Станок 2е440а технические характеристики
Сведения о производителе координатно расточного станка 2Е440А
Производитель координатно расточного станка 2Е440А Куйбышевский завод координатно-расточных станков, основанный в 1963 году.
Свою историю Куйбышевский завод координатно-расточных станков ведет с 1963 года, когда была введена первая очередь этого предприятия. Молодой коллектив завода в короткие сроки освоил производство станков высокой точности и уже в 1966 году выпустил их несколько сотен.
Завод прекратил свое существование в 1991 году, и на его производственных площадях открылось несколько станкостроительных предприятий, которые продолжают выпускать координатно-расточные станки, занимаются их ремонтом и модернизацией. Завод координатно-расточных станков «Стан-Самара» ЗАО, Самарское НПП координатно-расточных станков, ЗАО, «Станкосервис» ООО и др.
Станки, выпускаемые Куйбышевским заводом координатно-расточных станков
2Е440А станок координатно-расточной. Назначение и область применения
Координатно-расточной станок 2Е440А особо высокой точности (А по ГОСТ 8—71) предназначен для обработки отверстий с точным расположением осей, размеры между которыми заданы в прямоугольной системе координат.
Наряду с расточкой на станке могут выполняться сверление, легкое (чистовое) фрезерование, разметку и проверку линейных размеров, в частности и межцентровых расстояний. Станок снабжен поворотными столами, что дает возможность производить обработку отверстий, заданных в полярной системе координат, наклонных и взаимно перпендикулярных отверстий и проточку торцовых плоскостей.
Станок 2Е440А используется для работ в инструментальных цехах (обработка кондукторов и приспособлений) и в производственных цехах для точной обработки деталей без специальной оснастки.
Принцип работы и особенности конструкции станка
Станок 2Е440А - одноколонного типа, имеет прямоугольный стол с продольным и поперечным перемещением. Предусмотрено установочное перемещение шпиндельной бабки.
Рабочее и ускоренное перемещение стола осуществляются независимо в продольном и поперечном направлениях асинхронными электроприводами с широким диапазоном регулирования.
Подачи шпинделя регулируются бесступенчато при помощи фрикционного вариатора. Имеется механизм автоматического отключения подачи шпинделя на заданной глубине.
Точная установка стола на заданную координату производится вручную, маховичком.
Применяя поставляемые со станком поворотные столы и другие принадлежности, можно производить обработку отверстий, заданных в полярной системе координат, наклонных и взаимно перпендикулярных отверстий и проточку торцовых плоскостей.
Класс точности станка А по ГОСТ 8—71.
2Е440А Оптическая система отсчета координат станка
Оптическая система отсчета координат станка 2е440
Станок оборудован оптическими экранными отсчетными устройствами, позволяющими отсчитывать целую и дробную части координатного размера. В условиях нормальной эксплуатации станок обеспечивает точность установки межцентровых расстояний в прямоугольной системе координат — 0,004 мм.
Оптические устройства для отсчета продольных и поперечных перемещений состоят из следующих основных узлов:
- осветителей
- стеклянных шкал
- проекторов
- экранов
Отсчет величины перемещений стола и салазок производится по точным стеклянным шкалам с миллиметровыми делениями и нанесенными на шкалы цифрами. Шкала 2 продольных перемещений (рис. 1) связана со столом и вместе с ним перемещается относительно объектива проектора 3 оптического устройства, которое проецирует изображение шкалы на экран 4. Одновременно на экран проецируется изображение сетки спирального микрометра (вид А), по которой производится отсчет десятых долей миллиметра. Сотые доли миллиметра и микроны отсчитываются на том же экране по круговой шкале. Отсчет величины поперечных перемещений осуществляется по шкале 2 (рис. 2), которая закреплена на станине. Объектив проектора 3 вместе с салазками перемещается вдоль шкалы 2. Изображение шкалы 2 проецируется на экран 4.
Коррекция достигается тем, что изображение штриха шкалы смещается на нужную величину благодаря покачиванию плоскопараллельных пластинок 5 (рис. 1 и 2), помещенных на выходе лучей из проекторов.
В каждой из систем отсчета плоскопараллельная пластина в оправе соединена общей осью с рычажком, находящимся в постоянном контакте с коррекционной линейкой. В зависимости от припиловки последней рычажок, а вместе с ним и оправка с плоскопараллельной пластинкой поворачиваются вокруг своей оси в ту или иную сторону. Поворот плоскопараллельной пластинки вызывает в поле зрения экрана смещение изображения штрихов масштабной линейки на требуемую величину. Смещению изображения штриха на экране на 0,001 мм соответствует подъем или опускание коррекционного рычажка на 0,2 мм. Для компенсации накопленной ошибки один из краев коррекционных линеек может подниматься или опускаться винтовыми упорами.
Вывертыванием винтов компенсируют плюсовую ошибку, ввертыванием — минусовую.
Внимание! при снятии и установке стола на станок следует коррекционный рычажок оттянуть поворотом маховичка.
Экраны 4 утоплены в пульте и закрываются крышкой. Здесь же располагается кнопка включения освещения экранов.
Установку обрабатываемого изделия на заданные координаты можно (в зависимости от способа нанесения размеров на чертеже) производить двумя способами: «цепочкой» и «лесенкой».
- После закрепления изделия на столе станка ось шпинделя совмещается с базой, от которой в дальнейшем будут откладываться координаты будущих отверстий
- включается освещение экранов
- маховичком микронного отсчета нулевое деление круговой шкалы устанавливается против визирной стрелки
- маховичком миллиметрового расхода устанавливается проекция ближайшего штриха в середину спирали, обозначенной 0, и записывается (запоминается) исходное положение
2Е440А Габарит рабочего пространства координатно-расточного станка
Габарит рабочего пространства станка 2е440
2Е440А Посадочные и присоединительные базы координатного расточного станка
Посадочные и присоединительные базы станка 2е440
2Е440А Общий вид координатно-расточного станка
Фото координатно-расточного станка 2е440
2Е440А Шпиндельная бабка координатно-расточного станка
Шпиндельная бабка координатно-расточного станка 2е440
2Е440А Расположение составных частей координатно-расточного станка
Расположение основных узлов станка 2е440
Расположение основных узлов станка 2е440. Вид сбоку
Расположение основных узлов станка 2е440. Вид сверху
Спецификация составных частей координатно расточного станка 2Е440А
- Станина - 2В440А.105
- Стол-салазки - 2Е440А.106
- Масштаб продольный - 2В440.133
- Масштаб поперечный - 2В440.143
- Привод перемещения стола - 2В440A.232
- Привод перемещения салазок - 2В440А.242
- Коробка скоростей - 2В440А.301
- Стойка - 2B440A.315
- Шпиндельная бабка - 2В440А.400
- Блок направляющих - 2В440А.411
- Шпиндель - 2Е440А.441
- Устройство установки на глубину - 2B440A.451
- Охлаждение - 2В440А.761
- Станция охлаждения - 2455.59
2Е440А Расположение органов управления координатно-расточным станком
Расположение органов управления расточным станком 2е440
Перечень органов управления станком 2Е440А
- Рукоятка включения питания электрошкафа
- Лампа контроля включения питания электрошкафа
- Кнопка включения питания станка
- Кнопка отключения питания станка
- Тумблер включения местного освещения
- Розетка включения переносной лампы
- Кнопка аварийного отключения питания станка
- Амперметр контроля нагрузки
- Кнопка включения освещения экранов оптики
- Маховик перемещения шпиндельной бабки
- Рукоятки ручного (быстрого) перемещения гильзы шпинделя
- Гайка зажима инструмента в шпинделе
- Указатель величины подач шпинделя
- Рукоятка выбора направления подач шпинделя
- Маховик установки величины подач шпинделя
- Рукоятка зажима шпиндельной бабки
- Винт зажима гильзы шпинделя
- Маховичок тонкой подачи гильзы шпинделя
- Маховик установки диапазона частот вращения шпинделя
- Рукоятка включения механизма отключения подач на заданной глубине
- Указатель диапазона частот вращения шпинделя
- Кнопка включения медленного проворота шпинделя
- Кнопка включения вращения шпинделя
- Кнопка отключения вращения шпинделя
- Рукоятка выбора частоты вращения шпинделя
- Рукоятка фиксации лимба
- Индекс отсчета расточного шпинделя
- Лимб отсчета расточного шпинделя
- Регулятор скорости перемещения стола (салазок)
- Маховичок микронного отсчета перемещения стола
- Переключатель перемещения стола (салазок)
- Рукоятка зажима стола
- Маховичок ручного перемещения стола
- Маховичок миллиметрового расхода стола
- Сигнальная лампа зажима стола
- Экран оптического отсчета перемещения стола
- Маховичок отвода рычага коррекции
- Линейка грубого отсчета перемещений стола
- Индекс грубого отсчета перемещений стола
- Сигнальная лампа включения электропитания станка
- Кнопка отключения перемещений стола (салазок)
- Кнопка включения перемещения стола (салазок) назад
- Кнопка включения перемещения стола (салазок) вперед
- Рукоятка зажима салазок
- Маховичок миллиметрового расхода салазок
- Маховичок ручного перемещения салазок
- Маховичок микронного отсчета перемещения салазок
- Экран оптического отсчета перемещения салазок
- Сигнальная лампа зажима салазок
- Индекс грубого отсчета салазок
- Линейка грубого отсчета салазок
- Лампочка освещения индекса
2Е440А Установочный чертеж станка
Установочный чертеж станка 2е440
2Е440А станок координатно-расточный. Видеоролик.
Технические характеристики координатно-расточного станка 2Е440А
| Наименование параметра | 2Е440А | 2В440А |
|---|---|---|
| Основные параметры станка | ||
| Класс точности (Н,П,В,А,С) | А | А |
| Рабочая поверхность стола, мм | 710 х 400 | 800 х 400 |
| Наибольший диаметр сверления в стали 45, мм | 25 | 25 |
| Наибольший диаметр расточки в стали 45, мм | 250 | 250 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 158..630 | 125..585 |
| Расстояние от оси шпинделя до стойки (вылет шпинделя), мм | 500 | 500 |
| Шпиндельная бабка | ||
| Частота вращения шпинделя (б/с регулирование), об/мин | 50...2000 | 50...2000 |
| Пределы рабочих подач гильзы шпинделя на один оборот шпинделя, мм/об | 0,03...0,16 9 ступеней | 0,03...0,16 9 ступеней |
| Наибольшее вертикальное перемещение шпинделя (ход) (ручное, механическое), мм | 210 | |
| Наибольшее вертикальное перемещение шпиндельной бабки (установочное от руки), мм | 250 | |
| Внутренний конус шпинделя (внутренний конус) специальный | № 40 7:24 | 5 |
| Наибольший конус закрепляемого инструмента | Морзе 4 | Морзе 4 |
| Закрепление шпиндельной коробки на направляющих | ручное | ручное |
| Рабочий стол | ||
| Наибольшее перемещение стола (продольное/ поперечное), мм | 630 х 400 | 710 х 400 |
| Число Т- образных пазов на столе | 5 | 5 |
| Величина ускоренного перемещения стола и салазок, мм/мин | 1600 | 800 |
| Пределы рабочих подач стола и салазок при фрезеровании, мм/мин | 20..315 | 16..800 |
| Наибольшая масса обрабатываемого изделия, кг | 320 | 320 |
| Точность станка | ||
| Цена деления растровой сетки установки координат, мм | 0,001 | 0,001 |
| Точность установки координат, мм | 0,005 | 0,005 |
| Точность расстояний между осями отверстий, растачиваемых на станке, мм | 0,008 | 0,008 |
| Точность растачиваемого диаметра (постоянство диаметра), мм | 0,004 | 0,004 |
| Предохранение от перегрузки механизма подач | есть | есть |
| Привод | ||
| Количество электродвигателей на станке | 5 | 5 |
| Электродвигатель привода главного движения, кВт | 4,5 | 2 |
| Электродвигатель привода перемещения стола, кВт | 0,245 | 0,245 |
| Электродвигатель привода перемещения салазок, кВт | 0,245 | 0,245 |
| Электродвигатель насоса системы смазки, кВт | ||
| Электронасос охлаждающей жидкости | ПА-22М, 0,125 кВт | ПА-22М, 0,125 кВт |
| Габарит станка | ||
| Габариты станка, включая ход стола и салазок, мм | 2440 х 2195 х 2385 | 2520 х 2195 х 2385 |
| Масса станка, кг | 3400 | 3510 |
- Глухов Н.М. Работа на координатно-расточных станках, 1953
- Григорьев С.П., Григорьев В.С. Практика координатно-расточных и фрезерных работ, 1980
- Кашепава М.Я. Современные координатно-расточные станки, 1961
- Кудряшов А.А. Станки инструментального производства, 1968
- Бернштейн-Коган В.С. Электрооборудование координатно-расточных и резьбошлифовальных станков, 1969
- Ипатов С.С. Координатно-расточные станки в точном приборостроении, 1954
- Богданов А.В. Расточное дело, 1960
Список литературы:
Связанные ссылки
Каталог координатно-расточных станков
Паспорта координатно-расточных станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
2780 (Фото 1) (Фото 2) (Фото 3) (Фото 4) | Станок предназначен для обработки отверстий с точным положением оси, размеры которых указаны в прямоугольной системе координат .
Производитель: Россия, Станкостроительный завод "Самарский Солитон"
|
Stanko 2E440A NC Горизонтально-расточной станок
Этот сайт использует куки. Продолжая просматривать Exapro, вы соглашаетесь использовать куки на нашем сайте.
Меню
- Home
- Купить
- Электроника 108
- Машины для приготовления пищи 3448
- Металл - литейное производство / прессы 1497
- Металл - станки 10307
- Металл - листовой металл 4441
- Другое промышленное оборудование 2527
- Упаковка - кондиционирование 3881
- Фармацевтическая - Химическая 2169
- Пластик - резина 2648
- Печатные машины 3779
- Текстильные машины 1583
- Деревообрабатывающие станки 1854
- Продают
- Как это работает
- Exapro Hub
- Контакт
характеристики двигателей постоянного тока
Как вы уже знаете, есть два электрических элемента двигателя постоянного тока, обмоток возбуждения и якоря . Обмотки якоря состоят из токонесущих проводников, которые заканчиваются на коммутаторе.
 4 типа двигателей постоянного тока и их характеристики (на фото: коллектор двигателя постоянного тока мощностью 575 кВт; кредит: Pedro Raposo) Постоянное напряжение
4 типа двигателей постоянного тока и их характеристики (на фото: коллектор двигателя постоянного тока мощностью 575 кВт; кредит: Pedro Raposo) Постоянное напряжение подается на обмотки якоря через угольные щетки, которые движутся на коммутаторе.В небольших двигателях постоянного тока для статора могут использоваться постоянные магниты. Однако в больших двигателях, используемых в промышленности, статор является электромагнитом.
При подаче напряжения на обмотки статора устанавливается электромагнит с северным и южным полюсами. Результирующее магнитное поле является статическим (без вращения).
Для простоты объяснения статор представлен постоянными магнитами на следующем рисунке.
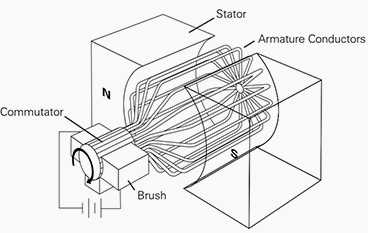 DC Motor Construction
DC Motor Construction Поле двигателей постоянного тока может быть:
- Постоянный магнит (Статор с постоянными магнитами),
- электромагниты, соединенные последовательно (намотанный статор),
- шунт (статор раны) или Соединение
- (статор раны).
Давайте рассмотрим основы каждого типа, а также их преимущества и недостатки.
1. Двигатели с постоянными магнитами
Двигатель с постоянными магнитамиДвигатель с постоянными магнитами использует магнит для подачи потока поля . Двигатели постоянного тока с постоянными магнитами имеют превосходную пусковую мощность с хорошим регулированием скорости. Недостатком двигателей постоянного тока с постоянными магнитами является то, что они ограничены величиной нагрузки, которую они могут вести. Эти двигатели можно найти в приложениях с низкой мощностью.
Другим недостатком является то, что крутящий момент обычно ограничен -150% от номинального крутящего момента , чтобы предотвратить размагничивание постоянных магнитов.
Вернуться к оглавлению №
2. Серия Motors
Двигатель постоянного тока серииВ двигателе постоянного тока серии поле соединено последовательно с якорем. Поле намотано на несколько витков большого провода, потому что он должен нести полный ток якоря.
Характерной особенностью серийных двигателей является то, что двигатель развивает большое количество пускового крутящего момента.Тем не менее, скорость варьируется в широких пределах от отсутствия нагрузки до полной нагрузки. Серийные двигатели нельзя использовать там, где требуется постоянная скорость при различных нагрузках.
Кроме того, скорость последовательного двигателя без нагрузки увеличивается до такой степени, что двигатель может быть поврежден. Некоторая нагрузка всегда должна быть подключена к последовательно соединенному двигателю.
Двигатели с последовательным соединением, как правило, не подходят для использования в большинстве применений с регулируемой скоростью.
Вернуться к оглавлению №
3.Шунт Моторс
 шунтирующий двигатель постоянного тока
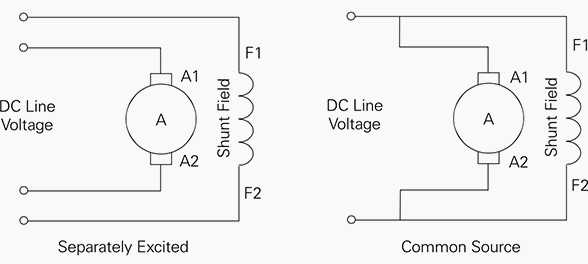
шунтирующий двигатель постоянного тока В шунтирующем двигателе поле соединено параллельно (шунтирующее) с обмотками якоря. Шунтирующий двигатель обеспечивает хорошее регулирование скорости. Обмотка возбуждения может возбуждаться отдельно или подключаться к тому же источнику, что и якорь.
Преимуществом отдельного возбужденного шунтирующего поля является способность привода с регулируемой скоростью обеспечивать независимый контроль якоря и поля.
Шунтирующий двигатель обеспечивает упрощенное управление задним ходом.Это особенно полезно в регенеративных приводах.
Вернуться к оглавлению №
4. Составные двигатели
 Составной двигатель постоянного тока
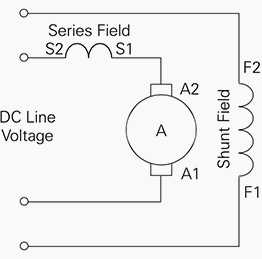
Составной двигатель постоянного тока Составные двигатели имеют поле, соединенное последовательно с якорем, и отдельное возбужденное шунтирующее поле. Последовательное поле обеспечивает лучший пусковой крутящий момент , а шунтирующее поле обеспечивает лучшее регулирование скорости .
Однако поле серии может вызвать проблемы управления в приложениях с регулируемой скоростью и обычно не используется в четырех квадрантных приводах.
Вернуться к оглавлению №
Двигатель постоянного тока - объяснение (ВИДЕО)
Не можете увидеть это видео? Нажмите здесь, чтобы посмотреть его на Youtube.
Ссылка: Основы приводов постоянного тока - SIEMENS (Загрузить)
,