Ремонт шпинделя фрезерного станка чпу
Ремонт шпинделей чпу | Статьи
18.11.2018
Как известно, шпинделем называется часть металлообрабатывающего станка в которой крепится вращающийся режущий инструмент или заготовка. Часто ремонт шпинделей ЧПУ выполняется по причине износа шпиндельных подшипников, отвечающих за надежную фиксацию заготовки по плоскостям, при работе.
Устройство
Внутри моторшпиндели для станков ЧПУ устроены следующим образом:
- Корпус.
- Ротор вала.
- Вал.
- Статор.
- Механизм зажима.
- Датчики.
- Система подачи СОЖ.
- Подшипники.
Этапы восстановления
После проведения первичной диагностики и согласования плана работ, а также подписания предварительной документации, приступают к восстановлению механизма.
Работы на корпусе включают восстановление внутренней и внешней геометрии шпинделя станка, чтобы устранить колебания при вращении, приводящие к дальнейшему разрушению элемента.
Восстановление шпинделя, внутреннего конуса вала
| До ремонта | После ремонта |
|---|---|
Вал и все, что с ним связано, подвергается тщательной проверке и предварительному анализу. При необходимости поврежденные элементы заменяются новыми или проходят процедуру восстановления. Прочищается и проверяется на работоспособность подачи СОЖ, от которой зависит охлаждение вала и обрабатываемой детали.
Повышенное внимание уделяется подшипникам, так как эти элементы подвергаются скоростным радиальным и осевым нагрузкам и требуют регулярной замены по выработке ресурса. При разборка шпинделя подшипники всегда заменяются на новые из-за особенностей радиально-упорных подшипников.
По окончании процесса шпиндель для фрезерного, или другого станка с ЧПУ, проходит проверку работоспособности в динамическом режиме, о чем составляется отдельный акт. Клиенту передается восстановленный элемент, а также необходимая сопроводительная документация, подтверждающая работоспособность детали и дающая гарантию на результат проведенной работы.
Преимущества сервиса
Еврошлиф — международная компания с большим опытом, которая предоставляет клиентам следующие преимущества:
- Качественные запасные части, со всеми необходимыми документами.
- Квалифицированный персонал, проходящий постоянные аттестации.
- Возможность самостоятельного изготовления редких элементов на станках Еврошлиф.
- Проверка на компьютерном стенде имитирующем работу шпинделя на станке.
- Полный международный пакет сертификатов и гарантий.
Обращаясь к нам клиент получает быстрый и качественный ремонт, приводящий к восстановлению работоспособности поврежденного шпинделя.
[ Фрезерный станок с ЧПУ Запчасти для дома ]

Шпиндель с ЧПУ является сердцем любой мельницы. Он состоит из вращающегося узла с конусом, где могут быть установлены держатели инструмента. Двигатель шпинделя с ЧПУ с дополнительной передачей некоторого вида вращает шпиндель с ЧПУ. Трансмиссия соответствует диапазону оборотов наивысшей мощности двигателя шпинделя с ЧПУ и оборотам шпинделя, которые идеально подходят для определенных скоростей и подач разрезаемого материала.
шпинделя бывают трех типов. Есть шпиндели картриджа, которые являются просто вращающимся узлом без двигателя или трансмиссии. Тогда есть автономные шпиндели различных видов. Например, Trim Routers пользуются популярностью среди любителей ЧПУ, особенно для CNC Routers. Автономные шпиндели включают вращающийся узел и двигатель все в одном. Наконец, существуют изготовленные шпиндели, в которых такие детали, как подшипники шпинделя, прикреплены к (обычно) чугунному корпусу.Такую конструкцию используют в фрезерных станках Бриджпорта или во многих китайских импортных станках, таких как, например, RF-45.
шпиндельных патронов

Tormach BT-30 Шпиндельный патрон с ЧПУ…
патронных шпинделей - это то, что практически каждый современный VMC использует. Их удобно менять и восстанавливать, сохраняя работоспособность станка, их удобнее производить, чем изготовленные шпиндели, и они обычно просто работают хорошо.
Вот разрез шпинделя картриджа, настроенного для ATC (Automatic Tool Changer), чтобы вы могли получить представление о компонентах:
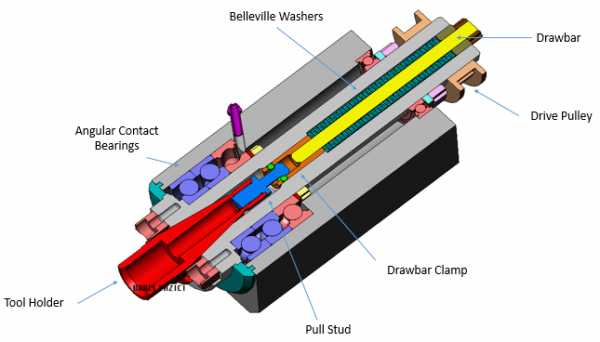
шпиндельный патрон ЧПУ ATC…
Давайте рассмотрим роль каждого компонента:
- Радиально-упорные подшипники: этот конкретный шпиндель имеет два радиально-упорных подшипника плюс два радиальных шарикоподшипника (цвета лосося).Подшипники могут быть самой важной частью шпинделя и определять его максимальные обороты, а также его жесткость и пригодность для ЧПУ.
- Drawbar: Drawbar используется для «втягивания» держателя инструмента в конус шпинделя, отсюда и название.
- Шайбы Belleville: это тип плоской пружины, цель которой - удерживать натяжение дышла на держателе инструмента.
- Pull Stud: это сменная деталь, которая ввинчивается в держатель инструмента. Зажим дышла захватывает тяговый стержень, чтобы дышло могло тянуть его вверх в конус.
- Зажим для дышла: Существуют различные конструкции, но Зажим для сцепки фиксирует сцепное устройство на тяговом стержне, когда он достаточно сильно втягивает стержень в конус.
- Приводной шкив: двигатель или трансмиссия вращают шпиндель через приводной шкив. Показанный дизайн - шкив синхронизации, но доступно много стилей.
Амбициозные мастера по изготовлению станков с ЧПУ могут разрабатывать и изготавливать собственные шпиндельные картриджи, но купить их гораздо проще. Есть высококачественные (по крайней мере для рынка DIY) картриджи, доступные по разумным ценам от таких нарядов, как Tormach.
Вы можете даже найти использованные шпиндельные патроны от VMC в таких местах, как eBay. Просто имейте в виду, что если они не находятся в хорошем состоянии, одни подшипники для коммерческого VMC очень дороги для замены. Если конус поврежден или существует чрезмерный износ, требующий повторной обработки, вы будете смотреть на очень дорогостоящий проект.
автономных шпинделей

Makita Trim Router: 1 шпиндель с высокой частотой вращения 1/4 л.с. примерно за $ 90…
Автономные шпиндели, особенно трим-фрезерные, очень популярны среди мастеров фрезерных станков с ЧПУ.В устройстве, подобном изображенному выше изображению Makita RT0701CR, есть что понравиться:
Есть и минусы тоже:
- Держатель инструмента не съемный. Шпиндель имеет цанговый патрон, который обычно принимает только хвостовик инструмента 1 размера, и нет быстросменных держателей инструмента. Ручная смена инструмента происходит довольно медленно, и вы можете забыть об автоматических сменщиках инструмента.
- Маршрутизаторы и аналогичные шпиндели могут быть очень шумными, хотя это не универсально.
Изготовленные шпиндели
В старых фрезерных станках с ручным проектированием мы часто находим то, что я называю «Изготовленные шпиндели».С этими шпинделями труднее всего работать и модифицировать, поскольку они буквально встроены прямо в отливку головки шпинделя и не дают много места для модификации.
С учетом вышесказанного, общий подход состоит в том, чтобы, по меньшей мере, зажимать подвижные иглы для большей жесткости. Другая распространенная модификация - это переход от передач (действительно шумных и медленных!) К ременной передаче.Конусы, дышла и держатели инструмента
Если оставить в стороне тип шпинделя, еще одно важное соображение касается конусности, дышла и держателей инструмента.Из приведенного выше обсуждения вы должны иметь хоть какое-то представление о том, что такое дышло и держатель инструмента. Конус шпинделя относится к размеру и типу держателя инструмента, который будет соответствовать шпинделю. Например, конус R8, который был представлен с оригинальными ручными фрезерными станками Bridgeport, очень популярен.
Существует огромное количество возможностей конусности шпинделя, поэтому я остановлюсь только на двух общих для фрезерных станков с ЧПУ своими руками: R8 и BT 30. Вот чертеж CAD обоих:
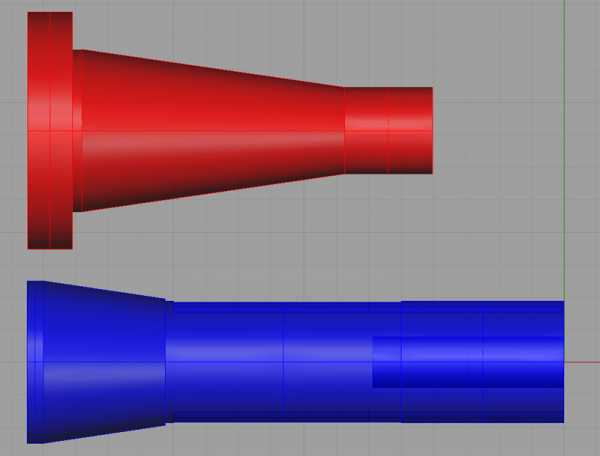
BT-30 вверху и R8 внизу ...
И вот их фото бок о бок:

R8 слева, BT30 справа…
Должно быть достаточно ясно, что BT-30 лучше.Он предпочтителен для приложений более высокого класса, но R8 достаточно для большинства фрезерных станков с ЧПУ. Возможностей гораздо больше, и мы подробно расскажем о компромиссах в нашей статье «Шпиндель, Drawbar и Toolchanger».
DIY Выбор шпинделя с ЧПУ
Правильный выбор шпинделя для вашего проекта ЧПУ своими руками начинается с составления набора сценариев того, как вы хотите использовать станок. При принятии решения важно понимать ряд решений:
- Какие материалы вы собираетесь вырезать на станке? Требования к скорости вращения для твердых металлов несколько отличаются от требований к мягким материалам, таким как дерево и пластик.
- Какие размеры резцов вы будете использовать?
- : Вам понадобится автоматическая смена инструмента? Много решений будет принято вокруг этого.
В общем, постарайтесь сделать свой выбор так, чтобы можно было использовать как можно больше недорогих готовых аксессуаров. Вместо того, чтобы выбрать экзотический конус шпинделя, выберите что-то общее, чтобы вы могли дешево купить патроны для инструментов.
У нас есть серия по разработке совершенной настольной мини-мельницы с ЧПУ, в которой подробно рассматриваются все эти конструктивные решения.Для получения информации о шпинделе, начните здесь:
[Ultimate Benchtop CNC Mini Mill Part 7: Шпиндель, дышло и инструментальный ящик]
И здесь:
[Ultimate Benchtop CNC Mini Mill Part 8: Шпиндель для нашей мельницы]
Дизайн шпинделя
Spindle Design - это то, чем я восхищался и потратил много времени на изучение. Реальность такова, что большинству мастеров DIY CNC не нужно знать об этом. Получить себе хороший шпиндель картриджа. Перевести существующую мельницу с зубчатой передачи на ременную передачу.Или используйте автономный шпиндель. Ни один из этих проектов не требует, чтобы вы знали очень много о Spindle Design.
Но если вы заинтересованы в максимизации производительности, расширении возможностей и в целом создании большого количества работы (хотя и интересной работы!) Для себя, вы захотите немного углубиться в эту область. Я собрал все свои заметки на нем, поскольку они относятся к работе с ЧПУ своими руками в одной статье из двух частей, чтобы сэкономить ваше время и проблемы:
[Шпиндель фрезерного станка с ЧПУ: подшипники, ременный привод, VFD, ATC и примечания по проектированию]
Просто будьте осторожны - это глубокие воды с множеством акул, которые редко исследуются производителями DIY CNC.
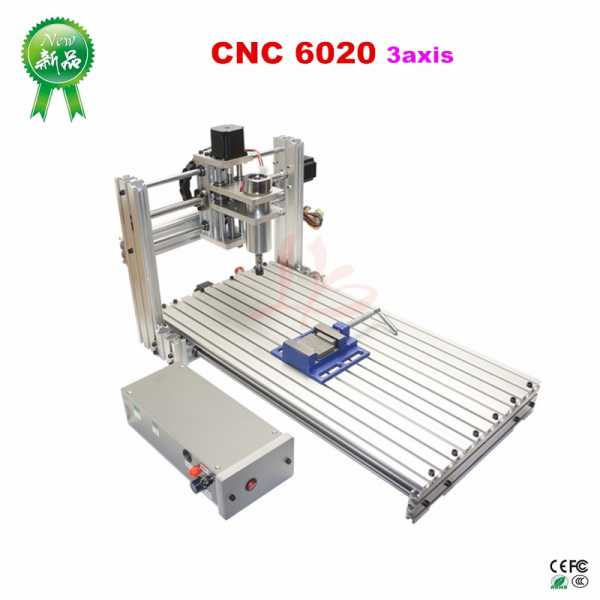
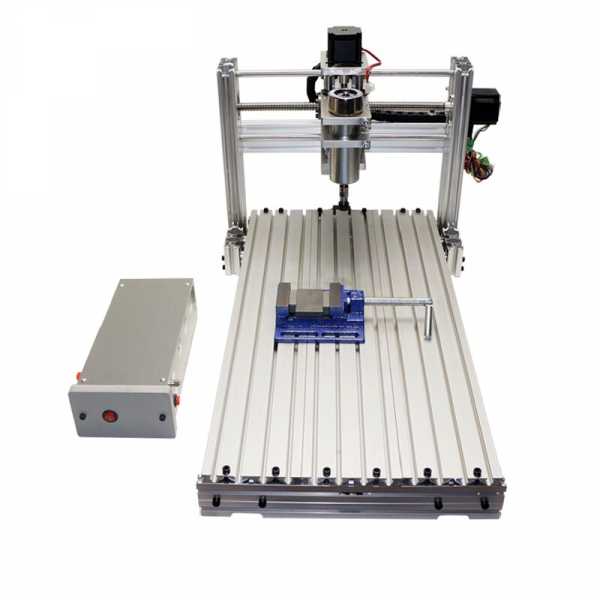
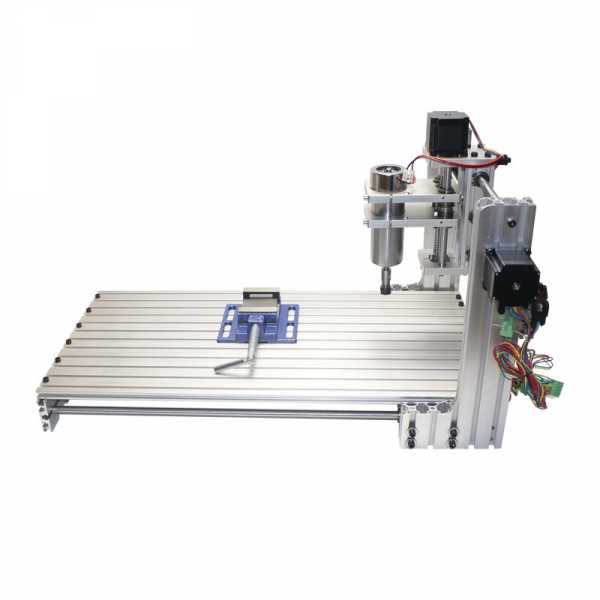
,Фрезерный станок с ЧПУФрезерный станок с ЧПУ 6020, фрезерный станок с ЧПУ, USB-фрезерный станок с ЧПУ
Введение
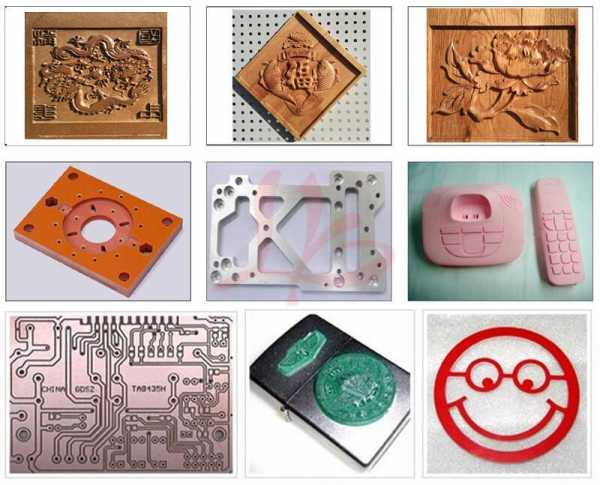
Это очень хорошая эра, в прошлом мы могли видеть только станочное оборудование с ЧПУ на заводе, но теперь оборудование с ЧПУ вошло в нашу жизнь;
Это может помочь вам обработать множество деталей, будь то моделирование, украшение дома или креативная работа.
Это может помочь вам интуитивно изучить знания ЧПУ. И тестирование результатов обучения в режиме реального времени.
Гарантия
Более точный шаговый двигатель
Простое управление и установка
1 год машинного оборудования и 6 месяцев электрических компонентов, шаговый двигатель, шпиндель Бесплатная гарантия
Модель и технические параметры
| МОДЕЛЬ | 6020 Металлический фрезерный станок с ЧПУ | |||
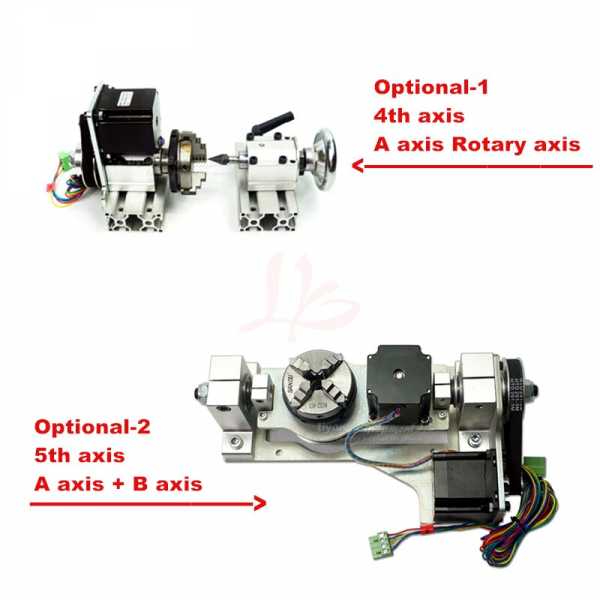
| Атрибут | 3 оси | 4 оси | 5 оси | Только кадр |
| Ось | 3Axis | 4axis | 5axis | 3Axis |
| Интерфейс | USB-порт | USB-порт | USB-порт | нет |
| Двигатель шпинделя : | 400W | 400W | 400W | нет |
| Взвешивание | 27 | 31 | 33 | 22 |
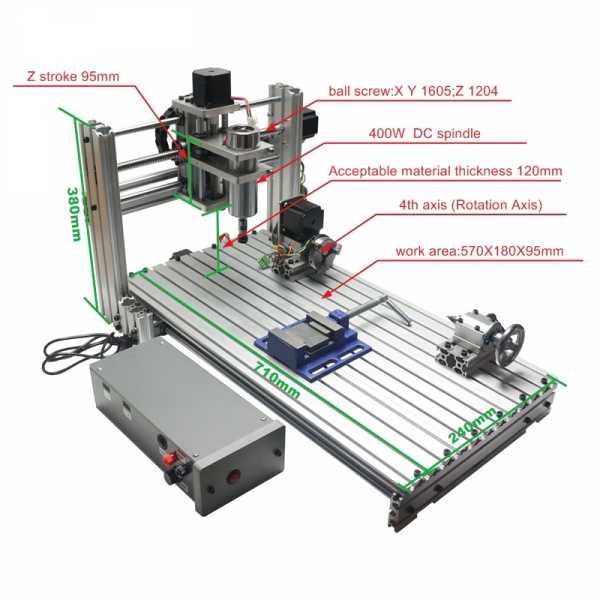
| Максимум.рабочий ход | XYZ = 180 * 570 * 95 мм | |||
| Допустимая толщина материала | ≤ 120мм | |||
| Тип рельса | X Y 1605 шариковый винт, Z 1204 шариковый винт, 12 мм оптическая ось | |||
| Мотор шпинделя | 400 Вт DC шпинделя, 0-9000 об / мин | |||
| Цанговый тип | ER11,1 / 8" (3.175 мм) цанга | |||
| Шаговый двигатель и привод | 57HS56 | |||
| Повторите точность позиционирования | 0.02mm | |||
| Интерфейс связи | USB-порт | |||
| Системные Требования | Win-XP / Win 7 Win 8 Win10 | |||
| Software Co patability | Mach4 / Emc2 / Kcam, (Type3, Wentai, ArtCAM, coppercam) | |||
| Код команды | G-код /.пс / .ncc / .tab / .txt | |||
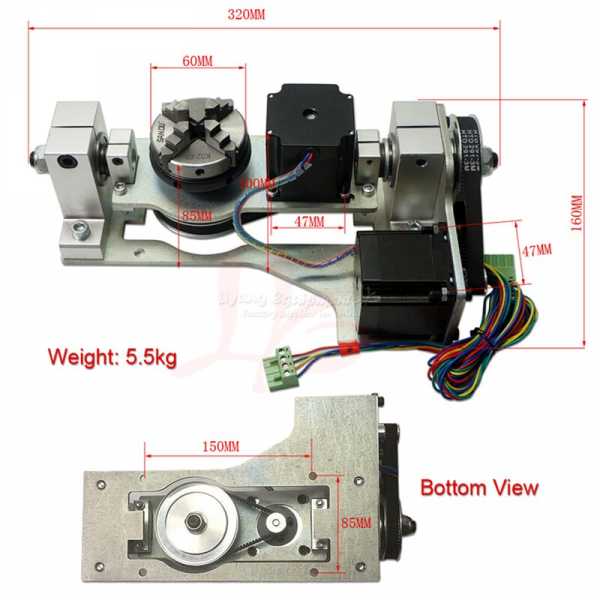
| 4-я ось Описание: | Высота центра: H = 51 мм Максимальный диаметр поворота: ≤ 81 мм Коэффициент замедления: 4: 1 Шаговый двигатель: 57HS56 | |||
| 5-я ось Описание: | Передаточное число четвертой оси: 4: 1 (57 двухфазных 3А шаговых двигателей 1.2N) Коэффициент уменьшения пятой оси: 5: 1 (57 двухфазных 3А шаговых двигателей 1.2N) Четыре челюсти патрон 60 мм Зажим: положительное направление: 40 мм; В обратном направлении: 70мм Четвертая ось Высота центра: 55 мм Пятая ось выше 4-й оси на 44 мм. Нижнее фиксированное расстояние отверстия: 150 мм х 85 мм | |||









| G00 | Движение | Двигайтесь по прямой на скорости порогов. | XYZ конечной точки | ||
| G01 | Движение | Движение по прямой на последней скорости, управляемой (F) средней скоростью | XYZ конечной точки | ||
| G02 | Движение | Дуга по часовой стрелке при (F) эдрейт | XYZ конечной точки IJK относительно центра R для радиуса | ||
| G03 | Движение | Дуга окружности против часовой стрелки при (F) eedrate | XYZ конечной точки IJK относительно центра R для радиуса | ||
| G04 | Движение | Задержка: остановка на указанное время. | P за миллисекунды X за секунды | ||
| G05 | Движение | FADAL Немодальные пороги | |||
| G09 | Движение | Точная проверка остановки | |||
| G10 | Компенсация | Ввод программируемых параметров | |||
| G15 | Координата | Отключить полярные координаты, вернуться к декартовым координатам | |||
| G16 | Координата | Включить полярные координаты в положение | |||
| G17 | Координата | Выберите плоскость X-Y | |||
| G18 | Координата | Выбрать плоскость X-Z | |||
| G19 | Координата | Выбрать самолет Y-Z | |||
| G20 | Координата | Программные координаты в дюймах | |||
| G21 | Координата | Программные координаты мм | |||
| G27 | Движение | Проверка возврата контрольной точки | |||
| G28 | Движение | Возврат в исходное положение | |||
| G29 | Движение | Возврат из референтной позиции | |||
| G30 | Движение | Возврат к 2-й, 3-й и 4-й контрольной точке | |||
| G32 | Консервы | Резьба с постоянным ходом (например, G01 синхронизирована со шпинделем) | |||
| G40 | Компенсация | Коррекция на режущий инструмент отключена (радиус комп.) | |||
| G41 | Компенсация | Коррекция на режущий инструмент слева (радиус комп.) | |||
| G42 | Компенсация | Коррекция на режущий инструмент справа (радиус комп.) | |||
| G43 | Компенсация | Применить коррекцию на длину инструмента (плюс) | |||
| G44 | Компенсация | Применить коррекцию на длину инструмента (минус) | |||
| G49 | Компенсация | Отмена коррекции на длину инструмента | |||
| G50 | Компенсация | Сброс всех масштабных коэффициентов до 1.0 | |||
| G51 | Компенсация | Включить масштабные коэффициенты | |||
| G52 | Локальное рабочее смещение для всех систем координат: добавьте смещения XYZ | ||||
| G53 | Система координат станка (отмена рабочих смещений) | ||||
| G54 | Рабочая система координат (1-я заготовка) | ||||
| G55 | Рабочая система координат (2-я заготовка) | ||||
| G56 | Рабочая система координат (3-я заготовка) | ||||
| G57 | Рабочая система координат (4-я заготовка) | ||||
| G58 | Рабочая система координат (5-я заготовка) | ||||
| G59 | Рабочая система координат (6-я заготовка) | ||||
| G61 | Другое | Точный режим проверки остановки | |||
| G62 | Другое | Автоматическая коррекция угла | |||
| G63 | Другое | Режим постукивания | |||
| G64 | Другое | Лучшая скоростная трасса | |||
| G65 | Другое | Пользовательский макрос простой вызов | |||
| G68 | Координата | Вращение системы координат | |||
| G69 | Координата | Отмена вращения системы координат | |||
| G73 | Консервы | Высокоскоростной цикл сверления (малый отвод) | |||
| G74 | Консервы | Цикл левого постукивания | |||
| G76 | Консервы | Прекрасный скучный Cyle | |||
| G80 | Консервы | Отмена постоянного цикла | |||
| G81 | Консервы | Простой цикл сверления | |||
| G82 | Консервы | Цикл бурения с запаздыванием (контрибуция) | |||
| G83 | Консервы | Цикл бурения по пеку (полный отвод) | |||
| G84 | Консервы | Цикл постукивания | |||
| G85 | Консервы | Скучный постоянный цикл, без остановки, подача | |||
| G86 | Консервы | Постоянный цикл сверления, останов шпинделя, быстрый вывод | |||
| G87 | Консервы | Задний расточный консервированный цикл | |||
| G88 | Консервы | Постоянный цикл сверления, останов шпинделя, ручной выход | |||
| G89 | Консервы | Сверлильно-консервированный цикл, выдержка, подача | |||
| G90 | Абсолютное программирование XYZ (системы типа B и C) | ||||
| G90.1 | Абсолютное программирование IJK (системы типов B и C) | ||||
| G91 | Инкрементальное программирование XYZ (системы типа B и C) | ||||
| G91.1 | Инкрементальное программирование IJK (системы типов B и C) | ||||
| G92 | Смещение системы координат и сохранение параметров | ||||
| G92 (альтернатива) | Движение | Зажим максимальной скорости шпинделя | S | ||
| G92.1 | Отменить смещение и обнулить параметры | ||||
| G92.2 | Отменить смещение и сохранить параметры | ||||
| G92.3 | Смещенная система координат с сохраненными параметрами | ||||
| G94 | Движение | единиц в минуту в режиме подачи.Единицы в дюймах или мм. | |||
| G95 | Движение | Единиц на оборот подачи. Единицы в дюймах или мм. | |||
| G96 | Движение | Постоянная скорость поверхности | |||
| G97 | Движение | Отмена постоянной скорости поверхности | |||
| G98 | Консервы | Возврат к исходной плоскости Z после постоянного цикла | |||
| G99 | Консервы | Возврат к исходной плоскости R после стандартного цикла | |||