





Обработка деталей на станках с чпу
В очередном выпуске публикаций материалов из книги Ловыгина А.А., Васильева А.В. и Кривцова С.Ю. освещаем основы программирования обработки деталей на станках с ЧПУ.
Методы программирования
Существует три метода программирования обработки для станков с ЧПУ:
• ручное программирование
• программирование на пульте УЧПУ
• программирование при помощи CAD/CAM системы.
Прочитав предыдущие главы, вы, наверное, заметили, что ручное программирование является довольно утомительным занятием. Однако все технологи-программисты должны иметь хорошее представление о технике ручного программирования независимо от того, как на самом деле они работают. Это как начальные классы в школе, обучение в которых дает нам базу для последующего образования. В нашей стране существует еще немало предприятий. на которых используется метод ручного программирования. Действительно. если завод имеет несколько станков с ЧПУ, а изготавливаемые детали просты, то грамотный программист способен довольно успешно работать и без средств автоматизации собственного труда.
Метод программирования на пульте УЧПУ приобрел особую популярность лишь в последние годы. Это связано с техническим развитием систем ЧПУ, улучшением их интерфейса и возможностей. В этом случае, программы создаются и вводятся прямо на стойке ЧПУ, используя клавиатуру и дисплей. Современные системы ЧПУ действительно позволяют работать очень эффективно. Например, оператор станка может произвести верификацию УП или выбрать требуемый постоянный цикл при помощи специальных пиктограмм и вставить его в код УП. Некоторые системы ЧПУ предлагают диалоговый язык программирования, который значительно упрощает процесс создания УП, делает “общение” с ЧПУ удобным для оператора
Третий метод - программирование при помощи CAD/CAM системы позволяет “поднять” процесс написания программ обработки на более высокий уровень. Работая с CAD/CAM системой, технолог-программист избавляет себя от трудоемких математических расчетов и получает инструменты, значительно повышающие скорость написания УП.
Несмотря на то, что сегодня существует не один десяток САМ систем, и все они отличаются интерфейсом и возможностями, порядок работы с ними примерно одинаков.
Выбор геометрии
Самым первым действием технолога-программиста является выбор геометрических элементов, подлежащих обработке. Такие геометрические элементы называются рабочими или обрабатываемыми. Это могут быть линии, поверхности, грани и ребра 3D моделей и т.д.
Современные САМ системы позволяют контролировать перемещение инструмента не только относительно рабочих элементов, но и относительно других геометрических элементов. Можно выбрать контролируемые элементы, которых инструмент не должен касаться ни при каких условиях.
Некоторые САМ системы требуют определения геометрии заготовки уже на начальном этапе проектирования обработки. Это означает, что система “видит” заготовку и рассчитывает траектории исходя из действительного припуска. Заготовка может быть определена несколькими способа¬ми:
• в виде цилиндра
• в виде параллелепипеда
• произвольной формы
Рис. 12.11. Цилиндрическая заготовка.
Рис. 12.12. Заготовка в форме параллелепипеда.
Рис. 12.13. Для построения заготовок сложных форм, имитирующих отливки и поковки САМ система может создавать модели заготовок, смещая внешние границы 3D модели детали на указанное расстояние. Большинство современных CAD/CAM систем позволяет импортировать 3D модель заготовки, которая была создана в другой или в этой же системе.
Существуют системы, которые не требуют определения геометрии заготовки на этом этапе. Заготовка назначается и используется только на этапе верификации и не участвует в процессе расчета траекторий. Такое решение является недостаточно эффективным, так как при расчетах система всегда исходит из заготовки правильной формы - параллелепипеда или цилиндра. Если же на самом деле заготовка имеет неправильную форму, то система может сформировать довольно много холостых ходов.
Выбирая геометрические элементы, подлежащие обработке технолог- программист должен учитывать положение детали и заготовки относительно нулевой точки . Здесь есть два пути. Во-первых, можно сместить 3D модель детали относительно нулевой точки, таким образом, чтобы выбранный элемент совпал с ней. Во-вторых, можно смещать нулевую точку относительно модели, “привязывая” ее к определенному геометрическому элементу. Однако это не означает, что первоначальный выбор нулевой точки является окончательным. Система позволяет изменять любые параметры, в том числе и положение нулевой точки детали, в любой момент и на любом этапе проектирования обработки.
Выбор стратегии и инструмента обработки
На втором этапе работы с САМ системой технолог-программист выбирает стратегию и параметры обработки, назначает инструмент и режимы резания. Современная система обычно имеет солидный набор стратегий и позволяет выполнить обработку одной и той же детали разными способами.
Условно все стратегии можно разделить на черновые и чистовые, стратегии плоской и объемной обработки. Рассмотрим стратегии, характерные для большинства современных САМ систем.
Плоская обработка
Стратегии плоской обработки применяются при работе с 2D геометрией. В этом случае не требуется большого разнообразия - вся обработка сводится к фрезерованию контура или плоскости, выборке кармана и обработке отверстий (рис. 12.14-12.17).
Рис. 12.14. Контурная стратегия (Contour). Для чернового фрезерования указывается количество проходов и шаг между ними (перекрытие).
Рис. 12.15. Обработка кармана (Pocket). Эта стратегия предназначена для выборки замкнутых областей. Основными параметрами являются: шаг между проходами фрезы и тип траектории (параллельная, спиральная, зигзаг и др).
Рис. 12.16. Обработка плоскости (Face). Основными параметрами для этой стратегии являются: шаг между проходами фрезы и угол обработки (45 градусов в данном примере).
Рис. 12.17. Обработка отверстий - сверление (Drill), нарезание резьбы (Threading), растачивание (Boring). Основные параметры - тип операции и глубина обработки.
Объемная обработка
Стратегии объемной обработки предназначены для работы с 3D моделями. Эти стратегии отличаются большим разнообразием, однако все они условно могут быть разделены на черновые и чистовые.
Стратегии объемной черновой обработки предназначены для быстрой послойной выборки большого объема материала и подготовки детали к последующей чистовой обработке. Стратегии объемной чистовой обработки используются для окончательного фрезерования поверхностей с требуемым качеством. Зачастую при объемном чистовом фрезеровании управление перемещением режущего инструмента осуществляется одновременно минимум по трем координатам. Как правило, при объемной обработке используют сферические фрезы. В этом случае произвести расчет перемещения инструмента самостоятельно, без использования CAD/CAM системы чрезвычайно трудно.
В качестве примеров, рассмотрим некоторые стратегии объемной об¬работки более подробно.
Обработка кармана - стратегия, предназначенная для эффективного удаления материала из закрытых или открытых карманов. Существует множество схем карманной обработки: зигзаг, в одном направлении, параллельная и круговая спираль. Современная CAD/CAM система выбирает оптимальную схему фрезерования, обеспечивая максимальную производительность и минимальное число холостых ходов. Как правило, эта стратегия заключается в последовательной послойной выборке материала и выполнении заключительного чистового обхода контура на окончательной глубине. При зигзагообразной схеме обработки кармана происходит изменение вида фрезерования - с встречного на попутное или наоборот.
Стратегия радиальной обработки обычно применяется для черновой или чистовой обработки деталей круглой формы. Перемещение инструмента в этой стратегии производится от центра детали к ее внешним границам (или наоборот) с постепенным изменением угла в плоскости обработки.
Рис. 12.18. Послойная обработка кармана.
Рис. 12.19. Черновая радиальная обработка.
С помощью черновой вертикальной выборки можно быстро обработать деталь, используя движения аналогичные сверлению. Производства использующие такую стратегию, приобретают специальные плунжерные фрезы, позволяющие быстро выбрать материал и имеющие подвод охлаждающей жидкости через ось инструмента. Стратегия черновой вертикальной выборки отлично подходит для обработки глубоких впадин и карманов.
Рис. 12.20. Результат применения стратегии черновой вертикальной выборки.
Стратегия фрезерования остатков (дообработка) позволяет автоматически удалить материал, оставшийся от предыдущей операции. Для увеличения производительности обработки принято выбирать материал сначала инструментом большого диаметра, а уже затем производить фрезерование в труднодоступных местах инструментом меньшего диаметра Система, анализируя объем снятого и оставшегося материала, автоматически генерирует траекторию для выборки материала, который не был удален в предыдущей операции обработки.
Стратегия контурной обработки используется для черновой или чистовой контурной обработки деталей произвольной формы. Суть стратегии заключается в удалении припуска за счет проходов фрезы по контурам, созданным путем “смещения ” границ текущего слоя по Z.
Стратегию обработки по потоковым линиям применяют для чистовой обработки любых поверхностей. Система создает траектории с учетом формы и направления поверхностей.
Карандашная стратегия предназначена для окончательной обработки углов и стыков между поверхностями.
Рис. 12.21. Стратегия дообработки меньшим инструментом.
Рис. 12.22. Объемная контурная обработка.
Рис. 12.23. Обработка по потоковым линиям
Рис. 12.24. Карандашная обработка.
Стратегия проекционной обработки позволяет наложить на любой участок обрабатываемой поверхности своеобразный шаблон траектории движения инструмента или спроецировать плоскую траекторию на 3D модель.
Рис. 12.25. Сначала была создана траектория для обработки плоского эскиза “Волк”. А уже затем траектория была спроецирована на сферическую поверхность.
После выбора стратегии и определения основных параметров обработки необходимо назначить режущий инструмент, либо выбрать его из библиотеки инструментов. На этом же этапе определяются режимы резания: скорость рабочей подачи, обороты шпинделя и программируется включение или выключение СОЖ. Результатом второго этапа является сформированная траектория. В дереве операций САМ системы должна появиться новая техно¬логическая операция.
Языки для программирования обработки на ЧПУ
С момента появления первых станков с ЧПУ до внедрения новейших обрабатывающих центров появились различные языки для программирования обработки. Сегодня программирование в G и М кодах является наиболее популярным. Язык G и М кодов основывается на положениях Международной организации по стандартизации (ISO) и Ассоциации электронной промышленности (EIA). Официально этот язык считается стандартом для американских и европейских производителей оборудования с ЧПУ, и иногда его называют “ИСО 7 бит”. Однако производители систем ЧПУ хоть и придерживаются этих стандартов для описания основных функций, но допускают вольности и отступления от правил, когда речь заходит о каких-либо специальных возможностях своих систем.
Системы ЧПУ Fanuc (Япония) были одними из первых, адаптированных под работу с G и М кодами ISO и использующими этот стандарт наиболее полно. В настоящее время стойки Fanuc являются очень популярными и наиболее распространенными как за рубежом, так и в России. Поэтому в этой книге основой для описания программирования в G и М кодах будет именно стиль СЧПУ Fanuc.
Стойки ЧПУ других известных производителей, например Heidenhain и Sinumerik (Siemens), также имеют возможности по работе с G и М кодами, однако некоторые коды все же могут отличаться. Но не стоит этого пугаться. Нет никакой необходимости знать все коды всех систем ЧПУ. Достаточно знать набор основных G и М кодов, а о возникшей разнице в программировании специфических функций можно узнать из документации к конкретной системе. Освоив стиль программирования Fanuc, скорее всего, вы сможете работать на любом другом оборудовании с ЧПУ.
Некоторые производители систем ЧПУ предлагают диалоговый язык программирования Этот язык упрощает общение с системой, особенно для новых операторов, так как основой для него служат англоязычные предложения, сокращения, вопросы и графические элементы, которые вводятся опера¬тором станка в интерактивном режиме.
Что такое ЧПУ и станки с ЧПУ? [2020 Easy Guide]
Краткая история ЧПУ
Первые коммерческие станки с ЧПУ были построены в 1950-х годах и работали на перфоленте. Хотя концепция сразу доказала, что она может сэкономить затраты, она была настолько отличной, что очень медленно завоевывала популярность у производителей.
Чтобы способствовать более быстрому внедрению, армия США купила 120 станков с ЧПУ и одолжила их различным производителям, чтобы они могли лучше познакомиться с идеей числового управления.К концу 50-х годов NC начал завоевывать популярность, хотя ряд проблем все еще оставался.
Например, g-код, почти универсальный язык ЧПУ, который мы имеем сегодня, не существует. Каждый производитель выдвигал свой собственный язык для определения числового управления или программ обработки деталей (программ, которые станки будут выполнять для создания детали).
1959 Станок с ЧПУ: Милуоки-Матик-II был первым станком с устройством смены инструмента…
В течение 1960-х годов ряд ключевых разработок быстро развился с помощью ЧПУ:
- Стандартный язык G-кода для программ обработки деталей. Происхождение g-кода восходит к MIT, примерно в 1958 году, когда он использовался в Лаборатории сервомеханизмов MIT.Альянс электронной промышленности стандартизировал g-код в начале 1960-х годов.
- САПР стал самостоятельным и начал быстро заменять бумажные чертежи и чертежников в 60-х годах. К 1970 году САПР стала достаточно крупной отраслью, в которой были такие игроки, как Intergraph и Computervision, с которыми я консультировался еще в студенческие годы.
- Мини-компьютеры, такие как DEC PDP-8 и Data General Nova, стали доступны в 60-х годах и сделали станки с ЧПУ более дешевыми и мощными.
К 1970 году экономика большинства западных стран замедлилась, а расходы на занятость росли.С 60-х годов, предоставив прочную технологическую базу, которая была необходима, ЧПУ взлетел и начал неуклонно вытеснять старые технологии, такие как гидравлические трассеры и ручная обработка.
американских компаний в основном начали революцию с ЧПУ, но они были чрезмерно сосредоточены на высоком уровне. Немцы первыми увидели возможность снизить цены на ЧПУ, и к 1979 году немцы продавали больше ЧПУ, чем американские компании. Японцы повторили ту же формулу в еще более успешной степени и отняли лидерство у немцев всего год спустя, к 1980 году.В 1971 году все 10 крупнейших компаний с ЧПУ были американскими, но к 1987 году остался только Цинциннати Милакрон, и они заняли 8 место.
В последнее время микропроцессорная технология сделала управление ЧПУ еще дешевле, что привело к появлению ЧПУ для хобби и персонального рынка ЧПУ.
Доступное оборудование с ЧПУ также проложило путь к использованию ЧПУ в прототипировании наряду с 3D-печатью. Ранее использование ЧПУ ограничивалось прежде всего производственными цехами.
Проект Enhanced Machine Controller, или EMC2, был проектом по внедрению контроллера ЧПУ с открытым исходным кодом, который был запущен NIST, Национальным институтом стандартов и технологий в качестве демонстрации.Некоторое время в 2000 году проект был передан в общественное достояние и Open Source, а EMC2 появился немного позже, в 2003 году.
Mach4 был разработан основателем Artsoft Арт Фенерти как ответвление ранних версий EMC для работы на Windows вместо Linux, что делает его еще более доступным для персонального рынка ЧПУ. ArtSoft, компания ArtSoft, была основана в 2001 году. Появление Mach4 впервые сделало ЧПУ доступным вне промышленных цехов.
Как программы EMC2 (теперь называемые LinuxCNC), так и программы Mach4 CNC сегодня живы и процветают, как и многие другие технологии ЧПУ.
Мы прошли долгий путь со времен старых числовых контрольных дней!
ОСОБЕННОСТИ ОБРАБОТКИ ДЕТАЛЕЙ НА ЧПУ-ОБОРУДОВАНИИ
Принцип работы станков с ЧПУ
В предыдущих главах рассматривались технологические процессы изготовления деталей с позиции использования для этого конкретного физического механизма действия (пластическая деформация, механическая обработка, электрофизические методы и т. Д.); очерчивает работу технологического оборудования; описание используемого инструмента и т. д.Оборудование, оснащенное системами с числовым программным управлением (ЧПУ), было приведено выше в ряде примеров. Однако в этих главах не было задачи охарактеризовать оборудование с ЧПУ, указать на его отличительные особенности или сравнить его с обычным оборудованием с ручным управлением.
В этой главе акцент делается на определении характеристик как станков с ЧПУ, так и оборудования, а также методов обработки деталей на них.
Появление в 50-х годах.XX век. Станки с ЧПУ были обусловлены необходимостью повышения производительности труда (при обеспечении стабильного качества) при крупномасштабном и крупномасштабном производстве, так как продолжающееся использование человека в качестве основного элемента системы управления станком стало сдерживать рост оборудования производительность. После более чем полувекового опыта использования станков с ЧПУ (и в более широкой области оборудования) ЧПУ не только подтвердил правильность первоначальных целей, но также значительно дополнил и продолжает дополнять их многочисленные преимущества по сравнению с станками с ручным управлением или механическими полуавтоматы.Современное машиностроительное производство в экономически развитых странах немыслимо без максимального использования станков и оборудования, а также обрабатывающих центров с ЧПУ.
Широкое использование оборудования с ЧПУ стало возможным благодаря тому, что в последние годы граница между требованиями к технологическому оборудованию для массового, серийного и единичного производства была значительно стерта. Это связано со многими причинами. Во-первых, востребован рынок, что требует частого оборота производственных мощностей.Во-вторых, разработка методологии проектирования сложных технических объектов, появление новых материалов и технологий. В-третьих, революционная разработка средств управления технологическим оборудованием на основе использования микроэлектроники и информационных технологий и методов бесконтактного контроля различных параметров заготовок и инструментов.
Основная особенность оборудования ЧПУ заключается в том, что информация о заданном законе движения его управляемых (исполнительных) элементов представлена в виде управляющей программы. Управляющая программа - это набор команд на языке программирования, который соответствует заданному алгоритму работы станка при обработке конкретной детали. Набор команд представляет собой определенную последовательность цифр, цифр, букв и других знаков, которые закодированы на любом программном носителе. В качестве программного носителя на моделях машин первого поколения использовались перфоленты, перфокарты, на моделях второго поколения - магнитные ленты. Для современных моделей 4-5-го поколения информация записывается на жесткие диски промышленных компьютеров, встроенных в оборудование, диски CD-R, флэш-карты и другие носители данных.Программа управления физически не связана с размерами и точностью изготавливаемой детали, как в случае использования шаблонов, кулачков или других носителей аналоговой информации в традиционных механических станках. Программа, введенная в станок с ЧПУ или уже сохраненная в его памяти, устанавливает закон движения как для приводов подачи, так и для приводов основного привода и вспомогательных устройств, обеспечивающих производство указанной детали.
Во многих случаях готовые решения для типовых деталей из традиционных материалов и конструкций содержатся в программах и базах данных для материалов, инструментов, режимов обработки, сохраняемых в памяти компьютера производителем станка или компанией-разработчиком программного обеспечения, специализирующейся на разработке программного обеспечения.Оператору нужно только ввести на клавиатуре панели управления (рис. 21.1) конкретные исходные данные о геометрии, требуемой точности обработки, используемом материале и т. Д., А сама система управления рассчитает и оптимизирует режимы обработки, траектории движения, выбора необходимых инструментов и т. д.
Рис. 21.1. Современные версии панели управления ЧПУ
Современный интерфейс панели управления (см. Рисунок 21.1) удобен и прост в использовании. В тех же случаях, когда необходимо изготовить деталь из редко используемого материала, например, из молибденового сплава ММП-1, или деталь должна быть сложной пространственной формы с низкой жесткостью, программа управления должна быть создана с использованием разработаны математические методы программирования на персональных компьютерах технологического бюро и дополнительная информация, выявленная из других источников. В этом случае реконфигурация оборудования с ЧПУ будет происходить быстрее и дешевле, чем при изготовлении новых шаблонов и кулачков.Кроме того, преимущество компьютерного управления над механическими (аналоговыми) автоматами заключается в значительном повышении точности обработки, поскольку влияют факторы точности при изготовлении шаблонов, кулачков, их последующий износ, а также последствия деформации кинематических цепей исключены.
ЧПУ используется на станках всех групп и является универсальным инструментом для автоматизации управления технологическим оборудованием. На рис. 21.2 приведено несколько примеров использования машин для различных технологических процессов.
Шлифовальная машина Helitronic Power Diamond, показанная на рис. 21.2, а, , обеспечивает высокое качество шлифования (R а = 0,2 мкм) и стабильность, автоматическая система для измерения и позиционирования инструментов. Новое поколение системы управления станком NMS 600 и удобное программное обеспечение WWM в режиме Walter Window Mode с простыми текстовыми и графическими сообщениями создают отличную среду для оператора.
Электроэрозионный отрезной станок Agiecut Vertex, показанный на рис. 21.2, B, обеспечивает высочайшее качество поверхности, имеет автоматическое заполнение проволочных инструментов, имеет систему управления для диалога между человеком и машиной. Диаметр начального отверстия в заготовке определяется диаметром проволоки плюс 50 мкм.
Рис. 21.2. Общий вид оборудования различного назначения с ЧПУ:
, и - шлифовальный станок Helitronic Power Diamond; b - электроэрозионный станок Agiecut V
.Метод 2: Используйте 3D Taster
Еще один очень распространенный, но более современный и более приятный метод, чем два вышеуказанных краевых инструмента, заключается в использовании «3D Taster». 3D-дегустаторы (часто называемые сейчас «3D-сенсорами», но оригинальный перевод с немецкого гораздо более увлекательный!) Были впервые сделаны в Германии компанией под названием Haimer, хотя теперь вы можете покупать их более дешевые клоны. Попробовав клон, рекомендую придерживаться оригинала. Это больше денег, но гораздо точнее и крепче.

Haimer 3D Taster - 395 долларов на Amazon…
Я заплатил больше, когда купил свой, фактически намного больше, так как сначала я купил дешевый китайский клон, пожалел об этом, а затем купил реальную вещь, которая продавалась больше, чем за 395 долларов, которые они перечисляют на Amazon. Что вы можете сделать с одним? Что ты не можешь сделать? Они в основном причудливые, но чрезвычайно точные и простые в использовании искатели краев. Вы втыкаете один в шпиндель и используете его, чтобы найти ноль детали, ребра, углы, тиски тисков и все другие распространенные задачи настройки.Причина, по которой они нужны, в том, что они быстрее и проще, чем другие методы.
Эти немецкие прецизионные измерительные инструменты настолько удобны для многих задач по настройке, что я постоянно держу один в держателе инструмента и видел, как многие другие ЧПУ делают то же самое.
Для нахождения Part Zero используйте 3D Taster так же, как искатели края. Вот видео Tormach для демонстрации:
Метод 3: Выберите фиксированное местоположение на вашем тиске или приспособлении
Это мой любимый метод, потому что он требует наименьшего времени и усилий для каждой настройки, хотя для этого нужно выполнить предварительную настройку один раз.
Используя два других метода, вы должны находить нулевой номер детали каждый раз, когда вы устанавливаете новую деталь на станок. С помощью этого метода вы найдете его один раз, потому что он относится к рабочему месту. Позвольте мне привести пример. Предположим, вы используете угол фиксированной челюсти вашего тиска:
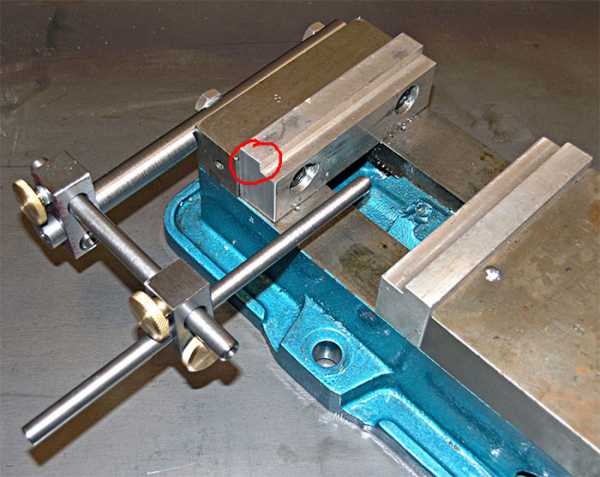
Используйте угол неподвижной челюсти вашего фрезерного тиска (обведено красным) в качестве нулевой части ...
Кстати, если вы используете крепежную пластину, тривиально бросать свои тиски на пластину в одно и то же место каждый раз.Установите эту фиксированную часть нуля челюсти в качестве рабочего смещения, и вы сможете вернуть ее в любое время очень быстро. На этой фотографии показано, как расположить тиски на пластине приспособления с помощью всего 3 штифтов каждый раз:

Найдите свой тиски и каждый раз устанавливайте супер-нулевую деталь с помощью фиксатора…
Это прекрасная экономия времени, потому что тиски большую часть времени сидят на вашем мельничном столе. Пока вы проектируете свои детали, полагая, что угол челюсти тисков представляет собой ноль детали, вы можете вставить деталь в челюсти и начать обработку, не измеряя ноль детали, по крайней мере, не измеряя X и Y.Вам нужно только измерить и обнулить, если тиски перемещаются или вы меняете исходную позицию. Возможно, вам придется провести повторные измерения, если на ваших машинах также нет повторяющихся домашних выключателей. Но как бы вы ни смотрели на это, вы будете устанавливать нулевую частоту гораздо реже, и это сэкономит ваше время.
Метод 4: Используйте какой-нибудь Стоп
На рисунке выше показана остановка тисков, которую я сделал давным-давно. Вы можете установить остановку для повторной ориентации детали на некоторый ноль детали, на который Вы измеряете.
Можно использовать элементы упора на пластине крепления в качестве другой альтернативы, используя упоры.Наконец, вы можете даже получить стопы, которые подходят к Т-слотам от Tormach:

Метод 5: Используйте камеру или прицел
Центрирующие прицелы существуют уже давно, и при достаточном внимании и увеличении они могут быть достаточно точными:

Центрирующая область позволяет оптически позиционировать деталь ноль ...
Я предупрежу вас, что эти центрирующие прицелы трудно увидеть. Иногда оптика не очень горячая, и изображение может быть довольно тусклым.Помогает достаточное освещение, возможно, от дополнительной лампы. Но более современный подход заключается в использовании цифровой камеры с увеличением. Вот снимок центрирующего прицела на фрезерном станке Beatty Robotics:

Beatty Robotics Центрирующий прицел…
А вот вид изображения, полученного с помощью центрирующего прицела:
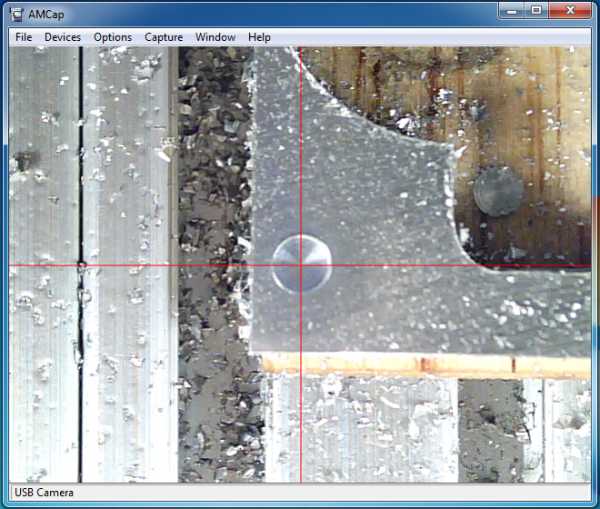
Использование цифровой камеры для центрирования на углублении точечной дрели…
Обратите внимание, что камера смещена относительно осевой линии шпинделя.Это смещение является фиксированным и может учитываться при обнулении. Есть также камеры, которые идут прямо в держатель инструмента и будут смотреть прямо вниз по оси шпинделя.
Кстати, если вы никогда не посещали Beatty Robotics, проверьте это. Это семейное предприятие, где отец Битти вместе со своими дочерьми делает разные замечательные проекты с ЧПУ. Действительно классные вещи, и они даже используют G-Wizard.
Метод 6: Обнуление элемента детали
Это не полностью независимый метод, потому что вам нужно использовать один из других методов, чтобы правильно найти элемент детали.Но это чрезвычайно полезно для второстепенных операций и случаев, когда вам нужно положить на машину что-то кроме грубого куска материала, возможно, для ремонта или переделки. Идея в том, чтобы обнулить какую-то особенность детали Например, мы использовали точечный сверло с цифровой камерой выше. На самом деле, определение местоположения на отверстиях может быть выполнено очень точно, так что это довольно распространенный тип функций. Конечно, функция не обязательно должна быть на нуле. Он просто должен быть расположен с известным смещением, чтобы после того, как вы нашли объект, вы можете применить смещение, чтобы получить нулевую часть.
Метод 7: Бумага, податчик или калибровочный блок Endmill Plus
Поиск нулевой детали с помощью концевой фрезы - еще один очень распространенный подход. Идея состоит в том, чтобы подойти к детали с помощью концевой фрезы и использовать какую-либо прокладку, чтобы концевая фреза фактически не касалась детали. Обычные прокладки включают лист бумаги, толщиномер или калибровочный блок. За исключением случая с бумагой, вы хотите, чтобы шпиндель был неподвижен для этого метода.
Я провел несколько экспериментов, чтобы попытаться определить, насколько точен этот метод.Вот что я нашел по нескольким методам в Z:
Прикосновение на ощупь : Для моего 1-го метода, при остановленном шпинделе, прижмите нож к верхней части заготовки. Обнулите УЦИ и идите оттуда. Это дало результат с ошибкой 0,012 ″. Не очень хорошо! Ошибка была относительно повторяемой, поэтому можно добавить фактор выдумки. В конце дня сокращение было на 0,012 дюйма глубже, чем хотелось бы. Это также не особенно хорошо для ножа или подшипников шпинделя, если вы не будете осторожны.
Прикосновение звуком : Для второй попытки я осторожно опустил шпиндель под напряжением и прислушивался, когда резак начал резать. Этот метод оказался немного более точным и привел к слишком глубокому разрезу 0,0085 дюйма. Все еще не очень хорошо.
Осторожно с бумагой : Традиционный метод старой школы включает в себя удержание кусочка сигаретной бумаги (по слухам, толщиной точно 0,001 дюйма) на заготовке и постепенное опускание резака, пока он не начнет захватывать бумагу.Добавьте еще 0,001 ″ и вы на нуле! Не имея сигаретной бумаги, я использовал стандартную бумагу для лазерных принтеров. Я обрезал полосу шириной 1/2 дюйма, чтобы я мог держаться за один конец с безопасного расстояния, и подождал, пока резак схватится. В моем случае я получил 0,010 ″, а не 0,001 ″, но, по крайней мере, это было хорошее круглое число и довольно повторяемое.
Устройство настройки по оси Z : Последним в тестах был дешевый модуль настройки по оси Z, который я купил на eBay. Они выглядят так:

Устройство предварительной настройки оси Z от продавца eBay 800 Вт…
Как это работает? Просто.Внизу слева видна небольшая накатная ручка. Имеет позицию «тест» и «использование». Установите его на «тест», и внутренний стандарт встанет на место так, что если вы нажмете на наковальню пальцем сверху, пока не нажмете стоп, у вас будет ровно 2 дюйма от верха наковальни до низа гаджета. В этом положении вы поворачиваете диск до нуля. Теперь верните ручку в положение «использовать», поместите ее на заготовку, опустите резак, пока игла не зафиксируется, обнулите иглу, обнулите ваше УЦИ, и вы должны быть точно на 2 дюйма выше того, на чем сидит устройство предварительной настройки.
Итак, не ожидая многого, я опустил присоску на свой алюминиевый куб в тисках Курта на мельнице, провернул головку, пока нож почти не коснулся. Заблокировал головку и проворачивал перо с точной регулировкой, пока игла не обнулилась, обнулил мое УЦИ, удалил устройство предварительной настройки, провернул еще 2 дюйма с точной регулировкой, снова обнулел УЦИ, добавил 0,010 ″ для скромного сокращения, запустил куб под силовой подачей, и подтащил блок к поверхностной плите, чтобы посмотреть, что я сделал.
Желаемый результат был 2.396 ". Я опустил измеритель высоты, чтобы взять показание, которое, барабанная дробь, пожалуйста, 2.396 ″! Святой дар, Бэтмен! Смазливая предварительная установка на самом деле работала, и она работала хорошо, и хотя перо шло 2 дюйма, и я ожидал худшего, все получилось правильно.
Они делают гораздо более приятные и точные устройства, чем эти, поэтому я не вижу ценности в других методах, которые я пробовал. Я скажу, блок датчика может быть чрезвычайно точным. Просто убедитесь, что вы используете его, скользя между инструментом и заготовкой, вытягивая его, бегая трусцой и проверяя, пока он не подойдет.Не бегайте с установленным блоком, так как это плохо для блока и резца.
Метод 8: Лазерный прицел
Этот метод очень нагляден, но не очень точен. Вы можете установить дешевый лазер в держателе инструмента, который будет проецировать хорошее красное лазерное пятно на вашу работу, которая находится на оси шпинделя. Вот тот, который предлагает Tormach:

Лазерный «яблочко» от Tormach…
До тех пор, пока вы не рассчитываете, что он будет сверхточным, он может стать идеальным инструментом для настройки нуля детали для вас.Возьмем, к примеру, случай, когда вы спроектировали свою деталь так, что Part Zero является углом алмазного сырья и находится «в космосе», а не на самой детали. Вы собираетесь обработать избыток и позволить себе 0,150 ″ сырья. Пока вы найдете преимущество в пределах, скажем, половины этого (с точностью до 0,075 ″), все в порядке. Эти маленькие лазеры, безусловно, способны на это. Или, возможно, вы просто выполняете работу на маршрутизаторе с ЧПУ, который не требует жестких допусков.Опять же, вы можете найти это лазерное пятно достаточно хорошо для многих подобных вещей.
На всякий случай, наверное, стоит вставить один в ваш инструментарий. Некоторые люди клянутся ими.
Метод 9: Зонд с ЧПУ
Я сохранил лучшее для последнего - высококачественный зонд с ЧПУ более автоматизирован и может быть более точным, чем любой другой метод. Зонды входят в шпиндель и используют наконечник стилуса, чтобы исследовать деталь:

3D сенсорные датчики могут быть очень точными ...
Датчикиможно контролировать с помощью g-кода и использовать для различных задач.Они могут найти края, центры отверстий или боссов, и всякие другие вещи. Используя правильный g-код, вы можете полностью автоматизировать процесс поиска нуля детали. Просто поместите код в начало вашей программы обработки детали, и оператор может бросить деталь в тиски, нажать зеленую кнопку и дать машине разобраться с остальными. Удивительно, на что способны эти вещи. Основными недостатками, которые у них есть, является то, что они будут самым дорогим методом, а сами зонды могут быть повреждены в результате аварии, что делает вещи еще дороже.
Метод 10: Достаточно близко к «глазному яблоку»
С помощью этого метода вы написали свою программу обработки детали, предполагая, что деталь залегает на некотором расстоянии внутри заготовки. Это расстояние определяет, насколько точно вы должны найти нулевую часть.
Если программа обработки детали написана так, чтобы предполагать, что деталь находится внутри заготовки на 0,25 дюйма, нам нужно только убедиться, что заготовка достаточно большая, чтобы содержать столько отходов вокруг готовой детали, и чтобы нулевая часть детали находилась в пределах 0.25 ″ фактической части ноль. Это настолько большая погрешность для ошибки, которую вы можете легко увидеть с нуля.
Бонус: Метод 11: Используйте свой компьютер для установки остановки
Вот метод, предложенный нашими читателями в комментариях ниже - спасибо, ребята!
Вставьте штифт в держатель инструмента, поместите его в программу обработки детали и позвольте булавке остановиться, когда вы положите деталь в тиски. Вам нужно будет компенсировать диаметр штифта в вашей программе.
Это позволяет легко делать детали, которые намного короче или намного длиннее, чем ваши челюсти тисков.Я делаю что-то подобное на своем токарном станке с ЧПУ все время, когда я позиционирую инструмент, чтобы я мог подтянуть прутковую заготовку и использовать инструмент в качестве упора, чтобы начать новую деталь.
Заключение
Теперь у вас есть 8 способов управлять нулем детали для ваших проектов ЧПУ. У каждого свои сильные и слабые стороны. Есть много других методов там. Поиск нуля детали для некоторых видов 5-осевой работы или деталей со сложной формой может быть очень сложным. Я не затрагивал методы, включающие DTI, стулья Toolmaker, держатели нулевого набора и тому подобное.Я оставлю это как упражнение для вас, нежный читатель, для обсуждения и комментариев.
Расскажите нам, какие ваши любимые методы мы упустили в комментариях - поделитесь богатством с вашими собственными специальными методами.
,




