Револьверные головки для токарных станков с чпу
Расширение функциональных возможностей токарных станков с ЧПУ связано с установкой на них дополнительных устройств, позволяющих выполнять круг операций, несвойственных универсальному оборудованию.
Револьверные токарные головки
Устанавливаются на суппорт токарного станка и обеспечивает крепление оправок резцов. Количество позиций револьверной головки может быть различным - 6, 8, 12, реже больше. Увеличение количества мест для крепления инструмента, зачастую, невозможно без уменьшения сечения оправки. В каждую позицию возможна установка резцов, сверл, метчиков.
Конструкция головки и осей подач позволяет обрабатывать деталь в осевом и радиальном направлении к оси заготовки. Различные инструменты, производя смену и перемещение по программе производят необходимые технологические операции.
Револьверная головка токарного станка с ЧПУ содержит в себе, как правило, 1 электропривод, обеспечивающий как смену позиции, так и фиксацию диска.. Устройство револьверных головок токарных станков с ЧПУ позволяет производить смену позиции инструмента по кратчайшему расстоянию. После выбора активного инструмената также важным является возможность подачи СОЖ с индивидуальной регулировкой под каждый вылет режущего инструмента.
Шлифовальная головка
Шлифовальная головка для токарного станка позволяет производить шлифовку деталей без применения дополнительного станочного оборудования. Устанавливается на суппорт станка. Привод шлифовального круга осуществляется от собственного электродвигателя, подключенного к основному электрооборудованию.
Применение различных профилей кругов, оправок, установка бабки и суппорта под углом друг к другу позволяют шлифовальной головке обрабатывать любые детали со сложными поверхностями. Высокая чистота поверхности обеспечивается одновременным встречным вращением детали и шлифовального круга. Не рекомендуется применять на станках без телескопической защиты направляющих.
Фрезерные головки
Возможность фрезерования детали на токарном станке обеспечивается револьверной головкой с управляемым приводом вращения режущего инструмента и возможностью позиционирования шпинделя (реализация оси С). Позволяют выполнять фрезерные операции на деталями, закрепленными в патроне токарного станка. Оправки условно делятся на осевые, радиальные и с регулируемым углом наклона инструмента. Точные угловые перемещения обрабатываемой детали вокруг оси шпинделя обеспечиваются двигателем шпинделя и датчиком позиционирования шпинделя. Перемещение фрезы относительно обрабатываемой заготовки осуществляется стандартными осями токарного станка.
Резьбонарезные головки
Резьбонарезные головки для токарных станков предназначены для высокоточного нарезания внутренней и внешней резьбы на деталях. Отличаются от ручного инструмента (метчиков, плашек) высокой производительностью и качеством. Результат обеспечивается за один проход инструментом. На токарных станках используются вращающиеся головки.
В конструкции головок предусмотрено регулирование размера нарезаемой резьбы. По окончании нарезки осуществляется автоматическое раскрытие головки, чтобы при обратном ходе отсутствовало соприкосновение гребенки с деталью. Сами нарезные гребенки установлены в кулачках на винтах и звездочках.
Приводная головка для токарного станка
Приводная головка для токарного станка применяется для закрепления в ней приводного инструмента при выполнении дополнительных технологических операций:
- Нарезание резьбы фрезерованием.
- Точение поверхностей и отверстий под углом к оси заготовки.
- Сверление отверстий различных размеров со смещением от оси детали.
- Фрезерование всевозможных плоскостей.
Головки различаются по способу установки между осями инструмента и детали. Оси могут совпадать или быть параллельны, находиться под некоторым углом друг к другу.
Свое применение приводные головки находят в токарных обрабатывающих центрах, работающих под управлением ЧПУ. Сфера их применения — крупносерийное производство однотипных деталей.
Вихревая головка
Применяется для вихревого нарезания резьбы. Вихревая головка для токарного станка устанавливается на каретке суппорта. В ней размещается до четырех резцов. Привод осуществляется ременной передачей от собственного электродвигателя.
Заготовка устанавливается в центрах токарного станка, одновременно проходя через головку, которая установлена эксцентрично относительно оси заготовки. Вращаясь, резцы головки поочередно снимают металл с обрабатываемой детали. Таким способом выполняют как наружную, так и внутреннюю резьбу.
Вихревая головка позволяет производить нарезку резьбы на большой скорости, что способствует получению поверхности с высокой чистотой обработки. Несколько резцов обеспечивают особую точность профиля. Весь процесс нарезания резьбы осуществляется за один проход, способствуя более высокой производительности.
Резьбонакатная головка для токарного станка
Позволяет изготовить резьбу на любой детали с высокой производительностью.
Аксиальные или осевые головки используются для накатки резьбы на пустотелых деталях большой длины (трубы), изделиях сложной конфигурации (валы). Применяются на одиночных станках или в составе автоматических линий. Возможна работа вручную.
Головки имеют несколько резьбонакатных роликов со шлифовальными витками. Установленные под углом к оси детали, они при вращении накатывают виток резьбы за один оборот детали. Возможно вращение как самой головки, так и детали.
Радиальные головки накатывают короткие резьбы, конические, с их помощью производят маркировку изделий, выглаживают и формируют детали. Тангенциальные головки используются для накатывания цилиндрической и конической резьбы различного вращения на любом участке детали.
Многорезцовая головка для токарного станка
Спиральная многорезцовая ножевая головка применяется для обработки ступенчатых изделий одновременно несколькими резцами в крупносерийном производстве. Резцы закрепляются в резцедержателях, установленных на переднем и заднем суппортах. Установка каждого резца определяется технологической картой обработки детали.
Дата внесения последних изменений 16.06.2020

Это одна из многих тем, которая порождает религиозный пыл с одной стороны по сравнению с другой. Я лично просмотрел несколько сотен онлайн-статей и переписок, которые у меня были с нашими клиентами G-Wizard, об этом выборе.
Кстати, вот видео на тему, которая быстро попадает в основные моменты:
Для более глубокого обсуждения, продолжайте читать.
Давайте начнем с некоторых определений и основного заключения, которое я сделал после всех этих разговоров и исследований, а затем углубимся в несметное количество деталей.
Какие токарно-револьверные станки и инструменты для банд?
На токарных станках с ручным управлением мы привыкли видеть один инструмент на панели быстрой смены инструментов (QCTP). Это работает, но на ЧПУ мы хотим более высокую производительность. Хотя на токарном станке с ЧПУ можно установить обычный ручной токарный станок Quick Change Toolpost (QCTP), обычно это делается только для токарных станков Toolroom.
Для производственных токарных станков инструмент, как правило, монтируется либо на монтажной плите, либо на револьверной головке По иронии судьбы на рисунке выше показаны оба используемых формата: на каждой станции револьверных головок установлена плоская пластина, которая увеличивает количество инструментов, доступных в каждой позиции револьверной головки.
Чистый набор инструментов - самый простой вариант. В этом режиме инструменты монтируются в ряд на поперечном суппорте токарного станка. Чтобы получить доступ к инструменту, необходимо отодвинуться от заготовки вдоль оси шпинделя, чтобы инструменты не ударялись о заготовку, перемещать ось X до тех пор, пока не будет установлен правильный инструмент, а затем двигаться вдоль оси Z назад, чтобы начать резку.
Слайд банды обычно выглядит так с установленными инструментами:
Видео фиксирует простое движение смены инструмента, а также скорость смены инструмента. Обратите внимание на два формата инструмента: черновой токарный инструмент имеет большой глубокий рез и является типичным держателем токарного инструмента с квадратным хвостовиком. Остальная часть инструмента использует круглый хвостовик с плоским, что более типично для бандитского инструмента. Он более компактный, и иногда вы даже увидите один держатель, который крепит две вставки для разных задач.
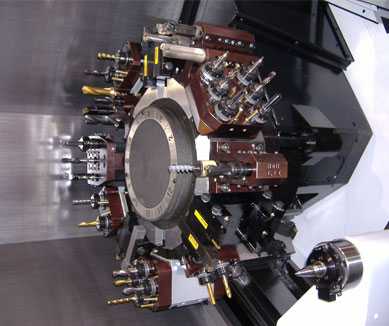
Теперь вот токарно-револьверный станок в действии:
Эта машина в видео на самом деле имеет 2 турели и использует одну для удержания аккуратного живого центра «хвостовой части», чтобы повернуть эту длинную тонкую деталь. Вы получаете представление о токарно-револьверном станке из этого, хотя. Токарно-револьверные станки очень похожи на вращающиеся сменщики инструментов, знакомые пользователям CNC Mill.
Какой из них лучше?
Для каждого из нас есть длинный список плюсов и минусов, но, как и было обещано, начнем с заключения на высшем уровне:
Выбор набора инструментов по сравнению с револьверными головками на токарном станке с ЧПУ больше зависит от того, какие детали вы будете изготавливать, чем от чего-либо еще.Gang Tooling очень трудно победить для коротких деталей меньшего диаметра, для которых не требуется задняя бабка. Токарно-револьверные станки трудно превзойти по универсальности, и, конечно, они необходимы, когда вам нужна задняя бабка.
Просматривая множество статей, которые я исследовал на эту тему, я часто сталкивался с машинистами, которые хотели, чтобы они могли использовать свои токарные станки для всего, но имели токарные станки с револьверной головкой для деталей, которые были слишком длинными и тонкими, чтобы их можно было изготовить с помощью токарного станка.
Швейцарские токарные станки
В некотором смысле это почти означает, что «конкуренция» между токарно-револьверными и токарными станками немного вводит в заблуждение.Возможно, лучшая «конкуренция» будет токарными станками против швейцарских машин. Швейцарские машины используют направляющую втулку и поворачиваются от конца к передней бабке, так что работа всегда хорошо поддерживается с очень небольшим вылетом для отклонения:
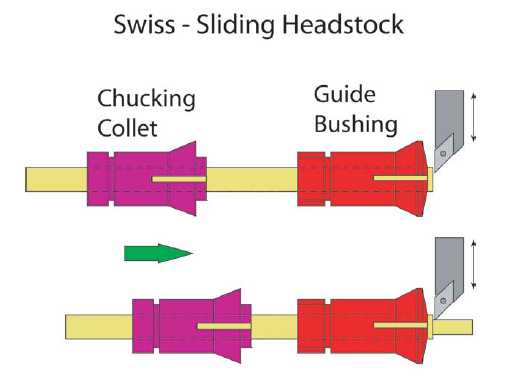
В обмен на большую стоимость, сложность и потребность в более дорогой заготовке из-за того, что она должна быть совместима со швейцарской установкой втулки, швейцарский станок может поворачивать детали, которые были бы слишком длинными и тонкими, чтобы их можно было использовать с токарным станком с бригадой.
Gang Tooling Advantage # 1: Скорость
Давайте начнем с представления Gang Tool Gang о том, почему их машины лучше:
Если деталь можно изготовить на токарном станке, она может быть изготовлена быстрее и дешевле, чем на токарно-револьверном станке.
Помните, что некоторые детали просто невозможно изготовить на токарном станке с бригадой, потому что вы не можете использовать заднюю бабку - инструмент банды может столкнуться с заготовкой, если он не сможет полностью оторваться от заготовки, чего он не может, потому что задняя бабка в пути.Есть несколько токарных станков с задвижками, которые можно убирать, но втягивание бабки каждый раз, когда требуется смена инструмента, сводит на нет главное преимущество токарного станка - очень быстрая смена инструмента.
Смена инструмента для банды происходит очень быстро, потому что она использует движение ползуна для смены инструмента и не требует индексации револьверной головки. Если подумать, то типичный токарно-револьверный станок должен переместиться в положение смены инструмента, прежде чем он сможет начать вращать нужный инструмент на месте. Как только инструмент на месте, он может вернуться в положение резки.Это почти то же самое количество движения, которое необходимо для смены инструмента для наихудшего случая, но инструменту для банды не нужно выполнять индексацию. Он перемещается в положение смены инструмента (различное для каждого группового инструмента) и перемещает следующий инструмент на место, затем перемещается прямо назад. Наиболее часто используемые инструменты размещаются в центре пластинки, и они перемещают лишь небольшую часть расстояния до самого дальнего положения смены инструмента, в котором нуждается токарно-револьверный станок.
Следовательно, инструмент банды почти всегда быстрее.Вы слышите цитаты слесарей-бригадиров, например: «« Инструмент-бригада может обработать деталь, отделить ее, механизм подачи прутка продвинет материал, и он окажется во второй части, прежде чем токарно-револьверный станок сможет закончить вторую операцию ».
Gang Tooling Advantage # 2: простота и низкая стоимость
Турели - это дорогие прецизионные устройства с большим количеством движущихся частей. Бандитская оснастка минималистична. Он включает в себя несколько блоков, установленных на поперечной направляющей, и все. Обычные оси сервоприводов и ходовые винты токарного станка выполняют всю работу по замене инструмента.Это означает, что токарные станки часто могут быть намного дешевле, чем токарные станки. В некоторых случаях магазины покупают 2-х токарные станки по той цене, которую обойдется один модный токарно-револьверный станок с двумя шпинделями, и они чувствуют, что выходят далеко вперед.
Если вашей детали требуется инструмент под давлением, например, для обработки плоских поверхностей гаечного ключа на детали или для сверления окружности болта на фланце, это намного дешевле сделать с помощью инструментальной оснастки. Пневматические шпиндели, кабельные шпиндели и меньшие электрические шпиндели могут быть введены в эксплуатацию, если токарный станок имеет индексируемый шпиндель оси C.Моторизация револьверной головки во многом увеличивает стоимость из-за трудностей, связанных с передачей мощности вращения на позиции инструмента на поворотной револьверной головке. Он также увеличивает размер токарно-револьверного станка, что делает использование револьверной головки нецелесообразным на токарных станках меньшего размера.
Gang Tooling имеет тенденцию быть более дешевым, в то время как револьверный инструмент имеет тенденцию быть более дорогим, но может быть более масштабным и более надежным. В некоторых стандартах на револьверную головку требуются довольно дорогие держатели инструмента, чтобы приспособить, среди прочего, живой инструмент.
Преимущество Gang Tooling # 3: Быстрая настройка
Это тот, который качается взад и вперед, но если вы посмотрите на возможность легко поменять весь набор инструментов с помощью групповых инструментов, трудно понять, как нельзя выполнить настройку быстрее, так как это можно сделать в автономном режиме или сохраняется как собранный блок инструментов для различных заданий. Вот блок с 7 установленными инструментами:

Быстрая замена блока бандитских инструментов и установка на место всех инструментов, необходимых для конкретной детали…
В качестве альтернативы, много бандитской работы можно выполнить с помощью базового набора инструментов и просто заменив, например, один блок, в котором находится спиральное сверло определенного размера.
Gang Tooling Advantage # 4: Точность
Простота и уменьшение количества движущихся частей исключают нарастание допусков и различные виды наклона (люфта) в движущихся частях револьверной головки. Проблема точности заключается в достижении правильного положения центральной линии (ось Y) с помощью инструмента. После установки на место или установки специальной спиральной втулки для сверла, становится трудно получить более точные результаты, и большинство турелей будет менее точным.
Другим фактором, который дает токарному станку преимущество в точности, является то, что он используется для перемещения на более короткие расстояния при обработке детали.
Gang Tooling Advantage # 5: надежность
Этот тесно связан с простотой. Там не так много, чтобы пойти не так на токарном станке. Конечно, у револьвера есть все точки износа и детали для ломки токарного станка, а также многое другое. Если вы разбили турель, у вас может быть дорогой счет за ремонт, или вам просто нужно его перестроить.
Токарно-револьверный станок Преимущество № 1: Гибкость
Давайте обратимся к башенкам, прежде чем начнем думать, что токарные станки - единственный путь.Преимущество Турели № 1 - гибкость. Вы можете использовать заднюю бабку с одним, что позволяет изготавливать детали намного длиннее и тоньше, чем на токарном станке с бригадой, хотя есть некоторые приемы, например, резаки, которые могут помочь токарному станку с бригадой делать больше.
В дополнение к длине турели допускают детали большего диаметра. Если вы думаете об этом, то для настройки инструмента бригады требуется зазор, чтобы деталь помещалась между любыми двумя инструментами. Это ограничивает диаметр или количество инструментов, которые вы можете надеть на пластину. Башенка позволяет вам иметь свой пирог и есть его, потому что он оставляет место для частей большего диаметра.
Преимущество токарно-револьверного станка №2: упрощенное программирование
Хотя опытные пользователи токарных станков находят программирование легким, новичкам, как правило, будет проще программировать револьверную головку. С токарным токарным станком вам нужно беспокоиться о том, чтобы очистить деталь для смены инструмента. Это может быть сложно с различными настройками и диаметрами деталей. Сделайте неправильный ход, и инструмент врезается в деталь.
Кроме того, пользователям банд приходится иметь дело с идеей как положительного, так и отрицательного, поскольку инструменты находятся по обе стороны от заготовки.Пользователи турели должны иметь дело только с одним знаком и, как правило, выбирают положительный, поскольку это проще и интуитивно понятнее. Конечно, на токарных станках будут устанавливаться как передняя, так и задняя револьверная головка, и в этот момент они будут иметь дело и с положительным, и с отрицательным.
Токарно-револьверный станок Преимущество № 3: Дополнительные инструменты
См. Верхнее правое изображение в статье, где на каждой станции на башне установлено несколько бандитских инструментов. Эта ситуация была доведена до крайности и будет довольно сложной для программирования, но наличие двух револьверных головок или даже просто размещение держателей банд на нескольких револьверных станциях по-прежнему означает больше инструментов для токарно-револьверного станка.Вот пластина с 3 инструментами, предназначенная для замены держателей инструмента с квадратным хвостовиком 3/4 ″ или 1 ″:
Foxwood Machine, компания, которая предлагает этот продукт, говорит, что они создали его для машин, на которых недостаточно инструментов или которые не могли заменить инструменты достаточно быстро. Я могу видеть, где размещение инструментов, необходимых для сверления и приклеивания определенного отверстия и размера резьбы к одному блоку, может упростить настройку.
Преимущество токарно-револьверного станка №4: больше операций, осей и сложностей деталей
Это связано с преимуществом гибкости турелей, но они, похоже, хорошо подходят для более сложных станков, которые оснащены двумя шпинделями, несколькими осями и другими функциями для размещения деталей, которые в противном случае потребовали бы нескольких установок.
Преимущество токарно-револьверного станка №5: лучше копать?
револьверные головки могут добиться лучшего сворачивания только благодаря тому, что их чаще используют на больших токарных станках. Но машина с двумя револьверными головками также может выполнять прием с использованием двух режущих инструментов одновременно, как показано на видео с револьверной головкой выше. Предположим, у вас есть инструмент, который будет вырезать 1/8 ″. Поместите одну с каждой стороны заготовки с помощью двух револьверных головок, а одну слегка подведите к другой. Теперь вы снимаете 1/4 дюйма с каждого прохода, и два инструмента уравновешивают тенденцию друг друга отклонять деталь.
Это довольно изящный прием, который действительно может сократить время цикла.
токарно-револьверные станки тоже могут собираться!

Небольшая бригада в башне станции…
Представьте себе, что каждая позиция в вашей токарной револьверной головке была небольшой пластиной с несколькими инструментами. Вы начинаете видеть возможности?
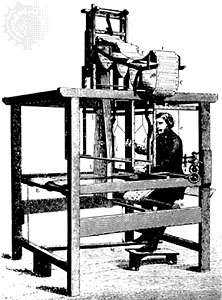
Ностальгия: токарно-револьверные станки старой школы
Вот как выглядели токарно-револьверные станки до ЧПУ:
Заключение: это лошади для курсов
Несмотря на то, что существует естественная человеческая тенденция устраивать соревнования, которые приводят к единственному победителю, в данном случае это «Лошади для курсов.«Выбор набора инструментов по сравнению с токарно-револьверными токарными станками лучше всего сделать путем тщательного анализа типов деталей, которые необходимо изготовить, и набора преимуществ, которые принесут пользу этим конкретным деталям.
Если вы не знаете, какие детали вы в конечном итоге будете изготавливать, и не желаете принимать ограничения на использование инструментов банды для более коротких деталей меньшего диаметра, вы, вероятно, предпочтете турель. Если вы хотите максимально простое программирование и меньшую кривую обучения, вам, вероятно, понадобится токарно-револьверный станок.С другой стороны, если вы хотите максимально короткое время цикла, чтобы вы могли производить как можно меньшую часть деталей, изготовленных на токарных токарных станках, посмотрите на инструмент бригады.
Присоединяйтесь к 100 000+ CNC'еров! Получайте наши последние сообщения в блоге прямо на вашу электронную почту один раз в неделю бесплатно. Кроме того, мы предоставим вам доступ к некоторым отличным справочным материалам с ЧПУ, включая:
.Физически вставив револьвер в мой токарный станок с ЧПУ Tormach, казалось целесообразным начать думать о его наладке. Я хотел бы поделиться с вами некоторыми соображениями, которые я делаю, которые основаны на некотором опыте, некоторых советах и целом ряде онлайн-исследований. Вот 9 мыслей, которые должны прийти в голову, когда вы решаете, как оснастить револьверную головку на токарном станке с ЧПУ. Это всего лишь руководящие принципы, и разные работы, безусловно, потребуют смены инструментов.
Эй, нет башни? Вместо этого есть токарный станок? Не беспокойтесь, многое из этого по-прежнему актуально для рассмотрения. И если вы еще не решили, какой стиль выбрать, попробуйте наш пост Turret vs Gang Tooling, чтобы узнать кое-что там.
# 1 Грубый токарный инструмент с наружным диаметром
Мало рабочих мест можно обойтись без инструмента черновой обработки OD. Вы хотите что-то крепкое, что-то, что может быстро очистить кучу акций, и что-то, чьи вставки экономичны для замены и служат долго.Одними из самых популярных вариантов вставок для черновой обработки OD являются почтенные вставки CNMG и WNMG:

Вставка CNMG…
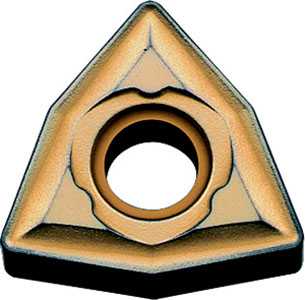
WNMG Вставка…
У каждого из этих стилей есть сильные приверженцы, и, возможно, лучшие аргументы одного над другим - то, что WNMG может также использоваться в скучных барах и может иногда приближаться к более трудной ситуации, чем CNMG, в то время как многие рассматривают CNMG как более жесткую обязанность вставить.
Пока мы занимаемся черновой обработкой, как насчет торцевого инструмента? Принимая во внимание ограниченное количество слотов, доступных в токарной револьверной головке (их достаточно?), Большинство из них используют инструмент для грубой токарной обработки OD для обработки торцов.Это не проблема, если вы сохраняете глубину резания меньше радиуса носа вашей вставки. Если ваша работа требует много облицовки, вы можете рассмотреть специальный инструмент для облицовки. Если вы играете лицом к лицу, то популярным вариантом является вставка CCGT / CCMT.
# 2 LH и RH Инструмент для черновой обработки

A CNMG LH Tool…

CNMG RH Tool…
ИнструментLH по сравнению с RH всегда вызывает хорошее обсуждение, поскольку у обоих подходов есть свои преимущества и недостатки.
Вот как об этом думать:
Преимущества инструментов RH во многом связаны с направлением шпинделя. Для сверления нет необходимости менять направление шпинделя (оно вращается назад на инструменте LH). При использовании инструмента RH он всегда работает в том же направлении, что и другие инструменты. Изменение направления шпинделя приводит к большему износу станка, может замедлить работу и является источником довольно болезненных ошибок программирования, если вы забудете это сделать (то есть запустить шпиндель в неправильном направлении для инструмента).
Преимущество инструментальной оснастки LH в значительной степени проявляется в большей мощности и более тяжелой черновой обработке. Инструмент LH направляет усилия вниз в станину токарного станка. Приспособление для правого подъема вытягивает револьверную головку из токарного станка В крайних случаях (подумайте о том, чтобы крепко схватить инструмент или револьверную головку на зажимном патроне, вращающемся 4000 об / мин), вы можете очень серьезно повредить токарный станок с помощью инструмента RH. Говорят, в некоторых темах сразу же появляется «Ласточкин хвост» (Ой!). Хотя это не будет забавно делать с инструментами LH, это не так вредно.Сторонники также скажут, что силы на LH имеют тенденцию уменьшать вибрацию, могут дать немного лучшую чистоту поверхности, а также облегчают получение охлаждающей жидкости там, где это необходимо.
Обратите внимание, что мы действительно говорим о перевернутых держателях RH по сравнению с держателями LH с правой стороны вверх. Вот почему шпиндель должен изменить направление и почему силы направлены туда, где они находятся. Это также приводит к еще одному преимуществу LH, заключающемуся в том, что легче видеть замену вкладышей с правой стороной вверх, чем вверх ногами.
Как будто это не было достаточно сложно, вы можете перевернуть инструмент вверх дном и использовать его для резки в противоположном направлении. Просто убедитесь, что шпиндель вращается в правильном направлении.
# 3 OD Отделочный инструмент
Некоторые используют один и тот же инструмент для черновой и чистовой обработки, но это не идеальный вариант для лучшей обработки. Другие любят использовать одну и ту же вставку на двух инструментах - один для черновой обработки, а другой для чистовой обработки. Так-то лучше. Новые вставки могут идти на финишер, а затем переходить к более грубому, если они не такие острые.Но выбор различных вставок для черновой и чистовой обработки обеспечивает высочайшую производительность и гибкость. Самые популярные варианты вставок, которые я нашел для чистового инструмента, были DNMG и VNMG:

DNMG вставка…

ВНМГ…
Эти два очень похожи, хотя я думаю, вы могли бы поспорить, что VNMG может достичь более узких мест. Способность проникать в узкие места важна для чистового инструмента. Точно так же, как на фрезерном станке вы можете черновать карман большим режущим инструментом, но в конечном итоге вам придется использовать режущий инструмент, который может попасть в узкие углы, то же самое можно сказать и о токарных работах.Еще одна вещь, которую следует учитывать, состоит в том, что эти узкие вставки имеют лучший клиренс, чем черновые вставки. Часто это небольшая стружка, застрявшая между боковой поверхностью вставки 80º (CNMG.WNMG) и обрабатываемой деталью, которая портит хороший финишный разрез. У чипов просто больше шансов уйти с дороги, прежде чем они смогут поцарапать работу с этим стилевым вкладышем.
# 4 Инструмент для отрезания / отрезания
Инструмент для разделения будет необходим для подавляющего большинства работ, которые включают в себя вырезание нескольких деталей из куска заготовки.Это достаточно распространенное явление, поэтому вы можете посвятить револьверную станцию инструменту разделения. Кажется, что большинство людей предпочитают тип лезвия со сменными вставками, такими как эта, которую я использую, с вставками в стиле GTN:

GTN Вставить стиль Parting Tool…
Иногда они излишни, и предпочтение отдается стилю меньшего размера лезвия, возможно, даже тому, который был заточен вручную, чтобы улучшить его производительность.
Есть и другие полезные вещи, которые можно сделать с помощью отрезных лезвий.Есть доступные вставки, которые наклонены, чтобы уменьшить перо с одной или другой стороны. Есть вставки, которые имеют радиус сбоку, так что вы можете даже немного поработать с ними. Они не будут устанавливать никаких рекордов для обработки материала, но маленький радиус на такой пластине иногда может иметь гораздо меньший радиус, чем большие пластины с чистовой отделкой.
Наконец, иногда выгодно устанавливать разделительное лезвие в необычном месте. Хардинг сделал токарные станки, в которых лезвие постоянно установлено с определенным смещением и приводилось в действие отдельно от ползуна.Более практичным для токарно-револьверного станка с ЧПУ является комбинация стержневого съемника и отрезного лезвия, таких как этот Royal:
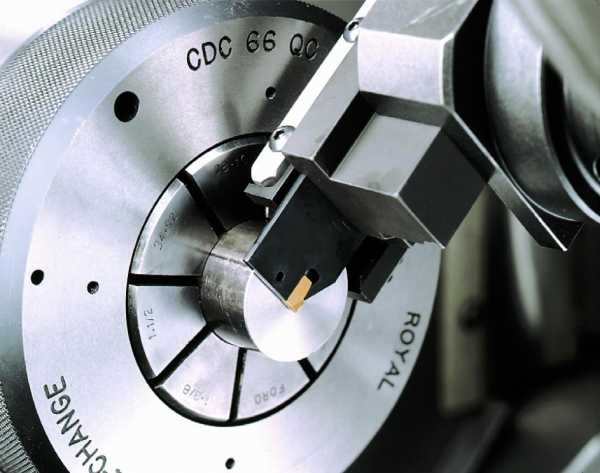
Royal и отрезной стержень через MMSOnline…
Если вам нужен штанговый съемник, это действительно удобный способ сохранить станцию на вашей башне.
# 5 Держатели для сверл и метчиков
Сначала на наших инструментах для идентификации будут держатели для сверл, сверл, точечных сверл, метчиков, разверток и тому подобного.Все эти инструменты имеют круглые хвостовики, некоторые из них меняются не часто (вы, вероятно, большую часть времени оставляете на станке центральную или точечную дрель), в то время как другие сильно зависят от размера и меняются практически для каждой работы. Давайте сначала поговорим о том, как обычно используются эти инструменты. Самое простое - использовать цанговые патроны, обычно ER, но не всегда. Удержание одной или двух станций с помощью цангового патрона ER позволяет легко заменять сеялку по мере необходимости. Вы можете использовать цанговые патроны для всего этого типа инструмента, но, как уже упоминалось, точечные сверла и центральные сверла мало меняются.Используйте немного больший размер (если ваша работа в основном очень маленького диаметра), и он подходит для всех. Для этих инструментов может иметь смысл использовать держатель втулки. Для этих держателей втулка обычно приобретается (или изготавливается, у вас есть токарный станок, который вы знаете) без центрального отверстия. Чтобы точно сделать отверстие, его обычно сверлят на месте. Расположите инструмент там, где он будет использоваться, вставьте сверло в патрон токарного станка и просверлите его таким образом. При желании закончите с помощью развертки или используйте процесс развертывания «для бедных» - спиральное сверло небольшого размера, за которым следует спиральное сверло нужного размера.
Обычно вы используете цанговый патрон ER с круглым хвостовиком и метод на месте с втулкой, чтобы установить его концентрически со шпинделем.

# 6 Расточные и индексируемые сверла
Следующим этапом нашего хит-парада будет «Скучные бары» и «Сменные тренировки». Я слышал, как это говорилось много раз, но я повторю это здесь: у вас никогда не будет слишком много скучных слитков. Скучные бары делают тяжелую работу. Они работают в тесных границах с большим отклонением, вызывающим отклонение.Это часто может сократить продолжительность их жизни. Старайтесь покупать твердосплавные прутки, где это возможно, поскольку они намного жестче, чем прутки HSS. Вы можете повесить еще один, прежде чем отклонение станет слишком болезненным. Вы захотите заменить их по мере необходимости для рабочих мест, чтобы использовать стержень наибольшего диаметра, который подходит для максимальной жесткости. На ручном станке может быть выгодно наклонить планку, а не выровнять ее параллельно оси шпинделя, потому что векторы силы заставляют планку действовать так, как будто она жестче, чем есть.Это редко наблюдается на токарных станках с ЧПУ. Турели установлены так, чтобы штанги торчали параллельно оси. Все, что вы можете сделать, это использовать твердосплавные и толстые прутки. Использование стержня с проходами охлаждающей жидкости также чрезвычайно полезно, поскольку очистка стружки глубоко внутри отверстия никогда не бывает лучшей.
Если у вас есть в наличии, зарезервируйте на инструментальной станции для расточной штанги.
Еще один инструмент, который очень полезен, если вы делаете много скучно, это Indexable Drill. Скучные бары оставят лучшее окончание, но они намного медленнее, чем хорошая индексируемая тренировка.Используйте дрель, чтобы вытащить ядро, а затем обработайте его расточной оправкой для получения самых быстрых результатов. Хитрость в том, чтобы иметь достаточно инструментальных станций, чтобы добавить Indexable Drill в ваш инструментарий.
# 7 бар Пуллер
Хотите максимальной производительности с минимальным вмешательством оператора? Почему тогда вы хотите иметь возможность кормить запасы баров. Податчик для баров - самый эффективный ответ, но они намного дороже и занимают много места. В крайнем случае, Бар Пуллер побеждает чертовски вручную продвигая акцию.Вы можете работать до тех пор, пока пруток, который помещается внутри вашего шпинделя, вам понадобится вкладыш шпинделя, который подходит к пруту с зазором около 1/16 дюйма, чтобы он не мог стучать внутрь при повороте шпинделя. , Даже не думайте о том, чтобы вывесить его из шпинделя слева - немногие вещи более опасны, чем позволять этому стержню крутиться там. Чем дальше он изгибается, тем больше силы, которые заставляют его изгибаться еще сильнее, и довольно скоро какой-то машинист буквально забивается этим стержнем до смерти.Это не стоит того, не ходи туда!
Прутки сами по себе могут быть очень простыми. Существуют питающие от охлаждающей жидкости и простые подпружиненные стержневые съемники. Многие машинисты предпочитают последний из-за своей простоты, низкой стоимости, и многие утверждают, что они лучше держатся, когда правильно настроены. Мы видели королевскую версию со встроенным отрезным лезвием выше, но вот простая версия:

могут дать вам довольно легкий удар в руку производительности, и они довольно дешево для их стоимости.У MMSOnline есть отличная статья об основах адвокатского сословия, которую вы должны проверить, если хотите.
# 8 Проблемы с оформлением
После того, как вы подготовили свою турель, очень важно следить за разрешением проблем. Эти проклятые вещи любят сталкиваться с тем, что они могут - с вашей заготовкой, вращающимися челюстями гибели, литьем бабки, стенами ограждения, вы называете это, и они найдут способ разбиться. Пошаговая работа, чтобы турель очистилась, вы будете рады, что сделали это.
Что вы можете сделать заранее, чтобы минимизировать проблемы с оформлением?
Есть несколько вещей, которые можно попробовать:
- Начните с чередования инструментов ID и OD. Два длинных и тощих инструмента идентификации, смежные друг с другом, захотят вызвать столкновение. Представьте себе сверлильный пруток и спиральное сверло одинаковой длины, которое помещает отверстие в деталь, которая проходит внутри патрона. Это не будет счастливой ситуацией с точки зрения очистки.
- В зависимости от конкретных обстоятельств вам, возможно, придется разместить два инструмента, которые имеют наихудшие проблемы с зазором, по разные стороны револьверной головки.
- Умный способ получить больший зазор для сверл - это вывести их радиально в револьверную головку. При условии, что у основания есть место для прохода инструмента в нижней части вращения револьверной головки, вы можете подобрать некоторый критический дополнительный зазор.
Мой собственный токарный станок имеет аккуратную настройку. В верхней части слайда имеется турель, но остальные 2/3 слайда предназначены для бандитской оснастки. У меня есть QCTP в стиле мультификса внизу этого слайда. Это означает, что у меня есть слоты, которые находятся далеко от револьверной головки, чтобы разместить инструменты, которые дают мне зазоры.
# 9 Помогите, у меня недостаточно слотов для турелей!
Вот что мы получили в башне:
1. Грубый токарный станок
2. Финишная обработка токарных станков
3. Точечный или центральный сверло. Совет: используйте точечную дрель, если вы не планируете использовать хвостовую часть, они более жесткие.
4. Цанговый патрон для сверл и др.
5. Цанговый патрон для сверл и др. С двумя я могу, например, использовать спиральное сверло и метчик.
6. Инструмент для отделения
7. Барный съемник
8. Идентификационная станция для буровой штанги
Боже, мы даже не говорили об инструментах потоковой обработки OD и ID (стиль фальцевых вставок - то, что больше всего нравится) или инструментах для обработки канавок. А как насчет этой изящной вставной дрели? Было бы неплохо иметь под рукой и инструмент для торцевания, но как мне все это встроить в свои редкие инструментальные станции на башне? Ваш токарный станок поддерживает живой инструмент? О, боже, нужно еще больше инструментальных станций, и не все из них могут работать вживую.
Турели жесткие, особенно турели меньшего размера. Я очень рад иметь 8 станций для токарного станка, которым я владею - многие из них указали бы 4 станции для такого станка, как этот. Но я знаю, что на этой башне у меня закончатся станции инструментов, особенно если я не хочу переустанавливать несколько станций для каждой работы. У счастливчиков есть машины с 2 турелями, но держу пари, что время от времени у них заканчиваются станции.
Возможна некоторая подлость. Вы можете сделать Turning с помощью скучного бара.Многие сверла Indexable могут использоваться для скучно, в зависимости от их вставок. Я упомянул о некоторых возможностях использования специальных вставок на вашем отрезном лезвии для некоторых вещей, а также мы говорили о комбинированном отрезном лезвии Royal и съемнике прутка.
Существует больше, чем можно сделать, чтобы сделать больше инструментов доступными.
Я упомянул уникальную компоновку моего токарного станка, состоящую из револьверной головки на 8 станций и бригады длиной 2/3 с QCTP на одном конце. Я могу легко увидеть 8 турельных станций, 2 или 3 банд-станции, а также QCTP, и есть гибкость, чтобы раздвинуть инструменты дальше, чтобы устранить проблемы с зазором.
Существуют различные комбинированные инструменты, на которые стоит обратить внимание. Например, PICO-MF от Iscar может сверлить, поворачивать и сверлить. Это сэкономит кучу станций, если вы сможете использовать их инструмент.
Другой подход заключается в размещении нескольких инструментов в каждой позиции револьверной головки. Это, по сути, сочетает в себе бандитский набор инструментов с турелью. Эти комбинированные подходы могут поместить много инструментов в относительно небольшое пространство:
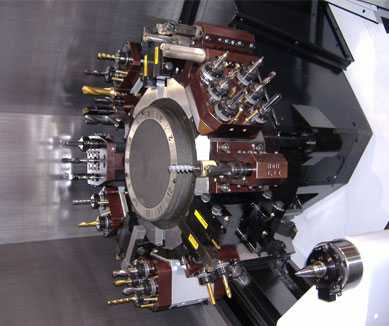
Вбивание большого количества инструментов в башню…

Даже простое удвоение инструментов на одной или нескольких станциях может помочь вам получить достаточное количество станков для вашей работы…
Если ничего не помогает, вам нужно будет чаще переоснащать револьверную головку и надеяться, что вам не придется выполнять работу, которая требует переоборудования револьверной головки во 2-й операции.Последнее не может быть настолько распространенным, поэтому мы проигнорируем это и надеемся, что оно исчезнет.
Что в твоей башне?
Поделитесь с нами, что сейчас находится в башне вашего токарного станка с ЧПУ? Какие инструменты остаются там больше всего и что делает их особенными? Мы хотели бы услышать от вас в разделе комментариев ниже.
Присоединяйтесь к 100 000+ CNC'еров! Получайте наши последние сообщения в блоге прямо на вашу электронную почту один раз в неделю бесплатно. Кроме того, мы предоставим вам доступ к некоторым отличным справочным материалам по ЧПУ, включая:
.турелей и живой инструмент
×
Результаты поиска
Веб-страницы
изображений
-
- <
- 1
- >
- машины
-
Вертикальные мельницы- Вертикальные фрезы
- VF Series
- Универсальные машины
- VR Series
- Мини Миллс
- Формовочные машины Серия
- Drill / Tap / Mill
- Инструментальные фрезы
- Компактные мельницы
-