





Нарезание резьбы конической на токарном станке
Дюймовая коническая резьба – вид резьбы, при котором все выступы располагаются на конической поверхности по винтовой линии. Все её параметры выражаются в дюймах (1 дюйм равняется 25,4 мм или 2,54 см).
Особенности дюймовой конической резьбы
Дюймовая коническая резьба нашла своё применение в промышленном секторе Европы и США. Этот вид нарезки используется для изготовления муфт, угольников, тройников, контргаек и иных трубных соединений. Благодаря своей прочности, коническая резьба применяется в производстве шестерней для компаса, винтовых конструкций и креплений для создания сантехнического оборудования, бытовой техники и вычислительных машин, включая ПК.
Эта разновидность нарезки обладает следующими особенностями:
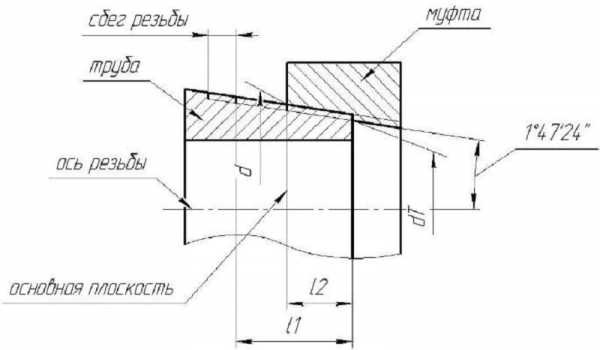
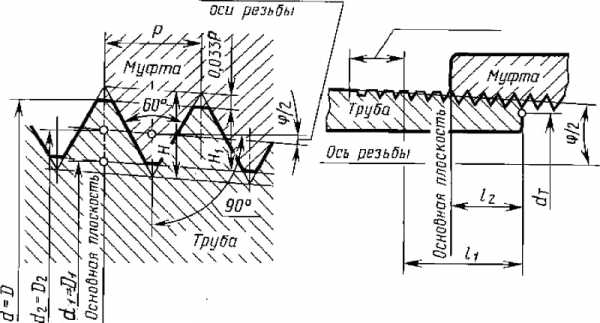
- вершины и витки дюймовой конической резьбы обрезаны или притуплены, что обеспечивает лучшую непроницаемость;
- угол профиля является константой и равняется 55°;
- конусная поверхность всегда находится под углом и отклоняется в пропорции равной 1:16;
- максимальный диаметр конуса равен 6’’;
- вершины треугольника резьбы всегда обрезаны или притуплены;
- основные параметры нарезки (внешний, внутренний и средний диаметры, ход и шаг) являются табличными величинами.
Этот вид не может объединяться с цилиндрическим видом резьбы, создавая особые соединения. Это обусловлено разными значениями углов профилей. Если угол дюймовой конической резьбы равняется 55°, то угол цилиндрической нарезки по стандарту равен 60°.
Главным преимуществом конической резьбы является деформация витков, что обеспечивает высокую непроницаемость соединения.
Это свойство обусловлено конусной формой винтовой поверхности. Во время натяжения витки уплотняются, образуют прочное, непроницаемое соединение и герметизируют внешние впадины труб и крепительных конструкций. Эта особенность автоматически исчезает при демонтаже или повторном создании витков.
Большая часть параметров дюймовой конусной резьбы обозначена в специальных нормативных справочниках, где в табличной форме записаны размеры и другие технические характеристики. Разработка всех деталей и зазоров должна выполняться в рамках установленных значений. В противном случае конструкции не смогут крепко совместиться друг с другом. Механизмы, связанные при помощи этого типа нарезания, легко реконструируются и монтируются из-за устранения внешних дефектов и деформаций соединений посредством плотного расположения всех витков.
Отличия от метрической резьбы
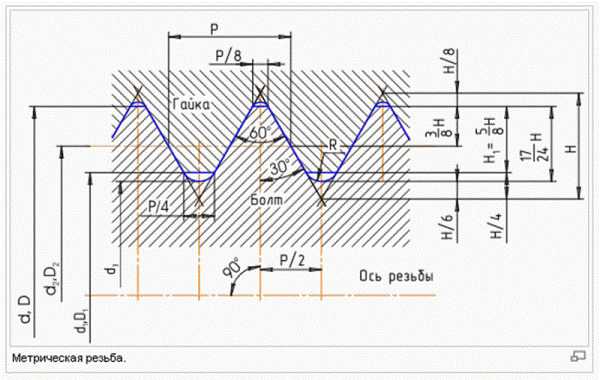
Одним из самых первостепенных различий между метрической и дюймовой резьбой являются единицы измерения. Если в первом случае все числовые значения характеристик высчитываются в миллиметрах, то во втором – при помощи дюймов. Значения таких показателей, как ход и шаг, будут колоссально различаться при пересчёте из одной единицы измерения в другую. По этой причине меняется соотношение между диаметром и высотой нарезки. Есть выраженные отличия и в форме профиля, заключающиеся в разности градусных мер углов при вершинах. Градусная мера подобных углов при метрической резьбе равняется 60°, при дюймовой – 55°.
Незначительные отличия есть и в способе измерения некоторых параметров. Процесс происходит по идентичным правилам. Человек должен взять один из измерительных приборов (гребенки, резьбомер, микрометр, штангенциркуль) и произвести расчёты плотности посадки вкрученного болта. Но для каждой разновидности понадобятся приборы с совершенно разными калибрами.
Отличия существуют и в технологии нарезки. Метрическая нарезка происходит как с наружной части детали, так и во внутренней. Для осуществления этого процесса используются метчики и плашки. Дюймовая коническая резьба создаётся при помощи зажима комплектующей в тисках и ввинчивающих движений метчика. Необходимо обращать внимание на строение профиля и местоположения винтовых проходов.
Технологии нарезки
Чаще всего нарезка производится при помощи механического станка. Заготовка располагается на станке в вертикальном положении. Механический станок обрабатывает заготовку при помощи резьбовых инструментов – резцов, изготавливаемых из прочных железных сплавов. Внутренняя нарезка производится резцами изогнутой формы, наружная нарезка осуществляется резцами прямой или выгнутой формы. Чтобы получить максимально точную резьбу на механическом станке, нужно правильно соотнести частоту оборотов заготовки и угол воздействия резцов, учитывая параметры производительности станка.
Чтобы осуществить внутреннее нарезание вручную, необходимо создать отверстие в детали при помощи сверления.
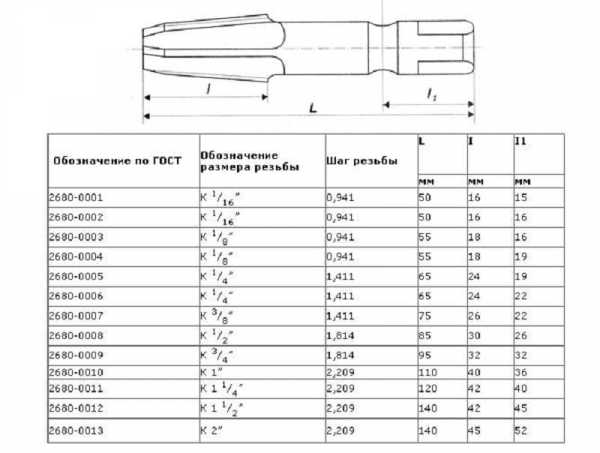
Нарезка производится посредством метчиков – стержней с режущими кромками. Метчики подбираются, исходя из диаметра и шага, и закрепляются в тисках. Изначально используется черновой метчик для придания приблизительных размеров. После применяется чистовой метчик, посредством которого изделию придаются точные формы, в соответствии с заданными параметрами. Внутренняя резьба выполнена правильно только в том случае, если болты ввёртываются в трубу легко и плотно.
Наружное нарезание также может осуществляться вручную при помощи плашки. Этот инструмент закрепляется винтами на плашкодержателе, к нему прикрепляется стержень. Плашка должна находиться под углом 90° относительно оси нарезаемой детали. Далее мастер производит несколько переменных оборотов плашки до тех пор, пока не будет достигнута точная длина заготовки. Правильность выполнения наружного нарезания проверяется калибрами или гайками.
Маркировка и классы точности
В соответствии с ГОСТом 6111-52, дюймовая коническая резьба делится на 3 класса точности, обозначаемые цифрами от 1 до 3. После цифровых значений ставится буква, обозначающая тип нарезания (A – внешняя, B – внутренняя). К 1 классу относятся резьбы с низкой степенью точности нарезания. Представителями 2 категории являются резьбы средней степени точности. К 3 классу относятся варианты высокой точности, выполняемые по строгим нормативам.
Скачать ГОСТ 6111-52
Для определения качества изделия необходимо изучить его номенклатуру с обозначениями. Вид нарезки обозначается отдельной буквой. Например, символ R обозначает дюймовую конусную резьбу. После него следует значение диаметра, выраженное либо целым числом, либо дробью. Символы L (Left) и R (Right) указывают направление витков. В конце маркировки пишется длина свинчивания. В некоторых обозначениях дополнительно пишется класс.
Для правильной маркировки изделия нужно изучить его качества. Для измерений идеально подходят калибры, определяющие множество характеристик дюймовой резьбы. Но в большинстве случаев эти цифры являются табличными величинами. В редких случаях люди прибегают к использованию линеек. Стоит учитывать единицу измерения резьбы, чтобы правильно определить обозначение.
Таблица размеров
Табличный регламент ГОСТ 6111-52 устанавливает размер и другие характеристики нарезки. В следующей таблице представлены значения этого ГОСТа для дюймовой конической резьбы с углом профиля 60°:
| Размер резьбы, дюйм | Внешний диаметр, мм. | Средний диаметр, мм. | Внутренний диаметр, мм. | Число ниток на 1 дюйм | Шаг, мм. | Высота профиля, мм. |
| 3/16 | 4,67 | 4,14 | 3,11 | 24 | 1,25 | 0,78 |
| 1/4 | 6,24 | 5,43 | 4,84 | 20 | 1,33 | 0,92 |
| 5/16 | 8,72 | 7,58 | 6,27 | 18 | 1,58 | 1,01 |
| 3/8 | 9,81 | 8,93 | 7,51 | 16 | 1,64 | 1,23 |
| 7/16 | 11,53 | 10,21 | 8,84 | 14 | 1,95 | 1,34 |
| 1/2 | 12,36 | 11,16 | 10,49 | 12 | 2,24 | 1,46 |
| 9/16 | 14,45 | 13,57 | 11,636 | 11 | 2,24 | 1,46 |
| 5/8 | 15,54 | 14,72 | 13,31 | 10 | 2,43 | 1,53 |
| 3/4 | 19,26 | 17,43 | 15,83 | 9 | 2,61 | 1,75 |
Несмотря на то, что сейчас дюймовая конусная резьба не пользуется широкой популярностью среди рядовых производителей, она применяется в производстве комплектующих для разнообразной электротехники.
Этот вид имеет множество преимуществ, по сравнению с метрической резьбой. Он располагает прочностью и лёгкостью конструкции. И в будущем его потенциал будет раскрыт во многих отраслях, особенно в сфере по изготовлению пластиковых и металлических соединительных механизмов.
Страница не найдена | MIT
Перейти к содержанию ↓- образование
- Исследовательская работа
- новаторство
- Прием + помощь
- Студенческая жизнь
- Новости
- Alumni
- О MIT
- Больше ↓
- Прием + помощь
- Студенческая жизнь
- Новости
- Alumni
- О MIT
Попробуйте поискать что-нибудь еще! Что вы ищете? Посмотреть больше результатов
Предложения или отзывы?
,Токарно-винторезный станок с ручным управлениемдля поворота трубной резьбы
Ручной режим Токарно-винторезный станок для токарной резьбы труб
Q-130 Q-225
Особенности:
- Токарные станки с масляной резьбой используются для токарной резьбы труб, внутри и снаружи ,
- Их можно использовать для изготовления внешних кругов, отверстий и торцевых поверхностей валов или дисков в качестве обычных станков.
- Массивная шпиндельная бабка с прецизионным шпинделем в конических роликоподшипниках, 2 зажимных патрона с обеих сторон
- Высокий крутящий момент на рабочем шпинделе обеспечивает высокую скорость удаления стружки при обработке деталей большого диаметра.
- Тяжелая станина из чугуна высшего качества с закаленными и шлифованными направляющими.
- Центральный, практичный контроль для подачи и резьбовых выводов.
- Широкий спектр дюймовых и метрических нитей.
- Зубчатые колеса закалены и отшлифованы.
- Сверхмощный 4-позиционный держатель инструмента.
- Система охлаждения включена.
Технический параметр:
| Спецификация | Устройство | Q-130 | Q-200 | Q-225 | ||||
| Capness над кроватью | мм | Φ630 / Φ800 | Φ630 / Φ800 | Φ630 / Φ800 | ||||
| Качели через поперечную горку | мм | Φ340 / Φ540 | Φ340 / Φ54034048 | 9005 Ф443 Расстояние между центрами | мм | 1500/3000 | 1500/3000 | 1500/3000 |
| Диапазон резьбы труб | мм | Φ30-126 | Φ50-193 | Φ50-220 | ||||
| Ширина кровати | мм | 550 | 550 | 550 | ||||
| Ход по оси X | 320 | 320 | 320 | |||||
| Ход по оси Z | мм | 1310/2810 | 1310/2810 | 1310/2810 | ||||
| Макс.грузоподъемность | кг | 3000 | 3000 | 3000 | ||||
| Шпиндель | Отверстие шпинделя | мм | Φ130 | Φ200 | Φ225 | |||
| Шаг шпинделя | шагов | FWD.18 /REV.9 | FWD.12 / REV.6 | FWD.12 / REV.6 | ||||
| Скорость шпинделя | об / мин | 12-642 / 19-800 | 24-300 / 38-384 | 24-300 / 38-384 | ||||
| Размер патрона | мм | Φ400 | Φ520 | Φ520 | ||||
| Тип патрона | - | 3-кулачковый ручной | 4-кулачковый ручной | 4 4 с ручным управлением | ||||
| револьверная головка | револьверная головка | - | ручная 4 станции | ручная 4 станции | ручная 4 станции | |||
| размер хвостовика инструмента | мм | 32x32 | 32 x32 | 32x32 | ||||
| Ход турели | мм | 200 | 200 | 200 | ||||
| Подача | Подача оси X / диапазон | мм / р | 22/0.02-0,45 | 22 / 0,02-0,45 | 22 / 0,02-0,45 | |||
| быстрая подача по оси X | мм / мин | 2300 | 2300 | 2300 | ||||
| виды подачи по оси Z / диапазон | мм / р | 26 / 0,07-1,33 | 26 / 0,07-1,33 | 26 / 0,07-1,33 | ||||
| быстрая подача по оси Z | мм / мин | 4000 | 4000 | 4000 | ||||
| Нарезание резьбы | №метрической резьбы и диапазона | мм | 52 / 1-224 | 24 / 1-14 | 24 / 1-14 | |||
| № дюймовой резьбы и диапазона | T.P.I. | 40 / 2-28 | 40 / 2-28 | 40 / 2-28 | ||||
| № модуля резьбы и диапазона | мм | - | - | - | ||||
| № резьбы DP и диапазон | DP | - | - | - | ||||
| Задняя бабка | Диаметр хвостовой бабки | мм | Φ100 | Φ100 | Φ100 | |||
| Коническая шишка задней бабки | - | MT5 # | МТ5 # | |||||
| Ход задней бабки | мм | 250 | 250 | 250 | ||||
| Мощность | Мощность главного двигателя | кВт | 7.5 | 7.5 | 7.5 | |||
| Мощность двигателя быстрого хода | кВт | 0.3 | 0.3 | 0.3 | ||||
| Мощность двигателя охлаждающей жидкости | кВт | 0.125 | 0.125 | 0.125 | ||||
| Другие | размеры машины | мм
3657/5157 x1360x1480 |
3657/5157 x1360x1555 |
3657/5157 x1360x1555 | ||||
| масса станка | кг | 3800 / 4600 | 4200/5050 | 4300/5150 | ||||
Скорость шпинделя и шаги: Благодаря изменению частоты осуществляется плавное изменение скорости переключения.
Для серии Q-130: 3 смены, 30-650 об / мин.
Для серии Q-200: 4 смены, 20-500 об / мин.
Для серии Q-225: 4 смены, 20-500 об / мин.
Стандартная конфигурация:
- 3/4 - зажимной патрон, 2 комплекта
- Конусное токарное устройство, 1 комплект
- Опорная планка, 1 шт.
- Ручное перемещение задней бабки
- Зажим патрона и инструмента
- Система охлаждения, галогенная лампа
- Инструмент для обслуживания и ящик для инструмента
- Руководство по эксплуатации на английском языке
- DRO (приобретается дополнительно)
Резьба конусной обработки:
Измерительная коническая резьба:
Фактические фотографии: (Q-200, Q-225)
Информация о компании
Сертификаты
Посетители выставки
9000 Доставка
,
проходит
Количество проходов, которые нужно обрезать, чтобы сделать вашу нить, очень важно. Сделайте слишком мало проходов, и качество поверхности может быть плохим, и вы можете даже сломать инструмент для нарезания резьбы, заставив его работать слишком усердно. Сделайте слишком много проходов, и вы потеряете много времени.
Вы не можете изменить большую часть информации, касающейся спецификаций потока, поэтому ваши основные инструменты для контроля количества проходов включают в себя:
- Начальная позиция: Отключите все, как я описал выше, чтобы минимизировать работу, которую должен выполнять инструмент для нарезания резьбы.
- Глубина первого прохода: выберите самый большой проход, который вы можете. G-Wizard Calculator даст вам хорошую рекомендацию здесь.
- минимальная глубина прохождения: старайтесь не использовать этот параметр слишком часто и установите его в качестве разрешения на финиш.
- Допуск на чистовую обработку: Меньший припуск на чистовую обработку может означать, что большие проходы черновой обработки удаляют большую часть материала. Только помните, слишком маленькое припуск заставит ваш резак тереться.
- весенние пассы: вам не нужно больше 2 пасов, и 1 может быть достаточно.Поэкспериментируйте с вашей конкретной ситуацией, чтобы увидеть, можете ли вы обойтись без 1 или даже без весенних пассов.
Ваша следующая задача будет заключаться в определении того, сколько проходов будет фактически сделано за цикл. Это не легко, так как G76 будет динамически изменять глубину каждого прохода после первого, чтобы выровнять количество удаленного материала. Вы должны сделать довольно много вычислений, чтобы точно выяснить, сколько проходов будет сделано.
Но если у вас есть симулятор GCode, он может помочь.Посмотрите на этот снимок экрана редактора G-Wizard:
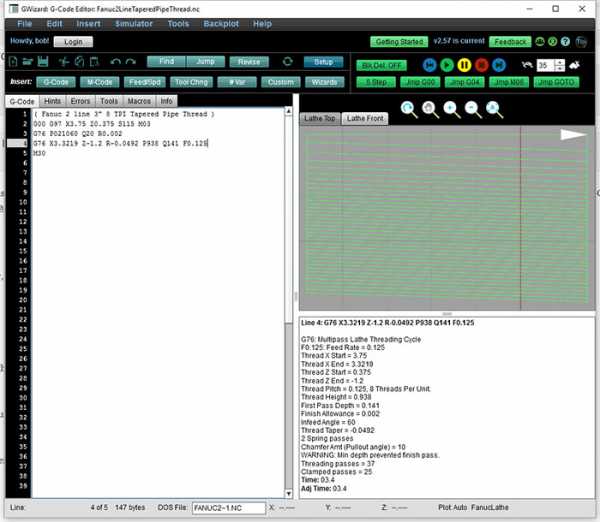
G-Wizard Editor подскажет вам в подсказке под задним графиком, сколько проходов пройдет цикл G76…
Редактор G-Wizardсообщит вам в подсказке под задним графиком, сколько проходов пройдет цикл G76. Вы можете использовать его для настройки цикла G76, чтобы он не имел чрезмерного количества проходов. Обратите внимание на сообщение ПРЕДУПРЕЖДЕНИЕ, в котором говорится, что допуск на чистовую обработку не будет использоваться, поскольку минимальная глубина резания больше.Это также полезно при настройке всего этого.
Не кормите слишком быстро
На многих токарных станках возникают проблемы с синхронизацией шпинделя, если они подаются слишком быстро. Если ваши потоки не синхронизируются, попробуйте замедлить, пока не улучшится. Как правило, это означает замедление оборотов, которое определяет, насколько быстро вы будете кормить, исходя из шага нити.
Код диалектов для G76 Threading Cycle
Надеюсь, вы собрали значения для всех параметров, описанных выше.Возможно, вы можете использовать электронную таблицу, чтобы сделать этот процесс проще и более полным. Теперь вы готовы подключить параметры к определенному диалекту GCode, используемому вашим управлением:
Двухступенчатый поточный цикл Fanuc G76
G76 P (м) (r) (а) Q (дмин) R (д)
G76 X (U) Z (W) R (i) P (k) Q (d) F (L)
P Word: P-слово состоит из 6 цифр, состоящих из трех 2-значных кластеров для m, r и a.
м: количество повторений отделки (от 1 до 99) - весенние проходы.
р: количество снятия фаски (от 1 до 99)
a: угол носа инструмента. Выберите 80, 60, 55, 30, 29 или 0 градусов.
Q Word: dmin - минимальная глубина резания. Если глубина чернового или чистового прохода меньше этой, она зажимается так, чтобы быть как минимум такой же.
R Слово: d - финишный припуск.
Слова X / Z / U / W (2-я строка): укажите координаты конечной точки. X, Z используют текущий режим (абсолютный или относительный), в то время как U, W могут использоваться для указания относительного положения.
R Слово (2-я строка): i - величина конусности при нарезании конической резьбы.
P Слово (2-я строка): k - высота резьбы, выраженная в виде значения радиуса (не диаметра).
Q Word (2-я строка): d - глубина первого среза.
F Слово (2-ая строка): L - ведущая нити.
Пример: линия Fanuc 2 G76 нарезает коническую трубную резьбу:
подскажет вам в подсказке под графиком, что делают все параметры G76…
Фанук однолинейный G76 Цикл резьбы
G76 X., Z .. I .. K .. D .. F .. A .. P ..
X = диаметр последнего прохода резьбы
Z = положение конца резьбы
I = конус по всей длине
K = одна глубина резьбы - положительный
D = глубина первого прохода резьбы - положительный
A = угол наклона вставки - положительный
P = метод подачи (один из 4)
Haas G76 Цикл заправки
G76 D .. K .. X .. Z .. U .. W .. I .. P .. F .. A ..
D = начальная глубина резания
K = высота резьбы
X * = абсолютное конечное местоположение оси X
Z * = абсолютное конечное местоположение оси Z.Определяет длину резьбы.
U * = Инкрементальное расстояние по оси X до конца. Может использоваться вместо X.
W * = Инкрементальное расстояние по оси Z до конца. Может использоваться вместо Z.
I * = величина конусности резьбы (мера радиуса).
P * = метод последующего прохода (1-4)
F * = подача
A * = угол наклона вершины инструмента (0 -120 градусов. 0 предполагается, если не указано)
LinuxCNC / PathPilot G76 Цикл потоков
G76 P., Z .. I .. J .. R .. K .. Q .. H .. E .. L ..
P = шаг резьбы на расстоянии за оборот
Z = конечное положение резьбы
I = смещение пика резьбы , Отрицательный для внешнего, положительный для внутреннего.
J = начальная глубина резания
K = полная глубина резьбы
R = глубина выемки (опция). R = 1 - постоянная глубина, R = 2 - постоянная площадь.
Q = составной угол скольжения (опция)
H = пружинные проходы (опция)
E = расстояние по линии привода для конуса
L = какой конец резьбы сужается.L0 = нет конусности. L1 = входной конус. L2 = выходной конус. L3 = вход и выход конусности.
Mach 3 G76 Цикл заправки
,G76 X .. Z .. Q .. P .. H .. I .. R .. K .. L .. C .. B .. T .. J ..
X = X конец
Z = Конец Z
Q = пружинные проходы (опция)
P = шаг
H = глубина первого прохода
I = угол подачи
R = X старт (опция)
K = Z запуск (опция)
L = фаска (опция)
C = X Зазор
B = Глубина последнего прохода (опция)
T = Конус (опция)
J = Минимальная глубина за проход (опция)





