Программирование фанук токарные станки
Токарные циклы Fanuc понятным языком
Стандартные токарные циклы FANUС [основная статья]
Рубрика: “Циклы FANUC понятным языком”
При работе на станках со стойкой ЧПУ FANUC неизбежно приходится писать программы обработки деталей. Способов создания этих программ множество – самый простой (но не быстрый способ) писать программы вручную. Это особенно актуально при работе на токарных станках с ЧПУ. Токарные операции требуют меньшего количества кадров программы чем фрезерные, поэтому все эти перемещения вполне реально прописать вручную. При этом часть кадров и даже блоков программы получаются достаточно единообразными и их можно скопировать.
Если на Вашем станке установлена система ЧПУ FANUC, то процесс ручного написания программ значительно упрощается. Инженеры этой японской фирмы позаботились о том, чтобы наладчик не тратил своё время на рутинное прописывание однообразных траекторий. С первого взгляда структура циклов токарной обработки FANUC весьма сложна и разобраться новичку в них будет не просто – но это только с первого взгляда! Наши статьи из рубрики «Циклы FANUC понятным языком» помогут Вам разобраться в этой теме, не затратив при этом много времени. В этой статье собраны основные циклы Fanuc для токарной обработки. Для каждого цикла прописаны лишь основные моменты, но для более детального разбора вы можете переходить по ссылкам, и читать более развёрнутое описание с учётом всех нюансов, которые обычно встречаются на практике.
Общий вид стойки FANUC
Не исключено, что статьи из рубрики «Циклы FANUC понятным языком» будут интересны и тем, кто много лет работал со стойками FANUC. Несмотря на то, что стойки FANUC – это самые распространённые стойки с ЧПУ на производствах, тем не менее при покупке новых станков обучение на них зачастую проводят поверхностно или не проводят вообще. А справочные материалы, предоставленные заводом изготовителем, не всегда в доступной форме и в полной мере раскрывают возможности автоматических циклов.
Цикл продольной черновой обработки G90
G90 – цикл автоматической черновой продольной обработки стойки FANUC предназначен для проточки длинных цилиндрических участков детали. Так же можно растачивать внутренние отверстия. При необходимости можно запрограммировать коническую проточку.
Достоинства:
- Позволяет проточить необходимый диаметр за несколько проходов по глубине.
- Запись цикла лаконична, что позволяет снизить вероятность ошибки и упростить последующее редактирование.
- Для каждого прохода может быть индивидуально задана подача и скорость вращения шпинделя.
Недостатки:
- Не удобен при большой разнице начального и конечного диаметров.
- Нет чистового прохода.
- Неудобное программирование конических поверхностей.
- Инструмент после каждого прохода возвращается в исходную точку цикла.
Ниже представлен пример программирования цикла G90:

Больше информации по этому циклу можно найти в статье G90 – цикл продольной черновой обработки
Цикл торцевой черновой обработки G94
G94 – цикл черновой поперечной обработки FANUC может быть полезен при программировании проточки коротких цилиндрических участков детали с большой разницей начального и конечного диаметров. Иными словами – это цикл для обработки торцевых поверхностей детали. При желании может быть запрограммированно коническое торцевание. Данный цикл является аналогом цикла G90, только основной съём материала идёт в другом направлении.
Достоинства:
- Позволяет подрезать торец детали за несколько проходов по глубине.
- Запись цикла лаконична, что позволяет снизить вероятность ошибки и упростить последующее редактирование.
- Для каждого прохода может быть индивидуальна задана подача и скорость вращения шпинделя.
Недостатки:
- Не удобен при большой глубине обработки.
- Нет чистового прохода.
- Неудобное программирование конических поверхностей.
- Инструмент после каждого прохода возвращается в исходную точку цикла.
Ниже представлен пример программирования цикла G94:
Больше информации по этому циклу можно найти в статье G94 – цикл торцевой черновой обработки
Цикл нарезания резьбы G92
G92 – цикл нарезания резьбы резцом. Позволяет сделать несколько проходов резьбовым резцом по глубине, при этом на станке включается синхронизация, которая позволяет попадать резцом в один и тот же виток. При этом указывается фиксированная длина нарезания резьбы, которая распространяется на весь цикл.
Достоинства:
- Позволяет проточить один или несколько проходов резьбы на фиксированную глубину.
- Можно задать индивидуальные режимы резания и глубины для каждого прохода.
Недостатки:
- Не удобен при большом количестве проходов.
- Координату каждого прохода нужно задавать вручную.
- Нет чистового прохода.
- Нет параметра отвечающего за сбег резьбы.
Ниже представлен пример программирования цикла G92:
Больше информации по этому циклу можно найти в статье G92 – цикл нарезания резьбы
Цикл черновой продольной контурной обработки G71
G71 – это цикл черновой продольной контурной обработки. Данный цикл имеет более расширенный функционал по сравнению с циклом G90. В большинстве случаев рекомендуется применять именно этот цикл обработки.
Достоинства:
- Позволяет проточить контур любой сложности.
- Количество проходов в цикле рассчитывается через параметр величины съёма материала, то есть не нужно задавать каждый проход отдельно.
- Дополняется циклом G70, который позволяет сделать чистовой проход.
- Обтачиваемый контур программируется отдельно от цикла, и прописывается как обычная траектория движения инструмента – удобно в редактировании.
- Можно запрограммировать припуски, причём отдельно по оси X и Z.
- При каждом проходе автоматически вычисляется отвод по оси X, что позволяет сэкономить машинное время.
Недостатки:
- Нельзя задавать скорость подачи на отдельные проходы.
- Расстояние между проходами фиксированное для всего цикла.
- Необходимо нумеровать строки кода, которые описывают контур.
Ниже представлен пример программирования цикла G71:
Больше информации по этому циклу можно найти в статье G71 – цикл черновой продольной контурной обработки
Цикл черновой поперечной контурной обработки G72
G72 – это цикл черновой поперечной контурной обработки. Этот цикл схож с циклом G71, только обработка ведётся по направлению оси X. Применяя этот цикл очень удобно обрабатывать фасонные торцевые поверхности. Данный цикл может применятся при контурном растачивании отверстий.
Достоинства:
- Удобен для обработки торцевых поверхностей.
- Позволяет проточить контур любой сложности.
- Количество проходов в цикле рассчитывается через параметр величины съёма материала, то есть не нужно задавать каждый проход отдельно.
- Дополняется циклом G70, который позволяет сделать чистовой проход.
- Обтачиваемый контур программируется отдельно от цикла, и прописывается как обычная траектория движения инструмента – удобно в редактировании.
- Можно запрограммировать припуски, причём отдельно по оси X и Z.
- При каждом проходе автоматически вычисляется отвод по оси Z, что позволяет сэкономить машинное время.
Недостатки:
- Нельзя задавать скорость подачи на отдельные проходы.
- Расстояние между проходами фиксированное для всего цикла.
- Необходимо нумеровать строки кода, которые описывают контур.
Ниже представлен пример программирования цикла G72:
Больше информации по этому циклу можно найти в статье G72 – цикл черновой поперечной контурной обработки
Цикл контурной обработки G73
G73 – это цикл контурной обработки. Цикл разработан для обточки деталей, которые имеют равномерный припуск материала по всему периметру обработки. Обычно под этот тип обработки попадают литые детали.
Достоинства:
- Позволяет обработать контур любой сложности.
- Позволяет за короткое время обработать литую заготовку.
- Количество проходов в цикле рассчитывается через параметр величины съёма материала, то есть не нужно задавать каждый проход отдельно.
- Дополняется циклом G70, который позволяет сделать чистовой проход.
- Обтачиваемый контур программируется отдельно от цикла, и прописывается как обычная траектория движения инструмента – удобно в редактировании.
- Можно запрограммировать припуски, причём отдельно по оси X и Z.
Недостатки:
- Нельзя задавать скорость подачи на отдельные проходы.
- Расстояние между проходами фиксированное для всего цикла.
- Необходимо нумеровать строки кода, которые описывают контур.
Ниже представлен пример программирования цикла G73:
Больше информации по этому циклу можно найти в статье G73 – цикл контурной обработки
Цикл чистовой контурной обработки G70
G70 – это цикл дополняющий циклы G71/G72/G73. Он позволяет произвести чистовую обработку контура, после применения цикла черновой обработки. Как самостоятельный цикл использовать его нецелесообразно.
Достоинства:
- Позволяет проточить контур любой сложности.
- Можно запрограммировать подачу и обороты отдельно на чистовой проход.
- Программирование чистового прохода за одну строчку.
Недостатки:
- Не имеет смысла как самостоятельный цикл.
- Необходимо нумеровать строки кода, которые описывают контур.
Ниже представлен пример программирования цикла G70:
Больше информации по этому циклу можно найти в статье G70 – цикл чистовой контурной обработки
Цикл автоматической обработки канавок G75
G75 – это цикл для вытачивания канавок. Позволяет запрограммировать прямоугольную канавку произвольного размера.
Достоинства:
- Позволяет быстро запрограммировать канавку заданных размеров.
- Улучшает процесс вывода стружки из канавки.
Недостатки:
- Нельзя задавать скорость подачи на отдельные проходы.
- Расстояние между проходами фиксированное для всего цикла.
- Нет чистового прохода.
- Необходимо учитывать ширину пластины при программировании канавки.
Ниже представлен пример программирования цикла G75:
Больше информации по этому циклу можно найти в статье G75 – цикл автоматической обработки канавок
Цикл автоматического нарезания резьбы G76
G76 – это цикл специально разработанный для нарезание резьбы на токарных станках при помощи резца. Циклом G76 можно запрограммировать нарезание внешней и внутренней резьбы за несколько проходов.
Достоинства:
- Позволяет нарезать резьбу любого диаметра и шага.
- Расчёт черновых проходов производится автоматически.
- Можно запрограммировать сбег резьбы.
- Цикл позволяет сделать чистовые проходы.
- Можно запрограммировать коническую резьбу.
Недостатки:
- Недостатков у этого цикла нет, разве что сложная форма записи.
Ниже представлен пример программирования цикла G76:
Больше информации по этому циклу можно найти в статье G76 – цикл автоматического нарезания резьбы
В случае, если у Вас возникнут вопросы – Вы можете позвонить нам по телефону указанному в контактах и мы с удовольствием Вам поможем!
| | Категория | | ||||
| G00 | Движение | Двигайтесь по прямой на скорости на порогах. | XYZ конечной точки | G00 и MDI. Линейное движение: G00 и G01 | ||
| G01 | Движение | Движение по прямой на последней скорости, управляемой (F) средней скоростью | XYZ конечной точки | G01 и MDI. Линейное движение: G00 и G01 | ||
| G02 | Движение | Круговая дуга по часовой стрелке при (F) Eedrate | XYZ конечной точки IJK относительно центра R для радиуса | Дуги окружности: G02 и G03 | ||
| G03 | Движение | Дуга окружности против часовой стрелки в точке (F), | XYZ конечной точки IJK относительно центра R для радиуса | Дуги окружности: G02 и G03 | ||
| G04 | Движение | Задержка: остановка на определенное время. | P за миллисекунды X за секунды | Точное время и скорость: останов, точный останов, компенсация люфта | ||
| G09 | Движение | Точная проверка остановки | Точное время и скорость: останов, точный останов, компенсация люфта | |||
| G10 | Компенсация | Ввод программируемых параметров | ||||
| G17 | Координата | Выберите плоскость X-Y | Координаты G-кода ЧПУ | |||
| G18 | Координата | Выбрать плоскость X-Z | Координаты G-кода ЧПУ | |||
| G19 | Координата | Выбрать самолет Y-Z | Координаты G-кода ЧПУ | |||
| G20 | Координата | Программные координаты в дюймах | G20 и G21: преобразование единиц измерения | |||
| G21 | Координата | Программные координаты мм | G20 и G21: преобразование единиц измерения | |||
| G27 | Движение | Проверка возврата контрольной точки | G28: возврат в контрольную точку | |||
| G28 | Движение | Возврат в исходное положение | G28: возврат к контрольной точке | |||
| G29 | Движение | Возврат из референтной позиции | G28: возврат в контрольную точку | |||
| G30 | Движение | Возврат к 2-й, 3-й и 4-й контрольной точке | G28: возврат к контрольной точке | |||
| G32 | Консервы | Резьба с постоянным ходом (например, G01 синхронизирована со шпинделем) | ||||
| G40 | Компенсация | Коррекция на режущий инструмент отключена (радиус комп.) | ||||
| G41 | Компенсация | Коррекция на режущий инструмент слева (радиус комп.) | ||||
| G42 | Компенсация | Коррекция на режущий инструмент справа (радиус комп.) | ||||
| G43 | Компенсация | Применить коррекцию на длину инструмента (плюс) | ||||
| G44 | Компенсация | Применить коррекцию на длину инструмента (минус) | ||||
| G49 | Компенсация | Отмена коррекции на длину инструмента | ||||
| G50 | Компенсация | Сброс всех масштабных коэффициентов до 1.0 | ||||
| G51 | Компенсация | Включить масштабные коэффициенты | ||||
| G52 | Локальное рабочее смещение для всех систем координат: добавьте смещения XYZ | |||||
| G53 | Система координат станка (отмена рабочих смещений) | |||||
| G54 | Рабочая система координат (1-я заготовка) | |||||
| G55 | Рабочая система координат (2-я заготовка) | |||||
| G56 | Рабочая система координат (3-я заготовка) | |||||
| G57 | Рабочая система координат (4-я заготовка) | |||||
| G58 | Рабочая система координат (5-я заготовка) | |||||
| G59 | Рабочая система координат (6-я заготовка) | |||||
| G61 | Другое | Точный режим проверки остановки | Точное время и скорость: останов, точный останов, компенсация люфта | |||
| G62 | Другое | Автоматическая коррекция угла | ||||
| G63 | Другое | Режим постукивания | ||||
| G64 | Другое | Лучшая скоростная трасса | ||||
| G65 | Другое | Пользовательский макрос простой вызов | подпрограммы и макросы | |||
| G70 | Консервы | цикл точения финиша | ||||
| G71 | Консервы | Цикл чернового точения | G71: цикл грубой обточки G71 Тип II: черновое точение с «карманами» | |||
| G72 | Консервы | Грубый облицовочный цикл | ||||
| G73 | Консервы | Повторяющийся узор | ||||
| G74 | Консервы | Peck Drilling Cycle | ||||
| G75 | Консервы | Долбежный цикл | ||||
| G76 | Консервы | Цикл заправки | G76 Токарно-винторезный цикл | |||
| G80 | Консервы | Отмена постоянного цикла | ||||
| G83 | Консервы | Цикл сверления торца | ||||
| G84 | Консервы | Цикл касания лица | ||||
| G86 | Консервы | Постоянный цикл сверления, останов шпинделя, быстрый вывод | ||||
| G87 | Консервы | Цикл бокового бурения | ||||
| G88 | Консервы | Цикл бокового постукивания | ||||
| G89 | Консервы | Боковой сверлильный цикл | ||||
| G90 | Абсолютное программирование XYZ (системы типа B и C) | |||||
| G90.1 | Абсолютное программирование IJK (системы типов B и C) | |||||
| G91 | Инкрементное программирование XYZ (системы типа B и C) | |||||
| G91.1 | Инкрементальное программирование IJK (системы типов B и C) | |||||
| G92 | Цикл обрезки нити | |||||
| G92 (альтернатива) | Движение | Зажим максимальной скорости шпинделя | S | |||
| G94 | Движение | Цикл поворота торца | ||||
| G96 | Движение | Постоянная скорость на поверхности ВКЛ | G96: постоянная скорость поверхности | |||
| G97 | Движение | Отмена постоянной скорости на поверхности | G96: постоянная скорость поверхности | |||
| G98 | Движение | подача в минуту | G-код | G-кода и G-код G99: режимы постоянного возврата или подачи | ||
| G99 | Движение | подача на оборот | G-код G98 и G-код G99: режимы возврата в постоянный цикл или подачи | |||
| М-коды
| ||||||
| M00 | М-код | Стоп программы (не обязательно) | ||||
| М01 | М-код | Дополнительная остановка: выбран оператор для включения | ||||
| M02 | М-код | Конец программы | ||||
| M03 | М-код | Шпиндель ВКЛ (вращение по часовой стрелке) | M03 и MDI. | |||
| M04 | М-код | шпиндель включен (вращение против часовой стрелки) | ||||
| M05 | М-код | Останов шпинделя | M05 и MDI. | |||
| M06 | М-код | Смена инструмента | ||||
| M07 | М-код | Mist Coolant ON | M07 и MDI. | |||
| M08 | М-код | Поток СОЖ НА | M08 и MDI. | |||
| M09 | М-код | Хладагент ВЫКЛ | M09 и MDI. | |||
| М13 | М-код | Шпиндель ВКЛ (вращение по часовой стрелке) + СОЖ ВКЛ | M13 и MDI. | |||
| M14 | М-код | шпиндель включен (вращение против часовой стрелки) + охлаждающая жидкость включена | М14 и МДИ. | |||
| М30 | М-код | Конец программы, режимы перемотки и сброса | ||||
| M97 | М-код | Вызов подпрограммы в стиле Haas | Подпрограммы и макросы | |||
| M98 | М-код | вызов подпрограммы | подпрограммы и макросы | |||
| M99 | М-код | Возврат из подпрограммы | Подпрограммы и макросы | |||

Это одна из многих тем, которая порождает религиозный пыл с одной стороны по сравнению с другой. Я лично просмотрел несколько сотен онлайн-статей и переписок, которые у меня были с нашими клиентами G-Wizard, об этом выборе.
Кстати, вот видео на тему, которая быстро попадает в основные моменты:
Для более глубокого обсуждения, продолжайте читать.
Давайте начнем с некоторых определений и основного заключения, которое я сделал после всех этих разговоров и исследований, а затем углубимся в несметное количество деталей.
Какие токарно-револьверные станки и инструменты для банд?
На токарных станках с ручным управлением мы привыкли видеть один инструмент на панели быстрой смены инструментов (QCTP). Это работает, но на ЧПУ мы хотим более высокую производительность. Хотя на токарном станке с ЧПУ можно установить обычный ручной токарный станок Quick Change Toolpost (QCTP), обычно это делается только для токарных станков Toolroom.
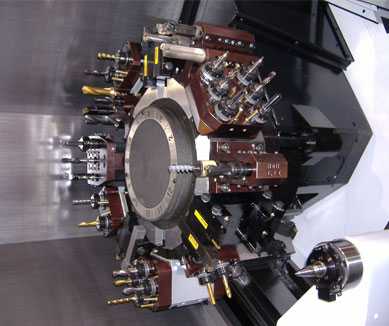
Для производственных токарных станков инструмент, как правило, монтируется либо на монтажной плите, либо на револьверной головке. По иронии судьбы на рисунке выше показаны оба используемых формата: на каждой станции револьверных головок установлена монтажная пластина, которая увеличивает количество инструментов, доступных в каждой позиции револьверной головки.
Чистый набор инструментов - самый простой вариант. В этом режиме инструменты монтируются в ряд на поперечном суппорте токарного станка. Чтобы получить доступ к инструменту, необходимо отодвинуться от заготовки вдоль оси шпинделя, чтобы инструменты не ударялись о заготовку, перемещать ось X до тех пор, пока не будет установлен правильный инструмент, а затем двигаться вдоль оси Z назад, чтобы начать резку.
Слайд банды обычно выглядит так с установленными инструментами:
Видео фиксирует простое движение смены инструмента, а также скорость смены инструмента. Обратите внимание на два формата инструмента: грубый токарный инструмент имеет большой глубокий рез и является типичным держателем токарного инструмента с квадратным хвостовиком. Остальная часть оснастки использует круглый хвостовик с плоским, что более типично для групповой оснастки. Он более компактный, и иногда вы даже увидите один держатель, который крепит две вставки для разных задач.
Теперь вот токарно-револьверный станок в действии:
Эта машина в видео на самом деле имеет 2 турели и использует одну для удержания аккуратного живого центра «хвостовой части», чтобы повернуть эту длинную тонкую деталь. Вы получаете представление о токарно-револьверном станке из этого, хотя. Токарно-револьверные станки очень похожи на вращающиеся сменщики инструментов, знакомые пользователям CNC Mill.
Какой из них лучше?
Для каждого из нас есть длинный список плюсов и минусов, но, как и было обещано, начнем с заключения на высшем уровне:
Выбор набора инструментов по сравнению с револьверными головками на токарном станке с ЧПУ больше зависит от того, какие детали вы будете изготавливать, чем от чего-либо еще.Gang Tooling очень трудно победить для коротких деталей меньшего диаметра, для которых не требуется задняя бабка. Токарно-револьверные станки трудно превзойти по универсальности, и, конечно, они необходимы, когда вам нужна задняя бабка.
Просматривая много статей, которые я исследовал на эту тему, я часто сталкивался с машинистами, которые хотели, чтобы они могли использовать свои токарные станки для всего, но имели токарные станки с револьверной головкой для деталей, которые были слишком длинными и тонкими, чтобы их можно было изготовить с помощью токарного станка.
Швейцарские токарные станки
В некотором смысле это почти означает, что «конкуренция» между токарно-револьверными и токарными станками немного вводит в заблуждение.Возможно, лучшая «конкуренция» будет токарными станками против швейцарских машин. Швейцарские машины используют направляющую втулку и поворачиваются от конца к передней бабке, так что работа всегда хорошо поддерживается с очень небольшим вылетом для отклонения:
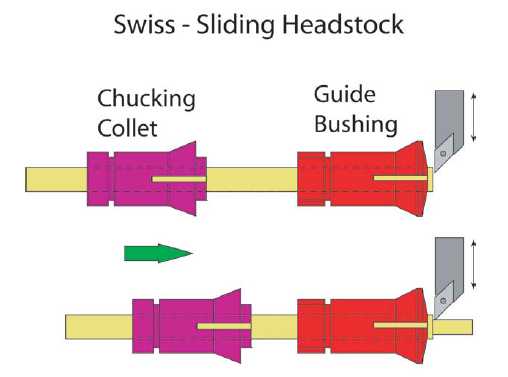
В обмен на большую стоимость, сложность и потребность в более дорогой заготовке из-за того, что она должна быть совместима со швейцарской установкой втулки, швейцарская машина может поворачивать детали, которые были бы слишком длинными и тонкими, чтобы их можно было использовать с токарным станком с бригадой.
Gang Tooling Advantage # 1: Скорость
Давайте начнем с представления Gang Tool Gang о том, почему их машины лучше:
Если деталь можно изготовить на токарном станке, она может быть изготовлена быстрее и дешевле, чем на токарно-револьверном станке.
Помните, что некоторые детали просто невозможно изготовить на токарном станке с бригадой, потому что вы не можете использовать заднюю бабку - инструмент банды может столкнуться с заготовкой, если он не сможет полностью оторваться от заготовки, чего он не может, потому что задняя бабка в пути.Есть несколько токарных станков с выдвижной задней бабкой, но втягивание задней бабки каждый раз, когда требуется смена инструмента, сводит на нет главное преимущество токарного станка - сверхбыстрая смена инструмента.
Смена инструмента для банды происходит очень быстро, потому что она использует движение ползуна для смены инструмента и не требует индексации револьверной головки Если подумать, то типичный токарно-револьверный станок должен переместиться в положение смены инструмента, прежде чем он сможет начать вращать нужный инструмент на месте. Как только инструмент на месте, он может вернуться в положение резки.Это почти то же самое количество движения, которое необходимо для смены инструмента для наихудшего случая, но инструменту для банды не нужно выполнять индексацию. Он перемещается в положение смены инструмента (различное для каждого группового инструмента) и перемещает следующий инструмент на место, затем перемещается прямо назад. Наиболее часто используемые инструменты размещаются в центре пластинки, и они перемещают лишь небольшую часть расстояния до самого дальнего положения смены инструмента, в котором нуждается токарно-револьверный станок.
Следовательно, инструмент банды почти всегда быстрее.Вы слышите цитаты слесарей-бригадиров, например: «« Инструмент-бригада может обработать деталь, отделить ее, механизм подачи прутка продвинет материал, и он окажется во второй части, прежде чем токарно-револьверный станок сможет закончить вторую операцию ».
Gang Tooling Advantage # 2: простота и низкая стоимость
Турели - это дорогие прецизионные устройства с большим количеством движущихся частей. Бандитская оснастка минималистична. Он включает в себя несколько блоков, установленных на поперечной направляющей, и все. Обычные оси сервоприводов и ходовые винты токарного станка выполняют всю работу по замене инструмента.Это означает, что токарные станки часто могут быть намного дешевле, чем токарные станки. В некоторых случаях магазины покупают 2-х токарные станки по той цене, которую обойдется один модный токарно-револьверный станок с двумя шпинделями, и они чувствуют, что выходят далеко вперед.
Если вашей детали требуется инструмент под давлением, например, для обработки плоских поверхностей гаечного ключа на детали или для сверления окружности болта на фланце, это намного дешевле сделать с помощью инструментальной оснастки. Пневматические шпиндели, кабельные шпиндели и меньшие электрические шпиндели могут быть введены в эксплуатацию, если токарный станок имеет индексируемый шпиндель оси C.Моторизация револьверной головки во многом увеличивает стоимость из-за трудностей, связанных с передачей мощности вращения на позиции инструмента на поворотной револьверной головке. Он также увеличивает размер токарно-револьверного станка, что делает использование револьверной головки нецелесообразным на токарных станках меньшего размера.
Gang Tooling имеет тенденцию быть более дешевым, в то время как револьверный инструмент имеет тенденцию быть более дорогостоящим, но может быть более масштабным и более надежным. В некоторых стандартах на револьверную головку, помимо прочего, требуются довольно дорогие держатели инструмента для размещения живого инструмента.
Преимущество Gang Tooling # 3: Быстрая настройка
Это тот, который качается взад и вперед, но если вы посмотрите на возможность легко поменять весь набор инструментов с помощью групповых инструментов, трудно понять, как нельзя выполнить настройку быстрее, так как это можно сделать в автономном режиме или сохраняется как собранный блок инструментов для различных заданий. Вот блок с 7 установленными инструментами:

Быстрая замена блока бандитских инструментов и установка на место всех инструментов, необходимых для конкретной детали…
В качестве альтернативы, много бандитской работы можно выполнить с помощью базового набора инструментов и просто заменив, например, один блок, в котором находится спиральное сверло определенного размера.
Gang Tooling Advantage # 4: Точность
Простота и уменьшение количества движущихся частей исключают нарастание допусков и различные виды перекоса (люфта) в движущихся частях револьверной головки. Проблема точности заключается в достижении правильного положения центральной линии (ось Y) с помощью инструмента. После установки на место или установки специальной спиральной втулки для сверла, становится трудно получить более точные результаты, и большинство турелей будет менее точным.
Другим фактором, который дает токарному станку преимущество в точности, является то, что он используется для перемещения на более короткие расстояния при обработке детали.
Gang Tooling Advantage # 5: надежность
Этот тесно связан с простотой. Там не так много, чтобы пойти не так на токарном станке. Конечно, у револьвера есть все точки износа и детали для ломки токарного станка, а также многое другое. Если вы разбили турель, у вас может быть дорогой счет за ремонт, или вам просто нужно его перестроить.
Токарно-револьверный станок Преимущество № 1: Гибкость
Давайте обратимся к башенкам, прежде чем начнем думать, что токарные станки - единственный путь.Преимущество Турели № 1 - гибкость. Вы можете использовать заднюю бабку с одним, что позволяет изготавливать детали намного длиннее и тоньше, чем на токарном станке с бригадой, хотя есть некоторые приемы, например, резаки, которые могут помочь токарному станку с бригадой делать больше.
В дополнение к длине турели допускают детали большего диаметра. Если вы думаете об этом, то для настройки инструмента бригады требуется зазор, чтобы деталь помещалась между любыми двумя инструментами. Это ограничивает диаметр или количество инструментов, которые вы можете надеть на пластину. Башенка позволяет вам иметь свой пирог и есть его, потому что он оставляет место для частей большего диаметра.
Преимущество токарно-револьверного станка №2: упрощенное программирование
Хотя опытные пользователи токарных станков находят программирование легким, новичкам, как правило, будет проще программировать револьверные головки. С токарным токарным станком вам нужно беспокоиться о том, чтобы очистить деталь для смены инструмента. Это может быть сложно с различными настройками и диаметрами деталей. Сделайте неправильный ход, и инструмент врезается в деталь.
Кроме того, пользователям банд приходится иметь дело с идеей как положительного, так и отрицательного, поскольку инструменты находятся по обе стороны от заготовки.Пользователи турели имеют дело только с одним знаком и, как правило, выбирают положительный, поскольку это проще и интуитивно понятнее. Конечно, на токарных станках будут устанавливаться как передняя, так и задняя револьверная головка, и в этот момент они будут иметь дело как с положительным, так и с отрицательным.
Токарно-револьверный станок Преимущество № 3: Дополнительные инструменты
См. Верхнее правое изображение в статье, где на каждой станции на башне установлено несколько инструментов для банд. Эта ситуация была доведена до крайности и будет довольно сложной для программирования, но наличие двух револьверных головок или даже просто размещение держателей банд на нескольких револьверных станциях по-прежнему означает больше инструментов для токарно-револьверного станка.Вот пластина с 3 инструментами, предназначенная для установки держателей инструмента с квадратным хвостовиком 3/4 ″ или 1 ″:
Foxwood Machine, компания, которая предлагает этот продукт, говорит, что они создали его для машин, на которых недостаточно инструментов или которые не могли заменить инструменты достаточно быстро. Я могу видеть, где размещение инструментов, необходимых для сверления и прикосновения определенного отверстия и размера резьбы к одному блоку, может упростить настройку.
Преимущество токарно-револьверного станка №4: больше операций, осей и сложностей деталей
Это связано с преимуществом гибкости турелей, но они, кажется, хорошо подходят для более сложных станков, которые оснащены двумя шпинделями, несколькими осями и другими функциями для размещения деталей, которые в противном случае потребовали бы нескольких установок.
Преимущество токарно-револьверного станка №5: лучше копать?
револьверные головки могут добиться лучшего сворачивания только благодаря тому, что их чаще используют на больших токарных станках. Но машина с двумя револьверными головками также может выполнять трюк с использованием двух режущих инструментов одновременно, как показано на видео с револьверной головкой выше. Предположим, у вас есть инструмент, который будет вырезать 1/8 ″. Поместите одну с каждой стороны заготовки с помощью двух револьверных головок, а одну слегка подведите к другой. Теперь вы снимаете 1/4 дюйма с каждого прохода, и оба инструмента уравновешивают тенденцию друг друга отклонять деталь.
Это довольно изящный прием, который действительно может сократить время цикла.
токарно-револьверные станки тоже могут собираться!

Небольшая бригада в башне станции…
Представьте себе, что каждая позиция в вашей токарной револьверной головке была небольшой пластиной с несколькими инструментами. Вы начинаете видеть возможности?
Ностальгия: токарно-револьверные станки старой школы
Вот как выглядели токарно-револьверные станки до ЧПУ:
Заключение: это лошади для курсов
Несмотря на то, что существует естественная человеческая тенденция устраивать соревнования, которые приводят к единственному победителю, в данном случае это «Лошади для курсов.«Выбор набора инструментов по сравнению с токарно-револьверными станками лучше всего сделать путем тщательного анализа типов деталей, которые будут изготовлены, и набора преимуществ, которые принесут пользу этим частям.
Если вы не знаете, какие детали вы в конечном итоге будете изготавливать, и не желаете принимать ограничения на использование инструментов банды для более коротких деталей меньшего диаметра, вы, вероятно, предпочтете револьверную головку. Если вы хотите максимально простое программирование и меньшую кривую обучения, вам, вероятно, понадобится токарно-револьверный станок.С другой стороны, если вы хотите максимально короткое время цикла, чтобы вы могли производить как можно более дешевые детали, изготовленные на токарных токарных станках, посмотрите на инструмент для бригады.
Присоединяйтесь к 100 000+ CNC'еров! Получайте наши последние сообщения в блоге прямо на вашу электронную почту один раз в неделю бесплатно. Кроме того, мы предоставим вам доступ к некоторым отличным справочным материалам с ЧПУ, включая:
.Линейный барабан - это игра (или программирование) барабанного паттерна, в котором одновременно не ударяются два элемента набора (барабаны, шляпы и тарелки). Для барабанщика это означает, что только одна конечность когда-либо вступает в контакт с набором одновременно, а для программиста, что только одна нота когда-либо активна одновременно в MIDI-ролике или редакторе ударных.
Поскольку набор ударных явно не предназначен для игры таким образом, линейный барабан может звучать как чисто техническое упражнение без какого-либо творческого преимущества перед обычным барабаном.Тем не менее, это может привести к характерно причудливому и просторному звучанию, чего зачастую не делает «нелинейный» барабан.
Для продюсера линейное программирование или игра также предлагают инженерное преимущество, заключающееся в прореживании барабанной партии без ущерба для ее ритмического содержания, что делает ее потенциально легче вписывающейся в микс. Достижение сравнимого результата с обычной практикой отсоединения комплекта барабанов от ударного барабана для обеспечения ощущения его присутствия благодаря линейным деталям барабана позволяет четко слышать каждое попадание компонента в канавку.
В этом уроке мы собираемся взять совершенно стандартный шаблон барабана и преобразовать его в энергичный и интересный ритм, используя точно такой же линейный подход, как и барабанщик, если бы он играл на нем по-настоящему.
Для получения дополнительных уроков по программированию ударных читайте ежемесячную колонку Dr Beat журнала Computer Music.
Шаг 1: Вот наша обычная нелинейная канавка с двумя стержнями, которую мы используем для запуска Toontrack EZdrummer 2. Ничего особенного, состоящая из хай-хэтов восьмой ноты - чередование между акцентированным и нижним -скоростные хиты - с ловушками на заднем ритме, занятым ударом барабана и открытой шляпой в конце фразы.
Шаг 2: Первый бар не может быть легче «линеаризовать» - все, что нам нужно сделать, это выбить каждый хай-хет в ритме! Даже с двойным ударом по центру бара это создает паттерн, в котором за один раз ударяется только одна фигура. Мы должны поднять скорости неповторимых шляп обратно, чтобы придать линейную последовательность канавок.
Шаг 3: Мы должны принять решение во втором такте: сохранить хай-хет или удар в такт 2.3,3? Возможно, вы захотите сохранить полную регулярность в линии хай-хэта, но на самом деле, удар намного важнее, и линейные канавки звучат лучше с некоторой синкопацией хай-хэта.
Шаг 4: Ну, мой паз, конечно, линейный, но довольно скучный. Ключом к созданию линейного ритма является выход из обычных хай-хэтов и заполнение пропусков хай-хэтами и малыми призрачными нотами (более тихие хиты). Я помещаю одну или другую на каждую незаполненную 16-ю ноту и слегка сдвигаю открытую шляпу на конце такта вправо.Какая разница!
Шаг 5: Перемещение некоторых заметок с малым призраком, дополнительных шляп и одного удара ногой к томам оказывается преобразующим, как и хитрый малый пресс в конце первого такта и смещение следующего заднего удара бить. В результате получается сложная, полностью линейная, ощутимо аэрированная часть ударной установки, которая должна легко вписываться в любой микс.
Шаг 6: Ничто не мешает вам использовать линейные методы и с драм-машинами.Выше наша канавка, слегка исправленная, вызывая D16 Nepheton. Дилемма, с которой мы сейчас сталкиваемся, заключается в том, нужно ли ставить удары по ударам 2 и 4 - прибивать 4/4, но нарушать линейность. Что бы вы сделали..?
,