





Принцип работы круглошлифовального станка
Круглошлифовальные станки: назначение и виды. Основные рабочие узлы и варианты компоновки. Методы обработки металла: продольная, глубинная, врезная, уступами. Основные параметры круглошлифовальных станков. Критерии выбора и возможность модификации.
Круглошлифовальный станок – оборудование для проведения обдирочной и чистовой обработки наружной поверхности деталей. Особенности конструкции позволяют работать с заготовками различных форм: цилиндрической, конической, прямой. В качестве рабочего инструмента используют алмазные и шлифовальные круги.
Назначение круглошлифовальных станков
Низкая зернистость обрабатывающего инструмента обеспечивает легкую шероховатость контактной зоны и высокую точность работ. При использовании станков в промышленных целях заготовки проходят первичную температурную и механическую обработку, поэтому величина припуска минимальна.
Возможности станков ограничены рабочими характеристиками. На стандартном оборудовании невозможно работать с деталями, конусность которых превышает 6º. Конструкция современных аппаратов позволяет обрабатывать внешнюю поверхность любых заготовок за счет устройства передней и шлифовальной бабок, способных вращаться вокруг своей оси.
Как правило, круглошлифовальные станки используют на финишном этапе обработки.
Виды круглошлифовального оборудования
В процессе развития технологии металлообработки был налажен выпуск следующих видов круглошлифовальных станков:
- Классический тип подразумевает установку обрабатываемой заготовки в центрах. Роль фиксаторов выполняют передняя и задняя бабки. С началом работ деталь начинает вращаться благодаря приводу аппарата. Снятие металла происходит при контакте абразивного диска с поверхностью. Способ удаления металлической стружки зависит от модели аппарата.
Подобные модели пользуются популярностью у различных ремонтных мастерских. Например, на данном оборудовании выполняют шлифовку коленчатых валов двигателей внутреннего сгорания.

- Бесцентровая конструкция считается универсальной, поскольку обрабатываемое изделие устанавливают на специальный лафет. С одной стороны ее фиксируют во избежание смещения детали в процессе обработки. В качестве крепежа используют вспомогательный круг. Шлифовку выполняют с обратной стороны детали. Это позволяет работать с полыми изделиями конусной формы.
Круглошлифовальные станки с ЧПУ заслуживают отдельного описания. Автоматизация процесса увеличивает производительность работ за счет снижения роли оператора оборудования. Кроме того, существенно вырастает качество обработки, поскольку автоматическая подача увеличивает точность работ – показатель допустимой погрешности не превышает сотых долей миллиметров. Программное управление снижает вероятность появления брака.
Устройство и конструктивные особенности
Устройство круглошлифовальных станков зависит от рабочих материалов и качественных требований к готовым изделиям. Выделяют следующие классы точности аппаратов:
- повышенной точности;
- высокой точности;
- особо высокой точности.
Станки применяют для обработки различных материалов: от чугуна, стали и сплавов на их основе до материалов высокой прочности – поликристаллических алмазов и кубических нитридов.
Рассмотрим особенности конструкции различных аппаратов и наиболее распространенные варианты компоновки.
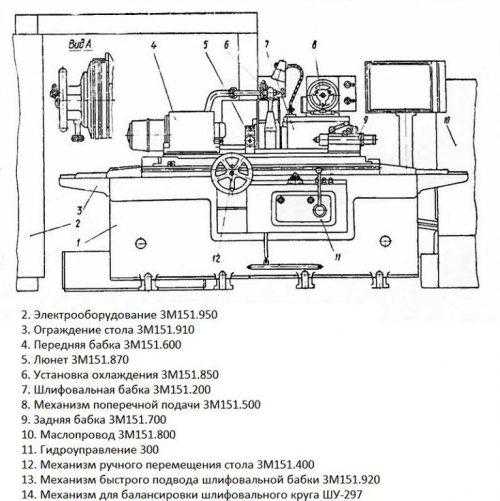
Рабочие узлы
Независимо от типа исполнения основными элементами круглошлифовальных станков являются:
- станина;
- рабочий стол;
- шлифовальная и передняя бабки;
- механизмы управления.
В передней бабке монтируется привод к шпинделю, в шлифовальной – к кругу.
Главным элементом механизма управления является кнопочная станция. За ручное перемещение рабочего стола и шпиндельной бабки отвечают маховики, управление которыми осуществляется с помощью следующих рукояток и упоров:
- быстрая подача передней бабки;
- перемещения пиноли;
- регулировка скорости рабочего стола;
- отключение автоматического хода и реверса стола.
Помимо вышеперечисленных узлов и деталей, важную роль играют следующие элементы:
- Шлифовальная бабка. Отличается жесткостью конструкции. В зависимости от компоновки станка может представлять собой неподвижный или перемещаемый элемент. В нем расположен шпиндель, устанавливаемый на гидродинамические или другие опоры.
- Балансировочный механизм. Снижает колебательные процессы во время рабочего цикла. Существуют модели как с ручной, так и с автоматической балансировкой станка.
Автоматическая балансировка выполняется с помощью переключаемой жесткости шпинделя или дополнительных уравновешивающих грузов.
- Механизм правки рабочего инструмента. Регулирует форму контактного инструмента и поддерживает его функциональные возможности.
- Узел подачи. Отвечает за перемещение шлифовального круга.
- Задняя бабка. Является одним из элементов конструкции станков, для которых рабочим расположением заготовки является установка в центрах.
- Люнеты. Специальные опоры для работы с деталями большой длины.
Возможные варианты компоновки
Наиболее распространенными способами компоновки круглошлифовальных станков являются:
- патронная;
- центровая;
- бесцентровая.
Важный фактор – наличие второго стола. В бесцентровых моделях башмак является неподвижным элементом.
В некоторых аппаратах опорный нож устанавливают на салазки ведущей бабки. В этом случае он перемещается одновременно со шлифовальным инструментом относительно его оси.
Модели с неподвижным ножом нашли свое применение на автоматических сборочных линиях. Их ценят за высокие качественные характеристики, ведь такая компоновка обеспечивает стабильность расположения оси заготовки независимо от состояния шлифовального инструмента станка. Конструкция такого оборудования отличается высокой технологической сложностью за счет подвижной бабки и механизма для ее перемещения.
Принцип работы
Известно несколько способов наружной обработки, которые зависят от технических параметров металлообрабатывающего оборудования.
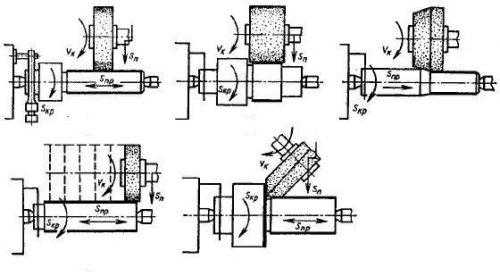
В ремонтных мастерских чаще всего применяют метод продольного шлифования. В этом случае обрабатываемую заготовку необходимо закрепить в центрах станка. Электрический двигатель приводит во вращение переднюю бабку вместе с зафиксированным объектом. Продольное перемещение выполняет механизм подачи, изменяя положение заготовки относительно шлифовального круга.
Помимо продольного шлифования, на современных аппаратах можно выполнять следующие способы обработки:
- Глубинная. Величина припуска за один проход может достигать 0,4 мм металла. Воздействие на поверхность осуществляется конической частью инструмента.
- Врезная. Данная технология подразумевает использование широких шлифовальных кругов для выполнения обдирочных или чистовых работ. В процессе обработки положение заготовки относительно круга не меняется.
- Уступами. Метод объединяет глубинное и врезное шлифование. Это позволяет обрабатывать изделия сложной формы.
Важные параметры оборудования и технические характеристики
Основные параметры указываются в паспорте завода-изготовителя. К ним относятся:
- Мощность электрического привода. От величины этого параметра зависит производительность аппарата. Единица измерения – кВт.
- Напряжение. Определяет сферу использования. Компактные модели для бытовых работ функционируют от домашней сети с напряжением 220 В. Станки промышленного назначения работают от напряжения 380 В.
- Размеры рабочего стола. Ограничивают габариты обрабатываемых заготовок.
- Максимальный диаметр шлифовального круга. Его размеры определяет межгосударственный стандарт.
- Номинальное число оборотов. От данного показателя зависит скорость вращения инструмента.
- Наличие ЧПУ и точность обработки. Числовое программное управление позволяет увеличить точность выполняемых работ, однако стоимость таких аппаратов достаточно высока.
На что обратить внимание при выборе круглошлифовального станка
На стадии подбора оборудования необходимо обратить внимание на стандартную комплектацию и возможности его модификации.
В качестве примера рассмотрим круглошлифовальный станок с ЧПУ R-grind 1660 CNC. В стандартную комплектацию входят:
- линейные шкалы оси Х;
- шлифовальный круг с фланцем;
- алмазный карандаш для правки круга;
- набор вспомогательных инструментов;
- твердосплавный центр;
- гидростатические подшипники на шпинделе;
- система подачи СОЖ;
- система охлаждения гидравлического масла;
- освещение рабочей зоны.
В качестве дополнительного оборудования станка поставщик предлагает следующие элементы:
- приспособление для внутришлифовальных работ;
- комплект поводковых оправок;
- люнеты;
- самоцентрирующийся патрон;
- стенд для балансировки шлифовального круга;
- устройство для автоматической балансировки круга;
- контрольный измерительный датчик;
- систему фильтрации для СОЖ.
Модификация круглошлифовального станка может увеличить итоговую стоимость на 20–30%.
Станки для шлифования наружной поверхности – востребованный товар на рынке металлообработки. Наличие ЧПУ позволяет повысить точность и производительность работ, однако увеличивает себестоимость производства. Как вы считаете, есть смысл приобретать аппарат с ЧПУ для небольшой мастерской или такая покупка будет нецелесообразной? Напишите ваше мнение в комментариях.
Синхронные машины - Конструкция - Принцип работы
Синхронная машина является наиболее важным типом электрической машины. Генерирующие машины, найденные на всех генерирующих станциях, являются синхронными машинами и обычно известны как синхронные генераторы или генераторы переменного тока. Синхронные двигатели хорошо известны своей работой на постоянной скорости и широко используются в промышленности.
Конструкция
Электромеханическое преобразование энергии происходит всякий раз, когда изменение потока связано с механическим движением.В синхронных машинах обмотка возбуждения является основным источником магнитного потока. Обмотка возбуждения и обмотка якоря размещены на общей магнитной цепи, состоящей из двух частей - статора и ротора
Статор
Статор является стационарным элементом. Это кольцевое зелье цилиндра, внутри которого вращается ротор. Между статором и ротором предусмотрен достаточный воздушный зазор. Обмотки якоря размещены в прорезях статора
Ротор
В синхронных двигателях используются роторные конструкции двух типов.Они представляют собой ротор цилиндрического типа и выступающий полюс или выступающий тип полюса. Цилиндрический полюсный ротор имеет встроенную обмотку постоянного тока. Цилиндрический ротор обеспечивает большую механическую прочность и обеспечивает более точную динамическую балансировку. Это особенно используется в высокоскоростных турбогенераторах.
Второй тип синхронного двигателя, то есть выступающие полюсные роторы имеют выступающие полюса. Эти выступающие опоры уменьшают его механическую прочность. Этот тип конструкции ротора используется для низкоскоростных применений, таких как гидроэлектрические генераторы.Большое количество полюсов в роторе делает ротор больше по диаметру и меньше по длине.
Ось ротора опирается на два подшипника, которые размещены на двух торцевых крышках, прикрепленных болтами с двух сторон ротора. Статор и ротор изготовлены из силиконовой стали, магнитного материала с высокой проницаемостью. Обмотка возбуждения снабжается отдельным источником постоянного тока от возбудителя через пару угольных щеток. Возбудитель может быть внешним источником постоянного тока или генератором постоянного тока, соединенным с валом синхронной машины.
Принцип действия
Когда возбуждение постоянного тока, подаваемое на ротор, создает в нем фиксированный Северный полюс и Южный полюс. Ротор создает постоянный поток в воздушном зазоре, который связан с обмоткой статора.
Синхронные генераторы
Генератор- это устройство, которое преобразует механическую энергию в электрическую. Когда ротор вращается с помощью первичного двигателя, он создает синусоидальное распределение потока в воздушном зазоре, которое связывает обмотки якоря и индуцирует синусоидальную переменную эдс в нем.Частота наведенной эдс может быть рассчитана по следующей формуле.
Где
P = количество полюсов статора.
N с = скорость вращения ротора в об / мин.
Синхронный двигатель
Мотор - это устройство, которое преобразует электрическую энергию. Пусть 3-х фазная обмотка статора В подключена к 3-х фазному источнику постоянного напряжения и частоты. В результате трехфазные токи, протекающие через обмотку статора, создают синхронно вращающееся магнитное поле с синхронной скоростью N с .
Учтите, что ротор вращается вспомогательным средством на скорости, близкой к синхронной скорости в направлении вращения поля статора. Теперь ротор вращается вместе с синхронно вращающимся полем статора и работает точно с синхронной скоростью. Электромеханический момент развивается на роторе в направлении вращения ротора и уравновешивает момент нагрузки. Можно отметить, что ротор возвращается к углу δ для данного момента нагрузки T L . Этот угол называется углом крутящего момента или углом мощности.
Крутящий момент, развиваемый синхронным двигателем, определяется следующим выражением.
Охота в синхронных машинах
Когда синхронная машина эксплуатируется при постоянной нагрузке, на электрических и механических частях машины должны возникать определенные помехи с ограниченной амплитудой. Этими помехами являются внезапное изменение нагрузки, внезапное изменение тока поля, наличие гармонических колебаний нагрузки, а также крутящего момента первичного двигателя. Это нарушение вызывает колебания в машинах.Это колебательное поведение известно как охота. Охотой можно управлять, обеспечив дополнительную обмотку демпфера в роторе.
,
Каков принцип работы ЧПУ и типы контроллеров ЧПУ?
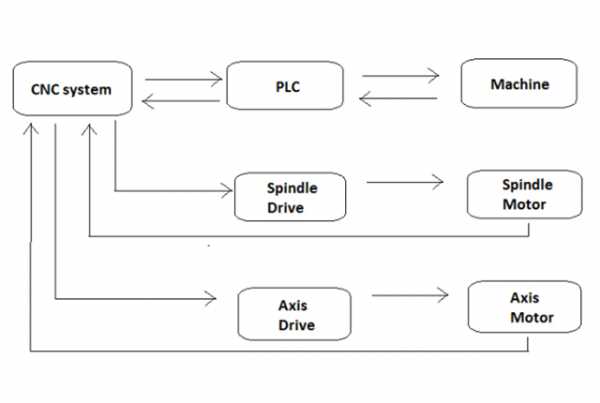
Как работают станки с ЧПУ?
В системе ЧПУ выделенный компьютер используется для выполнения всех основных функций согласно исполнительной программе, хранящейся в памяти компьютера. Система направляет команды на сервоприводы для управления серводвигателем и другими выходными устройствами, такими как реле, соленоиды и т. Д., Для запуска таких операций, как запуск и останов двигателя, включение и выключение охлаждающей жидкости, смена инструмента, смена поддонов и т. Д.и другие разные функции.
Как только система отдает, становится необходимым убедиться, что конкретная функция была выполнена. Это делается «Устройствами обратной связи». В качестве обратной связи по положению двигателя используются устройства непрерывной обратной связи, такие как линейная шкала, энкодер, резольвер и т. Д. Некоторые датчики, такие как бесконтактный выключатель, концевой выключатель, реле давления, реле потока, поплавковый выключатель и т. Д., Используются в качестве устройств обратной связи для мониторинга различных операций. Таким образом, все операции станка с ЧПУ постоянно контролируются соответствующими устройствами обратной связи.Так что система ЧПУ называется системой с замкнутым контуром. В случае сбоя в любой обратной связи, система генерирует «Сообщение об ошибке».
Принципы работы ЧПУ.
- Движение осей X, Y, Z управляется двигателем, который подает переменный ток или постоянный ток.
- Движение машины осуществляется путем подачи команд.
- Все операции выполняются с помощью таких кодов, как скорость, подача, глубина резания и т. Д.
- Для каждой операции доступен отдельный код.
- Система предупреждения доступна для защиты от различных операций и компонентов.
Типы контроллеров ЧПУ.
Основным определяющим фактором станков с ЧПУ является точность программирования. Программирование должно выполняться системой. В обрабатывающей промышленности наиболее часто используемые системы для станков с ЧПУ: система ЧПУ Японии FANUC, система ЧПУ Германии Siemens, система ЧПУ Японии Mitsubishi, система ЧПУ Германии HEIDENHAIN и так далее.
Пожалуйста, оставьте ценный комментарий, если вы считаете эту тему полезной.
Пост навигация
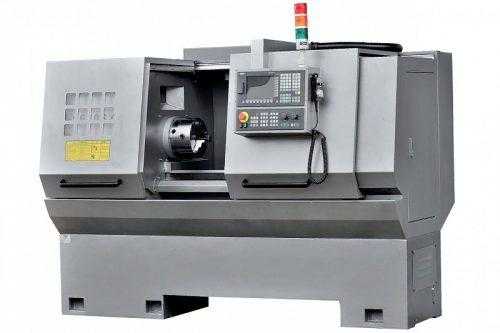
.Обзор станка
MW1332B × 2000мм - это круглошлифовальный станок с ручным управлением с электрическим, гидравлическим управлением. Этот станок используется для шлифования наружных круговых поверхностей цилиндрических или конусных вращающихся деталей. Эта машина используется для мини-серийного производства.
Технические параметры
| Высота центра | 180 мм |
| Макс.длина шлифовальной детали | 2000 мм |
| Расстояние от вершины | 2100 мм |
| Диапазон диаметров шлифования | Φ25 мм ~ Φ320 мм |
| Макс. длина шлифования | 1750 мм |
| (с отделкой задней бабки) | |
| Макс. масса заготовки | 150 кг |
| Диапазон вращения верхнего рабочего стола | + 2 °, -5 ° |
| Гидравлическая скорость перемещения рабочего стола | 0.1 ~ 4 м / мин |
| скорость вращения шпинделя бабки | 25,50,75,110,150,22 об / мин |
| Коническая вершина бабки | Mohs № 5 |
| Коническая вершина задней бабки | Mohs № 5 |
| Размер шлифовального круга (длина х ширина х высота) | 600 × 75 × 305 мм |
| Макс. количество движения вершины задней бабки | 30 мм |
| Скорость линии шлифовального круга | 35 м / с |
| Расход охлаждающего насоса | 50 л / мин |
| Мощность двигателя шлифовального круга | 11 кВт |
| Мощность мотора бабки | 0.75 / 1,5 кВт |
Основная конструкция и свойства
Эта машина представляет собой круглошлифовальный станок, управляемый электрическими и гидравлическими системами привода. Рабочий стол может перемещаться вертикально с помощью гидравлической бесступенчатой трансмиссии, а также с ручным приводом. Заготовка, бабка, гидравлический насос и охлаждающий насос приводятся в движение отдельными двигателями.
1) Корпус машины
Thebed имеет литую конструкцию с превосходной жесткостью и ударопрочностью после разрушающей обработки.Эта машина обладает стабильной точностью, долговечностью, и ее очень удобно разбирать, поднимать и перевозить. Эта машина имеет более высокую твердость и геометрическую точность благодаря плоской скользящей направляющей V-V для обеспечения хорошей абразивной стойкости и точности удержания направляющей.
2) Рабочий стол
Вертикальное движение рабочего стола можно контролировать с помощью гидравлической ступенчатой передачи или ручного привода. Рабочий стол выполнен с плоской V-образной направляющей с хорошей ударопрочностью и гибкостью при движении.Рабочий стол разделен на двухуровневые полы, чтобы можно было регулировать конусность заготовки путем регулировки относительного угла между верхним рабочим столом и нижним.
3) Передняя бабка
Заготовка приводится в движение двухскоростным приводом переменного тока, наконечники бабки - наконечники с твердосплавными наконечниками по Моосу # 5.
4) Задняя бабка
Задняя бабка может быть отрегулирована вручную, ход втулки задней бабки составляет 30 мм, а наконечник задней бабки - наконечники с твердосплавными наконечниками Mohs # 5.
5) Шлифовальная каретка
Обратная подача шлифовальной каретки может быть реализована с помощью гидравлического микромасштабного автоматического кругового перемещения.А грубая и чистовая подача также может быть реализована вручную. Шлифовальный круг приводится в движение от двигателя переменного тока.
6) Центральная рама: открытый устойчивый упор настроен в соответствии с требованиями токарной обработки тонких деталей.
7) Гидравлическая система смазки: установлен гидравлический бак, гидравлическая система может выполнять быстрое и обратное движение колеса, возвратно-поступательное движение смазки стола и рабочего стола и другие функции.
8) Система охлаждения: эта машина оснащена системой охлаждения с большим потоком с фильтрующим устройством на баке охлаждающей жидкости.
,





