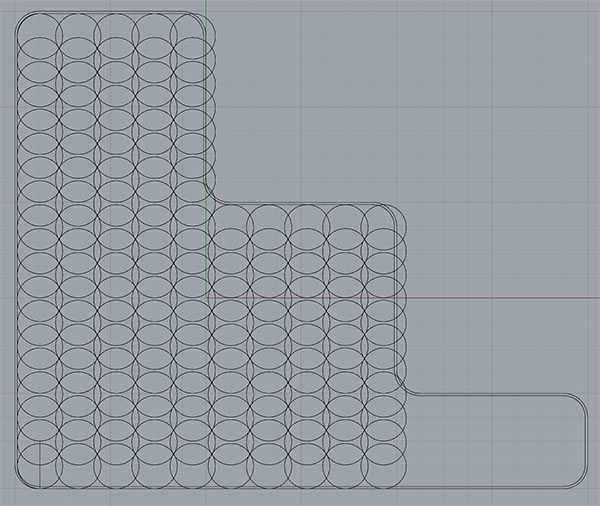
5. Отрегулируйте оставшиеся окружности по краям так, чтобы они касались любых пересекающихся кромок контура, которые они пересекают:
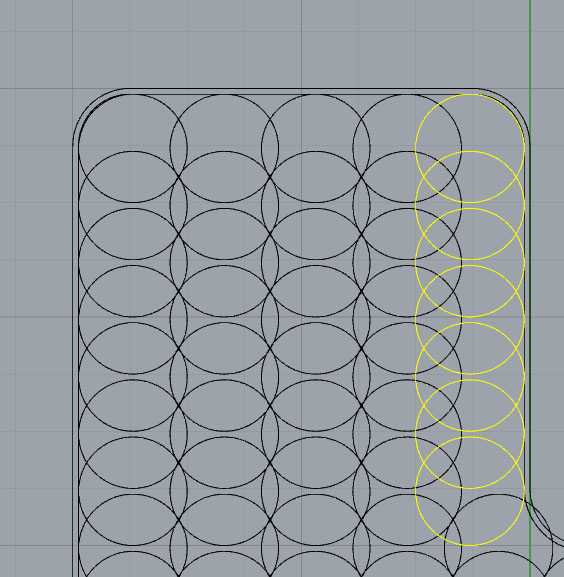
Вот и все, что нужно сделать.Теперь у вас есть чертеж САПР, который показывает, где должны быть отверстия для ходов погружения.
Импортируйте его в свой пакет CAM и относитесь так же, как пытаетесь сверлить все эти отверстия. Он сгенерирует gcode, который вы можете затем настроить по мере необходимости.
Я не закончил с частью CAM, но работа САПР заняла всего 10 минут, и я не использовал никаких ярлыков. Это несложно, если вы хотите немного поиграть с Plunge Milling. Программирование чего-то подобного, чтобы очистить угол или два, было бы еще проще.
Врезные фрезы
У вас есть несколько вариантов резца при врезании:
- Обычные концевые фрезы и индексируемые инструменты
- спиральные сверла Специализированные фрезы
- для врезного фрезерования
G-Wizard позволяет вам легко определить, какой из них лучше всего подходит для вашей работы, учитывая все переменные, которые находятся в игре.
Один магазин обнаружил, что кнопочные ножницы (круглые вставные индексируемые инструменты) особенно хорошо подходили для их нужд.Как правило, в специальных режущих инструментах для погружного фрезерования используются пластины с плоским дном, но круглые пластины гораздо менее подвержены вибрации, чем пластины с плоским дном.
При погружном фрезеровании следует остерегаться любого резания вблизи центра инструмента. Многие индексируемые инструменты не режут в центре, а многие концевые фрезы также не режут по центру. Это означает, что вам придется планировать свои шаги, поэтому не требуется резка по центру. Возможно, вам потребуется создать начальное отверстие с помощью сверла (индексируемое или иное), чтобы избежать проблем с резанием по центру.
Врезное фрезерование с помощью спиральных сверл: цепное сверление
Еще во времена ручной обработки, цепное сверление было довольно распространено на жестких материалах:
Изображение предоставлено Home Shop Machinist…
Техника сработала и позволила Бриджпорту быстро открыть много материала. Но есть и недостатки. Спиральные сверла не любят перекрывающихся отверстий и слишком часто прерывают резку, поэтому следите за своими шагами. Если конус имеет сверло, допускается перекрытие не более 40%, и даже это может привести к гораздо большему износу.Это может или не может привести к хорошим показателям удаления материала, так что это еще один случай, когда экспериментирование с несколькими сценариями в G-Wizard действительно может помочь улучшить ваш подход. Также твердосплавным сверлам не нравится шок, связанный с чрезмерным погружением. HSS или индексируемые инструменты могут быть лучшим выбором.
Еще одна проблема со спиральными сверлами - отверстия не плоские. Доступны версии с плоским дном, как индексируемые, так и твердые, поэтому рассмотрите их. В противном случае вы либо захотите сквозную ситуацию (отверстие, а не карман), либо у вас будет достаточно много финишной работы на зубчатом полу кармана.
Я хочу знать больше!
Как я уже сказал, Plunge Milling может быть мощным секретным оружием в вашем арсенале ЧПУ. Он все еще не широко используется, поэтому у ваших конкурентов может не быть этого секретного оружия. Мы увидели его преимущества графически с помощью G-Wizard в случае кармана, который слишком глубокий по отношению к диаметру инструмента.
Воспользуйтесь нашей бесплатной 30-дневной пробной версией G-Wizard, чтобы вы могли работать и по собственным сценариям!
Чтобы узнать больше о погружном фрезеровании, попробуйте эти статьи:
Вы используете Plunge Milling? Расскажите нам в комментариях о своем опыте и мыслях о погружении в воду.
Присоединяйтесь к 100 000+ ЧПУ! Получайте наши последние сообщения в блоге прямо на вашу электронную почту один раз в неделю бесплатно. Кроме того, мы предоставим вам доступ к некоторым отличным справочным материалам по ЧПУ, включая:
.