





Резка лазерным станком
Как выбрать лазерный станок для резки фанеры
Выбрать лазерный станок для резки фанеры опытному специалисту очень легко. Ведь у него большой опыт, знания, а главное, практика. Но что делать новичку, с чего начать поиски своего лазерного оборудования с ЧПУ для резки и раскроя фанеры? Как купить действительно то, что нужно по соответствующей цене, включая дополнительные опции? Как опытные специалисты рассказываем обо всем по-порядку.Сперва-наперво вам необходимо знать, листы фанеры какой площади вы будете раскраивать. Под большую выбираем лазерный станок с большим рабочим полем, под меньшую - с маленьким (типа мини, настольный). Цена лазерного станка для резки фанеры зависит от его размера. С другой стороны, если вы имеете возможность разрезать крупноформатные листы фанеры на небольшие части, к примеру, фрезером или циркуляркой, то можете сразу обратить внимание на средне- или даже малоформатные аппараты лазерной резки. Так, к примеру, поступают на производствах мелких элементов и деталей из фанеры. Такие станки подходят для дома. Однако в этом случае нужно будет позаботиться о системе вентиляции.
Помимо площади вы должны знать, фанеру какой толщины вы будете резать. При этом помните, что если на лазерном станке с ЧПУ раскраивать толстую фанеру, то края реза у вас останутся обугленными. Да, есть один лайфхак, который поможет вам решить эту проблему, но о нем чуть ниже. С другой стороны, некоторые конечные изделия с черными краями получаются привлекательными.
Когда вам требуются чистый торец, то лучше для резки толстой фанеры использовать другие станки, среди которых могут быть фрезерные, а лазерное оборудование применять уже для гравировки.
Толщина фанеры, которую вы будете резать, влияет на мощность лазерного излучателя СО2 и, как следствие на стоимость лазерного станка для резки фанеры. Для его выбора можете ориентироваться на эти данные:
- Фанера до 6 мм - 50 Вт
- Фанера до 8 мм - 60 Вт
- Фанера до 10 мм - 80 Вт
ВИДЕО. Сравнение лазерных станков для резки фанеры
Профессиональная промышленная и полупрофессиональная модели.
ВИДЕО. Бюджетные лазерные станки по фанере
Малоформатные модели.
А теперь мы расскажем о самой фанере для лазерной резке, как ее лучше раскраивать и нюансах обработки.
Руководство инженера по лазерной резке> ENGINEERING.com
 Если вас попросили назвать важное событие 1967 года, существует множество очевидных ответов.
Если вас попросили назвать важное событие 1967 года, существует множество очевидных ответов. В 1967 году было Лето Любви, подтверждение Тургуда Маршалла в Верховном Суде и - если вы любитель хоккея - это был последний раз, когда Торонто Мэйпл Лифс выигрывал Кубок Стэнли. Также не было недостатка в технических новостях в 1967 году, включая катастрофу Аполлона-1, первый запуск ракеты Сатурн-V и дебют Конкорда.
Вот еще одно событие 1967 года, которое, возможно, было столь же важным, но не получило почти такого же давления: Питер Хоулдкрофт, тогдашний заместитель научного директора в Институте сварки в Кембридже, Великобритания, начал свои эксперименты с использованием вспомогательного кислородного газа для резки 1 мм. толстый стальной лист с лазером CO 2 мощностью 300 Вт.
Это положило начало использованию лазеров для промышленной обработки материалов. Теперь, спустя 50 лет, машины лазерной резки составляют самый большой сегмент рынка металлорежущих станков, который также включает плазменную, водоструйную и механическую резку.
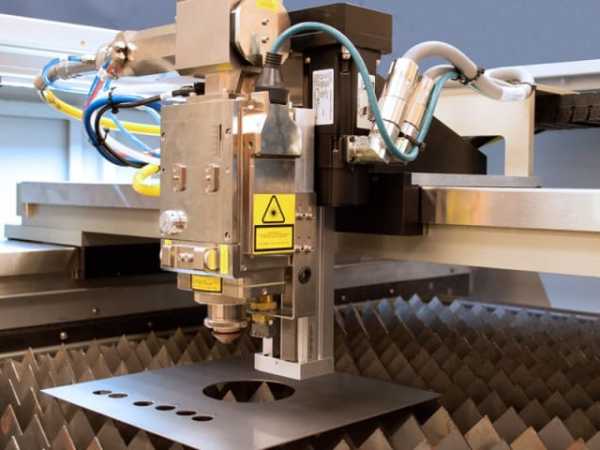
Что такое лазерная резка?
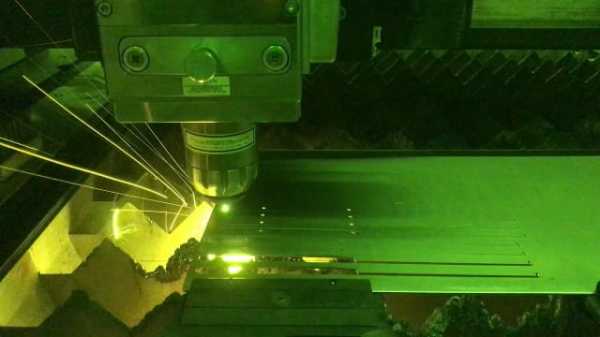
Проще говоря, лазерный резак с ЧПУ использует когерентный луч света для резки материала, чаще всего листового металла, а также дерева, алмаза, стекла, пластмассы и кремния.

(Изображение предоставлено AMADA.)
Вначале луч направлялся через линзу через зеркала, но в наши дни волоконная оптика встречается гораздо чаще. Линза фокусирует луч в рабочей зоне, чтобы сжечь, расплавить или испарить материал. Какой именно процесс (ы) материал претерпевает, зависит от типа лазерной резки.Вообще говоря, лазерную резку можно разделить на два типа: лазерная резка плавлением и абляционная лазерная резка. Лазерная резка плавлением включает в себя плавление материала в колонне и использование потока газа под высоким давлением, чтобы срезать расплавленный материал, оставляя открытую прорезь. Напротив, абляционная лазерная резка удаляет материал слой за слоем с помощью импульсного лазера - это похоже на долбление, только со светом и в микроскопическом масштабе. Обычно это означает испарение материала, а не его плавление.
Два других ключевых фактора отличают лазерную резку плавлением от абляционной лазерной резки.
Во-первых, абляционная лазерная резка может быть использована для частичного реза материала, тогда как лазерная резка плавлением может использоваться только для полного прорезания материала. Это происходит из-за резки расплавлением, работающей с лазерами в непрерывных волнах или со значительно более длинными импульсами, чем абляционная резка (микро- или миллисекунды по сравнению с наносекундами), из-за чего расплавленная ванна проникает на всю глубину металла.Этот расплавленный материал должен быть срезан потоком газа, в противном случае он может остаться в пропиле и приваривать края обрезки при охлаждении.
Вторым и более важным фактором, который отличает эти два типа лазерной резки, является скорость. «При резке листового металла, который составляет основную часть режущей отрасли, вы в основном режете материал толщиной от 0,5 до 12 мм», - сказал Рузбе Саррафи, старший специалист по прикладным технологиям в
IPG Photonics. «В текущем состоянии лазерной технологии лазерная резка плавлением намного быстрее для этих установок.Аблятивная резка требует больше времени.
(Изображение предоставлено IPG Photonics.)
Учитывая ее доминирующее положение в индустрии резки листового металла, эта статья посвящена лазерной резке плавлением. Если вы хотите узнать больше об абляционной лазерной резке, ознакомьтесь с этой статьей о производстве в микронном масштабе.
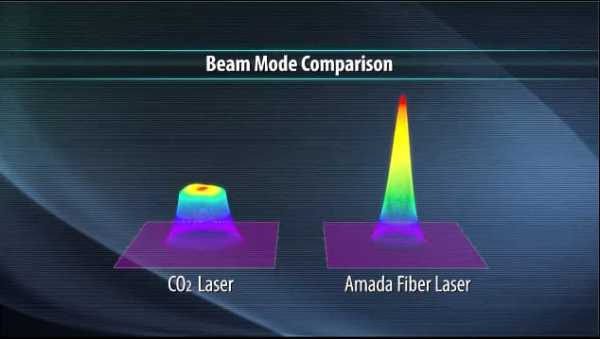
Волоконные лазерыпротив CO 2
Двумя наиболее распространенными типами станков для лазерной резки являются волоконный лазер и CO 2 .
CO 2 В лазерах в качестве активной лазерной среды используется электромагнитно стимулированный газ - обычно смесь углекислого газа, азота и иногда водорода, ксенона или гелия.Напротив, волоконные лазеры, которые являются типом твердотельного лазера, используют оптическое волокно, легированное редкоземельными элементами, такими как эрбий, иттербий, неодим или диспрозий. Как показали эксперименты Houldcroft, индустрия началась с CO 2, и эта технология доминировала до недавнего времени.

(Изображение предоставлено Bystronic.)
«Начиная примерно с 2010 или 2011 года продажи оптоволоконных лазеров составляли около 5-10 процентов от всех продаж лазеров», - сказал Дастин Дил, менеджер по продукции лазерного подразделения AMADA AMERICA.«Они были рядом до этого, но они не получили большой тяги - люди не были знакомы с технологией. Как только клиенты стали чувствовать себя более комфортно, именно тогда вы действительно начали наблюдать рост продаж оптоволокна. По итогам 2017 года более 90 процентов продаж наших машин приходилось на оптоволокно ».Предположение о том, что волоконные лазеры захватили рынок от CO 2 целиком восходит к некоторым из самых ранних волоконных лазерных систем. Поскольку таблицы изменились за последнее десятилетие, вопрос сместился с «Возможно ли, что так называемый нишевый лазерный резак может иметь больший рынок, чем предполагалось?» на «Волоконные лазеры полностью заменят CO 2 ?»
Даже среди экспертов, остается спорным вопросом:
«Тенденция [замены CO 2 на волокно] будет продолжаться», - сказал Эрих Бухольцер, менеджер по продукции лазерной резки в Bystronic.«Потенциально лазеры CO 2 будут полностью заменены. Если это так, это произойдет в среднесрочной перспективе, в то время как технология волоконного лазера будет развиваться дальше. В настоящее время лазеры CO 2 по-прежнему имеют ряд особых преимуществ, например, лучшее качество кромок в толстом материале и меньшие заусенцы ».
Diehl был более осторожен, но все же с оптимизмом смотрел на перспективы волокна:
«Это когда-нибудь заменит CO 2 ? Я не хотел бы делать это смелым из заявления, потому что могут быть приложения, где это необходимо, но мы можем сделать так много с оптоволокном, что из того, что мы обнаружили, ничего не может сделать оптоволокно что СО 2 может.
(Изображение предоставлено AMADA.)
Он также не согласен с оценкой Бухольцером характеристик волокна на толстых материалах.«Идея о том, что у CO2 есть« преимущество », когда речь идет о более толстых материалах, вероятно, является старым заблуждением, а когда мы говорим о« старых »в мире волокон, это может быть всего пара лет», - сказал он. «Когда впервые появилось волокно, это было проблемой, потому что не было никакой технологии, которая позволила бы вам получить качество кромки CO2, но сегодня мы можем дублировать это качество кромки, даже с более толстыми материалами.
Саррафи из IPG Photonics был еще более оптимистичен в отношении перспектив для волоконных лазеров:
«Я ожидаю, что твердотельные лазеры, особенно волоконные лазеры, благодаря всем разработкам, произошедшим в последние годы, полностью заменят CO2-лазеры для резки листового металла. Если вы пойдете на такие шоу, как FABTECH, очевидно, что волоконные лазеры уже доминируют в области резки металла ».
Материалы для лазерной резки
Как отмечалось выше, лазерные резаки с ЧПУ используются для широкого спектра материалов в различных отраслях промышленности.Поскольку резка листового металла является наиболее распространенным применением, стоит обратить внимание на связанные с этим особенности. Например, отражательная способность и толщина поверхности являются двумя наиболее важными факторами, которые необходимо учитывать.

(Изображение предоставлено IPG Photonics.)
«Отражательная способность является основным фактором в отношении типа материала, который может быть разрезан, и здесь лазерная технология (например, CO 2 против волоконного лазера) оказывает существенное влияние», - сказал Бухольцер. «Максимальная толщина зависит от различных факторов, включая мощность лазера и способ его применения.»По вопросу отражения, Саррафи добавил:
«Современные волоконные лазеры доказали свою способность резать все отражающие металлы, если они имеют достаточную мощность и достаточно маленький размер пятна», - сказал он. «Это вопрос высокой пиковой мощности и оптической настройки. Таким образом, отражательная способность больше не является проблемой ».
Действительно, усовершенствования волоконных лазеров привели к расширению спектра возможностей лазерной резки металла, включая медь, латунь, титан и другие сплавы, которые не были идеальны для CO 2 .Однако, несмотря на эти улучшения, толщина материала все еще представляет существенное ограничение при лазерной резке.
«Как правило, в лазерном мире верхний предел - 1 дюйм из мягкой стали», - сказал Диль. «После того, как вы выйдете за рамки 1 ½ дюйма или 2 дюйма, возможно, найдется лучший инструмент для работы».
Лазерная резка и другие процессы
Хотя лазерные резаки с ЧПУ достигли огромных успехов за последнее десятилетие, особенно волоконные лазеры, они не единственная игра в городе.Если вы рассматриваете новый (или подержанный) станок для лазерной резки для своего применения, есть вероятность, что вы либо модернизируете старый лазер, либо заменяете менее эффективный процесс на более эффективный. В последнем случае часто идет спор между лазерной, плазменной, механической и гидроабразивной резкой.

(Изображение предоставлено Bystronic.)
«Многое зависит от вашего продукта, и если он попадает в правильный диапазон», сказал Дил. «Как правило, лазер собирается в машине 5 х 10 или, может быть, 6 х 12».Мы привыкли к диапазону обработки 1-дюймовой мягкой стали и вниз. Теперь, с волокнами с более высокой мощностью, мы даже делаем 1-дюймовый нержавеющий и 1-дюймовый алюминий, что является одним из достижений с технологией волоконного лазера. Но до тех пор, пока вы остаетесь в этом диапазоне и ниже, волоконный лазер определенно будет подходить ».Лазерная резка против плазмы
Плазменная резкаиспользует электрический канал ионизированного газа для резки материала. Поскольку сама заготовка составляет часть получающейся электрической цепи, она должна быть электропроводной.

Разгрузка лазерного станка с ЧПУ AMADA liber в Центре готовности флота на юго-востоке.
С точки зрения капитальных затрат, эксплуатационных расходов и скорости, плазменная резка имеет преимущество перед лазерной резкой. Как указано выше, плазма также лучше подходит для резки более толстых листов. Однако лазерные резаки с ЧПУ выигрывают благодаря гибкости, поскольку они могут резать непроводящие материалы, и, что более важно, по качеству кромки.Допуск на размер детали для плазмы также значительно ниже, чем для лазерной резки, поскольку ширина пропила для плазмы значительно больше.
Лазерная резка против штамповки
В этом контексте «механическая резка» относится к использованию штамповочного пресса с матрицей.
В среднем механическая резка имеет более высокие капитальные затраты и более высокие эксплуатационные расходы, чем лазерная резка, особенно если в штамповочном прессе используется сложный набор матриц. Хотя механическая резка достигла значительных успехов в последние годы, лазерная резка остается более гибким процессом. Основным преимуществом механической резки является объем.

(Изображение предоставлено AMADA.)
«Если вы сравниваете механический штамповочный пресс с волоконным лазером, волоконный лазер дает вам гораздо большую гибкость, но штамповочный пресс более экономичен только в том случае, если вам нужно производить очень большое количество идентичных деталей», - сказал Саррафи.
Лазерная резка имеет обоснованное преимущество над перфорацией, когда дело доходит до качества деталей, особенно если инструмент знаки или поверхностные царапины проблема в вашем приложении.
Лазерная резка противВодоструйный
Гидроабразивная резка использует поток воды под высоким давлением, часто в сочетании с абразивом. Его капитальные затраты выше, чем у плазмы, но ниже, чем у лазера, однако он также имеет самые высокие эксплуатационные расходы из всех трех.
Waterjet способен резать 3D-материалы, а также резать более толстые материалы, в то время как лазерная резка выигрывает в скорости резания, хотя это можно компенсировать в многоструйных системах. Относительное качество кромки и точность близки, но у гидроабразивной резки есть небольшое преимущество в обеих.
Распространенные ошибки в лазерной резке
«С точки зрения первого лазера, есть немного фактора запугивания», - сказал Диль. «Это высокотехнологичное оборудование, и клиент может исходить из другого источника, такого как плазма или даже старый механический удар».
(Изображение предоставлено IPG Photonics.)
Как и в любом новом процессе, в лазерной резке есть кривая обучения. Если у вас есть опыт работы с другими процессами резки XY, такими как плазма, лазерный резак с ЧПУ должен показаться вам относительно знакомым.Тем не менее, есть некоторые ошибки, которых следует избегать новым пользователям. Саррафи особо отметил два:«Я видел, как клиенты иногда пропускают разрешение инструмента или ширину пропила, ошибочно полагая, что это бесконечно узкие линии разреза», - отметил он. «Нет, хотя лазеры очень узкие по сравнению с другими процессами. Диапазон обычно составляет от 30 до 300 мкм, в зависимости от мощности лазера, оптической настройки и вашего процесса. Это необходимо учитывать при проектировании разреза.
Другая распространенная ошибка касается поддержки мелких деталей с помощью микросоединений, которая называется табулированием:
«Лазерная резка использует газ под высоким давлением - 5-25 бар для азотной резки - поэтому вам необходимо, чтобы детали поддерживались либо собственным весом, который работает, если они толще, чем 2-3 мм, и относительно большого размера, но для тонких и маленьких деталей, чтобы противостоять силе газового потока, маленькие секции должны оставаться неразрезанными », - сказал Саррафи. «Эти микросоединения очень маленькие, 0.Шириной 2-0,4 мм, поэтому их легко сломать при последующей обработке, но иногда они необходимы для соединения деталей с рамой, чтобы детали не улетали ».
(Изображение предоставлено Bystronic.)
Последний вопрос касается обслуживания лазерного резака, как объяснил Диль: «У волоконного лазера есть много деталей, которые необходимо учитывать с повседневной точки зрения, например, чистота. Существуют форсунки, которые необходимо обслуживать должным образом, или устройства для защиты линз - это вещи, с которыми нужно иметь дело ежедневно.«Все это указывает на важность объединения систем лазерной резки с способными, квалифицированными операторами, как отметил Диль.«Мы видим магазины с операторами, которые похожи на наших внутренних чемпионов: они заставляют нас хорошо выглядеть, потому что они заботятся о машине и понимают важность всего - от методов программирования до ежедневного технического обслуживания».
советов для эффективной лазерной резки
Существует распространенное заблуждение относительно лазерной резки, что эффективность зависит только от мощности лазера.Частично это связано с унаследованными системами CO 2, но быстрое развитие технологии волоконного лазера охватило не только мощность лазерного луча. «В то время как мощность резания увеличивается, необходимо учитывать и другие факторы», - сказал Бухольцер. «В технологическом отношении, особенно для обработки тонких материалов, необходимо увеличить динамику машины (ускорение / замедление), чтобы в полной мере использовать дополнительную мощность резания». Ускорение и замедление являются основным ограничением эффективности резки.

(Изображение предоставлено AMADA.)
Даже удвоение вашей скорости резки не обязательно приведет к эквивалентному сокращению времени цикла, поскольку это зависит от геометрии обрабатываемых деталей, как объяснил Саррафи: «Поскольку становятся доступны очень высокие скорости резки - мы говорим 2000 дюймы в минуту или один метр в секунду - время цикла для деталей менее 2 дюймов или менее со сложными функциями ограничено ускорением, а не скоростью. Прежде чем вы наберете полную скорость, вам нужно перейти в другой угол.»Еще один способ взглянуть на этот момент заключается в том, что в приложениях, в которых используются крупные детали или детали с менее сложными функциями, можно использовать преимущества высокоскоростной лазерной резки, поскольку ускорение и замедление будут меньшим фактором. «То, что вы действительно хотите, - это хорошая система доставки луча, которая может справиться с количеством энергии, которое вы посылаете, включая линзы, режущую головку и т. Д.» Диль отметил.
«Это нечто большее, чем просто сила», добавил он. «В течение многих лет в FABTECH был лазер мощностью 12 000 Вт, там много энергии, но всегда ли он был надежным производственным инструментом?»
Советы по покупке лазерного резака с ЧПУ
Если вы планируете купить свой первый лазерный резак с ЧПУ, стоит помнить о нескольких вещах.В качестве альтернативы, если вам интересно, пришло ли время обновить ваш единственный лазерный резак, Саррафи предложил следующее приблизительное указание: «Если вам нужно резать материал медленнее, чем 30 дюймов в минуту или 0,75 метра в минуту, я воспринимаю это как знак того, что Ваш лазерный процесс становится маргинальным ».

(Изображение предоставлено Bystronic.)
В любом случае, первым шагом является выяснение того, как и где машина будет вписываться в вашу работу, как объяснил Бухольцер:«Мощность обработки, полученная с помощью современной волоконной лазерной резки, очень высока, что означает высокую производительность машины, особенно при обработке тонких листов», - сказал он.«Если вы собираетесь инвестировать в станок для лазерной резки, вы должны учитывать не только этот шаг процесса, но и то, как вы встраиваете станок на своем заводе, чтобы получить наилучшие результаты от ваших инвестиций».
Как указано в предыдущем разделе, мощность лазерного луча не должна быть вашей единственной метрикой при принятии решения. При этом вы не можете полностью обесценить это, как объяснил Саррафи:
«Не ограничивайте себя, выбирая лазер с наименьшей мощностью, который необходим для резки деталей. Мощные лазеры расширяют ваши возможности не только по производительности, но и по качеству и повторяемости процесса резки.
Это связано с тем, что лазеры с более высокой мощностью позволяют игнорировать небольшие отклонения в материале и системе резки, которые необходимо учитывать и корректировать в лазере с более низкой мощностью. «Если вы выберете лазер мощностью 1 кВт для нержавеющей стали толщиной 4 мм, вам, возможно, придется стать экспертом в области резки нержавеющей стали толщиной 4 мм мощностью 1 кВт», - пояснил Саррафи. «Это потому, что из-за небольшого технологического окна вы должны выявлять и устранять все небольшие отклонения от идеальных условий материала и системы резки.Если у вас есть лазер мощностью 2 кВт или 3 кВт для того же материала, вы можете не только резать быстрее, но и выполнять задания с меньшим опытом ».
(Изображение предоставлено IPG Photonics.)
При принятии решения о том, сколько энергии вам действительно нужно, это может помочь в рассмотрении основного уравнения цены за часть. К этому моменту Диль предложил следующий совет: «Один вопрос, который я хотел бы задать:« Что делается с технологической точки зрения, чтобы снизить стоимость одной детали? ». Вы можете купить лазер с самой высокой потребляемой мощностью и выбросить больше вспомогательного газа по адресу это, как вы можете, но действительно ли это делает более рентабельную деталь, или она действительно делает деталь более дорогой по сравнению с тем способом, который вы использовали для ее обработки? »Промышленная лазерная резка
В отличие от Торонто Мэйпл Лифс, промышленная лазерная резка принесла значительные победы с 1967 года.Подобно тому, как лазерные резаки с ЧПУ перешли от нишевых приложений к доминированию на рынке режущих станков, волоконный лазер вырос из нишевой технологии, чтобы так же доминировать на рынке лазерных режущих станков. Но есть много факторов, которые необходимо учитывать, прежде чем погрузиться в лазерную резку - просто помните, что с лазерами, как и с жизнью, мощность - это не все, но и не ничего.
Для получения дополнительной информации о лазерной резке посетите веб-сайты AMADA AMERICA, Bystronic и IPG Photonics.
Для получения информации о других процессах изготовления и обработки ознакомьтесь с нашими возможностями по гидроабразивной резке, электроэрозионной обработке и 5-осевой обработке.
,проектов лазерной резки - Коллекции - Maddoc
Мэддок, последнее обновление готический дом от Misamisa 16 октября 2018 г. 100 84 0 Квадратная панель Кумико от тюленя 22 февраля 2020 г.
100 84 0 Квадратная панель Кумико от тюленя 22 февраля 2020 г.  25 24 1 Коробка со встроенным шарниром, лазерная резка от Rick454 23 февраля 2020 г.
25 24 1 Коробка со встроенным шарниром, лазерная резка от Rick454 23 февраля 2020 г.  31 48 7 Держатель для бутылки вина по zenapeters 28 июля 2018 г.
31 48 7 Держатель для бутылки вина по zenapeters 28 июля 2018 г.  34 38 0 Винная стойка с шестигранной потрошителем 26 марта 2014 г.
34 38 0 Винная стойка с шестигранной потрошителем 26 марта 2014 г.  73 94 0 Дерево 2D Wall Art V2 от dtm2477 18 ноября 2018 г. ,
73 94 0 Дерево 2D Wall Art V2 от dtm2477 18 ноября 2018 г. ,вещей, помеченных как "Lasercut" - Thingiverse
Чаще всего с ЧПУ "MPCNC" BURLY C-23.Внешний диаметр 5 мм Allted 15 марта 2015 г. 12595 16101 1842 Держатель для одной руки с чпу / лазер ZenziWerken 12 февраля 2017 г.
12595 16101 1842 Держатель для одной руки с чпу / лазер ZenziWerken 12 февраля 2017 г.  6426 5959 24 DIY RC Street Racing Car: проект на неделю в классе от Banana_Science 13 февраля 2018 г.
6426 5959 24 DIY RC Street Racing Car: проект на неделю в классе от Banana_Science 13 февраля 2018 г.  4975 4861 131 3dpBurner.3D печатный лазерный резак / гравер от Вильямани 26 декабря 2014 г.
4975 4861 131 3dpBurner.3D печатный лазерный резак / гравер от Вильямани 26 декабря 2014 г.  4333 5455 410 Лазерная резка Twirl от mistercrunch 9 июля 2014 г.
4333 5455 410 Лазерная резка Twirl от mistercrunch 9 июля 2014 г.  3315 3376 14 Абажур головоломки у подножия 17 апреля 2013 г.
3315 3376 14 Абажур головоломки у подножия 17 апреля 2013 г.  3244 3838 42 подсвечник для лазера Tree & Animals деревянная подарочная чайная свеча Lifelix 1 февраля 2015 г.
3244 3838 42 подсвечник для лазера Tree & Animals деревянная подарочная чайная свеча Lifelix 1 февраля 2015 г.  3237 3380 ,
3237 3380 ,



