





Расточной станок 2622в электрическая схема
Сведения о производителе горизонтально-расточного станка 2622ВПроизводителем горизонтально-расточных станков моделей 2622В Ивановский завод тяжелого станкостроения, основанный в 1953 году. 21 ноября 1958 года введена в эксплуатацию первая очередь Ивановского завода расточных станков. В 1958 году был налажен выпуск узлов и комплектующих для ленинградского станкостроительного Завода имени Свердлова. Со временем, на заводе был начат выпуск простых горизонтально-расточных станков по чертежам того же завода. Оснастив производство необходимой базой, станкостроители перешли на производство более сложной продукции — обрабатывающих центров (ОЦ). Станки производства Ивановского завода тяжелого станкостроения ИЗТС2622В станок горизонтально-расточный универсальный. Назначение и область примененияНачало серийного производства станка 1973 год. В настоящее время станок не производится. Станок универсальный горизонтально-расточный 2622В предназначен для обработки корпусных деталей из черных и цветных металлов, имеющих точные отверстия, связанные между собой точными межосевыми расстояниями. Наибольший вес обрабатываемой детали (при равномерно распределенной нагрузке на стол станка) 3000 кг. На станках может производиться: сверление, растачивание, зенкерование, развертывание отверстий, обтачивание торцов радиальным суппортом (модель 2620В), фрезерование торцовыми фрезами и нарезание внутренней резьбы расточным шпинделем, а также нарезание резьбы радиальным суппортом (модель 2620В) при продольном движении стола. Особенности конструкции станка 2622ВСтанок модели 2622В предназначен для обработки корпусных деталей, имеет неподвижную переднюю стойку, поворотный стол с продольным и поперечным перемещением относительно оси шпинделя и планшайбу с радиальным суппортом. На станке можно производить сверление, зенкерование, растачивание и развертывание отверстий, связанных между собой точными координатами, обтачивание торцов, протачивание канавок и выступов радиальным суппортом при подаче стола, а также непрерывным фрезерованием с обходом по прямолинейному контуру при помощи переключателя на пульте управления. Станок характеризуется повышенной жесткостью и виброустойчивостыо шпиндельной системы. Выдвижной расточной шпиндель с твердой азотированной поверхностью перемещается в стальных закаленных направляющих втулках большой длины, что повышает его жесткость, виброустойчивость и обеспечивает длительное сохранение точности. Шпиндель смонтирован на прецизионных подшипниках качения. Скорость шпинделя переключается однорукояточным селективным механизмом со специальным устройством, автоматически защищающим торцы зубьев от износа во время переключения. Управление станком осуществляется с центрального пульта, жестко закрепленного на станине, и вспомогательного переносного пульта управления. Центральный ручной привод используется для тонких установочных перемещений всех подвижных органов и быстрого осевого перемещения шпинделя. Привод подач широкого диапазона 1 :800 от электродвигателя постоянного тока позволяет изменять подачу во всем диапазоне без переключения каких-либо муфт или зубчатых колес. Величина и направление подачи регулируются переключениями с пульта при помощи электромагнитных муфт. При работе на тяжелых обдирочных режимах стол и бабка, фиксируются однорукояточными зажимами. При чистовой обработке фиксация стола и бабки, а также точное их перемещение по направляющим осуществляется специальными упругими устройствами, исключающими необходимость применения зажимов. Координаты перемещений шпиндельной бабки, люнета, задней стойки и стола в поперечном направлении, а также при повороте стола на 90° отсчитываются при помощи навесных оптических устройств с ценой деления 0,01 мм и точностью установки координат. ±0,025 мм на длине 100 мм и ±0,07 мм на длине 1000 мм. Применение оптических устройств значительно повышает точность установки подвижных органов, уменьшает утомляемость зрения рабочего и сокращает вспомогательное время. За отдельную плату со станком потребителю поставляются: устройство для повторной установки по координатам, резьбонарезное приспособление и вращающаяся опора люнета. Точность обработки изделий на горизонтально-расточном станке 2622В:
Класс точности станка Н. Шероховатость обработанной поверхности V 6. Модификации горизонтально-расточного станка 2622В
Производители горизонтально-расточного станка 2620
Габарит рабочего пространства горизонтально-расточного станка 2622ВГабарит рабочего пространства станка 2622В Посадочные и присоединительные базы горизонтально-расточного станка 2622В. Поворотный столПоворотный стол горизонтально-расточного станка 2622В Посадочные и присоединительные базы горизонтально-расточного станка 2622В. Конец шпинделяКонец шпинделя горизонтально-расточного станка 2622В Фото горизонтально-расточного станка 2622ВФото горизонтально-расточного станка 2620В Фото горизонтально-расточного станка 2620В Фото горизонтально-расточного станка 2620В Фото горизонтально-расточного станка 2622В. Смотреть в увеличенном масштабе Расположение составных частей горизонтально-расточного станка 2622ВРасположение составных частей расточного станка 2622В Перечень составных частей горизонтально-расточного станка 2622В
Кинематическая схема горизонтально-расточного станка 2622ВКинематическая схема расточного станка 2622В Кинематическая схема горизонтально-расточного станка 2622В. Смотреть в увеличенном масштабе Электрооборудования горизонтально-расточного станка 2622В. Смотреть в увеличенном масштабе Установочный чертеж горизонтально-расточного станка 2622ВУстановочный чертеж расточного станка 2622В 2622В горизонтально расточной станок. Видеоролик.Технические характеристики горизонтально-расточных станков 2622В
Список литературы:Связанные ссылки Паспорта горизонтально-расточных станков Каталог горизонтально-расточных станков Купить каталог, справочник, базу данных: Прайс-лист информационных изданий | ПродукцияНовости |
Принцип работы двигателя постоянного тока
Двигатель постоянного тока - это устройство, которое преобразует постоянный ток в механическую работу. Он работает по принципу закона Лоренца, который гласит, что « проводник с током, помещенный в магнитное и электрическое поле, испытывает силу ». Опытная сила называется силой Лоренца. Правило левой руки Флемминга дает направление силы.
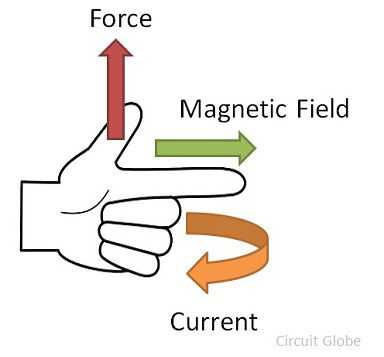
Правило левой руки Флеминга
Если большой, средний и указательный пальцы левой руки смещены друг от друга на угол 90 °, средний палец представляет направление магнитного поля.Указательный палец представляет направление тока, а большой палец показывает направление сил, действующих на проводник.
Формула рассчитывает величину силы,
Прежде чем разбираться в работе двигателя постоянного тока, сначала мы должны узнать о его конструкции. Якорь и статор являются двумя основными частями двигателя постоянного тока. Арматура является вращающейся частью, а статор является их неподвижной частью. Катушка якоря подключена к источнику постоянного тока.
Катушка якоря состоит из коммутаторов и щеток. Коммутаторы преобразуют переменный ток, индуцированный в якоре, в постоянный ток, и щетки передают ток от вращающейся части двигателя к стационарной внешней нагрузке. Якорь расположен между северным и южным полюсом постоянного тока или электромагнита.
Для простоты предположим, что якорь имеет только одну катушку, которая расположена между магнитным полем, показанным ниже на рисунке А.Когда на катушку якоря подается питание постоянного тока, через него начинает течь ток. Этот ток развивает свое поле вокруг катушки.
На рисунке B показано поле индукции вокруг катушки:
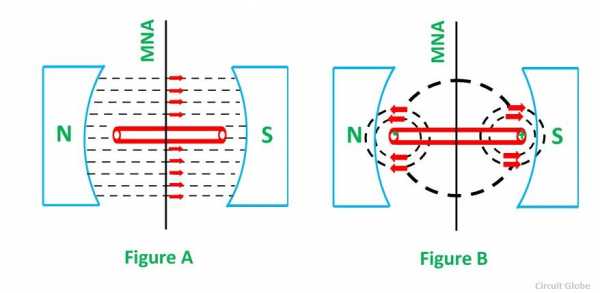
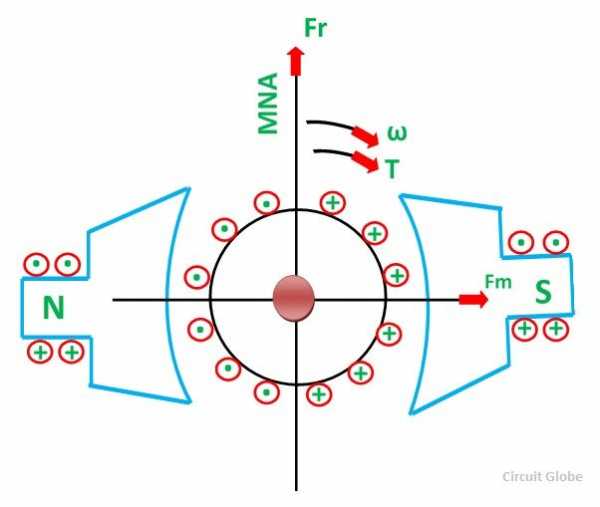
В результате взаимодействия полей (создаваемых катушкой и магнитом) результирующее поле развивается через проводник. Результирующее поле стремится восстановить свое первоначальное положение, то есть на оси основного поля. Поле оказывает силу на концы проводника, и, таким образом, катушка начинает вращаться.
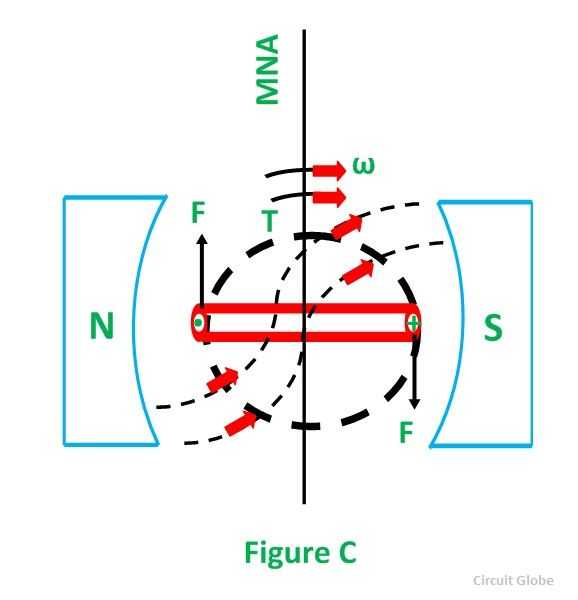
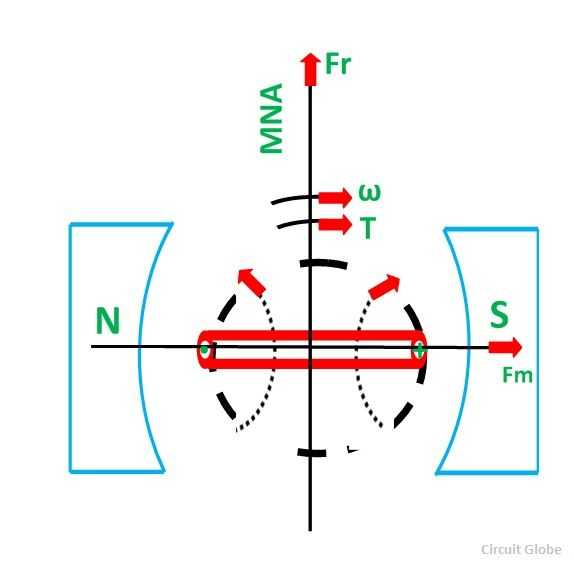
Пусть поле, создаваемое основным полем, будет F м , и это поле вращается по часовой стрелке. Когда ток течет в катушке, они создают свое собственное магнитное поле, скажем, F r . Поле F r пытается выйти в направлении основного поля. Тем самым крутящий момент действует на катушку якоря.
Фактический двигатель постоянного тока состоит из большого количества катушек якоря. Скорость двигателя прямо пропорциональна количеству катушек, используемых в двигателе. Эти катушки находятся под воздействием магнитного поля.
Один конец проводников находится под влиянием северного полюса, а другой конец - под влиянием южного полюса. Ток входит в катушку якоря через северный полюс и движется наружу через южный полюс.
Когда катушка перемещается от одной щетки к другой, одновременно меняется и полярность катушки. Таким образом, направление силы или крутящего момента, действующего на катушку, остается неизменным.
Крутящий момент индуктивности в катушке становится равным нулю, когда катушка якоря перпендикулярна основному полю. Нулевой крутящий момент означает, что двигатель перестает вращаться. Для решения этой проблемы используется номер катушки якоря в роторе. Таким образом, если одна из их катушек перпендикулярна полю, то другие катушки вызывают крутящий момент. И ротор движется непрерывно.
В этом уроке мы покажем вам, как установить 2-стороннее коммутационное соединение . Двухстороннее переключающее соединение означает, что вы можете управлять электрическим оборудованием, таким как лампа, двумя переключателями, расположенными в разных местах, обычно используемых на лестнице. Двусторонний выключатель может работать с любого переключателя независимо, то есть независимо от положения другого переключателя (ВКЛ / ВЫКЛ), вы можете управлять освещением с помощью другого переключателя.
Существует два метода , устанавливающих соединение двухсторонней коммутации , один из которых 2-проводное управление , а другой 3-проводное управление .Мы объяснили оба метода ниже, и оба метода продемонстрированы в Видео , приведенном в конце этой статьи.
Необходимые компоненты
- Два двухпозиционных переключателя
- Лампа
- AC AC
- Соединительные провода
Как подключить электропроводку двухпозиционного переключателя с помощью двухпроводного управления
Это первый способ создания двухстороннего коммутационного соединения, это старый метод .Если вы собираетесь установить новый, тогда используйте трехпроводной метод управления.
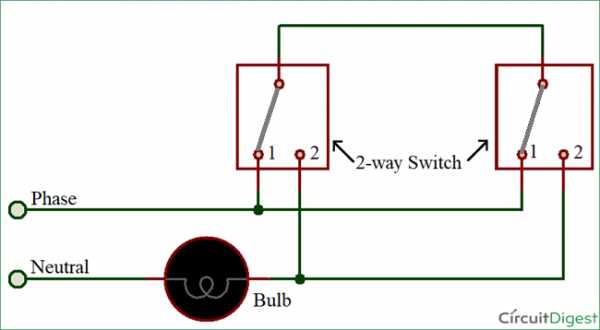
Как вы видите на схеме схемы 2-стороннего переключателя ниже , вы обнаружите, что фаза / ток подключены к общему первому 2-стороннему переключателю. PIN1 и PIN2 первого коммутатора связаны с PIN1 и PIN2 второго коммутатора соответственно. Один конец лампы соединен с общей клеммой второго выключателя, а другой конец лампы соединен с нейтральной линией питания переменного тока.
Примечание: При двухпроводном методе управления, когда переключатели находятся в противоположном состоянии , индикатор будет находиться в состоянии ВЫКЛ , как показано на схеме ниже:
Условие получения выхода в состоянии ON такое же, как в таблице истинности Ex-nor gate, которая приведена ниже:
| Switch 1 | Switch 2 | Состояние лампы |
| 0 | 0 | 1 |
| 0 | 1 | 0 |
| 1 | 0 | 0 |
| 1 | 1 | 1 |
Где, 0 представляет состояние ВЫКЛ, а 1 представляет состояние ВКЛ.
Как подключить электропроводку двухпозиционного переключателя с помощью трехпроводного управления
Это новый метод для создания двухстороннего коммутационного соединения , так как оно немного отличается от двухпроводного метода управления. Этот метод обычно используется в наши дни, поскольку он эффективнее, чем двухпроводная система управления.
Как видно из принципиальной схемы схемы двухпозиционного переключателя ниже , общие оба переключателя замкнуты накоротко.PIN1 обоих переключателей соединен с фазой или проводом под напряжением, а PIN2 обоих переключателей соединен с одним концом лампы. Другой конец лампы соединен с нейтральной линией питания переменного тока.
Примечание: При трехпроводном методе управления, когда переключатели находятся в том же состоянии , , свет будет в состоянии ВЫКЛ , как показано на схеме ниже:
Условие получения выхода в состоянии ВКЛ аналогично таблице истинности взрывозащиты или затвора, которая приведена ниже:
| Switch 1 | Switch 2 | Состояние лампы |
| 0 | 0 | 0 |
| 0 | 1 | 1 |
| 1 | 0 | 1 |
| 1 | 1 | 0 |
Где, 0 представляет состояние ВЫКЛ, а 1 представляет состояние ВКЛ.
Применение двухсторонней коммутации:
- В основном на лестнице.
- Ошибочное срабатывание защитного / защитного оборудования.
- Большая комната с двумя въездными / выездными воротами.
- Для управления любыми устройствами переменного тока, такими как вентилятор или освещение, из двух мест, таких как вход и выход.
,
Автоматический выключатель - это коммутационное устройство, которое прерывает ненормальный ток или ток повреждения. Это механическое устройство, которое нарушает поток тока большой величины (неисправности) и, кроме того, выполняет функцию выключателя. Автоматический выключатель в основном предназначен для замыкания или размыкания электрической цепи, что защищает электрическую систему от повреждений.
Принцип работы выключателя
Автоматический выключатель состоит из неподвижных и подвижных контактов.Эти контакты касаются друг друга и проводят ток в нормальных условиях, когда цепь замкнута. Когда автоматический выключатель замкнут, токонесущие контакты, называемые электродами, зацепляются друг с другом под давлением пружины.
При нормальных условиях эксплуатации плечи выключателя можно открывать или закрывать для переключения и технического обслуживания системы. Для размыкания выключателя требуется только давление на триггер.
Всякий раз, когда происходит сбой в любой части системы, катушка отключения выключателя получает питание, и подвижные контакты отсоединяются друг от друга каким-то механизмом, таким образом, размыкая цепь.
Типы выключателей
Автоматические выключатели в основном классифицируются по номинальному напряжению. Автоматические выключатели ниже номинального напряжения 1000 В называются автоматическими выключателями низкого напряжения, а свыше 1000 В называются автоматическими выключателями высокого напряжения.
Наиболее общий способ классификации автоматического выключателя основан на гашении дуги. Такими типами автоматических выключателей являются: -
- Масляный выключатель Минимальный автоматический выключатель
- Воздушный выключатель
- Гексафторид серы Автоматический выключатель Вакуумный выключатель
- Воздушный выключатель
Все высоковольтные автоматические выключатели можно классифицировать по двум основным категориям i.масляные автоматические выключатели и безмасляные автоматические выключатели.
,

