Станок для гибки профильной трубы своими руками
Самодельный профилегиб без токарных работ.
У вас есть знакомый токарь, который сможет выточить валы для трубогиба? Если нет, то эта статья для вас. Предлагаем сделать профилегиб самой простой конструкции без применения токарных работ. Он будет явно не для выставки высоких технологий, но свою функцию по гибки профильных труб в домашних условиях точно выполнит.
Данный трубогиб еще называют профилегиб, так как он в основном предназначен для гибки профильного металла – профильной трубы, швеллера, уголка и полосы. При наличии специальных роликов позволяет гнуть круглые трубы. От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.
 Трубогиб для гибки профильной трубы.
Трубогиб для гибки профильной трубы. 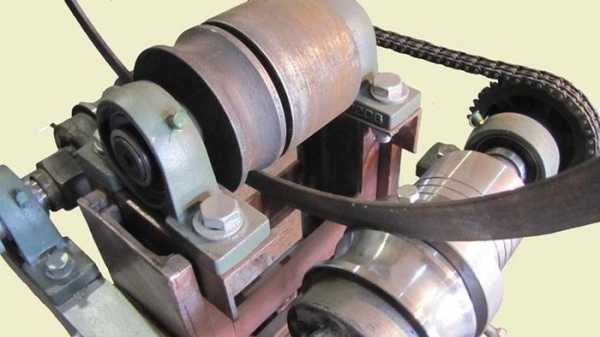 Гибка полосы на ребро.
Гибка полосы на ребро. Важные технические моменты при изготовлении профилегиба.
- При гибки профильная труба деформируется, и ее боковые стороны выдавливает наружу. Причем чем меньше радиус гибки, тем больше наблюдается выдавливание боковых стенок трубы. Также на одной из сторон трубы образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на трубе необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки трубы. Чем меньше радиус гибки трубы, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
 Гибка профильной трубы с заломами.
Гибка профильной трубы с заломами. 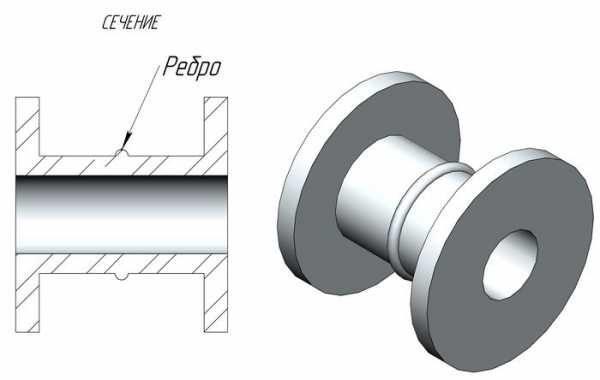 Ролик трубогиба с ребром по центру.
Ролик трубогиба с ребром по центру. - Если гнуть профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время гибки труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.
 Профилегиб.
Профилегиб. - Усилие, которое необходимо приложить, чтобы свести ролики трубогиба и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
- Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на трубогибе, у которого большое расстояние между роликами. По этим причинам ролики на профилегибе делают так, чтобы их можно было переставить.
- Чем меньше диаметр роликов трубогиба, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных трубогибах ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
- Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть профильную трубу больших сечений, то желательно сделать два приводных ролика.
- Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
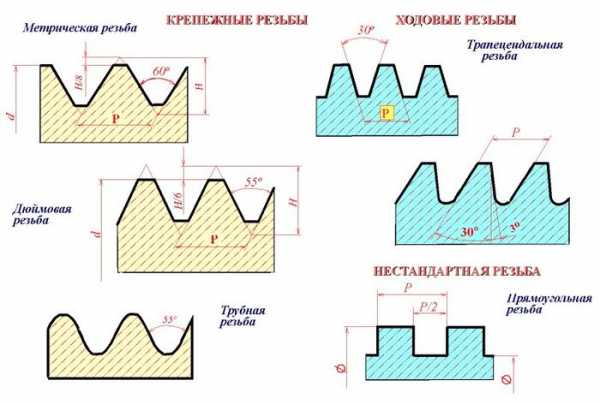 Виды резьбы.
Виды резьбы. - Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и вместо круглой трубы получиться овал.
 Ролик трубогиба для гибки круглой трубы.
Ролик трубогиба для гибки круглой трубы. Как сделать ролики для профилегиба.
Ролики можно изготовить разными способами, даже на первый взгляд самыми необычными. Например, в качестве роликов можно использовать велосипедные ступицы. Такие ступицы не выдержат большие нагрузки, но согнуть трубу сечением 20х40 мм им будет вполне по силам.
 Профилегиб с валами из велосипедных ступиц.
Профилегиб с валами из велосипедных ступиц. В качестве роликов можно использовать обычный лом. Его просто отрезаем в нужную длину и одеваем на такой ролик подшипник подходящего диаметра. Например, лом диаметром 30мм, под него хорошо подойдут подшипники №306 ГОСТ8338-78. Чтобы подшипники не смещались вдоль оси ролика, достаточно капнуть сваркой около обоймы подшипника.
 Вал трубогиба сделанный из лома.
Вал трубогиба сделанный из лома. Ролики можно изготовить из трубы и покупных шайб. На рисунке ниже хорошо видна конструкция ролика.
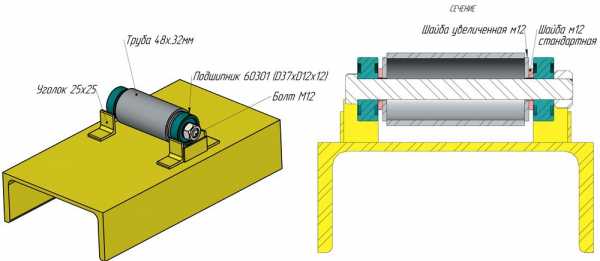 Ролик трубогиба.
Ролик трубогиба. Если у вас нет подходящих шайб, то их можно сделать самостоятельно. Как их сделать смотрите ниже в статье под заголовком “как сделать ролики для гибки профильной трубы методом обкатки”. Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить.
 Ролик профилегиба из трубы, шайб и металлического круга.
Ролик профилегиба из трубы, шайб и металлического круга. Как закрепить подшипники на каркасе профилегиба.
Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.
 Профилегиб с переставными роликами.
Профилегиб с переставными роликами.  Трубогиб для гибки профильной трубы.
Трубогиб для гибки профильной трубы.  Профилегиб для гибки профильной трубы.
Профилегиб для гибки профильной трубы.  Трубогиб для гибки профильной трубы.
Трубогиб для гибки профильной трубы.  Трубогиб для гибки профильной трубы.
Трубогиб для гибки профильной трубы.  Каркас профилегиба.
Каркас профилегиба.  Профилегиб сделанный с подшипниками в корпусе.
Профилегиб сделанный с подшипниками в корпусе. Конструктивные особенности профилегибов.
Трубогиб можно сделать практически из любого металлолома. Каркас должен быть достаточно жестким, из чего он будет сделан не важно. В основном его делают из швеллера, так как он достаточно жесткий и имеет широкую поверхность для установки валов трубогиба.
При изготовлении профилегиба нужно отталкиваться от тех материалов, которые есть у вас в наличии.
Один из главных компонентов трубогиба – это силовой узел. Его делают либо из домкрата или из винта с резьбой. Если в наличии есть винт, то можно сделать трубогиб с центральным подвижным роликом. Винт, кстати, можно взять от старого нерабочего домкрата или со струбцины. Винт должен быть мощным, не менее 16мм в диаметре.
Если же есть домкрат, то можно выбирать какой вид профилегиба сделать. Можно сделать трубогиб с крайним подвижным роликом и переламывающейся станиной или с центральным подвижным роликом и крайними неподвижными роликами.
Конструкция в принципе неважна, труба в любом случае будет гнуться. Если есть в наличии звездочки и цепь, например, велосипедные, то имеет смысл соединить два вала цепью и таким образом сделать их оба приводными валами. Это сильно поможет при гибке профильных труб большого сечения, например, 40х60 и больше. Трубы небольшого сечения гнуться хорошо и на одном приводном ролике. Если же ролики проскальзывают при гибке трубы, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться.
Ручку приводного ролика можно сделать из обычной велосипедной педали или сделать круглый штурвал.
Если предполагается гнуть трубу в кольцо, то следует предусмотреть возможность снять верхний ролик, иначе кольцо будет невозможно вынуть из трубогиба.
 Трубогиб со штурвалом.
Трубогиб со штурвалом. Ниже представлено несколько фотографий с различными конструктивными особенностями.
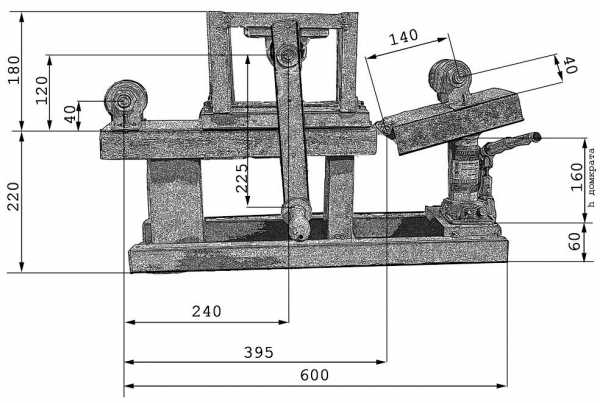 Чертеж профилегиба.
Чертеж профилегиба.  Профилегиб с двумя приводными роликами.
Профилегиб с двумя приводными роликами.  Профилегиб со съемным верхним роликом и подвижным крайним роликом.
Профилегиб со съемным верхним роликом и подвижным крайним роликом.  Профилегиб с переставными роликами.
Профилегиб с переставными роликами.  Профилегиб с домкратом.
Профилегиб с домкратом.  Профилегиб с домкратом.
Профилегиб с домкратом. Как сделать ручной профилегиб с обкатным роликом.
Данный вид трубогиба позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.
 Гибка круглой трубы методом обкатки.
Гибка круглой трубы методом обкатки.  Гибка профильной трубы методом обкатки.
Гибка профильной трубы методом обкатки. 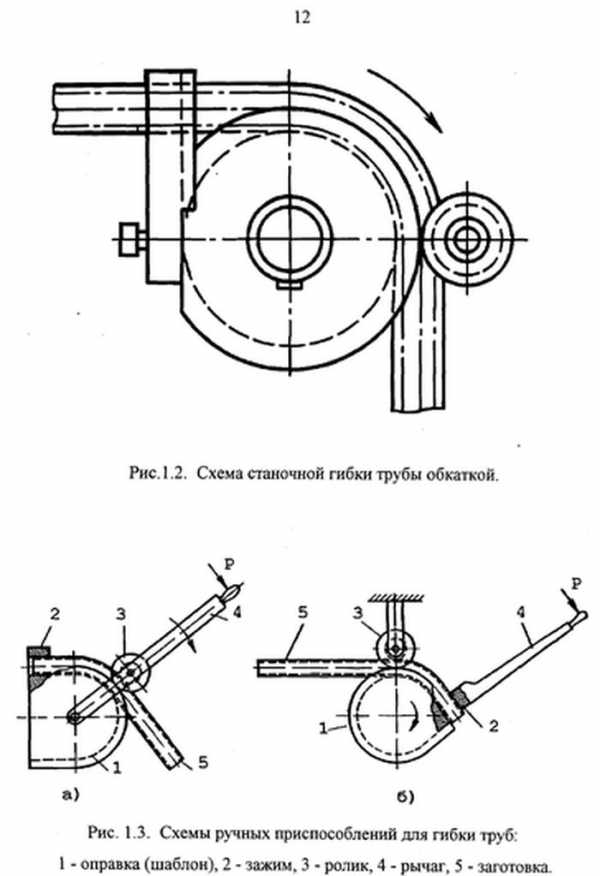 Схема гибки трубы.
Схема гибки трубы. Принцип такого трубогиба основан на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание стенок труб и заломы исключены. Данный трубогиб позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Как сделать ролики для гибки профильной трубы методом обкатки.
Такие ролики довольно легко сделать. Понадобиться листовой металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.
 Сверлим отверстие в заготовке.
Сверлим отверстие в заготовке. 4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.
 Болт вставленный в заготовку.
Болт вставленный в заготовку. 5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.
 Обтачиваем заготовку.
Обтачиваем заготовку. 6. Собираем обработанные заготовки в ролик. Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение. Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
 Ролик для трубогиба из пяти кругов.
Ролик для трубогиба из пяти кругов. Важные моменты при изготовлении трубогиба с обкатным роликом.
В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.
 Трубогиб с отверстиями в кронштейне.
Трубогиб с отверстиями в кронштейне. Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.
Вы скажете зачем этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в начальном положении снижает деформации стенки трубы с наружной стороны сгиба. Другими словами, трубу во время гибки меньше будет вытягивать из зажима и повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.
 Труба с заломами.
Труба с заломами.  Минимальный радиус гибки трубы. Трубогибочный станок
Минимальный радиус гибки трубы. Трубогибочный станок , гидравлический трубогиб
Описание продукта
Станок для гибки труб, гидравлический трубогиб
2. Технический параметр
Другие продукты на выбор .
3. Применение профилегибочного станка
Изготовленный нами профилегибочный станок - это высокоэффективное оборудование для гибки профилей с различными характеристиками, например, из швеллера, уголка , Двутавровая сталь, двутавровая сталь, плоская сталь, квадратная труба, круглая и квадратная труба, может предварительно согнуть конец профилей и изогнуть к круглой, кольцевой, дуговой, спиральной заготовке, однократно, широко используется в аэрокосмической, нефтехимической промышленности , гидроэнергетика, судостроение, автомобилестроение, машиностроение, металлоконструкции и так далее.
4. Обзор конструкции и производительности машины
4.1.1. Обзор конструкции
Профилегибочный станок представляет собой трехвалковую дуговую конструкцию, направленную вниз. Он состоит из корпуса машины, боковой роликовой части, вспомогательного устройства, главной приводной части, чувствительного устройства, деталей пресс-формы, гидравлических частей, электрических компонентов и т. Д. Корпус машины выполнен из листовой стальной конструкции, все механические части установлены во внутренней и внешней части. корпуса машины, составляющего основную часть механической трансмиссии машины.Основное вращение ролика приводится в движение гидравлическим двигателем. Боковые ролики приводились в движение зубчатым колесом через гидравлический двигатель для достижения проектной скорости и крутящего момента.
4. 1.2. Электрическая система управления и гидравлическая система являются двумя независимыми частями, через трубы и электрический провод соединяются с механическим приводом, гидравлическая система и электрическая система управления могут быть установлены в соответствии с чертежом, пользователи также могут перемещать их в подходящее положение в соответствии с цехом и технологией работы.
4.1.3. Станок может быть оснащен дополнительным устройством (пресс-формой) в соответствии с требованием точности заготовки и различными профилями.
4.2.1. Производительность станка
Станок может предварительно согнуть конец профилей, оставшийся прямой край меньше или равен удвоенной ширине профилей. Все три рабочих ролика являются приводными роликами и принимают трение качения; это высокая эффективность, энергосбережение.
4.2.2. Вращение главного ролика осуществляется гидравлическим двигателем через гидравлическую систему.Два боковых ролика (левый ролик и правый ролик) приводятся в движение гидравлическими цилиндрами, вращающимися по линии дуги вокруг основного ролика, его функция заключается в изгибе профилей; кроме того, гидромотор привода гидросистемы, приводной механизм гидромотора, ролики и цепь бокового привода, главный ролик привода цепи, вращающийся с боковыми роликами, его функция заключается в изгибе и формовании профилей; поддерживающий ролик можно поднимать и опускать, перемещать вперед и назад и вращать, все эти движения приводились в движение гидравлическим цилиндром, функция поддерживающего ролика заключается в предотвращении перекручивания профилей во время его изгибания, обеспечивая точность обрабатываемой детали.
4.2.3. Все движения машины приводятся в действие гидравлической системой, управляемой централизованной электрической системой управления, пользователь управляет машиной через кнопку на электрическом шкафу управления.
4.3. Профили предварительного изгиба и изгиба
Профили изгиба имеют симметричный и асимметричный изгиб. (См. Рис. 4-1)
7. Послепродажное обслуживание
7.1 Содержание послепродажного обслуживания
7.11 Гарантийный срок на качество продукции составляет 12 месяцев.
7.12 После того, как продукт будет завершен, мы отвечаем за бесплатную подготовку механического, гидравлического, электрического и рабочего персонала на нашем заводе.
7.13 Пожизненное обслуживание и своевременное предоставление бесплатных запчастей.
7.2 обещание качества
Строго соблюдайте обязательства по обеспечению качества
7.21 Качество машины должно быть отличным и надежным перед поставкой, исключить ранние отказы машины на нашем заводе.
7.22 Пользователь обнаружил проблему с качеством в процессе использования машины, мы отвечаем в течение 24 часов после получения уведомления пользователя, при необходимости отправляем инженера на сайт пользователя. Ремонтники не покидают сайт пользователя, если не устраняют неисправности.
7.23 Наша компания должна предоставить запасные части для ремонта машин и ремонта машины в соответствии с требованиями заказчика.
8. Приемка и установка
8.1 После того, как оборудование будет завершено, мы незамедлительно уведомим покупателя о том, что он пришел на наш завод, чтобы проверить его перед приемкой.После того, как покупатель проверит и примет машину, и выполнит условия контрактных требований, продавец должен поставить оборудование.
8.2 Продавец должен запустить и протестировать машину в режиме без нагрузки и нагрузки, убедившись, что машина может работать при подаче питания на объект покупателя.
Клиентов, посещающих
9. Представление компании
Наша компания является крупнейшим предприятием по производству профилегибочного оборудования на Центральных равнинах Китая, в настоящее время крупнейшей производственной мощностью нашей компании является W24S -1500, этот тип машины был представлен из Швейцарии, после нескольких лет отечественного производства, технология стала очень зрелой, и постепенно принимается на внутреннем рынке, во время процесса прокатки профиля, ее наиболее заметными преимуществами были следующие: 1, это самое экономичное оборудование; 2, это наиболее эффективное прокатное оборудование; 3, это самая высокая точность прокатного оборудования.
Наша компания произвела такие продукты для ряда крупных компаний, например, компании по производству графита Nantong, компании по производству фланцев в Цанчжоу Чжэнсин, уплотнительной головки Yixing Jiuzhou, группы Jiaozuo Shenhua, группы Zhengzhou songfeng Valve Co., Ltd., группы Nanjing jiangbiao, Компания по производству фланцев Jingjiang, Jiangsu Jinyang Group Co., Ltd, Wenzhou Kaiqi Group и так далее, все они используют наш станок для гибки профилей. Отличное качество продукции, хороший сервис, получили хорошие отзывы пользователей; Приглашаем Вас посетить нашу компанию или компанию нашего пользователя.
отгрузка
Если есть что-то, что мы можем сделать для вас, добро пожаловать к нам.
,
2020 Металлургическое оборудование Материал секций трубогибочный и трубогибочный станок
JXW500 СЕКЦИОННЫЙ БИЛЕР
Наш гибочный станок является частью специального оборудования, предназначенного для производителей секционных прутков. Его можно использовать для сгибания профиля в круглую, дуговую или другую форму заготовок. Этот гибочный станок широко используется в различных отраслях промышленности, таких как нефтяная, химическая, гидроэнергетика, судостроение, металлоконструкция, машиностроение и т. Д.
Применение
JXW500 Материал сечения Бендер используется для изготовления кругов, кривых или спиралей для заготовок. Широко используется в таких областях, как нефтяная промышленность, химическое машиностроение, гидроэлектроэнергетика, судостроение, стальные конструкции, машины изготовление и тд.
Технический параметр
| Позиция | Параметры |
| Модули сопротивления изгибу сечения | 270 ~ 2000 (см³) |
| Макс.сопротивление материала | 245Mpa (как у Q235A) |
| Гибка наружу для стали из стали | Модель стали из стали: 50 |
| Диаметр минимального изгиба: Φ3500mm | |
| Гибка внутри для стали из стали | Модель из стали: 40 |
| Мин. Диаметр изгиба: Φ 3500 мм | |
| Стальная труба | Макс. Сечение: Ф26 мм × 16 мм |
| Мин.диаметр изгиба: Φ15000 мм | |
| Мин. сечение: Φ90 мм × 8 мм | |
| Диаметр изгиба: Φ3000 мм | |
| Плоское сгибание для ленточной стали | Макс. Сечение: Φ200 мм × 60 мм |
| Минимальный диаметр изгиба: Φ3000 мм | |
| Прямой изгиб для ленточной стали | Макс. Сечение: Φ500 мм × 75 мм |
| Минимальный диаметр изгиба: Φ4800мм | |
| Рабочая скорость | 2 ~ 3 м / мин |
| Мощность двигателя | Гидравлический насос: 22 кВт |
| Опорный двигатель: 0.75 кВт × 2 0,18 кВт × 2 | |
| Размер | (Длина × Ширина × Высота) 4880 мм × 3200 мм × 2000 мм |
| Общий вес | Около 36000 кг |
000000
1. Может ли одна машина производить только один размер?
Не совсем, это зависит от машины.
2. У вас есть послепродажное обслуживание?
Да, мы с радостью дадим совет, а также предоставим квалифицированных специалистов для обслуживания машины в случае необходимости.
3.Как посетить вашу компанию?
Мы можем забрать вас из аэропорта Шанхая или Ханчжоу. Или железнодорожный вокзал Шаосин Север.
4. Что вы можете сделать, если машина сломалась?
Гарантийный срок нашей машины составляет 12 месяцев. Если сломанные детали не могут отремонтировать, мы можем отправить новые запчасти заменить сломанные, но вам нужно оплатить экспресс-стоимость самостоятельно.Если по истечении гарантийного срока мы сможем путем переговоров решить проблемы и обеспечим техническую поддержку на весь срок службы оборудования.
5.Можете ли вы нести ответственность за транспорт?
Да, пожалуйста, сообщите нам порт назначения или адрес. У нас богатый опыт работы на транспорте.
6. Вы торговая компания или фабрика?
Мы являемся производителем.
7. Почему ваша цена выше, чем у других?
Поскольку мы настаиваем на том, чтобы каждый завод ставил качество на первое место.Мы тратим время и деньги на разработку того, как сделать машины намного более автоматическими, точными и качественными. Мы можем быть уверены, что наша машина сможет без проблем работать более 20 лет.
8. У вас есть зарубежные инженеры?
Да, мы не только предоставляем зарубежных инженеров, но и проводим техническое обучение.
9. Вы предоставляете индивидуальные?
Конечно, мы можем спроектировать оборудование в соответствии с данными структурного раздела, который вы предоставляете.Мы являемся профессиональным разработчиком и производителем листогибочных машин.
,Гидравлический трубогибочный станок, горячекатаный гидравлический трубогиб
Описание продукта
Фотографии гидравлического трубогибочного станка, горячего надувного гидравлического трубогиба
гидравлического прямоугольного трубогибочного станка, горячего надувного гидравлического трубогиба
2. Технический параметр
3. Использование прямоугольного трубогибочного станка
Гидравлический прямоугольный трубогибочный станок, горячекатаный гидравлический трубогиб, который мы изготовили, представляет собой высокоэффективное оборудование для гибки профилей с различными характеристиками, например, из швеллера, уголка, H-луча. сталь, двутавровая сталь, плоская сталь, квадратная труба, круглая и квадратная труба, может предварительно согнуть конец профилей и изогнуть к круглой, кольцевой, дуговой, спиральной заготовке, однократно, широко используемой в аэрокосмической, нефтехимической, гидроэнергетической промышленности, судостроение, автомобилестроение, машиностроение, металлоконструкции и т. д.
4. Обзор конструкции и производительности машины
4.1.1. Обзор конструкции
Гидравлический трубогибочный станок прямоугольного сечения, гидравлический трубогиб горячей продажи, представляет собой трехвалковую дуговую конструкцию вниз. Он состоит из корпуса машины, боковой роликовой части, вспомогательного устройства, главной приводной части, чувствительного устройства, деталей пресс-формы, гидравлических частей, электрических компонентов и т. Д. Корпус машины выполнен из листовой стальной конструкции, все механические части установлены во внутренней и внешней части. корпуса машины, составляющего основную часть механической трансмиссии машины.Основное вращение ролика приводится в движение гидравлическим двигателем. Боковые ролики приводились в движение зубчатым колесом через гидравлический двигатель для достижения проектной скорости и крутящего момента.
4. 1.2. Электрическая система управления и гидравлическая система являются двумя независимыми частями, через трубы и электрический провод соединяются с механическим приводом, гидравлическая система и электрическая система управления могут быть установлены в соответствии с чертежом, пользователи также могут перемещать их в подходящее положение в соответствии с цехом и технологией работы.
4.1.3. Станок может быть оснащен дополнительным устройством (пресс-формой) в соответствии с требованием точности заготовки и различными профилями.
4.2.1. Производительность станка
Станок может предварительно согнуть конец профилей, оставшийся прямой край меньше или равен удвоенной ширине профилей. Все три рабочих ролика являются приводными роликами и принимают трение качения; это высокая эффективность, энергосбережение.
4.2.2. Вращение главного ролика осуществляется гидравлическим двигателем через гидравлическую систему.Два боковых ролика (левый ролик и правый ролик) приводятся в движение гидравлическими цилиндрами, вращающимися по линии дуги вокруг основного ролика, его функция заключается в изгибе профилей; кроме того, гидромотор привода гидросистемы, приводной механизм гидромотора, ролики и цепь бокового привода, главный ролик привода цепи, вращающийся с боковыми роликами, его функция заключается в изгибе и формовании профилей; поддерживающий ролик можно поднимать и опускать, перемещать вперед и назад и вращать, все эти движения приводились в движение гидравлическим цилиндром, функция поддерживающего ролика заключается в предотвращении перекручивания профилей во время его изгибания, обеспечивая точность обрабатываемой детали.
4.2.3. Все движения машины приводятся в действие гидравлической системой, управляемой централизованной электрической системой управления, пользователь управляет машиной через кнопку на электрическом шкафу управления.
4.3. Профили предварительного изгиба и изгиба
Профили изгиба имеют симметричный и асимметричный изгиб. (См. Рис. 4-1)
5.Больше моделей на выбор
000 000 000 000 000 000 7.Сервисное обслуживание
7.1 Содержание послепродажного обслуживания
7.11 Гарантийный срок на качество продукции составляет 12 месяцев.
7.12 После того, как продукт будет завершен, мы бесплатно обучаем механический, гидравлический, электрический и эксплуатационный персонал на нашем заводе.
7.13 Пожизненное обслуживание и своевременное предоставление бесплатных запчастей.
7.2 обещание качества
Строго соблюдайте обязательства по обеспечению качества
7.21 Качество машины должно быть отличным и надежным перед поставкой, исключить ранние отказы машины на нашем заводе.
7.22 Пользователь обнаружил проблему с качеством в процессе использования машины, мы отвечаем в течение 24 часов после получения уведомления пользователя, при необходимости отправляем инженера на сайт пользователя. Ремонтники не покидают сайт пользователя, если не устраняют неисправности.
7.23 Наша компания должна предоставить запасные части для ремонта машин и ремонта машины в соответствии с требованиями заказчика.
8. Приемка и установка
8.1 После того, как оборудование будет завершено, мы незамедлительно уведомим покупателя о том, что он пришел на наш завод, чтобы проверить его перед приемкой.После того, как покупатель проверит и примет машину, и выполнит условия контрактных требований, продавец должен поставить оборудование.
8.2 Продавец должен запустить и протестировать машину в режиме без нагрузки и нагрузки, убедившись, что машина может работать при подаче питания на объект покупателя.
9. Представление компании
Наша компания является крупнейшим предприятием по производству гибочного оборудования для профилей на Центральных равнинах Китая, в настоящее время самая большая производственная мощность нашей компании - W24S-1500, был представлен этот тип станка. из Швейцарии, после многих лет отечественного производства, технология стала очень зрелой и постепенно принимаемой на внутреннем рынке, во время процесса прокатки профиля ее наиболее заметными преимуществами были следующие: 1, это оборудование с наибольшей экономией материала; 2, это наиболее эффективное прокатное оборудование; 3, это самая высокая точность прокатного оборудования.
Наша компания произвела такие продукты для ряда крупных компаний, например, компании по производству графита Nantong, компании по производству фланцев в Цанчжоу Чжэнсин, уплотнительной головки Yixing Jiuzhou, группы Jiaozuo Shenhua, группы Zhengzhou songfeng Valve Co., Ltd., группы Nanjing jiangbiao, Компания по производству фланцев Jingjiang, Jiangsu Jinyang Group Co., Ltd, Wenzhou Kaiqi Group и так далее, все они используют наш станок для гибки профилей. Отличное качество продукции, хороший сервис, получили хорошие отзывы пользователей; Приглашаем Вас посетить нашу компанию или компанию нашего пользователя.
10. Почему выбирают нас?
Преимущества, которые мы имеем:
1. Опытный поставщик прокатных и гибочных станков.
2.Профессиональная команда дизайнеров и отдел продаж к вашим услугам.
3.Alibaba золотой поставщик, завод признан CE.
4.7 / 24 сервис для вас, все вопросы будут решены в течение 24 часов.
Преимущества, которые вы получаете:
1.стабильное качество --- благодаря хорошим материалам и технике.
2. Низкая цена --- не самая дешевая, но самая низкая при том же качестве.
3. Хорошее обслуживание --- удовлетворительное обслуживание до и после продажи.
4. Срок поставки --- 30-40 дней для массового производства.
11. Наша компания View
Наша философия заключается в предоставлении нашим клиентам высококачественных продуктов и беспрецедентных услуг. Мы заверяем наших клиентов в взаимовыгодных отношениях и надеемся на развитие долгосрочного стратегического партнерства с вашей уважаемой организацией.
Добро пожаловать в Китай, приглашаем посетить наш завод!
Расположение : к югу от Тайханг Роуд, город Циньян, провинция Хэнань, материковая часть Китая.
,