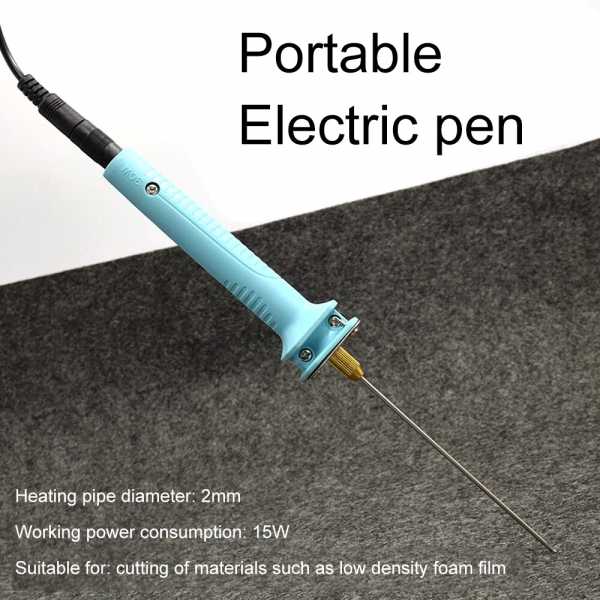
Приспособления для крепления заготовок в станке
виды, оправка для токарного станка
Как оказывается для изготовления различных деталей не достаточного только токарного станка, а необходимы всевозможные приспособы и дополнительное оборудование.
Приспособления для токарных станков предназначены для закрепления инструмента на станке или заготовки.
Разновидности приспособлений для станка
Существуют различные разновидности приспособлений для токарного станка. Приспособления для токарных станков производятся в широком ассортименте. Это даёт возможность подобрать мастеру наиболее лучший вариант в соответствии с поставленной задачей.
Виброопоры
Виброопоры (они же виброизоляторы) предназначены для активной или пассивной виброизоляции разных типов станков: малых, средних или больших. Применение виброопор поможет увеличить качество обработки деталей.
Центры
Токарные центры применяются для того, чтобы зафиксировать заготовку, которая имеет тело вращения на задней бабке токарного станка. Центр позволяет обрабатывать детали с высокой скоростью и при минимальном биении.

Патроны
Это приспособления для точного закрепления заготовки на станке. Благодаря использованию токарных патронов, значительно увеличивается функциональность самого станка, а также появляется возможность обрабатывать сложно профильные детали. В основном используется, чтобы закрепить заготовки для проведения металлорежущих операций.

Кулачки
Токарные кулачки могут быть:
- Прямые — нужны, чтобы зажимать заготовку с внешней стороны для вала.
- Обратные — необходимы для зажима заготовки только изнутри.
- Накладные — необходимы для крепления длинных или коротких заготовок крупных диаметров.
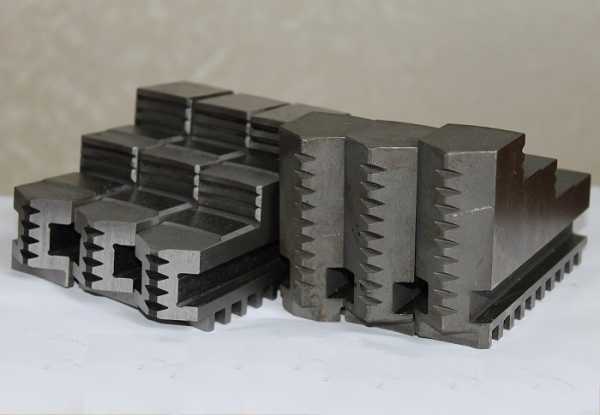
Обычно, токарные кулачки изготавливаются из цветных металлов и стали без термообработки.
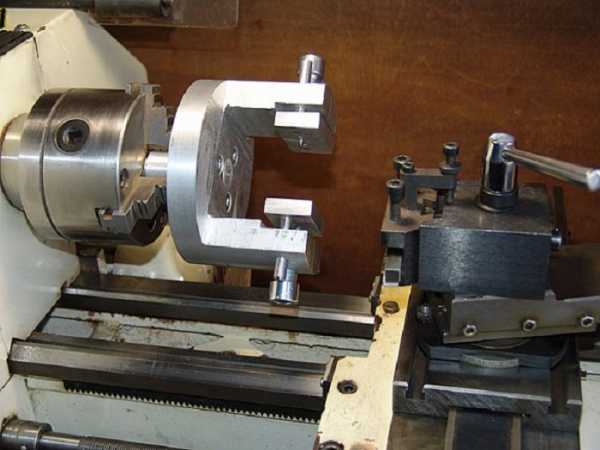
Кулачковые патроны
Специализируются для зажима прямоугольных и цилиндрических заготовок.
- Двухкулачковые — необходимы для закрепления сложных заготовок с фасонной деталью. Двухкулачковые приспособления могут закреплять в сменных губах различные поверхности.
- Трёхкулачковые — одни из самых распространённых патронов. Они устанавливаются практически на любые токарные станки. В свою очередь, делятся на три типа:
- Спиральные.
- Реечные.
- Эксцентриковые.

Трёхкулачковые патроны оснащаются специальным приводом. Особое широкое распространение получили трёхкулачковые патроны с пневматическим приводом. Еще существует и гидропривод, но редко используется.
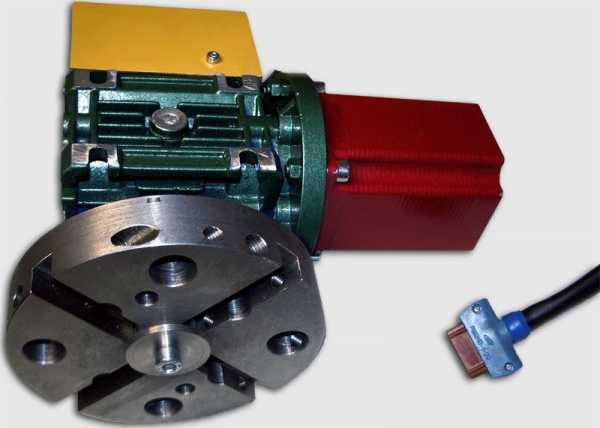
- Четырёхкулачковые — применяются для зажима некруглых и несимметричных заготовок. Кулачки регулируются самостоятельно и их необходимо устанавливать так, чтобы их ось совпадала с осью шпинделя. Эти патроны применяются в основном в ремонтных цехах.
Дополнительные детали
Помимо основных приспособлений для токарного станка, также стоит обратить внимание и на дополнительные детали, которые тоже могут быть необходимы мастеру.
Люнеты
Дополнительное оборудование, которое является главной опорой при обработке на токарном станке. Чаще всего нужны, чтобы не повредить заготовку и инструмент, а также, чтобы не получить травмы, вызванные биением из-за высоких оборотов станка.

Люнеты бывают с опорой качения (роликовые) и скольжения (кулачковые). Башмаки — специальные люнеты для шлифования колец подшипников.
Справка! Часто, при длинных заготовках, без люнета обойтись нельзя.
Резцедержатели
Резцедержатель применяется для закрепления режущего инструмента. Он гораздо упрощает работу и позволяет как можно больше расточить отверстия.
Резцедержатели бывают:
- Горизонтальные (вдоль шпинделя).
- Вертикальные (под прямым углом к шпинделю).
- Механические.
- Электромеханические.
- Гидравлические.
- С сервоприводом.
- Двухпозиционные — позволяют зафиксировать двое резцов.
- Четырёхпозиционные — позволяют зафиксировать сразу четыре резца на станке.
- Посредством клинового блока.
- VDI.
- ВМТ – закрепление в отверстии на удаленном диаметре диска.
- Простые — обладают специальной прокладкой сферической формы, которая позволяет быстро сменить резец на необходимый. Минус — крепление только на один болт. Нужно постоянно проверять степень закрепления болта и при необходимости, закручивать болт до конца.
- Поворотные — позволяют поставить сразу четыре резца. Максимально эффективен при обработке деталей сложных геометрических форм. Также существуют поворотные резцедержатели, которые несут в себе сразу 12 резцов.
- Быстросменные — нужны для минимальных временных потерь при замене резцов.
- Универсальные переходники — позволяют установить большие инструменты.
Револьверная головка
Представляет собой поворотный узел станка, в который вставляются несколько инструментов. Как правило, в револьверной головке есть индексирующий механизм, который осуществляет точную фиксацию каждого установленного инструмента при повороте.
Поворот револьверной головки и её фиксация могут производиться как автоматически, так и вручную. Одновременно с поворотом, меняются скорости главного движения и подачи.
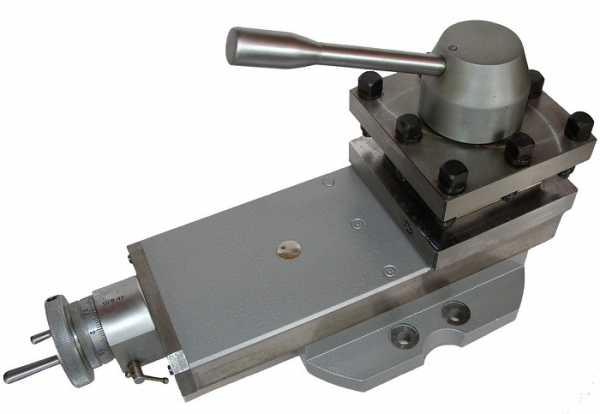
Конусная линейка
Конусная линейка устанавливается на каретке и предназначена для обработки конических поверхностей. На каретке станка установлен специальный кронштейн, который при помощи направляющих в виде ласточкина хвоста соединен с данной линейкой. Линейку можно поворачивать вокруг пальца под необходимым углом к оси обрабатываемой детали. Для закрепления линейки используются два болта.


Как подобрать нужное оборудование?
Сначала необходимо разобраться, для каких целей нужно оборудование. Подбор оборудования должен происходить только после изучения всех плюсов и минусов оборудования.
В паспорте к оборудованию всегда есть указания на характеристики, а также особые требования по эксплуатации. Несоблюдение требований может привести к травмам персонала или порче заготовок.
Совет! Следует обращать внимание на ценовую оценку оборудования и гарантийный срок, который предоставляет производитель.
Правила использования оправок
Существует список правил для использования токарных оправок:
- Точность посадочного отверстия должна быть не ниже седьмого квалитета, а чистота поверхности не хуже Ra 1,0.
- Располагать инструмент необходимо по оси центров станка.
- Поверхность контакта токарной оправки должна быть максимальной.
- Чтобы не было деформаций и отжима инструмента в процессе резания, твёрдость материала цанги держателя не должна быть менее 44 HRС.
- Чем больше вылет оправки, тем надежнее необходимо закреплять. Категорически запрещено крепить длинные оправки с помощью поджатия винтов к цилиндрической или другой поверхности. Для установки длинномерных оправок, необходимо использовать дополнительное оборудование.
Поделиться в социальных сетях
Workholding Solutions
Посмотрев, как мы собираемся позиционировать и прикреплять наши Решения для крепления к рабочему столу на нашем фрезерном станке, давайте углубимся в то, какие типы зажимных приспособлений доступны.
Фрезерные Тиски

Пара фрезерных тисков сидят рядом на столе станка…
Можно сказать, что самое популярное на сегодня решение Workholding - это Milling Vise.В то время как существует множество производителей таких тисков, автором плаката является Курт, который отправил свою первую «Визу Курта» в 1950-х годах.
Что делает хорошие фрезерные тиски?
Хорошие тиски хорошо сделаны, как правило, из чугуна. Он работает плавно, многократно и с клиновым механизмом, который тянет подвижную губку вниз на кровать, чтобы деталь не поднималась из-за прогиба, поскольку губки затянуты. Не экономьте на своих фрезерных тисках, потому что они, скорее всего, являются рабочим решением, к которому вы чаще всего обращаетесь.
Очистите Стол и Трамвай Тиски
Прежде чем ставить какие-либо тиски на стол станка, обязательно очистите стол от сколов. Вы не хотите ловить фишку между тисками или столом. Если у вас есть T-слот, к которому вы устанавливаете тиски, вам, вероятно, захочется и трамвай. Это процедура использования индикатора для поворота челюсти тисков (вам нужна фиксированная челюсть, а не подвижная челюсть), чтобы вы могли регулировать положение тисков, пока развертка не покажет, что челюсть тисков параллельна оси при ее движении.
Обучение трамвайным (или «квадратным») тискам является одним из тех базовых навыков, которые каждый машинист должен освоить на раннем этапе.
Как потянуть тиски на мельнице
2 странных уловки, чтобы быстро трамбовать тиски
Тиски Параллели и ступени челюсти
После правильной установки и перемещения тисков, следующий вопрос - правильное использование. Большую часть времени мы будем хотеть сидеть заготовка довольно высоко в челюсти. Это делается как для обеспечения доступа к заготовке, так и потому, что она обеспечивает большую повторяемость, чем меньше захватывается заготовки, тем меньше места для поездки или других нарушений, которые могут повлиять на происходящее.
Мы устанавливаем заготовку высоко в челюсти, как правило, либо с помощью набора тисков Parallels, либо потому, что в тисках установлены челюсти, ступень которых обработана достаточно высоко на челюсти. Мы можем либо сами обработать шаг (в случае мягких челюстей), либо купить челюсти с уже обработанным шагом.
Зажимы вне челюстей и другие хитрые уловки
Существует много трюков с Vise Jaw, но одним из первых, о котором следует помнить, является то, что вы можете устанавливать челюсти как внутри, так и снаружи обычных мест крепления челюстей.Монтаж снаружи позволяет легко захватывать большие пластины в тиски:

При установке губок во внешнее положение можно разместить довольно большую заготовку…

Увеличение жесткости всегда важно. Для этой операции в качестве удлинителя тисков используются два блока 2-4-6, которые помогают лучше удерживать пластину на конце…
Использование нескольких тисков, челюстей, которые охватывают тиски, и шлифовальных тисков
Существует старая поговорка, что если вы хотите в полной мере использовать свою машину, вы должны использовать каждый квадратный дюйм на столе.Большинство машинных столов могут вместить несколько листов, и очень часто можно установить несколько листов на столе мельницы. На нашей фотографии сверху рядом друг с другом показана одна такая установка. Нередко можно увидеть четыре или даже шесть тиска на более крупном доильном станке. Чем больше, тем лучше, пока путешествия будут вмещаться, потому что чем больше у вас тисков, тем больше деталей вы сможете обработать до того, как обработка прекратится, и оператор сможет загружать новые детали.
Если на машине установлено несколько тисков, удобно, если они совпадают по всем ключевым измерениям с приемлемым допуском.Таким образом, если вы продублируете настройки и получите тиски в другом порядке, все будет хорошо. Большинство производителей тисков подберут для вас тиски, или это довольно простая операция с шлифовальным станком для подбора пары тисков.
Другой трюк, который возможен с двумя тисками, - это использование челюстей, охватывающих оба тиска, для обработки действительно длинных деталей:

Соединение двух тисков с одним набором челюстей…
Я сделал этот набор «Jaws of Doom» для проекта, который требовал обработки тонкой алюминиевой панели для некоторой электроники, и они отлично работали.
Двойной фрезерный визир
Расправив три или четыре тиска по столу фрезерования, вы довольно успешно воспользовались осью X. Но есть возможность лучше использовать ось Y с помощью Double Vises:

Типичные тиски с двумя станциями похожи на 2 тиска в одном…
Типичные тиски с двумя станциями похожи на 2 тиска в одном: вместо одной можно поставить две заготовки. При разумном использовании двойных тисков вы можете действительно увеличить количество деталей, которые могут обрабатываться одновременно на столе вашей мельницы.
Тиски для хранения других решений Workholding
Между использованием нескольких виз, двойными станционными визами, перемещением челюстей вокруг и даже использованием челюстей, которые охватывают несколько виз, достаточно много, используя только визы. На самом деле, вы даже можете использовать тиски для хранения других гаджетов Workholding. Это очень распространенная уловка - бросать синусные тиски в фрезерные, чтобы челюсти работали в другом направлении:
Используйте синусные тиски, чтобы удерживать деталь под углом 90 градусов от места, где проходят челюсти фрезерных тисков…
Кстати, синусоиды также называются тисками изготовителя инструмента или шлифовальными тисками.
Вы также можете создавать небольшие приспособления для тарелок, предназначенные для размещения в тисках, создавая так называемый «поддон для тисков», поскольку отдельные приспособления для тарелок можно заменять из тисков, как поддоны.
- это просто маленькие пластины, предназначенные для удержания в челюстях фрезерных тисков…
В целом, такие решения, как Vise Pallets, созданы для того, чтобы тиски можно было оставлять на машине в цехах, где гибкость и простота удерживания тисков идеально подходят для большинства их работ.
Tormach сделал отличное предложение в своем блоге о том, чтобы использовать тиски Sine (Toolmaker's) в качестве поддона для тисков.
Мягкие челюсти и специальные твердые челюсти увеличивают гибкость рабочего инструмента виза
Мягкие челюсти на фрезерных тисках являются очень популярной формой обработки. Идея состоит в том, чтобы создать алюминиевые губки тисков (поскольку алюминий мягче, чем черные металлы, отсюда и название), которые были бы адаптированы для конкретных задач. Иногда выгоднее использовать более прочный материал, и в этом случае у нас есть твердые челюсти.
Вот несколько примеров:

Используйте мягкие челюсти, чтобы найти и удерживать большую круглую часть. Часто встречается буква «V», но она не поддерживает как часть, так и мягкие челюсти.

Как упоминалось выше, мы не хотим захватывать всю высоту детали в челюстях. Особенно тонкая хватка может быть с челюстями ласточкиного хвоста. Маленький красный кружок указывает на ласточкин хвост, который фиксирует заготовку от скольжения вверх при тяжелой обработке. Это быстросменные челюсти Carvesmart.

Вот общая настройка. Деталь изготавливается из блока слева (это те же челюсти Carvesmart ласточкиного хвоста). Затем деталь переворачивается в набор пользовательских мягких челюстей справа, которые являются зеркальным отражением детали. Затем фрезерная фреза снимает немного плоского материала, оставшегося от исходного материала (это уже произошло на этой фотографии).

Lang Innovations делает эти аккуратные челюсти, которые позволяют при необходимости точно устанавливать заготовку в тисках под точным углом.Штифты могут быть вставлены по отдельности, чтобы создать углы и другие схемы крепления…
Это всего лишь несколько примеров. При использовании пользовательских челюстей ваше воображение является единственным ограничением. Ну, почти, размер таблицы будет играть роль, равно как и количество и тип доступных вам тисков.
Быстросменные челюсти
Я надеюсь, что вы поняли, что Milling Vises с Custom Jaws может стать мощным решением для удержания рабочего места. На самом деле настолько мощный, что большая часть работы выполняется исключительно с этим стилем Workholding.Магазины тратят много времени на создание пользовательских челюстей и часто упаковывают их в хранилище, чтобы использовать для других работ или в случае, если клиент меняет заказ. Несмотря на то, что тиски проводят большую часть своего времени на столе, у нас все еще есть узкое место на время установки, необходимое для смены челюстей тисков. Может быть, вы видели, что это происходит, но также доступны различные челюсти Quick Change Vise Jaws. Челюсти Carvesmart, которые мы изобразили, - это одна разновидность, но их гораздо больше. Разумное использование винтов с храповым механизмом и головкой с головкой под торцевой ключ также может ускорить смену челюстей.
Пластины, приспособления для пластин и зажимы
Как бы ни были полезны тиски, у них есть приятное место для размера детали. Они испытывают трудности с действительно большой работой с пластинами, хотя, как уже упоминалось, вы можете переместить челюсти к внешним позициям для пластин среднего размера. И они также могут быть менее чем оптимальными для очень мелких деталей. Конечно, вы можете разместить несколько деталей в наборе мягких челюстей, но пространство между смежными витками и пространство, необходимое для механизма тисков, затрудняет полное заполнение таблицы таким количеством мелких деталей, какое вы могли бы иметь в противном случае.

Трудно добиться такой плотной упаковки мелких деталей с помощью тисков, но крепление на пластине облегчает эту задачу. Этот использует зажимы Mitee Bite Pit Bull. Эффект мало чем отличается от крошечных фрезерных тисков, предназначенных для правильного размещения каждой детали.
Когда приходит время обрабатывать большие пластины или большое количество мелких деталей, обычно пора снимать тиски со стола и использовать решение для крепления на основе зажимов.
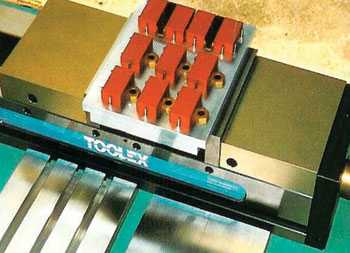
Ступенчатые зажимы
Самым распространенным типом зажимов называют ступенчатые зажимы, потому что на них обработаны маленькие ступеньки.Они обычно используются с Т-образными пазами, хотя вы также можете использовать их на болтах. Вот некоторые типичные ступенчатые зажимы:
Ступенчатый зажим, удерживающий пластину, опорный блок, поддерживающий конец зажима, и болт проходит через гайку Т-образного паза…

Типичный комплект шаговых зажимов…
Изображен типичный комплект зажимов Step. Может быть удобно запастись дополнительным комплектом, чтобы у вас было больше зажимных деталей для работы. Укладывая ступенчатые блоки и используя более длинные болты, вы можете зажимать довольно высокие заготовки.При использовании ступенчатых зажимов держите болт ближе к заготовке, а не к ступенчатому блоку. Кроме того, может быть полезно наклонить зажим вниз на детали, подняв его на один или два шага от уровня. Возможно, вы также захотите положить прокладку из мягкого материала между зажимом и заготовкой, если вы хотите избежать повреждения детали. Сода может сделать большую прокладку для этой цели, если вы отрежете полоски с вашими ножницами.
Зажимы для пальцев
Ступенчатые зажимы захватывают верхнюю часть заготовки, что иногда неудобно, поскольку вам может потребоваться обработать область захвата.Зажимы на палец захватывают сторону заготовки, чтобы обеспечить вам полный доступ к верхней части заготовки. Существует большое разнообразие доступных стилей:

Этот зажим для пальца перемещает зажим вниз по аппарели, когда он затянут, чтобы прижать к заготовке…
Эти зажимные кромки Mitee Bite имеют эксцентричную головку болта, которая прижимает шестигранник к заготовке при ее затягивании…
Поддержка вкладок: обработка с помощью программного обеспечения CAM
Что, если ваше программное обеспечение CAM могло бы решить для вас некоторые серьезные проблемы с рабочим пространством, разве это не было бы замечательно?
Оказывается, какое-то программное обеспечение CAM может значительно помочь в работе с инструментами, автоматически создавая вкладки.Вот видео, на котором MeshCAM создает опоры для вкладок, чтобы помочь обработать деталь, которую нужно обрабатывать с двух сторон и неудобно удерживать в противном случае:
Использование MeshCAM для добавления вкладок, чтобы вы могли обрабатывать детали с двух сторон…
Мы предлагаем MeshCAM на CNCCookbook, потому что это один из самых простых в использовании пакетов CAM.
Двухсторонняя лента, клей, воск и сплавы с низкой температурой плавления
Некоторые детали могут быть очень трудно удерживать, потому что они слишком тонкие или потому что их форма такова, что просто невозможно закрепить их.Некоторые решения для таких ситуаций представлены в виде двухсторонней ленты, клея, воска и сплавов с низкой температурой плавления.
Клей должен быть чем-то, что высвобождается при необходимости. Например, Super Glue выпускается при определенной температуре, как и LocTite. Пары от него токсичны, поэтому старайтесь выпускать их при достаточной вентиляции. Двухсторонняя лента может отлично работать, особенно для действительно тонких материалов.
Воск и сплавы с низкой температурой плавления (обычно сплавы висмута) можно использовать для встраивания заготовки и создания захватываемой области.Когда обработка завершена, можно расплавить воск или сплав и сохранить для повторного использования.
Вакуумные светильники
Нужно приложить равномерное давление, чтобы удержать деталь? Может быть, вакуумный прибор является ответом. Давление воздуха на уровне моря составляет 14,7 фунтов на квадратный дюйм. Вакуумный прибор подает вакуум под деталью, так что воздух давит на каждый квадратный дюйм верхней части с давлением 14,7 фунта. Это может создать значительную удерживающую силу, если имеется достаточная площадь поверхности независимо от формы верхней части или того, насколько тонким может быть материал.У нас есть хорошая статья о том, как создавать свои собственные вакуумные приборы, которая очень популярна. Для получения более подробной информации о вакуумном держателе посетите нашу страницу вакуумных столов и нашу страницу вакуумных столов DIY.
Возможно, самым большим недостатком вакуумных светильников является то, что их прижимная сила ограничена площадью поверхности, что означает, что мелкие детали могут сравнительно легко отскочить. Когда силы резания превышают усилие прижима, которое может вытянуть вакуумный стол, деталь отрывается и, как правило, разрушается. Это общая проблема для пользователей вакуумных столов, особенно для небольших деталей, которые не имеют большой площади поверхности.До сих пор исправление проблемы было неудачным, но наше программное обеспечение G-Wizard Calculator теперь имеет возможность ограничивать силы резания до того, что может выдержать ваш вакуумный стол. Для получения дополнительной информации, ознакомьтесь с нашей статьей об этой специальной функции.
Патроны и цанги: для круглых деталей
Несмотря на то, что мы обычно думаем о обработке круглых деталей на токарных станках, во многих случаях вам также может понадобиться их фрезеровать. Если у вас есть фрезерный станок, возможно, нет необходимости устанавливать его на мельнице, но если у вас его нет, или если вам просто нужно поработать над некоторыми круглыми деталями фрезерного станка, вы можете использовать тот же Решения для крепления на станках.Просто прикрутите их к столу мельницы. Например, используйте патрон с 3 челюстями или набор цанговых патронов.
Токарные патроны особенно распространены на 4-х осях, потому что мы часто начинаем с круглого запаса.
Время от времени мы помещаем круглые детали на мельницу, потому что она просто быстрее. Рассмотрим эту настройку для обработки круглых деталей:

Я бы никогда не догадался, но Geof на CNCZone говорит, что следующая 4-осевая фрезерная установка смогла обработать эти алюминиевые прутки по длине, убедиться, что грани были квадратными, и сверлить и пробивать отверстие быстрее, чем он мог сделать это в токарный станокВы можете вообразить, что каждая из этих круглых частей представляет собой цангу 5C, и внезапно вы подгоняете еще несколько деталей к своей 4-й оси. Вероятно, есть место для их выполнения на всех 4 точках компаса на подобной установке.
Расширяющие оправки, беседки и шпильки
Зажимы на палец- это одно из решений, позволяющих удерживать заготовку подальше от фрезерования, но мы можем добиться еще лучших результатов, используя расширяющиеся оправки, оправки или шпильки. Идея состоит в том, чтобы поместить расширяющийся цилиндр в отверстие на нижней стороне заготовки и расширить его, чтобы зафиксировать заготовку на месте.Как только это будет сделано, вы сможете получить доступ к заготовке со всех сторон, кроме дна, не сталкиваясь с держателем (хотя помните, где находятся оправки, чтобы у вас не было одной в середине кармана, ожидающей удара!).
Вот крепеж с использованием расширяющихся шпилек:

Поверните болт, чтобы открыть расширительную шпильку, чтобы она могла зажать деталь…
Существует широкий спектр этих видов штуковин, доступных для ваших нужд. Они особенно распространены для токарных станков, но, как мы уже упоминали, вы можете использовать токарный инструмент в течение всего дня, если найдете способ его крепления к столу.
5-осевой держатель
5-осевая рабочая поверхность, как и большинство 5-осевых, - это целый другой мир. Я не буду здесь вдаваться в подробности, кроме как скажу, что вам нужны разные виды обработки, когда вы можете получить доступ к детали практически из любого направления. В этом виде обработки становится все труднее, чтобы рабочий не мешал фрезеровать деталь.
,Вакуумные патроны, приспособления и зажимыПримечание: Если вам нужна информация о вакуумных таблицах с ЧПУ, у нас есть страница для этого.
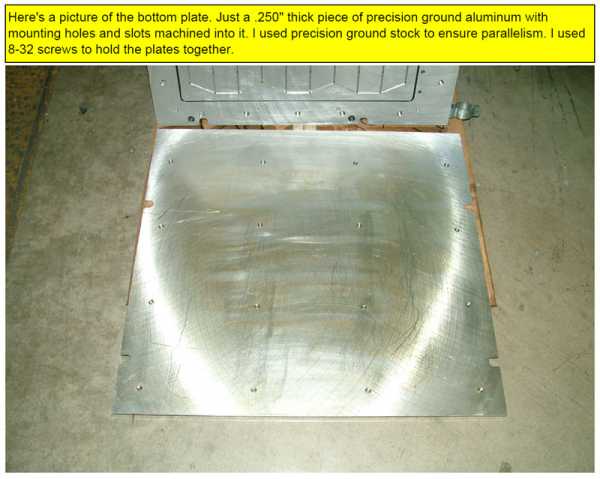
Пример изготовленного в магазине вакуумного патрона для крепления на вертикальном фрезерном станке
Я довольно давно интересовался вакуумными патронами и креплениями. Моим первым знакомством была отличная статья, показывающая, как создать вакуумный стол на веб-сайте MicroSystemsGeorgia, и это послужило толчком для нескольких часов, потраченных на исследование этого метода крепления.
Давайте рассмотрим эту работу подробно, потому что она дает отличный обзор того, как работают вакуумные патроны и крепления.Вот дизайн виртуального стола Криса Кокурека, который меня вдохновил:
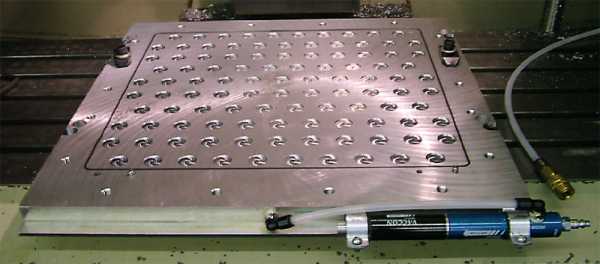
Вакуумный стол монтируется на столе VMC с обычным оборудованием T-Slot. Эта внешняя канавка была сделана с шариковой трубкой 1/8 ″ и используется для удержания резинового шнура, который герметизирует край. Круглые вакуумные отверстия фрезерованы глубиной 1/16 ″, и у каждого есть отверстие в центре, ведущее к проходам позади…

Любой вакуумной системе нужен вакуумный насос, а в этой используется вакуумный насос Вентури.Он берет сжатый воздух (20 кубических футов в минуту) и использует трубку Вентури для создания вакуума. Кроме того, он пытается немного заглушить шум. Не дешево, но некоторые из них доступны на eBay.
Вот воздушные каналы на задней стороне вакуумного стола…
Воздушные каналы закрыты простой пластиной…
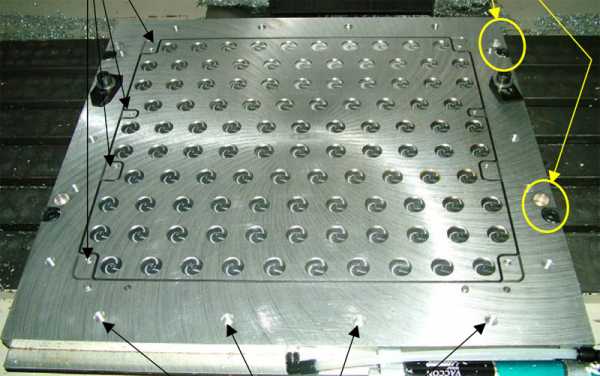
Это изменения, которые Крис сделал, чтобы получить свой вакуумный стол 2-го поколения:
Меньше отверстий.Первоначально вокруг каждого края были отверстия для использования дополнительных зажимов. Зажимы необходимы для предотвращения скольжения работы в сторону от фрезерных усилий. Но он обнаружил, что двух зажимов, показанных на столе, было достаточно, чтобы предотвратить скольжение. Заполнение отверстий означает, что для сбора и выплескивания жидкого хладагента остается меньше места, если вы используете воздушный шланг для очистки стружки.
Он перенаправил паз для наружной прокладки, чтобы не было открытых отверстий под болты, поэтому он вставлен вокруг отверстий.Если вы этого не сделаете, вам придется заклеить отверстия на заготовке, или у вас утечка вакуума.

Крис предоставил несколько дюбелей для повторного размещения заготовки на вакуумном столе. Вы могли бы подумать, что это также поможет минимизировать скользящую тенденцию. Или вы можете поставить штифты вдоль двух краев и прижать заготовку к ним, чтобы найти ее.
Хороший вакуумный стол, подобный этому, может сэкономить вам много времени при загрузке и разгрузке вашей работы - идеально, если вы выполняете много работы с большими тарелками!
Build Vs Купите вакуумный патрон или приспособление
Вакуумные патроны и приспособлениядовольно просты в сборке.Вы просто делаете отверстия и вырезываете канавки в плоских пластинах по большей части. Но время - деньги, и, возможно, имеет смысл приобрести готовые вакуумные приборы.
Вакуумные патроны и приспособлениямогут быть в наличии в различных конфигурациях, от пластин до круглых патронов до вакуумных надгробий:
Приспособление для вакуумной пластины, круглый патрон и вакуумная надгробная плита от Nemi…
вакуумных сменщиков поддонов
Еще одно отличное приложение для вакуумной системы - это установка ее в качестве смены поддона.Его функция - быстро и легко менять настройки. Вот типичная система от Pierson Workholding:

Черная табличка является основанием и установлена на вашем столе VMC. Также показаны две обрабатываемые пластины крепления.
В такой системе вакуум удерживает крепежные пластины на основании. Но удалите вакуум, и вы сможете мгновенно разблокировать крепежные пластины и перейти на другое решение для крепления.
Вакуумные патроны для токарной обработки
Точение чаши и шаров по дереву - это еще одно применение, в котором используются вакуумные патроны.Вот типичный вакуумный патрон для токарного станка, проданный Woodcraft:

Важно отметить, что дерево является пористым материалом, и некоторые из них более пористые, чем другие. Если из дерева просачивается слишком много вакуума, деталь не будет надежно удерживаться. Даже с относительно непористой древесиной вакуумный патрон не удерживается так же надежно, как патрон с механическим замком на детали.
DIY Вакуумные патроны и крепления
В этом разделе я собрал советы, методы и ссылки на статьи, полезные для тех, кто хочет сделать вакуумный патрон или приспособление.
- В одном посте предлагается использовать вакуумные насосы Gast с вращающимися лопастями. Это может быть намного тише, чем насос Вентури со сжатым воздухом, и беглый взгляд на эти насосы на eBay показывает, что они больше не стоят. Вы, вероятно, захотите соединить один с танком, так что есть небольшая дополнительная емкость, так что это увеличит стоимость немного. Если вы используете насос на машине с заправочной охлаждающей жидкостью, вам также необходимо найти способ не допускать попадания охлаждающей жидкости в насос.
- В той же теме предлагается All Star Adhesives для прокладки расходных материалов для использования в сочетании с вакуумными приспособлениями.
- из той же нити, вот несколько пикселей вакуумного стола, используемого для гравировки алмазным методом маленьких пластин:

Белый материал представляет собой пенопласт с открытыми порами, используемый для прокладки. Обратите внимание, что он также находится в центре для поддержки заготовки от изгиба. Каждый карман содержит заготовку…
- давний участник Geof преобразовывает компрессор в вакуумный насос для некоторой серьезной производительности. Вот его вакуумный стол с импровизированной ловушкой для охлаждающей жидкости (важно, чтобы насос не испортился!):

Бытовой фильтр для воды служит в качестве ловушки охлаждающей жидкости для вакуумной линии…
Преобразование такого компрессора приводит к намного более эффективному вакуумному насосу, чем системы Вентури, но вы должны быть достаточно серьезны в отношении вакуумного крепления и иметь запасной компрессор где-нибудь рядом! Интересная мысль: чтобы вытянуть вакуум, компрессор должен преодолеть перепад давления 14.7 фунтов на квадратный дюйм. Для сжатия до нормального давления воздуха в цехе требуется 10-кратный перепад давления. Работать в качестве вакуумного насоса намного проще на компрессоре. Джефф предполагает, что 2HP, преобразованный в вакуумный насос, достаточно. У него просто получилось 5HP.
- Vac-Magic - система вакуумных поддонов Mitee Bite:
[youtube] http://www.youtube.com/watch?v=-tNc0zom0xM&feature=player_embedded [/ youtube]
- Советы от TXFred на CNCZone по использованию вакуумных таблиц:
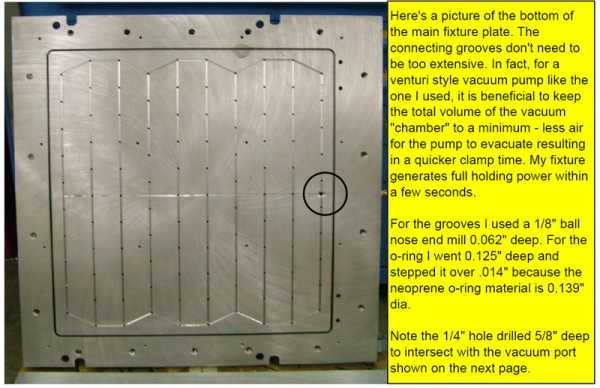
1.Требуется только один вакуумный порт, если вы не планируете устанавливать несколько штук одновременно. Я поместил порт около левого нижнего угла и сделал этот угол источником для всех моих программ. Вы можете видеть, что я вставил много отверстий для портов. Это было ошибкой, потому что мне пришлось отвести прокладку вокруг каждого из этих отверстий.
2. В качестве материала для прокладки я использовал пенопластовую трубку с закрытыми порами 1/8 ″ от MSC.
3. Канавки были фрезерованы концевой фрезой 1/8 ″ Скорость подачи была низкой, чтобы создать максимально гладкую поверхность.
4. Поверните верхнюю поверхность после прорезания канавок. Затем заклейте края канавок, иначе они порвут вашу пломбу. Закруглите углы каждого выпуклого квадрата по той же причине. Как только это будет сделано, переверните его и посмотрите на дно.
5. Канавки должны быть расположены так, чтобы расстояние от внешнего края одного углубления до противоположного края следующего составляло доли дюйма. Ваш запас, скорее всего, будет измеряться в целых дюймах. Вы должны быть уверены, что запас полностью перекрывает печать.Если ваши канавки находятся на 1/4 ″, 1/2 ″ или 1 ″ центрах, этого не произойдет.
6. Канавки должны иметь глубину около 0,08 дюйма или менее. Пена сильно сжимается, и вам нужна хорошая герметизация. Я сделал свои канавки глубиной 0,1 дюйма, и иногда мне было трудно получить хорошее уплотнение. Наденьте вакуумный манометр на насос, чтобы проверить герметичность. Также установите на насос шаровой клапан, чтобы вы могли быстро подать или сбросить вакуум без выключения и включения питания насоса.
7. Вакуумный насос Harbor Freight работает нормально, но оставляет маслянистый дым.Кроме того, он не совместим с охлаждающей жидкостью. Он будет вдыхать любую охлаждающую жидкость, которая протекает через уплотнение, и эта охлаждающая жидкость попадает в картер насоса. [Фред также упоминает, что очень быстро заполняет свою ловушку охлаждающей жидкости за 1 минуту!]
8. При программировании прикоснитесь Z к столу, затем бегайте вверх, чтобы установить ноль. Так как ваш ноль относительно стола, вы можете делать хитрые трюки, например, резать почти весь материал, не нарушая уплотнения и не фрезеруя в стол.И когда вы закончите, вы можете разбить материал на куски по линиям, которые вы размололи.
Страшный вакуумный светильник Mishap
Любое решение для крепления рабочей поверхности имеет серьезные проблемы, когда какая-либо деталь отрывается. Но вакуумные патроны и приспособления могут быть более подвержены этому, если не будут приняты специальные меры предосторожности.
Я подпрыгнул примерно на два фута, когда эта пластина оторвалась от вакуумного приспособления во время обработки карманного пола:
Он на самом деле набрал немного назад, чтобы попытаться осчастливить его, и я бы подумал, что большинство худших сил резания было выполнено, но часть все же вырвалась.К счастью, никто не пострадал, но часть была списана.
Вот неподвижная рамка пластины в воздухе:

Этот резак схватил деталь, поднял ее со стола, и вскоре после этого он быстро начал вращаться. В этом случае деталь была достаточно легкой, а резак достаточно большого диаметра, все это достаточно долго держалось вместе, чтобы поразить E-Stop.
Более тяжелая деталь могла бы сразу сломать резак и уплыть в корпус. Сверхтяжелая часть могла бы сидеть там, не вращаясь вообще, и просто немного сместиться.
Всегда страшно, когда деталь отсоединяется от держателя (особенно большие детали на токарных станках с ЧПУ - ой-вей!). Корпуса и, безусловно, защита глаз важны.
Так в чем же лекарство?
Ваше удерживающее усилие пропорционально количеству вакуума, умноженному на площадь поверхности, на которую оно может воздействовать. Сильный вакуум помогает, но вы можете стать сильным только до определенной степени. Идеальный вакуум дает вам 100% вашего атмосферного давления на каждый квадратный дюйм детали, которая имеет вакуум.Получение более сильного вакуума является функцией наличия достаточно сильного насоса и минимизации утечек.
Идеальной является большая площадь поверхности для вакуума, которая часто увеличивает силу удержания больше, чем увеличение вакуума. Если прокладки сжимаются так, что заготовка сидит непосредственно на вакуумном приспособлении, вакуум не имеет большой площади для работы с вакуумом - только область канавок. В идеале, вы хотите, чтобы вся нижняя часть детали имела вакуум, поэтому вы генерируете гораздо больше удерживающей силы.
Другой ответ - ограничить силы резания, чтобы они не превышали величину прижимной силы, которую может создать вакуумное приспособление. Наше программное обеспечение G-Wizard имеет встроенный мини-калькулятор, который предназначен именно для этого.
Вот как выглядит вакуумный мини-калькулятор:
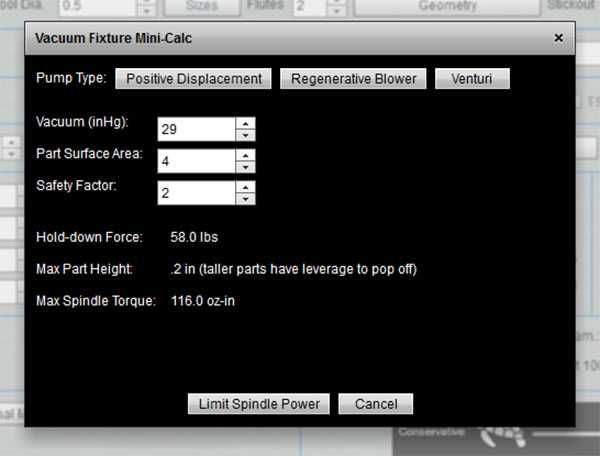
G-Wizard Настольный вакуумный калькулятор силы резания…
Калькулятор довольно прост. Первое, что он хочет знать, это ваш тип насоса:
- Положительное смещение
- Воздуходувка
- Вентури приводится в движение сжатым воздухом
Это распространенные типы вакуумных насосов, каждый из которых создает немного различное количество вакуума.Если у вас есть вакансия, вы можете даже ввести точное количество в поле вакуума.
Далее вы хотите ввести площадь поверхности вашей детали. Легко для квадратных частей. Для нестандартных деталей ваш пакет САПР почти всегда может рассчитать площадь. Обратите внимание, что если ваш вакуумный прибор изготовлен из алюминия или чего-то непроницаемого, вам действительно нужна площадь поверхности вакуумных камер под деталью. Это нормально, чтобы оценить эту информацию, не становясь слишком сумасшедшим, поскольку следующий фактор - это фактор безопасности.По умолчанию мы используем 2x коэффициент безопасности на калькуляторе. Таким образом, чем бы мы ни рассчитывали силу прижима, мы уменьшим ее вдвое (или поделим на любой коэффициент, который вы дадите), просто чтобы получить некоторый запас для ошибок и таких вещей, как утечки вакуума.
Обратите внимание на информацию «Макс. Высота детали». Это ценно, потому что высокие детали с не очень большими основаниями прочны на вакуумных приспособлениях. Когда вы обрабатываете деталь, которая находится высоко, вы получаете рычаг против удержания. Такие детали - не лучшая идея для вакуумного светильника, и если вы превысите высоту, я бы увеличил коэффициент безопасности, чтобы все оставалось на месте.
Последнее, что G-Wizard рассчитывает максимальный крутящий момент шпинделя. Здесь мы снова делаем довольно консервативное предположение в этих расчетах. Мы защищаемся от ВСЕХ этой силы, переводимой в восходящую силу, которая вытаскивает деталь со стола.
Хорошо, теперь вот отличная часть. Нажмите кнопку «Ограничить мощность шпинделя», и вы вернетесь в G-Wizard. Когда вы это сделаете, вы увидите ограничение крутящего момента в 112 унций. Теперь любая подача и скорость, которую вы рассчитываете, будут автоматически скорректированы, чтобы оставаться в пределах этого предела, чтобы деталь не соскочила с вакуумного стола.
Возможность ограничения сил резания с запасом прочности действительно может помочь с вакуумным креплением!
Если вы никогда не пробовали G-Wizard, ознакомьтесь с нашей бесплатной 30-дневной пробной версией - она полна полезных утилит для пользователей ЧПУ. И лучшая часть - , даже если вы не покупаете, вы получаете возможность сохранить многие калькуляторы полностью работоспособными после окончания пробного периода бесплатно.
Наконечники для обработки с вакуумными патронами и приспособлениями
Совет № 1: План, как избежать выпуска вакуума во время черновой обработки
Когда вы режете всю заготовку, разрез может стравить вакуум, что может привести к разрыву детали.
Прокладкичасто используются для «зонирования» области вакуума и ограничения слива. Например, вы можете прокладывать только внутри обработанного края детали и любых сквозных отверстий в детали.
Другой подход называется «луковица». Делайте черновую обработку, которая имеет самые тяжелые силы резания, без резания до конца. Оставьте очень тонкий пол материала, который обрезается за последний проход, используя очень низкое усилие резания.
Даже если вы выполняете резку до конца, вы можете захотеть оставить вкладки, которые ограничивают способность деталей перемещаться и потенциально выскакивают.
Совет № 2: Держите его в чистоте!
Пыль, песок и другие загрязнения затруднят удержание вакуумного уплотнения. Держите все поверхности в чистоте!
Совет № 3: используйте установочные штифты в качестве упоров для повторяемости и остановки скользящего движения
Нужно переворачивать детали на вакуумном столе и держать все в порядке? Вам нужно будет предоставить способ выравнивания деталей. Дюбельные штифты являются распространенным решением. Либо сделайте отверстия в деталях и столе (только для разделительной плиты МДФ!), Которые совпадают с штифтами для выравнивания, либо расположите штифты так, чтобы они работали как ограничители работы по бокам детали.Использование сторон детали работает только в том случае, если деталь симметрична, поэтому ее переворот все равно выровняется относительно тех же упоров. Но если вы можете использовать штифты в отверстиях в детали, вы можете расположить отверстия симметрично, независимо от формы детали.
Совет № 4: рассмотрите материал подложки, который противостоит скольжению и не дает вам врезаться в вакуумный патрон
Существует продукт под названием «VacuCard», который по сути является разделителем бумаги, который проходит между вашей частью и вакуумным столом. Один из моих давних читателей использует картонную коробку из-под хлопьев:
Я работаю на машине 4'x4 ′ CNCRouterParts.Я приобрел базовую модель, и добавил со временем. Я использую фрезерный станок Bosch, а не шпиндель - находясь в гараже в Альберте, мне показалось, что это лучший выбор.
В любом случае, я вырезал шрифт из акрила. Чтобы помочь с удержанием, я сделал вакуумный стол, используя магазинный пылесос в качестве насоса, и он мне хорошо послужил; однако, несмотря на использование циферблатных индикаторов и всплывающих надписей, я до сих пор не достиг точности z до 0,003, которая требуется для использования пластиковой подложки на акриле в качестве вспомогательного средства.Если бит слишком велик, я получаю преимущество вокруг некоторых типов. Если подложка обрезается, вакуум теряется, мелкие детали летают по гаражу, поверхность вакуумного стола испорчена и т. Д.
Недавно я нашел способ облегчить свои проблемы. Я вырезал панели из коробки с хлопьями и с помощью клея-спрея прикрепил их к пластиковой подложке из акрила - по сути, создав картонный картон. Картон достаточно толстый, чтобы я мог нарезать его, не прорезая. Я приклеил пластик к необработанной стороне и использовал покрытую сторону, чтобы помочь в достижении твердого вакуумного удержания.Задача решена.
Картон обладает очень небольшим изгибом, но достаточно того, что скорость погружения, возможно, потребуется отрегулировать, чтобы он не «выталкивал» бит при его проталкивании, что может привести к разрушению разрезаемого материала.
Заключение
Вакуумные патроны и приспособлениямогут сэкономить время. Использование одного включает в себя несколько трюков, которые легко освоить. Почему бы не попробовать один на следующей работе, где это имеет смысл?
Присоединяйтесь к 100 000+ CNC'еров! Получайте наши последние сообщения в блоге прямо на вашу электронную почту один раз в неделю бесплатно.Кроме того, мы предоставим вам доступ к некоторым отличным справочным материалам по ЧПУ, включая:
.Абразивные струи используются для обработки многих материалов и деталей. Заготовки, которые могут быть подвергнуты абразивной струйной обработке, варьируются от художественных изделий из стекла до высокоточных штамповочных штампов. Ни один известный прибор не обслуживает все приложения.
Как и большинство других станков, абразивные струйные станки поставляются только с минимальным количеством крепежного оборудования, необходимого для начала работы. Приспособления, необходимые для большинства применений, легко изготовить с помощью самой абразивно-струйной машины.Здесь представлены некоторые проверенные конструкции для таких светильников, и читателю рекомендуется использовать их в любой комбинации для своей конкретной работы.
 |
| Рисунок 1 Струя вызывает большие помехи, которые могут перемещать легкие незащищенные материалы. |
Важность Fixturing
Приспособления необходимы для определения местоположения заготовки относительно координатных осей станка и удержания его на месте во время обработки.Нежелательное движение заготовки является основным источником ошибок для новых пользователей абразивной струи.
Поскольку усилия инструмента малы - обычно менее нескольких фунтов - операторы могут быть укрыты, используя мало или вообще не зажимая. Но есть и другие факторы, которые следует учитывать. Струя выбрасывает большое количество воздуха в улавливающий бак под работой. Этот воздух поднимается и несет с собой большой объем воды, который легко может поднять заготовку и сдвинуть ее в сторону (см. Рис. 1 ). Этот эффект является неприятным, особенно для листового металла менее 1/4 дюйматолстый.
Маленькие кусочки лома могут наклониться и зацепиться за сопло при его прохождении, что создает значительную боковую силу. Наконец, при подводной резке гранат часто поднимается к вершине пластины, и сопло протягивается через нее, вызывая боковые усилия. Все эти силы могут перемещать плохо зажатую заготовку во время резки.
Общие положения
Большинство абразивных струй используются для изготовления плоских деталей из пластины или листа или для добавления элементов к существующим деталям, которые являются более или менее плоскими.Большие части поддерживаются снизу, и фиксируя предполагает проведение их на поддержку стола параллельно плоскости осей X-Y машины. Мелкие детали легко могут быть потеряны при падении через опорную решетку, и крепление должно компенсировать эту возможность. Для всех плоских деталей необходимо установить три параметра: положение X, положение Y и угол поворота вокруг точки X-Y.
Для резки деталей из недорогого материала пластина обычно фиксируется на месте с низкой точностью, и вся деталь изготавливается сначала путем вырезания внутренних отверстий, а затем вырезания периметра детали, который освобождает ее от пластины.То, находится ли деталь точно на пластине, обычно не имеет большого значения. Расположение в пределах 1/16 дюйма или даже 1/4 дюйма часто достаточно.
Когда элементы добавляются к существующим деталям, фиксация становится более важной, поскольку новые функции должны располагаться точно по отношению к другим элементам детали. Расположение в пределах 0,005 дюйма или реже требуется.
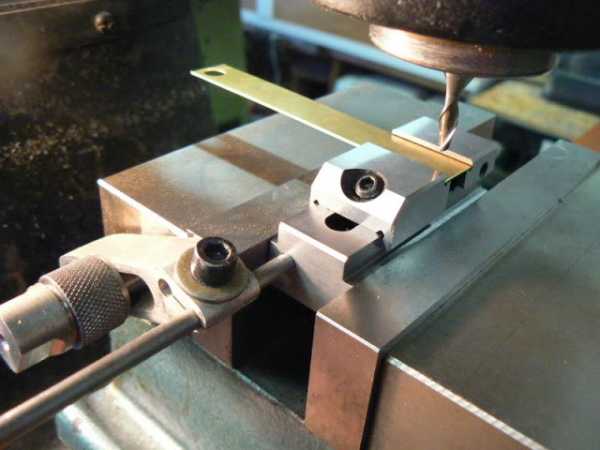
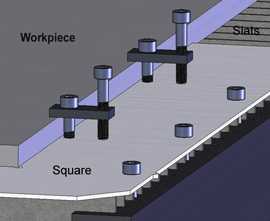
| Рисунок 2 Квадрат и зажим распределителя обычно используются для крепления. |
Резка с плиты или листа
Листовой или листовой материал обычно опирается на планки снизу (см. Рисунок 2 ). Во время гидроабразивной работы эти рейки обрезаются и в конечном итоге должны быть заменены. По экономическим причинам в наиболее распространенной конструкции используются съемные планки, которые можно заменять по отдельности вместо замены всего узла планки при износе одной части. Эти съемные планки обеспечивают поддержку только в вертикальном направлении. Зажим к планкам не обеспечивает надежной поддержки от бокового движения.
Распространенный метод определения местоположения пластины и обеспечения боковой поддержки - квадрат. Квадрат вырезается из пластины, прикрученной к резервуару машины, а затем разрезается на машине. Это гарантирует, что края квадрата идеально параллельны осям станка. Затем материал, который нужно разрезать, вклинивается в квадрат с помощью зажима разбрасывателя, как показано на рисунке 2.
Советы по использованию квадратов. Существует несколько советов для успешного строительства и использования квадрата. Во-первых, внешний край квадрата может быть выполнен с помощью трех распорных выступов, которые расположены напротив боковых сторон резервуара или рамы машины.Эти неровности располагают квадрат так, чтобы его можно было легко снять и установить заново в точном положении.
Создание действительно длинного квадрата не нужно. Второй кусок, прикрепленный болтами далеко от угла квадрата, можно разрезать одновременно с квадратом и использовать для нахождения длинной пластины. Материал квадратного сечения должен быть не толще обрезаемого материала, чтобы сопло не разбилось о квадрат. Небольшой рельеф в углу квадрата предотвращает соприкосновение с острыми углами заготовки.Угловое положение может быть установлено в качестве исходного положения для удобного обращения к местоположениям на заготовке.
Далее к квадрату можно добавить зажимы. Они полезны в случаях, когда вредно нажимать на материал с помощью зажима разбрасывателя. Например, лом может стать слабым от порезов и может деформироваться или сломаться, что вызывает движение, или, возможно, материал должен быть разрезан полностью пополам.
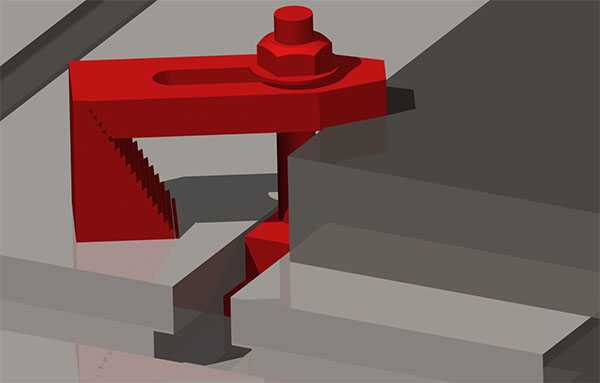
 | |
| Рисунок 3 Зажимы могут быть добавлены к квадрату. | Рисунок 4 Зажим имеет части выше и ниже квадрата. |
На рисунке 3 показаны зажимы, прикрепленные к квадрату. Зажимные винты - это те, которые ближе всего к заготовке. Винты, наиболее удаленные от заготовки, используются для регулировки толщины материала.
Рисунок 4 показывает больше деталей системы зажима. Верхний зажим содержит зазор для зажимного винта и резьбовое отверстие для регулировочного винта.Отверстие в квадрате - это просвет. Нижний зажим содержит резьбовое отверстие для зажимного винта. Нижний зажим устанавливается между планками, что препятствует его вращению. Тонкий слой резины на зажимной поверхности делает эти зажимы подходящими для хрупких материалов, таких как стекло или керамическая плитка.
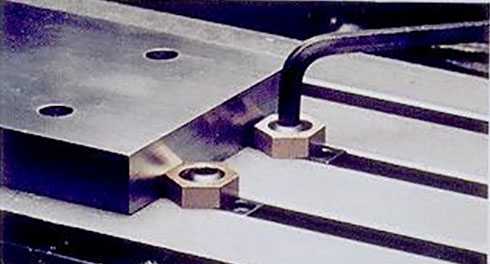
Обратите внимание, что даже когда они прочно зажаты по краям, легкий материал можно поднять с помощью струйного действия, показанного на рисунке 1. Размещение стальных грузиков на легком материале помогает предотвратить подъем.
| Рисунок 5 Части, удерживаемые в отходах за вкладки | Рисунок 6 Части скреплены за вкладки |
Мелкие детали могут упасть между планками и потеряться. Несколько стратегий могут предотвратить это. Во-первых, при резке длинных и тонких деталей обрезайте их в направлении, перпендикулярном, а не параллельном планкам, чтобы они поддерживались как минимум двумя планками.Если деталь настолько мала, что в ее самом длинном направлении она охватывает менее двух планок, зафиксируйте деталь и отрежьте или сломайте язычок вручную после завершения резки. На рисунке 5 показаны детали из тонкой пластины, вставленные в раму для отходов, а на На рисунке 6 на показаны маленькие пластиковые кольца, собранные вместе, а не на части для отходов.
| Рисунок 7 Зубочистки заклинивают деталь на месте, предотвращение повреждений на момент расставания. | Рисунок 8 Модификация предкрылка для уменьшения повреждение отраженной струи |
Небольшая часть, которая не имеет вкладок, может сдвинуться, поскольку последняя часть разреза закончена и становится свободной. Часть может быть повреждена, если она движется в струе. На рисунке 7 показан способ заколки детали на месте зубочистками для предотвращения этого повреждения.
Некоторых материалы повреждены струей, отраженные от рейки и замораживать или рубцевание опорной поверхности.Несколько подходов могут предотвратить этот ущерб. В некоторых случаях возможно отрезать без планок под деталью и удерживать деталь с выступами, как упоминалось ранее.
Планки можно модифицировать, как показано на , рис. 8, , так что вероятность отражения от струи уменьшается.
Жертвенный материал может быть помещен между материалом и планками для защиты рабочего материала от отраженной струи. Тонкий листовой металл, прессованная доска и фанера являются распространенными жертвенными материалами.
| Рисунок 9 Водоструйный кирпич предотвращает отражение реактивное повреждение оргстекла®. | Рисунок 10 В гидроструйном кирпиче проведен геодез с винтами и шайбами. |
Другим сдерживающим фактором является совершенно другая система поддержки, называемая водоструйным кирпичом. Гидроабразивный кирпич представляет собой гофрированный пластиковый материал, часто поставляемый в 4-х дюймов.- толстые блоки с поперечным сечением размером 8 на 24 дюйма. Кирпич может быть установлен поверх планок или установлен так, чтобы он был на одном уровне с планками, как показано на Рис. 9 . Мелкие заготовки могут быть прикреплены к кирпичу с помощью винтов и шайб (см. Рисунок 10 ). В этом случае кирпич должен быть прикреплен к раме машины, чтобы предотвратить общее движение детали и кирпича. Струя быстро повреждает кирпич, как показано на левой стороне рисунка 9, и поддержание режущей поверхности кирпича обходится дороже, чем система планок.Тем не менее, это вспомогательный материал выбора для некоторых классов работ.
Добавление функций к существующим деталям
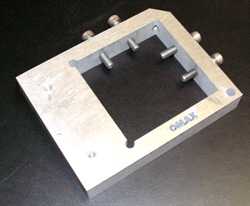
| Рисунок 11 Зажимное приспособление на поддоне EDM |
Иногда задача состоит в том, чтобы добавить дополнительные элементы или обрезать материал из существующей детали. В этом случае новые элементы часто должны располагаться точно по отношению к существующим кромкам или элементам детали. Два подхода работают хорошо.Во-первых, деталь может быть закреплена на существующих опорных поверхностях с хорошо известными позициями. Во-вторых, деталь может быть зажата в произвольном положении, и положение фиксирующих элементов относительно станка измеряется и учитывается при изготовлении траектории.
Квадрат на рисунке 2 предоставляет опорные поверхности с хорошо известными местоположениями. Части с линейными опорными поверхностями часто можно закрепить, просто прижав их к квадрату. Таким способом можно закрепить даже круглые диски, используя квадрат как большой V-образный блок.Более сложные формы можно удерживать точно на месте в полостях, обработанных в пластине. Возможно, самым простым приспособлением этого типа является круглое отверстие в пластине, которое служит для удержания стального шарика для обработки поперечного отверстия. Выполнение отверстия примерно на 95 процентов от диаметра шарика позволяет шарику заклиниться на месте без дополнительного зажима.
На рисунке 11 показано другое приспособление этого типа, предназначенное для удержания диаметром 1 дюйм. Диски для обработки деталей точно привязаны к внешней поверхности диска.Приспособление установлено на инструментальном поддоне EDM, поэтому его можно многократно вставлять и снимать с машины без ошибок. Обратите внимание на зажимной винт, который позволяет приспособлению захватывать деталь.
Поддон EDM обычно полезен для мелких деталей по двум причинам. Во-первых, удобно устанавливать и снимать детали вне машины. Во-вторых, детали можно оставить в приспособлении и перенести на станок EDM для окончательной сверхточной отделки без необходимости повторения процедуры настройки.
 | |
| Рисунок 12 Небольшой квадрат для монтажа на поддоне EDM | Рисунок 13 Инструментальная плита для добавления прямоугольные отверстия до существующая часть |
Другие примеры использования поддонов EDM показаны на Рисунки 12 и Рис. 13 . На рисунке 12 показан маленький квадрат, который используется так же, как и большой квадрат, смонтированный на столе, описанный ранее.На рисунке 13 показано приспособление, которое можно использовать для обработки квадратного отверстия по отношению к двум существующим круглым отверстиям. Круглые отверстия подходят для штифтов, а внизу имеется отверстие для струи. расположение квадратного отверстия. Этот стиль крепления также может быть реализован для крупных деталей путем размещения инструментальных штифтов на пластине.
Если существующая заготовка велика или количество, которое нужно сделать, невелико, часто нецелесообразно изготавливать удерживающее приспособление. Если квадрат общего назначения неадекватен, то работа должна быть расположена относительно координат станка другим методом.Это включает в себя центрирование сопла над опорным местоположением на детали и либо отметку координат, либо обнуление координат в этой точке. Если деталь находится под неизвестным углом к осям станка, необходимо определить вторую точку, чтобы повернуть программу обработки детали в соответствии с углом. В этом случае размещение сопла над точкой на работе может быть выполнено несколькими обычно используемыми способами.
| Рисунок 14 0.Грифель для карандаша 7 мм в 0,030 дюйма смесительная трубка в качестве указателя | Рисунок 15 Использование воды низкого давления поток в качестве указателя |
Смесительная труба, как правило, несколько заострена и может использоваться в качестве установочного устройства для отверстий или кругов, нарисованных на детали. Другой метод заключается в размещении плотно прилегающего провода в отверстии смесительной трубки, а затем в качестве указателя для определения положения трубки над элементом детали. Некоторые пользователи сообщают об использовании сменного провода от механического карандаша для этой цели (см. Рисунок 14 ).
Другой метод состоит в том, чтобы запустить струю с давлением водопроводной воды при отключенном абразиве и использовать поток тонкой воды в качестве указателя (см. Рис. 15 ).
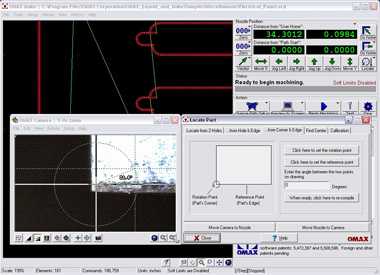 |
| Рисунок 16 Использование видеокамеры с перекрестием для определения угла пластины |
Наконец, некоторые производители предоставляют видеокамеру, которая монтируется на фиксированном расстоянии от струи, так что точки могут быть расположены перекрестием на экране контроллера машины (см. Рис. 16 ).Стратегия, которой необходимо следовать после определения точек, зависит от конкретных функций управления.