Станок для загиба профильной трубы своими руками чертежи
Сегодня, мы хотим рассказать вам, как сделать простую модель трубогиба для профильной трубы своими руками. Потребность в этом устройстве возникает у многих из нас, особенно на дачном участке, когда необходимо согнуть профиль, чтобы соорудить теплицу или беседку.
Покупать профессиональное оборудование нет смысла, так как в обычной жизни оно требуется нам не часто.
Мы будем делать с вами простую конструкцию профилегиба своими руками, которую каждый мастер-любитель сможет сделать самостоятельно.
Принцип работы трубогиба
Принцип функционирования трубогиба достаточно прост — профильная труба подвергается воздействию, что приводит к её температурному изменению, и сталь становится мягче. Заготовка размещается в прокатной зоне станка для гибки, между валами, которые выступают также в качестве шаблона. Именно от того, как они расположены, какой имеют диаметр, зависит угол загиба профиля.
Ролики бывают:
- направляющими — они удерживают деталь;
- прижимными — придают угол загиба.
Направляющих два, и один прижимной вал.
Стоит заметить, что многократно менять форму профильного трубопроката (нагревать и изгибать) не следует, так как это уменьшает его прочность.
Виды профилегибочных станков и их устройства
Профильные трубы имеют различную толщину стен и диаметр, поэтому трубогибы требуются разные. Механизмы для гибки профтруб имеют конструктивные отличия от стандартных трубогибов для круглых труб. Ведь профили обладают большой устойчивостью к изгибанию, а также радиус сгиба у них обычно больше.
 Станок для гибки профильной трубы
Станок для гибки профильной трубы Основные виды трубогибов для профильного изделия:
- по типу привода;
- по методу изгиба;
- по месту расположения подвижного валика.
По типу привода
От угла загиба, а так же материала профтрубы и требуемой точности, зависит выбор гибочного станка, которые бывают:
- Гидравлическими — предназначены для изгиба трёхдюймовых элементов. Они обладают высоким уровнем производительности, точности и скорости. Встречаются ручного и автоматического типа. Это самый мощный профилегиб, способный изогнуть любую трубу. В него входит — швеллер (широкие и узкие отрезки, по три каждого вида), петлевой замок, ролики — 3 шт. (размещённые на подшипниковых узлах), передающая ручка с втулкой, машинный домкрат.
- Электрическими — рекомендованы для гибки профильной трубы большого диаметра. Используются чаще для магистральных трубопроводов. Аппарат состоит из:
- рамки из швеллеров;
- прокатных валов из металла— 2 шт;
- трёх шестерёнок;
- металлической цепи;
- редуктора, электрического двигателя с механическим приводом.
- Ручными — они работают за счёт физической силы человека. Предназначены для профиля малого диаметра. Инструмент работает по типу прокатного станка. Основные детали в большинстве своём металлические:
- опорный каток;
- ролики;
- элементы шасси;
- винт регулировки;
- подающая рукоятка.
По способу изгиба
Одну и туже деталь можно изогнуть разными способами, с использованием трубогибов различного типа:
- сегментных — популярность их в том, что деталь, возможно, протаскивать, для получения нескольких поворотных фрагментов;
- арбалетных — суть работы в натягивание металла и сгибание его в одной месте;
- пружинных — предназначенных для пластиковых изделий.
По месту расположения подвижного вала
Подвижной валик может находится в середине, или по бокам (справа или слева):
- Конструкция, в которой подвижной ролик находится в середине, а крайние валики фиксируются к его корпусу. Они слегка приподняты над основой. Средний ролик устанавливается на специально смонтированном П-образном постаменте, посредине которого крепится крупный прижимной винт. С нижнего края, к винту приваривается прижимной ролик. В процессе вращения этого винта, происходит опускание или поднимание профиля, что приводит его к изгибу. К одному неподвижному ролику следует приварить ручку, с её помощью профиль перемещается по станку. Чтобы облегчить процесс прокатки, неподвижные валы объединяются цепью.
- С подвижным валом с краю — он размещается справа или слева. Вращается вместе с частью основы, которая соединена со станиной металлическими петлями. На угол изгиба влияет уровень подъёма стола, высота которого меняется домкратом. Конструкция вращается за счёт центрального ролика, к которому приваривается ручка. Чтобы уменьшить прикладываемые усилия, устройство можно снабдить цепью.
Подводя итог, скажем, что наиболее подходящий вид трубогиба, для придания нужного загиба профильной трубе, при монтаже теплицы или некой конструкции на придомовом участке — с ручным приводом. Ведь размер профильной заготовки и объёмы работ небольшие.
Какие материалы и инструменты нам понадобятся
Пред тем, как перейти к изготовлению трубогибочного станка для профильных квадратных труб, мы советуем запастись инструментарием и материалом. Иначе, во время работы вы будите отвлекаться, в итоге, процесс займёт у вас больше времени.
Для изготовления профилегибочного станка нам понадобится:
- для основы самодельного профилегиба — швеллер или два сварных уголка, толщина полочек не больше 3 мм;
- стальные ролики высокого качества, в идеале закалённые, они не должны быть гладкими, на краях наличие небольших валиков.
Это остальные части любого трубогиба. В зависимости от модели и вида устройства, может понадобиться ещё ряд элементов.
Из инструментов, у вас должна быть под рукой — болгарка, дрель, молоток, гаечный ключ, правило, имеющее надёжное и внушительное основание, и сварочный инвертор, если вы станете сваривать элементы станка, а не садить детали на болты.
Инструкция как сделать профилегиб своими руками
Итак, переходим к изготовлению трубогиба без токарных работ. Мы решили сделать две разные модели. Можете ознакомиться как с видео инструкцией, так и текстовой версией пошагового руководства.
Трубогиб с ручным приводом
Нам понадобится 8 штук подшипников 33 размера, для основы швеллер 40 на 80, строительная шпилька на 18, шайбы размером 18, металлический уголок на 25, отрезок прямоугольной пластины.
Так как мы первый раз делаем своими руками ручной трубогиб для профильной трубы, то решили подготовить чертёж нашего устройства — это упросит работу.
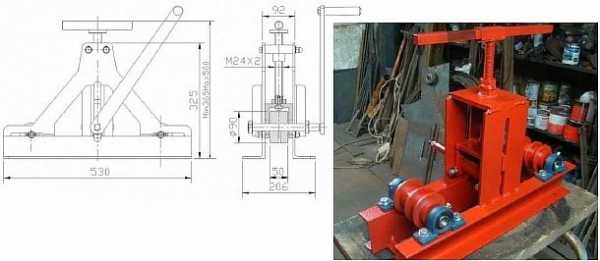 Чертёж будущего трубогиба
Чертёж будущего трубогиба После этого, уже приступили к изготовлению самого трубогиба:
- Отпиливаем швеллер нужной длины и очищаем его от ржавчины болгаркой.
 Обрезаем швеллер по размеру
Обрезаем швеллер по размеру  Очищаем ржавчину
Очищаем ржавчину - Счищаем со строительного шпиля резьбу, так же болгаркой. Это необходимо для свободного перемещения подшипников по ней.
 Счищаем резьбу со шпиля
Счищаем резьбу со шпиля - Подготавливаем шайбы — используя молоток, придаём шайбе слегка форму конуса. Шайба такой формы позволит беспрепятственно двигаться подшипнику.
 Слегка изгибаем шайбу
Слегка изгибаем шайбу - Собираем два ролика — на шпильку по краям устанавливаем гайки на 18, в середине 3 подшипника. Слегка изогнутые шайбы не задевают края подшипников и они свободно двигаются.
 На шпильку одеваем гайку
На шпильку одеваем гайку  Одеваем шайбу и подшипники
Одеваем шайбу и подшипники - Подтягиваем гайки с помощью ключа и обрезаем излишки шпильки.
 Гайки подтягиваем ключом
Гайки подтягиваем ключом - Края прихватываем сваркой.
 Привариваем края
Привариваем края  Готовый ролик
Готовый ролик - Из металлического уголка отрезаем 4 заготовки по 25 см. Они будут служить направляющими для валиков — ведущего и прижимного.
Описание продукта
ручные трубогибочные инструменты
цифровые
инструменты
технические инструменты
трубок
технические инструменты параметр
3. Использование ручных трубогибочных инструментов
Изготовленный нами станок для гибки профилей представляет собой высокоэффективное оборудование для гибки профилей с различными характеристиками, например, из швеллера, уголка, H-лучевая сталь, I-лучевая сталь, плоская сталь, квадратная труба, круглая и квадратная труба, может предварительно согнуть конец профилей и изогнуть к круглой, кольцевой, дуговой, спиральной заготовке, однократно, широко используемой в аэрокосмической, нефтехимической, гидроэнергетика, судостроение, автомобилестроение, машиностроение, металлоконструкции и так далее.
4. Обзор конструкции и производительности машины
4.1.1. Обзор конструкции
Профилегибочный станок представляет собой трехвалковую дуговую конструкцию, направленную вниз. Он состоит из корпуса машины, боковой роликовой части, вспомогательного устройства, главной приводной части, чувствительного устройства, деталей пресс-формы, гидравлических частей, электрических компонентов и т. Д. Корпус машины выполнен из листовой стальной конструкции, все механические части установлены во внутренней и внешней части. корпуса машины, составляющего основную часть механической трансмиссии машины.Основное вращение ролика приводится в движение гидравлическим двигателем. Боковые ролики приводились в движение зубчатым колесом через гидравлический двигатель для достижения проектной скорости и крутящего момента.
4. 1.2. Электрическая система управления и гидравлическая система являются двумя независимыми частями, через трубы и электрический провод соединяются с механическим приводом, гидравлическая система и электрическая система управления могут быть установлены в соответствии с чертежом, пользователи также могут перемещать их в подходящее положение в соответствии с цехом и технологией работы.
4.1.3. Станок может быть оснащен дополнительным устройством (пресс-формой) в соответствии с требованием точности заготовки и различными профилями.
4.2.1. Производительность станка
Станок может предварительно согнуть конец профилей, оставшийся прямой край меньше или равен удвоенной ширине профилей. Все три рабочих ролика являются приводными роликами и принимают трение качения; это высокая эффективность, энергосбережение.
4.2.2. Вращение главного ролика осуществляется гидравлическим двигателем через гидравлическую систему.Два боковых ролика (левый ролик и правый ролик) приводятся в движение гидравлическими цилиндрами, вращающимися по линии дуги вокруг основного ролика, его функция заключается в изгибе профилей; кроме того, гидромотор привода гидросистемы, приводной механизм гидромотора, ролики и цепь бокового привода, главный ролик привода цепи, вращающийся с боковыми роликами, его функция заключается в изгибе и формовании профилей; поддерживающий ролик можно поднимать и опускать, перемещать вперед и назад и вращать, все эти движения приводились в движение гидравлическим цилиндром, функция поддерживающего ролика заключается в предотвращении перекручивания профилей во время его изгибания, обеспечивая точность обрабатываемой детали.
4.2.3. Все движения машины приводятся в действие гидравлической системой, управляемой централизованной электрической системой управления, пользователь управляет машиной через кнопку на электрическом шкафу управления.
4.3. Профили предварительного изгиба и изгиб
Изгиб профилей имеет симметричный и асимметричный изгиб. (См. Рис. 4-1)
7. Послепродажное обслуживание
7.1 Содержание послепродажного обслуживания
7.11 Гарантийный срок на качество продукции составляет 12 месяцев.
7.12 После того, как изделие будет завершено, мы отвечаем за бесплатное обучение механического, гидравлического, электрического и рабочего персонала на нашем заводе.
7.13 Пожизненное обслуживание и своевременное предоставление запасных частей бесплатно.
7.2 обещание качества
Строго соблюдайте обязательства по обеспечению качества
7.21 Качество машины должно быть отличным и надежным перед поставкой, исключить ранние отказы машины на нашем заводе.
7.22 Пользователь обнаружил проблему с качеством в процессе использования машины, мы отвечаем в течение 24 часов после получения уведомления пользователя, при необходимости отправляем инженера на сайт пользователя. Ремонтники не покидают сайт пользователя, если не устраняют неисправности.
7.23 Наша компания должна предоставить запасные части для ремонта машин и ремонта машины в соответствии с требованиями заказчика.
8. Приемка и установка
8.1 После того, как оборудование будет завершено, мы незамедлительно уведомим покупателя о том, что он пришел на наш завод, чтобы проверить его перед приемкой.После того, как покупатель проверит и примет машину, и выполнит условия контрактных требований, продавец должен поставить оборудование.
8.2 Продавец должен запустить и протестировать машину в режиме без нагрузки и нагрузки, убедившись, что машина может работать при подаче питания на объект покупателя.
9. Представление компании
Наша компания является крупнейшим предприятием по производству гибочного оборудования для профилей на Центральных равнинах Китая, в настоящее время крупнейшей производственной мощностью нашей компании является W24S-1500, этот тип машины был представлен из Швейцарии, после многих лет отечественного производства, технология стала очень зрелой и постепенно принимаемой на внутреннем рынке, во время процесса прокатки профиля ее наиболее заметными преимуществами были следующие: 1, это оборудование с наибольшей экономией материала; 2, это наиболее эффективное прокатное оборудование; 3, это самая высокая точность прокатного оборудования.
Наша компания произвела такие продукты для ряда крупных компаний, например, компании по производству графита Nantong, компании по производству фланцев в Цанчжоу Чжэнсин, уплотнительной головки Yixing Jiuzhou, группы Jiaozuo Shenhua, группы Zhengzhou songfeng Valve Co., Ltd., группы Nanjing jiangbiao, Компания по производству фланцев Jingjiang, Jiangsu Jinyang Group Co., Ltd, Wenzhou Kaiqi Group и так далее, все они используют наш станок для гибки профилей. Отличное качество продукции, хороший сервис, получили хорошие отзывы пользователей; Приглашаем Вас посетить нашу компанию или компанию нашего пользователя.
Добро пожаловать в Китай! Приглашаем посетить наш завод! Добро пожаловать к нам!
,
Трубогибочный станок.pdf - скачать бесплатно PDF
Скачать Трубогибочный станок.pdf ...
Отчет по проектуТРУБОПРОВОДНАЯ МАШИНА, представленная при частичном выполнении требований для присуждения степени
Бакалавр технологий в машиностроении Автор: (1) MAYATEET KUMAR (43) (2) MD. ФИРДАУС АНСАРИ (44) (3) МОХАММАД ХАССААН (45) (4) НАСИМУЛ ХОДА (49) Под ценным руководством Амит Мина Асст. Профессор
ФАКУЛЬТЕТ МАШИНОСТРОЕНИЯ ИНЖЕНЕРНОГО И ТЕХНОЛОГИЧЕСКОГО УНИВЕРСИТЕТА ГУРУКУЛ КАНГРИ, ХАРИДВАР, УТТАРАХАНД НОЯБРЬ 2014 ГОДА.
СЕРТИФИКАТ
Настоящим удостоверяется, что MD.FIRDAUS ANSARI, NASIMUL HODA, MOHAMMAD HASSAAN и MAYATEET KUMAR представляют отчет о проекте, озаглавленный «МАШИНА ДЛЯ ИЗГИБОВ ТРУБЫ», при частичном выполнении требований для получения степени бакалавра. Технологии в машиностроении инженерно-технологического факультета Университета Гурукула Кангри в Уттаракханде - это отчет о добросовестной работе, выполненной ими под руководством и контролем. Результаты, воплощенные в этом проекте, не были представлены ни одному другому университету или институту для присуждения какой-либо степени или диплома.
г-н Санджив Кумар Ламба
г-н Амит Мина
HOD, Машиностроение
Asst. Проф. Машиностроение
GKV, Харидвар
GKV, Харидвар.
AKNOWLEDGEMENT
Мы с огромным удовольствием и удовлетворением представляем нашу первую попытку получить практический опыт в форме проектной работы. Есть много людей, которые помогли нам в успешном завершении нашего проекта. Мы хотели бы воспользоваться этой возможностью, чтобы поблагодарить всех и каждого.Прежде всего, мы хотели бы выразить нашу искреннюю благодарность нашему декану доктору Р. Каушику за то, что он обеспечил благоприятную атмосферу для выполнения нашей проектной работы. Мы хотели бы выразить сердечную благодарность г-ну САНДЖЕВУ ЛАМБХА, начальнику отдела машиностроения, за их руководство и поддержку, которые они оказывали на протяжении всей работы над проектом. Мы хотели бы выразить нашу благодарность г-ну AMIT MEENA, который руководил нами и поддерживал нас в завершении проекта.
ноябрь 2014
MD.Фирдаус Ансари Насимул Хода Майатит Кумар Мохаммад Хассаан
РЕЗЮМЕ Машиностроение без производства и изготовления бессмысленно. Процесс производства и изготовления связан с преобразованием сырья в готовую продукцию в соответствии с требуемым размером, спецификацией и эффективным использованием новейших технологий. Новые разработки и требования вдохновили нас задуматься о новых улучшениях в области производства. В нашем проекте трубогибочный станок с помощью этого станка изгибают трубы различных диаметров и получают различные формы, такие как v-образная, круглая, квадратная, канальная и т. Д.Он широко используется в различных промышленных операциях, таких как сгибание трубы для изготовления рулона или листового металла для придания определенной формы, например, формы "V".
СОДЕРЖАНИЕ Содержание
Страница №
Список рисунков …………………………………………………………………. ……… ..II ГЛАВА 1 ……… …………………………………………………………………….1. ВВЕДЕНИЕ……………………………………………………… …… ... ……… 1 1.1 Обзор ……………………………………………………………………… ...… .1 1.2 Необходимость в трубогибочной машине …………………………………………………… .1 ГЛАВА 2 …………………………………………………………………… ……… 2 ТИПА ГИБКОЙ МАШИНЫ …………………………………………………….2 2.1 Изгиб трубы ……………………………………………………………………… ... 2 2.2 Изгиб круга ……………………………… ……………………………………… .2 2.3 Изгиб канала ……………………………………………………………… .3 2,4 Квадрат изгиб ……………………………………………………………………… 4 ГЛАВА 3 ………………………………………………… ………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………… .5 ……………………………… ..5 2.2 Спецификация ………………………………………………………………………… 5 ГЛАВА 4 …… ……………………………………………………………………… ..6 РАБОТА ………………………………………………… …………………………… 6 ГЛАВА 5 ……………………………………………………………………………...7 РАСЧЕТ ……………………………………………………………………… ... 7 ГЛАВА 6 ………………………………… …………………………………………… 8 ПРИМЕНЕНИЕ И ПРЕИМУЩЕСТВА ………………………………………………… 8 6.1 Применение ………………… ……………………………………………………… ..... 8 6.2 Преимущества ……………………………………………………… …………………… .9 ГЛАВА 7 ……………………………………………………………………………… .10 ЗАКЛЮЧЕНИЕ …………… ……………………………………………………………… 10 ГЛАВА 8 …………………………………………………………… ………………… .11 БУДУЩАЯ ОБЛАСТЬ ……………………………………………………………… ......... 11 ССЫЛКА …… ……………………………………………………………………… ... 12
Список рисунков Рис.
Название рисунка
Номер страницы
2,1
Трубогибочные
2
2,2
Трубогибочные работы
2
2,3
Круг сгибание
3
2,4
Канал гибки
3
2,5
площадь изгибающий
4
4
Трубогиб
6
II
ГЛАВА 1 ВВЕДЕНИЕ Гибка - это производственный процесс, который образует V-образную, U-образную или канальную форму вдоль прямой оси в пластичных материалах, чаще всего листовых. металл.Обычно используемое оборудование включает в себя коробочные и поддонные тормоза, тормозные прессы и другие специализированные машинные прессы. 1.1 Обзор Гибка - это процесс гибки металла. Металл может быть листовым металлом, трубами, квадратной полостью, прутком и железным уголком. Этот тип металла имеет свою толщину. При проектировании гибочной машины учитывается несколько факторов, включая тип металла, тип роликового гибочного станка, механический или ручной привод, а также размер гибочной машины. Обычно разница между этими типами гибочной машины заключается только в производительности гибочной машины, которая может сгибать листовой металл или трубу.В настоящее время на рынке имеется гибочный станок для гибки листового металла и труб. Многие производители машин варьируют свою продукцию в зависимости от производительности гибочного станка и мощности с приводом или вручную. Кроме того, большая часть машины использует гибочный тип. У этого типа машины есть 3 рулона, 1 из которых зафиксирован, а 2 других являются регулируемыми. Листовой металл необходимо вставить в ролик, а затем катить вокруг него, пока не придет желаемая форма. Продукты, которые могут быть изготовлены на этой машине: катушка, усеченный конус и т. Д.1.2 Потребность в трубогибочном станке Поскольку мы знаем, что трубогибы используются в различных бытовых вещах, поэтому необходимо построить экономичный трубогибочный станок. Он также используется при проектировании различных компонентов машины, без этого гибочного устройства машина не сможет работать должным образом. Что касается промышленного применения, то оно используется для целей трубопроводов. Причиной создания гибочного станка является то, что не существует подходящего гибочного станка, который бы сгибал сплошную или полую трубу для небольших масштабов. Гибочные машины, представленные на рынке, бывают разных типов.Существуют гибочные машины, такие как гибочные машины с гибочным прессом, гибочные машины и фальцевальные машины.
1
ГЛАВА 2 ВИДЫ МАШИНЫ ИЗГИБА 2.1 Изгибание трубы Метод изгибания с помощью валика для формования рекомендуется использовать для всех больших изгибов, когда радиус центральной линии по крайней мере в 4 раза больше наружного диаметра трубы. Он также может быть успешно использован для гибки труб или толстостенных труб до меньших радиусов и является наиболее практичным методом гибки трубок очень малого диаметра.
Рис: 2.1 Изгиб трубы. Формовочный валик и радиусный хомут должны иметь канавку для точного прилегания к трубе, и труба не должна проскальзывать во время операции изгиба, так как даже небольшое скольжение приведет к деформации.
Рис. 2.2 Операция по сгибанию трубы
.Горячая продажа 3D CNC трубогибочный станок, трубогиб
Китайский производитель стальных трубогибочных станков для сгибания для продажи, преимущество трубогибочный станок с ЧПУ используется
Описание продукта
Спецификации для трубы DW63CNC-2A-1S Гибочный станок:
| 1, Техника: холодная гибка |
| 2, Электрика: Франция Schneider |
| 3, Система: Япония Mitsubishi |
| 4, Гидравлические детали: Япония Yuken |
Машинная видео ссылка на YouTube : https: // youtu.be / o_AOsHwgCV4
Основные характеристики станка:
| 1, с использованием микрокомпьютерного управления, автоматический изгиб; |
| 2, Безопасность: кнопка аварийной остановки на гибочном рычаге; |
| 3, диалоговое управление, простое изучение и понимание; |
| 4, Скорость гипотезы о перегородках, высокая точность изгиба труб до ± 0,1 °; |
| 5,16 групп трубогибочной информации, все ракурсы работы образуют единое целое; |
| 6, оправка автоматически входит и выходит, экономя много времени; |
| 7, Подходит для гибки стальной трубы, трубы из нержавеющей стали, медной трубы, алюминиевой трубы и т.д .; |
| 8, Может устанавливать вспомогательную нажимную головку, функцию низкого возвратного сердечника, может изгибать тонкие трубы; |
| 9, Специальное оснащение: специальная форма, доска против морщин, установка дополнительного толчка и т. Д. |
Технические данные:
| Основные технические характеристики | DW63CNC-2A-1S | |
| Максимальная изгибающая способность | ø63 ммX4 мм | |
| Макс. Радиус изгиба | R250 Макс. Минимальный радиус изгиба | В соответствии с диаметром трубы |
| Максимальная степень изгиба | 190 ° | |
| Максимальная длина подачи | 3000 мм | |
| Скорость изгиба | Макс. 85 ° / с | |
| Скорость вращения | Макс. 200 ° / с | |
| Скорость подачи | Макс. 1000 мм / с | |
| Точность изгиба | ± 0.1 ° | |
| Точность вращения | ± 0,1 ° | |
| Точность подачи | ± 0,1 мм | |
| Метод гибки | Гидравлический изгиб (2А) Сервоизгиб (3А) | |
| Роторный серводвигатель мощность | 750 Вт | |
| Мощность сервомотора питания | 1 кВт | |
| Мощность двигателя | 5,5 кВт | |
| Макс. давление масла | 12Мпа | |
| Вес машины | 3000 кг | |
| Размер машины | 5200X1300X1600 мм |
У нас также есть другие модели трубогибочных станков, такие как DW25CNC, DW38CNC, DW50CNC, DW75CNC, DW89CNC ... ПОЖАЛУЙСТА, отправьте нам ваше требование, мы процитируем соответственно.
Детальные изображения станка:
Образцы гибки:
Наша мастерская:
000000
| Наш трубогибочный станок с ЧПУ поставляется в течение 20 дней после подтверждения депозита. |
| Машина, как правило, упаковывается в профессиональную упаковку для экспорта. |
Наши услуги
| Предварительное обслуживание: |
| 1. Мы поможем вам подтвердить модель нашей машины в соответствии с информацией о предлагаемых трубах. |
| 2. Прежде чем разместить заказ у нас, вы можете увидеть нашу машину, как работать на заводе. |
| Сервисное обслуживание |
| 1.Бесплатная установка, пробный запуск и настройка, обучение. |
| 2. Мы гарантируем качество машины в течение одного года. В течение этого года, если запасные части машины были повреждены, мы можем бесплатно отправить компоненты клиенту по DHL, TNT. |
| 3. Наша фабрика предоставляет услуги для клиента навсегда, если клиенту нужна помощь в эксплуатации, мы предоставляем круглосуточную услугу ответа. |
FAQ
1. Вы производитель или торговая компания?
Да, мы являемся производителем.Мы специализируемся на оборудовании для обработки металлических труб.
2. Как выбрать трубогибочный станок?
Вы должны сообщить нам следующие детали:
- Макс. наружный диаметр
- Диапазон толщины стенок
- Радиус изгиба (CLR)
- Материал трубы
- Чертежи, если это возможно
3. Проводите ли вы какое-либо обучение, чтобы убедиться, что наш пользователь может очень хорошо управлять машиной?
1) Мы предоставим подробное видео и инструкцию для этой машины;
2) Мы также предлагаем обучение на нашем заводе всем клиентам, и мы организуем все для вас в эти дни в нашем городе, чтобы каждый клиент был экспертом в использовании нашей машины!
4.Как насчет гарантии на вашу машину?
Гарантия на нашу машину составляет один год, и мы используем все стабильные компоненты с длительным сроком службы!
И мы также можем отправить нашего техника, чтобы сделать послепродажное обслуживание на заводе клиента!
5. Какое решение вы можете предложить, чтобы ваш трубогибочный станок мог выполнять нашу работу?
1) Мы поможем вам подтвердить модель нашей машины в соответствии с информацией о предложенных вами трубах.
2) Перед тем, как начать заказ на этот ценный станок, вы можете предложить нам свой чертеж детали.
Мы можем разработать инструмент для изготовления ваших изделий в нашей мастерской. После того, как вы убедитесь, что заготовка в порядке, мы можем окончательно подтвердить заказ.
3) Вы можете посетить нас, чтобы проверить, как согнуть ваш продукт, прежде чем вы начнете заказ. За этот период вы также сможете научиться правильно пользоваться этой машиной!
6. Какой сертификат у вас есть?
У нас есть сертификат ISO и CE.
7. Где находится ваш завод?
Наш завод находится в городе Чжанцзяган, провинция Цзянсу, примерно в 2 часах езды от Шанхая на машине.Вы можете прилететь в Шанхай Хунцяо или аэропорт PVG напрямую.
Обратный путь
Если вы хотите узнать больше о нашей машине, пожалуйста, свяжитесь с нами в любое время.
Веб-сайт нашей компании: www.chinablma.com
Дженни Яо
Моб. Телефон: 0086-15366037270
Добро пожаловать на запрос нашей машины!
Ваше удовлетворение - наше величайшее побуждение.