





Характеристики токарного станка рт 2124
Сведения о производителе токарно-винторезного станка РТ117
Разработчик станка - Рязанское специальное бюро станкостроения.
Изготовитель универсального токарно-винторезного станка РТ117 Рязанский станкостроительный завод РСЗ, основанный в 1949 году.
Универсальный токарно-винторезный станок РТ117 является усовершенствованной моделью станка 1М65.
Станки, выпускаемые Рязанским станкостроительным заводом РСЗ
РТ117 станок токарно-винторезный универсальный. Назначение, область применения
Универсальный токарно-винторезный станок модели РТ117 (1Р117) сконструирован на базе станка модели 1н65.
Токарно-винторезный станок модели РТ117 предназначен в основном для выполнения силовых токарных работ, для обработки деталей средних и больших размеров в условиях единичного и мелкосерийного производства. На станке можно производить наружное и внутреннее точение, включая точение конусов, растачивание, сверление и нарезание резьб - метрической, модульной, дюймовой, питчевой).
Принцип работы и особенности конструкции станка
Токарно-винторезный станок РТ117 (1Р117) изготовлен исключительно из отечественных комплектующих на базе станка 1Р65 (1Н65) - имеет ту же станину.
За счет поднятия центров увеличены диаметры устанавливаемой и обрабатываемой детали над станиной и над суппортом.
- жесткость, виброустойчивость и температурная стабильность конструкции способствуют необходимой точности обработки;
- две закаленных (глубина закалочного слоя до 1,5 мм и твердость не менее 50 единиц) призматических направляющих станины (расстояние между направляющими 770 мм) в сочетании с высокой надежностью других узлов обеспечивают длительный (не редкость, когда станки служат до капитального ремонта 30-40 лет) срок эксплуатации станка с сохранением первоначальной точности;
- точение длинных конусов производится одновременным выполнением продольной подачи суппорта и подачи резцовых салазок при соответствующем их повороте;
- коробка подач обладает высокой жесткостью кинематической цепи;
- все силовые зубчатые колеса кинематической цепи изготовлены из легированной стали, закалены и отшлифованы;
- ограждения зоны резания и патрона, электрические и механические блокировки гарантируют безопасную работу на станке.
Суппорт станка имеет механическое перемещение верхней части, позволяющее производить точение длинных конусов. Точение коротких конусов также осуществляется движением верхней части суппорта.
Изменение величин подач и настройка на шаг нарезаемой резьбы осуществляются переключением зубчатых колес коробки подач и настройкой гитары сменных шестерен.
Суппорт имеет быстрое перемещение в продольном и поперечном направлениях, которое осуществляется от индивидуального электродвигателя.
Станок предназначен для обработки черных и цветных металлов с большими скоростями резания резцами из быстрорежущей стали и твердых сплавов.
Коробка подач закрытого типа обеспечивает нарезание стандартной резьбы. Точные резьбы нарезаются с применением сменных зубчатых колес, минуя коробку подач.
Изменение чисел оборотов шпинделя и скорости подачи суппорта осуществляются переключением зубчатых колес коробки скоростей и коробки подач при помощи рукояток.
Перемещение задней бабки и выдвижение пиноли выполняются вручную вращением маховичков.
Особенности конструкции токарного станка модели РТ117
- Станина жесткой формы, имеет закаленные и шлифованные поверхности направляющих под каретку и заднюю бабку
- Шпиндель с фланцевым передним концом смонтирован на трех опорах, обеспечивающих необходимую жесткость и виброустойчивость
- Конструкция фартука позволяет сосредоточить управление механическим перемещением суппорта в одной рукоятке, направление включения которой совпадает с направлением движения суппорта;
- В пиноль задней бабки встроен вращающийся шпиндель с регулируемыми подшипниками передней опоры
- Пиноль - имеет два перемещения: быстрое - для холостого хода и медленное - для сверления, зенкования и т.п.
- Фартук имеет регулируемое предохранительное устройство, которое останавливает перемещение его при перегрузке станка;
- Резцовые салазки имеют механическое перемещение от отдельного двигателя
- Станок снабжен устройством цифровой индикации для отсчета поперечного перемещения суппорта (исполнения с "Ф1").
- Частота обратного вращения шпинделя в 1,3 раза выше чем прямого, что сокращает время обработки резьб
- Точение длинных конусов производится одновременным выполнением продольной подачи суппорта и подачи резцовых салазок при соответствующем их повороте
- Ограждения зоны резания и патрона, электрические и механические блокировки гарантируют безопасную работу на станке.
- Все силовые зубчатые колеса кинематической цепи изготовлены из легированной стали, закалены и отшлифованы
- Для повышения технических и эксплуатационных возможностей станок комплектуется необходимым количеством принадлежностей и приспособлений.
Стандартное оборудование
- Люнет неподвижный (Ø 70-380 мм) и от 100 до 500 мм для станков с РМЦ 8000 мм и выше
- Люнет подвижный (Ø 70-250 мм)
- Патрон четырехкулачковый Ø 1000 мм.
Оборудование за отдельную плату
- Патрон трехкулачковый самоцентрирующий Ø 315 мм или Ø 400 мм
- Резьбоуказатель
- Конусная линейка
- Люнет открытый (Ø 300-500 мм для станков с РМЦ 6000 мм и выше).
Класс точности станка Н или П по ГОСТ 8—82Е. Шероховатость обработанной поверхности V 6.
Вид климатического исполнения — УХЛ4 по ГОСТ 15150—69.
Посадочные и присоединительные размеры станка РТ117. Шпиндель
Посадочные и присоединительные размеры станка рт117
Общий вид универсального токарно-винторезного станка рт117
Фото токарно-винторезного станка рт117
Фото токарно-винторезного станка рт117
Фото токарно-винторезного станка рт117. Скачать в увеличенном масштабе
Фото токарно-винторезного станка рт117
Фото токарно-винторезного станка рт117
Фото токарно-винторезного станка рт117. Скачать в увеличенном масштабе
Фото токарно-винторезного станка рт117
Фото токарно-винторезного станка рт117. Скачать в увеличенном масштабе
Фото токарно-винторезного станка рт117
Фото токарно-винторезного станка рт117. Скачать в увеличенном масштабе
Фото токарно-винторезного станка рт117
Фото токарно-винторезного станка рт117. Скачать в увеличенном масштабе
Фото токарно-винторезного станка рт117
Расположение составных частей токарного станка РТ117
Расположение составных частей токарного станка рт117
Расположение составных частей токарного станка РТ117
Расположение составных частей токарного станка рт117
Составные части токарного станка РТ117
- Станина
- Бабка передняя
- Бабка задняя
- Суппорт
- Каретка суппорта
- Фартук
- Коробка подач
- Колеса зубчатые (сменные)
- Патрон
- Люнет подвижный
- Охлаждение
- Ограждение
- Ограждение патрона
- Люнет неподвижный
- Электрошкаф
- Электротрубомонтаж
- Муфта электромагнитная
- Ограждение
- Ограждение
- Стойка для УЦИ
Расположение органов управления станком РТ117
Расположение органов управления станком рт117
Органы управления токарно-винторезным станка РТ117, РТ117. Скачать в увеличенном масштабе
Расположение органов управления станком РТ117
Расположение органов управления станком рт117
Расположение органов управления на пультах станка РТ117
Расположение органов управления на пультах станка рт117
Спецификация органов управления станком РТ117
- Рукоятка установки частоты вращения шпинделя
- Рукоятка установки частоты вращения шпинделя
- Рукоятка установки частоты вращения шпинделя
- Рукоятка установки частоты вращения шпинделя
- Рукоятка установки нормального и увеличенного шага
- Рукоятка установки правой и левой резьб
- Рукоятка выбора вида работ (резьбы или подачи) и типа резьбы
- -
- Рукоятки установки величины подачи и шага резьбы
- Рукоятки установки величины подачи и шага резьбы
- -
- Рукоятка установки величины подачи, шага резьбы и включения ходового винта напрямую
- Рукоятки установки величины подачи и шага резьбы
- Рукоятка установки вида работ (резьбы или подачи)
- -
- Пульт управления на бабке передней
- 16.1. (SB1) Кнопка аварийного отключения «Стоп»
- 16.2. (SB11) Кнопка - шпиндель «Назад»
- 16.3. (SB6) Кнопка - шпиндель «Стоп»
- 16.4. (SA4) Переключатель охлаждения
- 16.5. (SB8) Кнопка - шпиндель «Вперед»
- 16.6. (SA7) Кнопка - шпиндель «Прерывистое вращение»
- 39.1 Кнопка - шпиндель «Вперед»
- 39.2 Кнопка - шпиндель «Стоп»
- 39.3 Кнопка - шпиндель «Назад»
- 39.4 Кнопка аварийного отключения «Стоп»
- Винт стопорения каретки
- Рукоятка включения механического перемещения верхнего суппорта
- Рукоятка включения механической поперечной подачи
- Тумблер переключения на точение конуса и цилиндров
- Рукоятка плунжерного насоса ручной смазки направляющих
- Винт фиксации кронштейна УЦИ
Кинематическая схема токарно-винторезного станка РТ117
Кинематическая схема токарно-винторезного станка рт117
Схема кинематическая токарно-винторезного станка РТ117. Скачать в увеличенном масштабе
Описание конструкции токарного станка РТ117
Станина
Станина является базовой сборочной единицей, на которой монтируются все остальные сборочные единицы и механизмы станка.
На верхней части станины расположены три призматические направляющие, из которых передняя и задняя являются базой каретки, а средняя — базой задней бабки.
Внутри станины имеются наклонные люки для отвода стружки и охлаждающей жидкости в сторону, противоположную рабочему месту.
Под левой головной частью станины имеются ниши, в одной из которых смонтирован электродвигатель главного привода, а в другой — электронасос охлаждения с резервуаром для охлаждающей жидкости. Корыто для сбора охлаждающей жидкости выполнено монолитным с корпусом станины.
В правой части станины на передней стенке смонтирован кронштейн со встроенными в него опорами ходового винта и ходового вала.
Для предотвращения провисания ходового винта и ходового вала в станке с РМЦ = 5000 мм имеются две подвески. Для станков моделей РТ117Г и РТ117ГФ1 в станине имеется выемка, в которой установлен съемный мостик.
Бабка передняя
Бабка передняя устанавливается на левой головной части станины, фиксируется штифтами и крепится болтами. В корпусе ее смонтированы: электромагнитная муфта для торможения шпинделя, шпиндельный узел, звено увеличения шага в 8 раз, механизм изменения направления перемещения каретки или нарезании резьб, механизм настройки скоростей шпинделя, вилки перемещения, рукоятки и другой детали, система смазки и электрошкаф.
Шпиндель смонтирован на трех опорах качения, из которых передняя и задняя регулируемые.
Бабка задняя
Бабка задняя перемещается по направляющим станины от редуктора ручного перемещения вращением валика.
В пиноль бабки встроен вращающийся шпиндель, у которого подшипники передней опоры регулируются с помощью гаек.
В шпинделе бабки задней имеется прорезь для лапок хвостового режущего инструмента.
Суппорт
Суппорт крестовой конструкции имеет продольное перемещение вместе с кареткой по направляющим станины, а поперечное по направляющим каретки.
Оба перемещения осуществляются механически при помощи крестового переключателя и вручную вращением маховика и рукоятки каретки.
Резцовые салазки, несущие четырехпозиционную резцедержку, перемещаются вручную и механически по направляющим поворотной части, которую можно повернуть вокруг оси на любой угол.
Каретка станков с устройством цифровой индикации снабжена преобразователем линейных перемещений, который соединяется с винтом поперечных перемещений с помощью сильфонной муфты.
Отсчет поперечного перемещения может осуществляться по лимбу и по табло УЦИ.
Фартук станка
Фартук станка выполнен закрытого типа со съемной передней крышкой. Движение суппортной группе передается механизмом фартука от ходового вала или ходового винта.
Благодаря наличию в фартуке четырех электромагнитных муфт управление механическим перемещением суппортной группы сосредоточено в одной рукоятке, причем направление включения рукоятки совпадает с направлением подачи.
Возможно включение быстрого хода суппорта в направлении наклона рукоятки управления.
Благодаря обгонной муфте, вмонтированной в фартук, включение быстрого хода возможно при включенной подаче. Электродвигатель ускоренного хода установлен на фартуке.
В фартуке смонтирован механизм предохранительной муфты, исключающий поломку станка при перегрузках.
Коробка подач
Коробка подач закрытого типа со съемной передней крышкой.
Механизм коробки подач позволяет получить первый ряд подач и все нарезаемые на станке резьбы, не прибегая к изменению настройки сменных шестерен.
Для получения второго ряда подач устанавливаются сменные колеса: а = 42, b = c = l26.
Комплектация станка
В состав станка входит патрон четырехкулачковый несамоцентрирующий диаметром 1000 мм.
Для обработки нежестких деталей станок снабжен двумя люнетами — подвижным и неподвижным.
Люнет подвижный крепится на каретке и поддерживает деталь непосредственно около резца. Диаметр охвата сухарями обеспечивается в пределах от 70 до 250 мм.
Люнет неподвижный устанавливается на направляющих станины в любом месте и закрепляется болтом, с помощью прихвата.
Он снабжен сухарями и роликами, которые устанавливаются в зависимости от условий обработки.
Диаметр охвата обрабатываемой детали в люнете неподвижном обеспечивается в пределах от 70 до 380 мм.
Схема электрическая принципиальная токарно-винторезного станка РТ117
Электрическая схема токарно-винторезного станка рт117
Схема электрическая принципиальная токарно-винторезного станка РТ117. Скачать в увеличенном масштабе
РТ117 Станок токарно-винторезный универсальный. Видеоролик.
Технические характеристики токарного станка РТ117
| Наименование параметра | 1Н65 | РТ117 | РТ817 |
|---|---|---|---|
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | Н | Н | Н |
| Наибольший диаметр обрабатываемой заготовки над станиной, мм | 1000 | 1140 | 1370 |
| Наибольший диаметр обрабатываемой заготовки над суппортом, мм | 650 | 900 | 1110 |
| Наибольшая длина заготовки (РМЦ), мм | 1000, 3000, 5000 | 1000, 3000, 5000, 8000, 10000 | |
| Высота устанавливаемого резца, мм | 50 | 50 | |
| Наибольшая масса заготовки в центрах, кг | 5000 | 8000 (1000 с РМЦ от 5000 мм) | |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 128 | 128 | |
| Наибольший диаметр зажимаемого прутка, мм | 120 | 120 | |
| Наибольший крутящий момент на шпинделе, кН/м | 9,5 | 9,5 | 9,5 |
| Число ступеней частот прямого вращения шпинделя | 24 | 24 | |
| Частота прямого вращения шпинделя, об/мин | 5..500 | 5..500 | 5..500 |
| Размер внутреннего конуса в шпинделе | 100, 1:20 | ||
| Конец шпинделя по ГОСТ 12595-72 | 2-15М | 2-15М | 2-15М |
| Диаметр стандартного патрона, мм | 1000 | 1000 | |
| Торможение шпинделя | есть | есть | |
| Суппорт. Подачи | |||
| Наибольшее продольное перемещение суппорта, мм | 700, 2700, 4500 | 2710..4600 | |
| Наибольшее поперечное перемещение суппорта, мм | 600 | 700 | |
| Цена деления лимба при продольном перемещении, мм | 0,1 | ||
| Цена деления лимба при поперечном перемещении, мм | 0,05 | ||
| Наибольшее продольное перемещение на оборот лимба, мм | 50 | ||
| Наибольшее поперечное перемещение на оборот лимба, мм | 6 | ||
| Число ступеней продольных подач | 40 | ||
| Пределы продольных подач, мм/об | 0,05..3,05 | 0,04..2,42 | |
| Пределы поперечных подач, мм/об | 0,017..1,04 | 0,022..0,88 | |
| Наибольшее продольное усилие резания Pz, кН | 41 | ||
| Наибольшее поперечное усилие резания Pх, кН | |||
| Скорость быстрых перемещений суппорта продольных/ поперечных, м/мин | 3/ 1 | 3/ 1 | |
| Количество нарезаемых резьб метрических | 44 | ||
| Пределы шагов нарезаемых резьб метрических, мм | 1..120 | 1..96 | |
| Количество нарезаемых резьб дюймовых | 31 | ||
| Пределы шагов нарезаемых резьб дюймовых, ниток на дюйм | 28...¼ | 24..0,25 | |
| Количество нарезаемых резьб модульных | 37 | ||
| Пределы шагов нарезаемых резьб модульных, модуль | 0,5..30 | 0,5..24 | |
| Количество нарезаемых резьб питчевых, питч диаметральный | нет | 96..1 | |
| Выключающие упоры продольные | есть | есть | |
| Выключающие упоры поперечные | есть | есть | |
| Резцовые салазки (верхний суппорт) | |||
| Наибольшее перемещение резцовых салазок, мм | 240 | 240 | |
| Цена деления лимба перемещения резцовых салазок, мм | 0,05 | ||
| Число ступеней подач | 40 | ||
| Пределы продольных подач, мм/об | 0,017..1,04 | 0,022..0,88 | |
| Скорость быстрых перемещений, мм/мин | 1 | ||
| Наибольший угол поворота, град | ±90° | ||
| Цена одного деления угла поворота, град | 1° | ||
| Задняя бабка | |||
| Центр в шпинделе по ГОСТ 13214-79 | |||
| Наибольшее перемещение пиноли, мм | 300 | ||
| Наибольшее перемещение пиноли с установленным инструментом, мм | |||
| Диаметр пиноли, мм | |||
| Наибольшее перемещение бабки в поперечном направлении, мм | ±15 | ||
| Электрооборудование | |||
| Количество электродвигателей на станке | 3 | ||
| Электродвигатель главного привода, кВт | 22 | 22..30 | |
| Электродвигатель быстрого хода суппорта, кВт | 1,5 | ||
| Привод насоса смазки | |||
| Насос охлаждения (помпа) | 0,12 | ||
| Суммарная мощность всех электродвигателей, кВт | 23,62 | ||
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота) РМЦ=2800,3000, мм | 4100..8180 х 2200 х 1770 | 4100..13000 х 2110 х 2000 | |
| Масса станка РМЦ=3000, кг | 9850..15750 | 11000..22000 |
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
$ 799.00 - 1 299,00 долл. США / Кусок | 1 шт. (Мин. Заказ)
- Перевозка:
- Служба поддержки Морские перевозки
- Время выполнения:
-
Количество (шт.) 1 - 3000 > 3000 Est.Время (дни) 30 Торг
HPNumberIAEI HGReferer_ContactUs HPNLengthOB
| |||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||
|
Купить: RT2124FS, RT2132R, RT214005
RT2124FS Ключевые слова, связанные с 2020 в США
- RT2124FS Цена
- Дистрибьютор RT2124FS
- RT2124FS Производитель
- RT2124FS Технические данные
- RT2124FS PDF
- RT2124FS Лист данных
- RT2124FS Изображение
- RT2124FS Изображение
- RT2124FS Part
- RT2124FS Склад
- RT2124FS Инвентарь
- RT2124FS Rfq
- Купить RT2124FS
- RT2124FS Запрос
- RT2124FS Online Заказать
| Copyright © 2020 Hong Kong Inventory Limited.Все права защищены. Названные торговые марки и торговые марки являются собственностью соответствующих владельцев. Использование данного веб-сайта означает принятие условий использования и политики конфиденциальности Hong Kong Inventory Limited. |
Новости за 2020 год
Ссылка: HKin20140128 за 2020 год С момента своего открытия в марте 2002 года журнал Trade Network является одним из лидеров в индустрия электронных компонентов. Охватывая большинство сегментов продукции, наш журнал представляет поставщиков из материкового Китая, Гонконга и других ключевых азиатских рынков сбыта.Торговая сеть уже более трех лет предоставляет покупателям удобное руководство по поиску поставщиков. Наши читатели в основном производители, импортеры и экспортеры, дистрибьюторы, агенты и оптовики. После успешного прохождения заявки каждый заявитель будет проходить строгий процесс оценки STRC, который может занять до 3 месяцев. В течение испытательного срока тег STRC будет окрашен в тусклый серый цвет. Официальный член STRC будет предлагать бирку STRC золотого цвета и сертификат STRC. Непосредственно выставьте свою компанию на HKin.домашняя страница com, которая является первой страницей, которую смотрят все посетители HKin.com. Объявления на главной странице просматриваются большинством пользователей и являются эффективным способом продвижения вашей компании и продуктов. Вы можете защитить себя от некачественных товаров, обратившись к инспекции продукции перед отгрузкой. Поставщик должен согласиться на проверку в качестве условия заказа. Остерегайтесь сделок, которые кажутся слишком хорошими, чтобы быть правдой, даже с теми, которые вы торговали раньше, потому что они, вероятно, так. Если вы сомневаетесь, предварительно подтвердите с помощью HKinventory информацию о другой стороне или свяжитесь напрямую с компанией и запросите торговые рекомендации.
Конденсаторы переменного тока Автоматические выключатели Охлаждающие вентиляторы Предохранители Предохранители от перегрева Интернет-приставки Покраска распылением Производственные услуги Термостаты Охладители процессора Предохранители Держатели предохранителей Миниатюрные предохранители Радиаторы защиты от перенапряжения / разрядники Термоэлектрические модули Вакуумные прерыватели Цепи защиты от перегрева IFTS Индукторы Катушечная основа для катушек / трансформаторов Катушки дросселей Отклоняющие катушки Линии задержки высоковольтных катушек
,

Это одна из многих тем, которая порождает религиозный пыл с одной стороны по сравнению с другой. Я лично просмотрел несколько сотен онлайн-статей и переписок, которые у меня были с нашими клиентами G-Wizard, об этом выборе.
Кстати, вот видео на тему, которая быстро попадает в основные моменты:
Для более глубокого обсуждения, продолжайте читать.
Давайте начнем с некоторых определений и основного заключения, которое я сделал после всех этих разговоров и исследований, а затем углубимся в несметное количество деталей.
Какие токарно-револьверные станки и инструменты для банд?
На токарных станках с ручным управлением мы привыкли видеть один инструмент на панели быстрой смены инструментов (QCTP). Это работает, но на ЧПУ мы хотим более высокую производительность. Хотя на токарном станке с ЧПУ можно установить обычный ручной токарный станок Quick Change Toolpost (QCTP), обычно это делается только для токарных станков Toolroom.
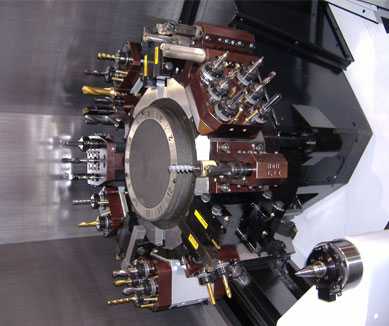
Для производственных токарных станков инструмент, как правило, монтируется либо на монтажной плите, либо на револьверной головке. По иронии судьбы на рисунке выше показаны оба используемых формата: на каждой станции револьверных головок установлена монтажная пластина, которая увеличивает количество инструментов, доступных в каждой позиции револьверной головки.
Чистый набор инструментов - самый простой вариант. В этом режиме инструменты монтируются в ряд на поперечном суппорте токарного станка. Чтобы получить доступ к инструменту, нужно отодвинуться от заготовки вдоль оси шпинделя, чтобы инструменты не ударялись о заготовку, перемещать ось X до тех пор, пока не будет установлен правильный инструмент, а затем двигаться вдоль оси Z назад, чтобы начать резку.
Слайд банды обычно выглядит так с установленными инструментами:
Видео фиксирует простое движение смены инструмента, а также скорость смены инструмента. Обратите внимание на два формата инструмента: черновой токарный инструмент имеет большой глубокий рез и является типичным держателем токарного инструмента с квадратным хвостовиком. Остальная часть оснастки использует круглый хвостовик с плоским, что более типично для групповой оснастки. Он более компактный, и иногда вы даже увидите один держатель, который крепит две вставки для разных задач.
Теперь вот токарно-револьверный станок в действии:
Эта машина в видео на самом деле имеет 2 турели и использует одну для удержания аккуратного живого центра «хвостовой части», чтобы повернуть эту длинную тонкую деталь. Вы получаете представление о токарно-револьверном станке из этого, хотя. Токарно-револьверные станки очень похожи на вращающиеся сменщики инструментов, знакомые пользователям CNC Mill.
Какой из них лучше?
Для каждого из нас есть длинный список плюсов и минусов, но, как и было обещано, начнем с заключения на высшем уровне:
Выбор набора инструментов по сравнению с револьверными головками на токарном станке с ЧПУ больше зависит от того, какие детали вы будете изготавливать, чем от чего-либо еще.Gang Tooling очень трудно победить для коротких деталей меньшего диаметра, для которых не требуется задняя бабка. Токарно-револьверные станки трудно превзойти по универсальности, и, конечно, они необходимы, когда вам нужна задняя бабка.
Просматривая много статей, которые я исследовал на эту тему, я часто сталкивался с машинистами, которые хотели, чтобы они могли использовать свои токарные станки для всего, но имели токарные станки с револьверной головкой для деталей, которые были слишком длинными и тонкими, чтобы их можно было изготовить с помощью токарного станка.
Швейцарские токарные станки
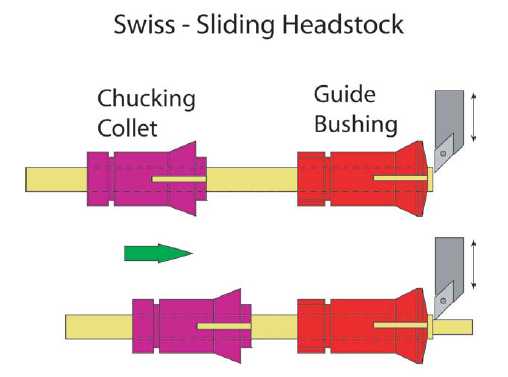
В некотором смысле это почти означает, что «конкуренция» между токарно-револьверными и токарными станками немного вводит в заблуждение.Возможно, лучшая «конкуренция» будет токарными станками против швейцарских машин. Швейцарские машины используют направляющую втулку и поворачиваются от конца к передней бабке, так что работа всегда хорошо поддерживается с очень небольшим вылетом для отклонения:
В обмен на большую стоимость, сложность и потребность в более дорогой заготовке из-за того, что она должна быть совместима со швейцарской установкой втулки, швейцарский станок может поворачивать детали, которые были бы слишком длинными и тонкими, чтобы их можно было использовать с токарным станком с бригадой.
Gang Tooling Advantage # 1: Скорость
Давайте начнем с представления Gang Tool Gang о том, почему их машины лучше:
Если деталь можно изготовить на токарном станке, она может быть изготовлена быстрее и дешевле, чем на токарно-револьверном станке.
Помните, что некоторые детали просто не могут быть изготовлены на токарном станке с бригадой, потому что вы не можете использовать заднюю бабку - инструмент банды может попасть в заготовку, если он не сможет полностью оторваться от заготовки, чего не может быть, потому что задняя бабка в пути.Есть несколько токарных станков с задвижками, которые можно убирать, но втягивание бабки каждый раз, когда требуется смена инструмента, сводит на нет главное преимущество токарного станка - очень быстрая смена инструмента.
Смена инструмента для банды происходит очень быстро, потому что она использует движение ползуна для смены инструмента и не требует индексации револьверной головки. Если подумать, то типичный токарно-револьверный станок должен переместиться в положение смены инструмента, прежде чем он сможет начать вращать нужный инструмент на месте. Как только инструмент на месте, он может вернуться в положение резки.Это почти то же самое количество движения, которое необходимо для смены инструмента для наихудшего случая, но инструменту для банды не нужно выполнять индексацию. Он перемещается в положение смены инструмента (различное для каждого группового инструмента) и перемещает следующий инструмент на место, затем перемещается прямо назад. Наиболее часто используемые инструменты размещаются в центре пластинки, и они перемещают лишь небольшую часть расстояния до самого дальнего положения смены инструмента, в котором нуждается токарно-револьверный станок.
Следовательно, инструмент банды почти всегда быстрее.Вы слышите цитаты слесарей-бригадиров, например: «« Инструмент-бригада может обработать деталь, отделить ее, механизм подачи прутка продвинет материал, и он окажется во второй части, прежде чем токарный станок сможет закончить вторую операцию ».
Gang Tooling Advantage # 2: простота и низкая стоимость
Турели - это дорогие прецизионные устройства с большим количеством движущихся частей. Бандитская оснастка минималистична. Он включает в себя несколько блоков, установленных на поперечной направляющей, и все. Обычные оси сервоприводов и ходовые винты токарного станка выполняют всю работу по замене инструмента.Это означает, что токарные станки часто могут быть намного дешевле, чем токарные станки. В некоторых случаях магазины покупают 2-х токарные станки по той цене, которую обошелся бы один модный токарно-револьверный станок с двумя шпинделями, и чувствовали, что выходят далеко вперед.
Если вашей детали требуется инструмент с нарезкой под давлением, например, для обработки плоских поверхностей гаечного ключа на детали или для сверления круга болта на фланце, это гораздо дешевле сделать с помощью инструментальной оснастки. Пневматические шпиндели, кабельные шпиндели и меньшие электрические шпиндели могут быть введены в эксплуатацию, если токарный станок имеет индексируемый шпиндель оси C.Моторизация револьверной головки во многом увеличивает стоимость из-за трудностей, связанных с передачей мощности вращения на позиции инструмента на поворотной револьверной головке. Он также увеличивает размер токарно-револьверного станка, что делает использование револьверной головки нецелесообразным на токарных станках меньшего размера.
Gang Tooling имеет тенденцию быть более дешевым, в то время как револьверный инструмент имеет тенденцию быть более дорогостоящим, но может быть более масштабным и более надежным. В некоторых стандартах на револьверную головку требуются довольно дорогие держатели инструмента, чтобы приспособить, среди прочего, живой инструмент.
Преимущество Gang Tooling # 3: Быстрая настройка
Это тот, который качается взад и вперед, но если вы посмотрите на возможность легко поменять весь набор инструментов с помощью групповых инструментов, трудно понять, как нельзя выполнить настройку быстрее, так как это можно сделать в автономном режиме или сохраняется как собранный блок инструментов для различных заданий. Вот блок с 7 установленными инструментами:

Быстрая замена блока бандитских инструментов и установка на место всех инструментов, необходимых для конкретной детали…
В качестве альтернативы, много бандитской работы можно выполнить с помощью базового набора инструментов и просто заменив, например, один блок, в котором находится спиральное сверло определенного размера.
Gang Tooling Advantage # 4: Точность
Простота и уменьшение количества движущихся частей исключают нарастание допусков и различные виды наклона (люфта) в движущихся частях револьверной головки. Проблема точности заключается в достижении правильного положения центральной линии (ось Y) с помощью инструмента. После установки на место или установки специальной спиральной втулки для сверла, становится трудно получить более точные результаты, и большинство турелей будет менее точным.
Другим фактором, который дает токарному станку преимущество в точности, является то, что он используется для перемещения на более короткие расстояния при обработке детали.
Gang Tooling Advantage # 5: надежность
Этот тесно связан с простотой. Там не так много, чтобы пойти не так на токарном станке. Конечно, у револьвера есть все точки износа и детали для ломки токарного станка, а также многое другое. Если вы разбили турель, у вас может быть дорогой счет за ремонт, или вам просто нужно его перестроить.
Токарно-револьверный станок Преимущество № 1: Гибкость
Давайте обратимся к башенкам, прежде чем начнем думать, что токарные станки - единственный путь.Преимущество Турели № 1 - гибкость. Вы можете использовать заднюю бабку с одним, что позволяет изготавливать гораздо более длинные и тонкие детали, чем на токарном станке с бригадой, хотя есть некоторые хитрости, такие как резаки, которые могут помочь токарному станку с бригадой делать больше.
В дополнение к длине турели допускают детали большего диаметра. Если вы думаете об этом, то для настройки инструмента бригады требуется зазор, чтобы деталь помещалась между любыми двумя инструментами. Это ограничивает диаметр или количество инструментов, которые вы можете надеть на пластину. Башенка позволяет вам иметь свой пирог и есть его, потому что он оставляет место для частей большего диаметра.
Преимущество токарно-револьверного станка №2: упрощенное программирование
Хотя опытные пользователи токарных станков находят программирование легким, новичкам, как правило, будет проще программировать револьверную головку. С токарным токарным станком вам нужно беспокоиться о том, чтобы очистить деталь для смены инструмента. Это может быть сложно с различными настройками и диаметрами деталей. Сделайте неправильный ход, и инструмент врезается в деталь.
Кроме того, пользователям банд приходится иметь дело с идеей как положительного, так и отрицательного, поскольку инструменты находятся по обе стороны от заготовки.Пользователи турели должны иметь дело только с одним знаком и, как правило, выбирают положительный, поскольку это проще и интуитивно понятнее. Конечно, на токарных станках будут устанавливаться как передняя, так и задняя револьверная головка, и в этот момент они будут иметь дело и с положительным, и с отрицательным.
Токарно-револьверный станок Преимущество № 3: Дополнительные инструменты
См. Верхнее правое изображение в статье, где на каждой станции на башне установлено несколько бандитских инструментов. Эта ситуация была доведена до крайности и будет довольно сложной для программирования, но наличие двух турелей или даже просто размещение держателей банд на нескольких станциях башни все еще означает больше инструментов для токарного станка.Вот пластина с 3 инструментами, предназначенная для замены держателей инструмента с квадратным хвостовиком 3/4 ″ или 1 ″:
Foxwood Machine, компания, которая предлагает этот продукт, говорит, что они создали его для машин, на которых недостаточно инструментов или которые не могли заменить инструменты достаточно быстро. Я могу видеть, где размещение инструментов, необходимых для сверления и приклеивания определенного отверстия и размера резьбы к одному блоку, может упростить настройку.
Преимущество токарно-револьверного станка №4: больше операций, осей и сложностей деталей
Это связано с преимуществом гибкости турелей, но они, похоже, хорошо подходят для более сложных станков, которые оснащены двумя шпинделями, несколькими осями и другими функциями для размещения деталей, которые в противном случае потребовали бы нескольких установок.
Преимущество токарно-револьверного станка №5: лучше копать?
револьверные головки могут добиться лучшего сворачивания только благодаря тому, что их чаще используют на больших токарных станках. Но машина с двумя револьверными головками также может выполнять прием с использованием двух режущих инструментов одновременно, как показано на видео с револьверной головкой выше. Предположим, у вас есть инструмент, который будет вырезать 1/8 ″. Поместите одну с каждой стороны заготовки с помощью двух револьверных головок, а одну слегка подведите к другой. Теперь вы снимаете 1/4 дюйма с каждого прохода, и два инструмента уравновешивают тенденцию друг друга отклонять деталь.
Это довольно изящный прием, который действительно может сократить время цикла.
токарно-револьверные станки тоже могут собираться!

Небольшая бригада в башне станции…
Представьте себе, что каждая позиция в вашей токарной револьверной головке была небольшой пластиной с несколькими инструментами. Вы начинаете видеть возможности?
Ностальгия: токарно-револьверные станки старой школы
Вот как выглядели токарно-револьверные станки до ЧПУ:
Заключение: это лошади для курсов
Несмотря на то, что существует естественная человеческая тенденция устраивать соревнования, которые приводят к единственному победителю, в данном случае это «Лошади для курсов.«Выбор набора инструментов по сравнению с токарно-револьверными станками лучше всего сделать путем тщательного анализа типов деталей, которые будут изготовлены, и набора преимуществ, которые принесут пользу этим частям.
Если вы не знаете, какие детали вы в конечном итоге будете изготавливать, и не желаете принимать ограничения на использование инструментов банды для более коротких деталей меньшего диаметра, вы, вероятно, предпочтете револьверную головку. Если вы хотите максимально простое программирование и меньшую кривую обучения, вам, вероятно, понадобится токарно-револьверный станок.С другой стороны, если вы хотите максимально короткое время цикла, чтобы вы могли производить как можно меньшую часть деталей, изготовленных на токарных токарных станках, посмотрите на инструмент бригады.
Присоединяйтесь к 100 000+ CNC'еров! Получайте наши последние сообщения в блоге прямо на вашу электронную почту один раз в неделю бесплатно. Кроме того, мы предоставим вам доступ к некоторым отличным справочным материалам с ЧПУ, включая:
.
