Рейсмусовый станок по дереву своими руками чертежи
Рейсмусовый станок своими руками: чертежи, видео
Рейсмусовые станки по дереву являются разновидностью строгально-фуговальных, и предназначены для точного изготовления «в размер» досок с определённым поперечным сечением. В отличие от строгального деревообрабатывающего оборудования такие агрегаты оснащаются устройствами прижима и подачи, а также могут одновременно обрабатывать несколько заготовок. Универсальность современных рейсмусовых станков повышается, если в комплект инструмента входят не только плоские, но и фигурные ножи.
 Самодельный рейсмусовый станок
Самодельный рейсмусовый станокКлассификация и возможности
Исполнение рассматриваемых агрегатов может быть довольно разнообразным. Классифицируют станки по следующим признакам:
- По типу привода. Самодельные мини-устройства могут иметь и ручной привод, но в большинстве случаев используют всё-таки электрический привод. При этом бытовые модели комплектуются двигателем на 220 В, а профессиональные – на 380 В.
- По типу подачи. В схеме станка может быть одна или две пары подающих роликов, соответственно, в первом случае потребуется сделать прижим обрабатываемой заготовки к столу более мощным, не исключаются также вибрации в момент врезания. Двусторонние валковые подачи более совершенны и удобны в работе. Ряд зарубежных фирм (Makita, DeWalt и др.) комплектуют свои изделия узлами автоматической подачи, но эта опция оправдывает себя лишь при значительных программах выпуска однотипной продукции.
- По числу ножевых валов. Это определяет, сколько разных профилей может одновременно обрабатывать станок. Правда, соответственно увеличится и количество операторов.
- По функциональным возможностям. Устройство рейсмусовых станков позволяет сделать не только размерную обработку полуфабриката, но и последующую его калибровку. Это исключает появление поперечных сколов, вмятин и прочих дефектов, которые могут появиться на обработанной поверхности в случае несоблюдения технологии фугования или при чрезмерно большой подаче исходного материала.
- По своим технологическим характеристикам. На практике рассматриваемое оборудование производят с диапазоном мощностей 1…40 кВт, при частоте вращения вала до 10000…12000 мин-1, ширине строгания до 1350 мм, ходе до 50 м/мин и толщине исходной заготовки 5…160 мм.
Кроме того, некоторые модели различаются способом регулировки зазоров и устройством подшипникового узла главного привода.
Устройство и принцип действия
Типовой рейсмусовый станок по дереву может успешно заменить две единицы оборудования: механический приводной фуганок и строгальный станок (поперечный – для коротких изделий, или продольный – для длинных).
Самодельный рейсмусовый станок
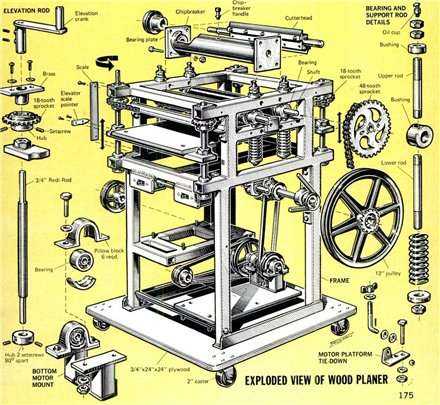
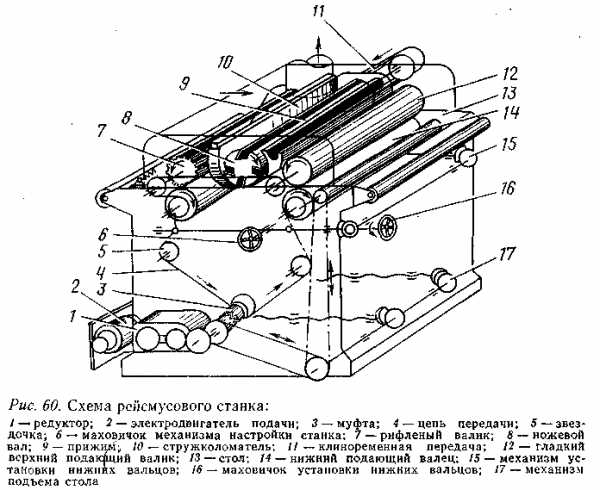
Наиболее простая схема рейсмусового станка (с односторонней подачей исходного материала) включает в себя следующие узлы:
- Приводной электродвигатель.
- Передачу. Она может быть стандартной клиноременной, зубчатой, с вариатором, а также со сменными шкивами (последний вариант отличается минимальными значениями передаваемой мощности, а потому применяется лишь в маломощном оборудовании).
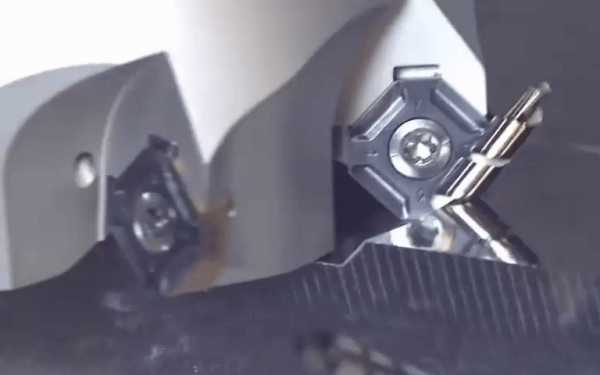
- Ножевой вал. Может иметь несколько инструментов с разной конфигурацией. Особо удачными считаются спиральные ножи, которые при своей работе издают минимальный шум.
- узел верхнего направления, который, в свою очередь, состоит из пары вальцев – переднего и заднего. Передний валец имеет рифлёную поверхность: для того, чтобы улучшить сцепление с деревом, и предупредить возможное изменение направления движения обрабатываемой доски. Задний валец всегда выполняется гладким;
- узла прижима, который предотвращает заклинивание стружки и возможное трещинообразование материала. Конструктивно прижим можно сделать в виде когтевых захватов, внедряющихся в древесину, а можно и в виде массивного металлического элемента, снабжённого подпружиненными зубьями;
- узла нижнего направления, облегчающего подачу заготовки в рабочее пространство;
- стола с приспособлениями для регулировки технологических зазоров между вальцами верхнего и нижнего прижимов;
- станины, на которой располагаются все остальные элементы рабочей схемы станка.
Принцип работы рейсмусового станка
Агрегаты с устройством двухсторонней подачи отличаются тем, что снабжаются дополнительным узлом выдвижения ножевого вала. В связи с этим заменить инструмент для его переустановки с одного типоразмера на другой (либо с целью последующей заточки) значительно легче.
Устройство рейсмусового станка
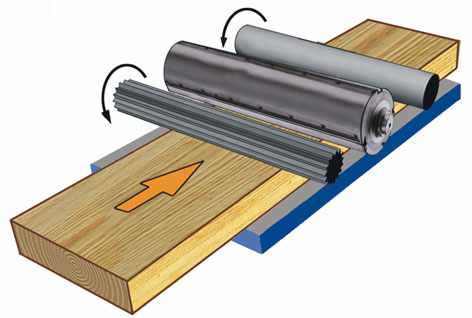
Работает рейсмусовый станок так. Крутящий момент от электродвигателя через передачи сообщается ножевому валу. Подлежащая обработке доска заводится в зазор и прижимается вначале к нижним, а потом – к верхним прижимным вальцам. При этом заготовка захватывается рифлёным валком, и подаётся к инструменту. Перед врезанием полуфабрикат зажимается между верхним и нижним направляющим устройством, что обеспечивает надёжную фиксацию материала при его обработке. Прижимное устройство обеспечивает своевременный отвод стружки из-под вращающегося инструмента. В момент схода заготовки с заднего направляющего вальца, в передний задаётся следующее изделие, после чего процесс повторяется.
Самодельный станок-рейсмус в собственной мастерской: выбор параметров
На рынке имеется значительное количество разнообразных моделей рассматриваемого оборудования, как от отечественных производителей (Корвет, Энкор, Красный Металлист и пр.) так и импортного производства. В последних вариантах преобладают сомнительные китайские бренды, которые не отличаются надёжностью в работе, а, кроме того, часто имеют заниженные, против паспортных, параметры. В таких случаях, а также, если предлагаемые станки не вписываются в имеющиеся размеры площади, есть смысл изготовить рейсмус своими руками.
Сразу стоит отметить, что ряд узлов и деталей лучше приобретать, нежели попытаться сделать своими руками. Это, в первую очередь, касается самого ножевого вала вместе с подшипниками крепления: самодельные варианты не будут отличаться необходимой точностью сопряжения, в результате чего деталь будет сильно перегреваться при нагрузке.
При выборе схемы станка руководствуются имеющимися чертежами (можно найти в Интернете), но перед этим стоит уточнить ряд элементов устройства. Например, если в одном агрегате есть необходимость совместить фуганок и рейсмус, то целесообразно сделать оборудование с двухсторонним приводом. Тогда с одной стороны устройства можно производить предварительное прострагивание заготовки, а с другой стороны – вести окончательную обработку дерева «в размер».
Также надо определиться с наибольшей длиной ножевого вала: самодельный станок с валом более 500 мм может потерять жёсткость при работе на твёрдых сортах дерева: груши, граба, дуба. В результате по поверхности доски могут пойти волнообразные гребни высотой до 1 мм, что потребует дальнейшей обработки полуфабриката. Посадочные размеры и диаметр необходимо сделать такими, чтобы на самодельном оборудовании можно было получать плинтусные, багетные профили, а также другие декоративные элементы из дерева.
При выборе конструкции следует в полной мере предусмотреть и меры безопасности при последующей эксплуатации агрегата. Самодельный рейсмусовый станок Станки своими руками должен иметь надёжное ограждение рабочей зоны стола, а также исключать вероятность обратного хода доски при чрезмерной величине зазора, а также её разрушение во время обработки.
Анализируя имеющиеся чертежи самодельных устройств, стоит иметь в виду, что наличие в столе двух нижних прижимов снизит усилие задачи доски в рабочее пространство, поскольку заготовка будет перемещаться по гладкой поверхности валка, а не по столу.
Производство и сборка
Изготовление станка начинают со станины. Для этих целей целесообразно использовать трубчатый стальной прокат с поперечным сечением не менее 60×40 мм: труба отличается повышенной жёсткостью и моментом сопротивления, что положительно скажется на точности операций, производимых на самодельном агрегате. Элементы конструкции соединяют сваркой. Её можно заменить сборным вариантом, но он менее предпочтителен — сборка стола и станины с применением уголка и соединительных шпилек диаметром от М30 вынудит часто проверять их затяжку.
Для подающих роликов можно использовать валки от старой стиральной машины: их обрезиненная поверхность вполне справится с поставленными задачами. Вальцы растачивают под диаметр имеющихся подшипников, учитывая требуемое значение диапазона регулировки. В самодельных рейсмусовых станках этот процесс можно сделать и вручную, вращением рукоятки.
Для изготовления стола самодельного агрегата подойдёт широкая шлифованная доска из лиственницы или дуба. Древесина хорошо гасит возникающие вибрации, но для повышения антикоррозионных показателей, и с точки зрения пожарной безопасности её стоит пропитать огнестойкими составами или креозотом. Соединение стола со станиной может быть болтовым.

3d модель самодельного рейсмуса
При выборе двигателя следует соотнести максимально необходимый крутящий момент с потребностями обработки. Как правило, достаточно электродвигателя мощностью 5…6 кВт, с числом оборотов до 3500…4000 в минуту.
Для обеспечения безопасности самодельный станок должен быть ограждён съёмным кожухом. Его можно сделать из тонколистовой стали (толщиной 0,6…0,8 мм).
Необходимые комплектующие – подшипники, ножи, шкивы, крепёжные изделия — подбираются в соответствии со спецификацией к чертежам самодельного рейсмус- станка.
При сборке самодельного станка необходимо:
- обеспечить максимальную ровность поверхности стола;
- отбалансировать все вращающиеся части в статическом и динамическом режимах;
- предусмотреть удобную регулировку положения стола;
- проверить надёжность устройства ограждения подвижных элементов.
Самодельный рейсмусовый станок проверяется на холостом ходу. Если все узлы работают верно, проверяют агрегат на рабочем режиме, после чего окрашивают все неподвижные части атмосферостойкой краской.
Обрабатывая доски на толстостильном станке, вы можете победить качели на их концах, чтобы не тратить ценный материал впустую. Мы расскажем вам, как это делается, в новой статье в рубрике «Столярка».
Как образуется «ступенька» при обработке доски
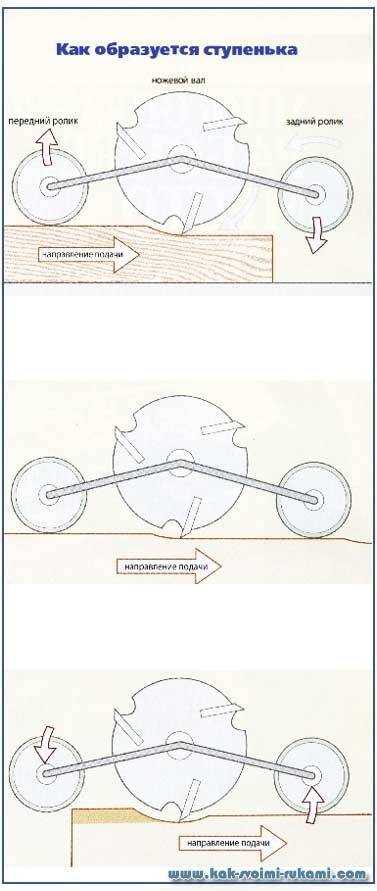
Когда заготовка входит в станок, передний ролик захватывает ее и тянет к ножевому валу.Но в то же время сам ролик слегка приподнимается из-за толщины заготовки, что приводит к небольшому перекосу всего прижимного узла и вала ножа, который при небольшом опускании удаляет больше материала, создавая ступеньку.
Когда заготовка попадает под задний ролик, и оба ролика прижимают его к столу, зажимной узел выравнивается, и ножевой вал начинает резать материал на одинаковую глубину по всей длине, оставляя шаг на переднем конце заготовки.
Наконец, когда задний конец заготовки выходит из-под первого ролика, зажимная губка снова возникает, на этот раз в противоположном направлении, и это приводит к шагу на заднем конце заготовки.
См. Также: Ручные пилы
Доска для обработки без утолщения
1. На настольном строгальном станке отвинтите регулировочные винты, чтобы поднять концы переднего и заднего столов на 1,5-2 мм выше основного.
2. В некоторых профессиональных моделях наклон столов регулируется винтами, а в других используются тонкие металлические прокладки.
H. Если после поднятия концов столов вы не смогли полностью избавиться от ступеньки, слегка поднимите свободный конец заготовки, направив ее в станок, и сделайте то же самое на выходе.
См. Также: Как текстурировать заготовки на токарном станке - необходимые инструменты

Непрерывность подачи заготовок
4.Если предыдущие методы не помогли полностью избавиться от ступени, подавайте заготовки одинаковой толщины без перерыва, соединяя их концы, чтобы станок «казался» одной длинной заготовкой. Используйте разрез до первой заготовки и после последней.
Регулировка роликами
5. Профессиональные станки для сгущения имеют нижние ролики, облегчающие скольжение заготовки на чугунном столе. Некоторым моделям удается избавиться от ступеньки, подняв эти ролики над столом на высоту 0,05 мм.Если это приводит к увеличению дефекта, опустите уровень роликов со столом.
Тонкие заготовки нуждаются в "транспортировке"
6. Если толщина составляет менее 10 мм, заготовки могут сгибаться, поднимаясь к ножам, и, таким образом, образуется ступенька. Чтобы избежать этого, прикрепите их двухсторонним скотчем к несущей плате, чтобы увеличить жесткость.
Готово с легкими проходами
7. Как правило, чем толще удаляемый слой, тем глубже ступенька.Поэтому после расчета окончательной толщины заготовок удалите с каждой стороны не более 0,3 мм за один или два последних прохода.
ИНСТРУМЕНТЫ ДЛЯ МАСТЕРОВ И МАСТЕРОВ, И ДОМАШНИЕ ТОВАРЫ ОЧЕНЬ ДЕШЕВЛЕ. БЕСПЛАТНАЯ ДОСТАВКА. ЕСТЬ ОБЗОРЫ.
Ниже другие записи на тему «Как сделать своими руками - домохозяина!»
Подписывайтесь на обновления в наших группах и делитесь.
Давайте дружить!

Утолщение с ручными плоскостями может показаться утомительным. Это, конечно, физическая работа, и если толщины досок много, то это может скоро стать тренировкой. Но при правильной технике строгание дерева вручную должно больше походить на приятную бодрую прогулку, чем на тяжелую борьбу.
Связанный: Вы должны пройти доску? Узнайте о технике ручного строгания.
Осел Работа?
Что вы думаете, чтобы ласточкин хвост для маршрутизаторов?
Я думаю, многие из вас читают, потому что вы любители ручного инструмента.Возможно, джиг ласточкин хвост - это высшее преступление, и мысль заставляет вас извергать свой ужин?
Или, может быть, вы более открытый, и все идет так долго, как вы наслаждаетесь?
Лично я никогда не использовал джиг ласточкин хвост. Я не думаю о результатах или о них.
Если мне нужно быть быстрым, то неряшливые, вырезанные вручную ласточкиные хвосты будут держаться на удивление хорошо. И если мне нужно быть презентабельным, то я определенно не буду тянуться к роутеру.
В последнее время я снова привык к мастерской, посвященной только ручному инструменту.Это заставило меня задуматься о том, что подготовка и утолщение досок на самом деле просто «работа осла».
Я всегда наслаждался процессами строгания древесины вручную, начиная с черновой стадии подготовки. Это то, чем я занимаюсь большую часть времени, когда строю мебель.
Но я также счастлив, что у меня есть доступ к толще машины, и я вполне доволен тем оправданием, что я могу бросить свои доски в начале проекта.
В конце концов, это «просто работа осла».
Мастерская только ручного инструмента
У меня нет машин в моей новой мастерской, поэтому у меня было много возможностей спросить, почему я так рад это назвать.
«Работа на осле» кажется таким неуважительным термином для набора навыков, которые, как мне кажется, так важны для ремесла деревообработки.
Я пришел к выводу, что это не более чем оправдание того, что я чувствую себя хорошо, когда я не могу потрудиться подготовиться вручную.
Немного похоже на то, когда мой сосед выскакивает на «Quick Smokey».Его причудливый термин, который, возможно, снимает часть вины за то, что он пошел на куфф на педик. 
вручную
Избегайте наушников!
У каждого из нас разные намерения относительно того, какой будет наша мебель и для чего мы строим. Мы также избегаем различных процессов, потому что нам не нравится их выполнять.
Я не песок, потому что я ненавижу шлифование, это так просто. Никаких оправданий не должно быть.
Создание моей новой мастерской по ручному инструменту помогает мне вспомнить, как именно я люблю деревообработку, когда все на моих условиях.
Я знаю, если я начну проект и подумаю: «Первая работа, наушники!», Тогда я ошибся. Мои мысли и мысли о проекте начались не с той ноги.
Есть много причин, почему мне нравится процесс ручной подготовки. С небольшим предметом мебели и правильным подходом это не займет много времени.
Я хотел бы еще кое-что рассказать о том, почему я чувствую, что утолщение рук является важным этапом проекта.
Вопрос сейчас, хотя; в какой момент ласточкин хвост стал таким важным процессом для деревообрабатывающего инструмента, по сравнению с подготовкой и утолщением досок?
Почему я чувствую себя более неудовлетворенным, когда нарезаю ласточкиные хвосты с помощью роутера, чем провожу скот через рубанок?
Я спрашиваю об этом лично и не предлагаю, чтобы кто-либо из нас извинялся за то, как мы решили работать.
Я пришел к выводу, что в моей мастерской нет никаких причин, по которым утолщение рук должно считаться худшим навыком, чем любой другой.
Я мог бы также начать называть «ласточкин хвост» на работе с большим ослом, когда есть над чем поработать. Тем более, что они будут едва заметны, когда будут покрыты молдингом.
И большинство гробов и шипов не будут видны после сборки.
Ручная подготовка - это, вероятно, одна работа, которая даст вам больше всего знаний о вашей древесине.А строгание древесины вручную создает множество навыков, которыми вы сможете воспользоваться на каждом этапе проекта. Тем не менее, это, скорее всего, работа, которую выполняет наименьшее количество людей.
Я решил больше никогда не называть готовящимся ослом работу, и мне очень хотелось бы притупить представление, что это должно быть трудоемким и скучным занятием.
Он научит вас на мгновение читать вашу древесину и поможет решить многие трудности, с которыми вы столкнетесь.
Подготовка с ручными самолетами, безусловно, очень ценный процесс обучения.
Связанный: Ручная подготовка больших досок с эффективностью.
,$ 1200.00 - 1500 долларов / Устанавливать | 1 компл. (Минимальный заказ)
- Перевозка:
- Служба поддержки Морские перевозки
- Время выполнения:
-
Количество (Наборы) 1 - 10 11 - 50 > 50 Est.Время (дни) 30 45 Торг
- Персонализация:
-
Индивидуальный логотип (Мин.Заказ: 1 комплект)
Индивидуальная упаковка (Мин. Заказ: 1 комплект)Подробнее
Настройка графики (Мин.Заказ: 1 комплект) Меньше