





Станок улитка своими руками чертежи
Станок «Улитка» для холодной ковки своими руками используется большинством мастеров в работе над оригинальными изделиями из проката. Кузнечный бизнес чаще всего основан на изготовлении кованых изделий, где присутствуют детали в виде оригинальных петель.
Входные ворота в стиле XVII-XIX веков невозможно представить без завитков, вензелей и других оригинальных элементов. Они не только украшают, умелые мастера могли создавать из металла письменные приветствия. Сложные изогнутые фрагменты используются в качестве усилителей на заборах, входных группах, перилах ограждений и других декоративных изделиях. Сложные профили придают ажурность конструкциям.
Приспособления для изгибания металлических элементов «Улитка»
Чтобы производить изгибы заготовок по определенным параметрам используют вспомогательные кондукторы, получившие название «Улитка». Они служат в качестве специального шаблона, позволяющего воспроизвести десятки, а при необходимости и сотни однотипных деталей. Станок «Улитка» для холодной ковки гнет детали без дополнительного прогрева.
Работа основана на деформировании металла по определенному принципу. Чтобы выполнить гиб, приходится прикладывать значительные усилия. Поэтому мастера довольно часто приспособления «Улитка» оснащают электроприводом. Моторы-редукторы помогают развивать значительные усилия при ограниченном плече приложения силы. Крутящий момент в зоне обработки может достигать нескольких десятков килограммов.
Если выполнять подобную работу только за счет физической силы кузнеца, то работник довольно быстро устанет. Его производительность снизится до нуля. А при наличии вспомогательного механического помощника, можно производить сотни заготовок за смену.
Нужно учитывать, что гибка заготовок – это промежуточный этап в изготовлении сложных конструкций. Их еще нужно установить в нужном месте и приварить. Только тогда будет получен промежуточный результат. Потом потребуется окраска и монтаж изделия по месту заказа. На все операции потребуется не только время, н и физическая сила мастера.
Конструктивно приспособление может быть:
- Неразборным, тогда на нем будет производиться изгибание деталей только на определенные длины. Получаемая спираль имеет определенные ограничения в использовании.
- Сборным (присутствуют дополнительные фрагменты для увеличения продолжительности гиба), и на приспособлении можно производить догибание длинных деталей. Будут получены крупноразмерные детали.
Для работы с деталями из профильной трубы небольших номеров некоторые изготавливают приспособления с ручным исполнением. В них предусматривают использование рычагов, помогающих продвигать заготовку вокруг оправки. Готовые детали снимают с торца, слегка ослабив натяжение.
Чаще всего в подобных случаях использую квадратный прокат □8…12. Некоторые мастера вручную гнут профильные трубы 15·15 мм со стенкой 1,5 мм. Для более крупных изделий необходим механический привод.
Технология изготовления приспособления «Улитка»
Упрощенно технологический процесс изготовления станка «Улитка» своими руками можно представить в виде ряда последовательных операций.
- На листе бумаги вычерчивается профиль изделия, который требуется изготовить. При вычерчивании выдерживаются размеры изделия. Чертеж нужен только для получения профиля самой детали. Внимание! При проработке учитываются толщина заготовки. Нужен зазор не менее 3…4 мм, тогда изделия можно снять после его изгибания в приспособлении.
- Для большинства станков изготавливают центральный упор. В нем будет фиксироваться начало.
- Разные мастера используют свои приемы фиксации, поэтому изделия у них можно отличить по почерку.
- Из стального листа вырезается опорная пластина. К ней будет привариваться центр, а также спираль. Толщина пластины должна быть не менее 3 мм, так как будут прилагаться значительные усилия. Размер пластины в будущем определит и параметры завитка.
- Пользуясь чертежом спирали, изгибается из полосы заготовка. При ее гибке контролируются параметры. Чем точнее будет изготовлен этот элемент, тем проще будет выполнять изготовление элементов для кузнечных изделий. Внимание! При необходимости изготовления завитков с количеством витков более одного нужно срезать полосу спирали по диагонали. Поэтому используют полосу значительно ширины. Минимальный размер соответствует высоте профиля, который собираются гнуть на станке.
- Приспособление размещают на специальной стойке, чтобы легче формировать готовые изделия. Для небольших по размеру деталей удобно размещать на вертикальной стойке.
- Чтобы проще выполнять работу приваривают ручку. Ее устанавливают с обратной стороны, чтобы не мешала устанавливать и снимать заготовки.
Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
Небольшой станок предназначен для изготовления завитков из полосового проката шириной 20…30 мм. Его несложно сделать самому.
Центр
Сначала изготавливается центр. Для этого отпиливается небольшой фрагмент из кругляка. Заготовку фиксируют в тисках, размечают линию реза. С помощью отрезного диска и углошлифовальной машинки (УШМ) отпиливается заготовка.

Она имеет диаметр 38 мм. Боковая поверхность дополнительно не обрабатывается.

Длина центра составляет 28 мм. Можно и немного больше, но для изгибания полосы шириной 30 мм этого достаточно.

На сверлильном станке сверлится отверстие Ø 8 мм. Его располагают эксцентрично. Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.

Прорисовывается профиль, который следует удалить с помощью отрезного и зачистного дисков, устанавливаемых на болгарке. Заготовку крепят в тисках и удаляют излишки металла.

Лепестковыми дисками поверхность защищается так, чтобы осуществлялся плавный переход между разными поверхностями фиксатора.

Чтобы в дальнейшем проще фиксировать конец заготовки, нужно просверлить отверстие. Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.

С помощью набора метчиков нарезается внутренняя резьба. Здесь будет использоваться винт без головки. После фиксации заготовки он спрячется внутри металла центра.

К опорной пластине толщиной 4 мм приваривается центр. На этом работа с его изготовлением завершается.

Изготовление приспособления
Для удобства работы с приспособлением к обратной стороне пластины приваривается вал. Вращая его в специальной оправке, будут вращать улитку.

Наружную поверхность нужно обточить, чтобы сварные швы не мешали свободному облеганию будущих заготовок.

Будущая спираль прорисовывается на пластине. Создается контур, куда ее в дальнейшем приварят.

Из полосы толщиной 4 мм изгибают спираль. Она должна соответствовать проекту.

После проверки спирали по шаблону излишки обрезаются, а саму спираль приваривают к пластине и к центру.

В качестве стойки используется профильная труба 40·40 мм со стенкой 3 мм. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.

С обратной стороны видна ручка. Ее закрепили к валу с помощью подшипника. Подготовленная «Улитка» может вращаться.
Проводится проверка работоспособности. За ручку выполняется поворот спирали вокруг оси центра.

Изготовление простейшей детали на станке
Отрезают заготовку из полосовой стали в нужный размер. Этот размер обычно уточняют, прорисовывая готовое изделие и его составляющие элементы.
Свободный конец устанавливают в центр спирали. С помощью внутреннего винта производится фиксация заготовки.

Выполняется поворот «Улитки». Заготовка плотно прижимается к направляющим. Тут требуется прилагать определенные усилия, чтобы получать нужный профиль изделия.

Проворачивая приспособление дальше, осуществляют изготовление завитка. При необходимости вставляют другой конец заготовки и производят изготовление замкнутого или разомкнутого завитка.

Обычно другой конец не остается прямым. Его тоже изгибают. Поэтому различают внутренние и наружные обратные завитки. На самом приспособлении с помощью маркера или мела делают отметки. По ним ориентируются, когда изготавливают завитки с требуемыми параметрами.
Как видно из пошагового руководства, используя простой набор инструментов, самодельный станок для изготовления завитков несложен в изготовлении. Сколько он стоит? Его цена определяется стоимостью заготовок. Часто цена минимальная.
Как гнуть профильную трубу на станке «Улитка»?
Если попытаться изгибать профильную трубу без специальной подготовки, то сварной шов разойдется. Получится брак.
Кузнецы с большим опытом работы изготавливают более сложные станки для изготовления своих изделий. Они дополнительно оснащают «Улитку» съемными элементами.
Пошаговый технологический процесс изготовления обратного завитка на станке «Улитка»
На прокатных роликах производится последовательный обжим трубы. Образуются выступающие ребра, а сварной шов остается внутри слоя, смещенного к центру.

На параллельных эксцентричных вальцах выполняется обжатие концов трубы. Она становится похожей на полосу. В таком виде ее проще фиксировать на станке.

В специальном приспособлении формируется хвостовик. Теперь заготовки будут фиксироваться на станке одним движением.

Заготовку фиксируют в центре. Там имеется паз, который закрепляет хвостовик. Видно, что спираль имеет равномерный спуск по высоте.

После фиксации хвостовика включается электродвигатель. Начинается формование детали.

Петля образуется при касании заготовки в специальный опорный элемент. Его чаще называют опорным валом. Чтобы снизить усилие, его оснащают подшипником. Деталь свободно проворачивается вокруг опоры.

Часть спирали образована. Но при необходимости обрабатывать на большую длину, будет установлен съемный элемент.

Формируется заготовка и с другого конца. Здесь мастер определяет, в какую сторону производить изгибание детали.

Для продолжения работы устанавливается съемный элемент сборной «Улитки».

Теперь можно формировать загиб деталей большого размера.

Даже длинные заготовки легко изгибаются по заданным размерам. На рабочих элементах делают метки. По ним ориентируются, сколько нужно гнуть.

С обратной стороны выполняют дополнительный изгиб детали.

Дорабатывается изделие с обеих сторон.

Готовая деталь имеет законченный вид. Если нужно, то хвостовики будут спилены. Тогда никто не догадается, как выполнялась фиксация заготовок.

Если нужно изготовить маленькую деталь, то используют другую «Улитку». У опытных мастеров их несколько штук.

Примеры изделий с завитками
Оригинальный козырек над входом в здание:

При оформлении французского балкона оригинальные завитки придают ажурный вид всему изделию.

На лестничном пролете завитки выглядят весьма оригинально.

Используя одни завитки, изготавливают опоры для скамьи, а также в том же стиле создают решетку для камина.

На винтовой лестнице видна рука отличного мастера. Не всякий сумеет сделать подобное изделие.

В створке ворот присутствуют элементы, изготовленные на станке «Улитка». Тяжелое изделие прибрело особую легкость.

Легкая лестница в стиле Хай-тек. Она может украсить не только загородный дом. Современные дворцы при минимализме конструкции могут иметь отличный вид.

Простор для творчества не ограничен. Многие кузнецы являются настоящими художниками. Они украшают мир вокруг себя.
Видео: “Улитка” – холодная ковка своими руками.
Заключение
- Метод холодной ковки, в котором используются станки «Улитка», позволяет изготавливать оригинальные завитки.
- Своими руками можно изготовить простейший станок. На нем можно изготавливать профессиональные заготовки.
- Сложный станок со съемными элементами позволит изготавливать большие пространственные детали.
- Использование завитков при изготовлении кузнечных изделий открывает широкие возможности для творчества.
Подписаться
Адрес электронной почты:
Оставьте это поле пустым, если вы человек:x
- Архитектура
- Art
- Digital Art
- Рисование
- Цветные карандаши
- пастель
- Живопись
- Акрил
- Масла
- Акварель
- Лицо и Тело
- Вдохновение
- Баня
- Спальня
- DIY
- Мебель
- Идеи
- Кухня
- Living
- На открытом воздухе
- Хранение
- Отзывы
- Travel
Ищи:
следить- Архитектура
- Art
- DIY
- Отзывы
- Travel
Станок для обработки хвостов улитки | Машина для обстрелов улиток | Машина для резки хвоста Escargot
Внедрение машины для резки хвоста escargot
Эта машина для резки хвоста улитки в основном используется для мытья речной улитки, улитки, хвоста и др.
Особенности машины для резки хвоста улитки
1.Он принимает прочные стальные лезвия, очень острые и твердые.
2. Длина и время резки могут быть скорректированы в соответствии с потребностями.
3. Машина подаст сигнал тревоги после завершения процесса резки.
4. Простота в эксплуатации и высокая скорость резания 95%.
5. Эта машина подходит для обработки улиток на ферме и в ресторане.
Технические характеристики станка для хвостовой резки эскарго
| Модель | PSJL-50 | |
| Производительность | 50 кг / ч | |
|
|
550 Вт | |
| Напряжение | 220В.50 Гц, однофазный | |
| Вес | 41 кг | |
| Размер | 750 * 320 * 600 мм |
Как работают самоходные автомобили?
Где все автомобили с автоматическим управлением? Это то, что вы, вероятно, говорите себе после того, как многие крупные технологические и автомобильные компании прогнозировали, что к следующему году, в 2020 году, полностью автономные технологии будут внедрены во многих автомобильных парках.
Хотя этот «крайний срок» выглядит так, как будто он не будет соблюден, в последние несколько лет самостоятельные технологии и автономные технологии добились значительных успехов. Совсем недавно автономный полуфургон совершил поездку по U.С. без проблем.
Система автопилота Tesla была самым ярким событием в области технологий самостоятельного вождения, и она была в центре внимания с самого начала. Тесла имеет преимущество первопроходца, заново изобрел структуру и функционирование автомобильной компании. В прошлом году система автопилота Tesla преодолела более миллиардов миль при использовании .
Это значительное количество миль при очень небольшом количестве несчастных случаев по сравнению с водителями-людьми.
Когда технология все еще развивается, возможно, все еще находится в зачаточном состоянии, что такое технология самостоятельного вождения и как работают автомобили, оснащенные этой техникой?
Что такое автоуправляемые автомобили?
Термины «самостоятельное вождение» и «автономный» используются довольно взаимозаменяемо, и они, по сути, таковы.Автономный является более общим, в то время как самостоятельное вождение относится только к транспортным средствам. Тем не менее, в случае автомобилей, эти технические характеристики не имеют значения.
Автомобили с самостоятельным вождением полагаются на аппаратное и программное обеспечение для движения по дороге без участия пользователя. Аппаратное обеспечение собирает данные; программное обеспечение организует и компилирует его. Со стороны программного обеспечения входные данные обычно обрабатываются с помощью алгоритмов машинного обучения или сложных строк кода, которые были обучены в реальных сценариях. Именно эта технология машинного обучения находится в центре технологии самостоятельного вождения.
Поскольку все больше и больше данных обрабатывается с помощью автономных алгоритмов самостоятельного управления, они становятся все лучше и лучше - умнее и умнее. Алгоритмы машинного обучения, по сути, могут научить себя функционировать, предполагая, что им были даны правильные ограничения и цели.
Уровни автономного транспортного средства
Когда мы думаем об автономных или автономных транспортных средствах, мы, вероятно, думаем об автомобиле или полуавтомобиле, который может вести себя полностью без человека.Хотя это автономно, это не говорит всю историю. Этот «полностью автономный» сценарий представляет собой автономный автомобиль уровня уровня 5000, уровни от 0 до 5 представляют полный спектр вождения, от полностью человеческого, до 5 , полностью компьютер.
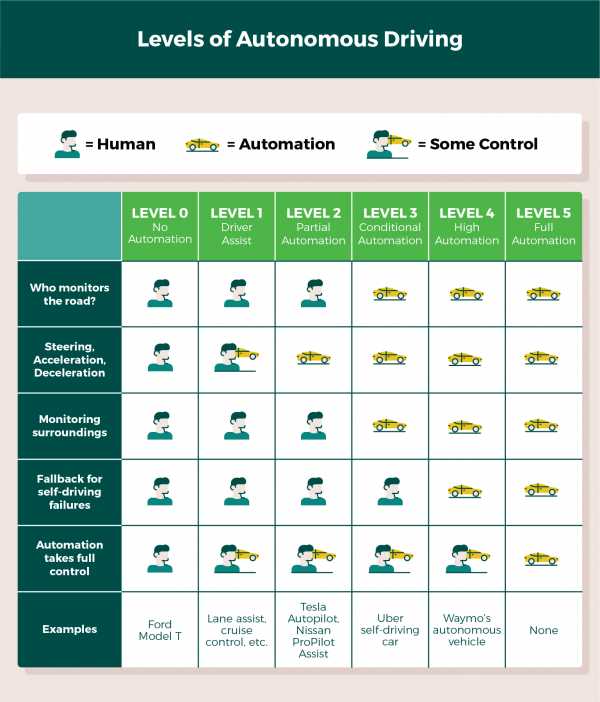
Посмотрите на полезную инфографику ниже, чтобы визуализировать эти 5 различных уровней автоматизации.
 Источник: Простой доллар
Источник: Простой доллар Чтобы объяснить каждую деталь в более конкретном тексте, мы выложили их все ниже.
Уровень 0: Водитель все время полностью контролирует транспортное средство.
Уровень 1: Автоматизированы отдельные средства управления транспортным средством, такие как электронный контроль устойчивости или автоматическое торможение.
Уровень 2 : По меньшей мере, два элемента управления могут быть автоматизированы в унисон, например адаптивный круиз-контроль в сочетании с удержанием полосы движения.
Уровень 3: 75% автоматизации . Водитель может полностью уступить контроль над всеми критически важными для безопасности функциями в определенных условиях.Автомобиль ощущает, когда условия требуют от водителя возврата управления, и обеспечивает «достаточно комфортное время перехода» для этого.
Уровень 4: Транспортное средство выполняет все критически важные для безопасности функции в течение всей поездки, при этом водитель не должен управлять транспортным средством в любое время.
Уровень 5: Транспортное средство включает в себя людей только в качестве пассажиров, взаимодействие с человеком не требуется или невозможно.
ОТНОСИТЕЛЬНО: UBER ПРЕДЛАГАЕТ АВТОМОБИЛЬНЫЕ АВТОМОБИЛИ НАЗАД НА РАБОТУ - НО С ЧЕЛОВЕКАМИ
Какие технологии используются в автомобилях с автономным управлением?
Самостоятельные автомобили включают в себя значительное количество технологий.Аппаратное обеспечение внутри этих автомобилей оставалось достаточно стабильным, но программное обеспечение, стоящее за машинами, постоянно меняется и обновляется. Глядя на некоторые основные технологии, мы имеем:
камеры
Элон Маск заявил, что камеры - это единственная сенсорная технология, необходимая для автомобилей с автоматическим управлением, нам просто нужны алгоритмы, чтобы полностью понимать изображения, которые они получают. Изображения с камеры фиксируют все, что нужно для управления автомобилем, просто мы все еще разрабатываем новые способы, позволяющие компьютерам обрабатывать визуальные данные и переводить их в 3D-данные.
Teslas имеет 8 внешних камер , чтобы помочь им понять окружающий их мир.
Радар
Радар- это одно из основных средств, которое автомобили с автоматическим управлением используют, чтобы «видеть» вместе с LiDar, компьютерными изображениями и камерами. Радар является самым низким разрешением из трех, но он может видеть сквозь неблагоприятные погодные условия, в отличие от LiDAR, который основан на свете. Радар, с другой стороны, основан на радиоволнах, что означает, что он может распространяться через такие вещи, как дождь или снег.
лир
ДатчикиLiDAR - это то, что вы увидите поверх вращающихся вокруг самоходных автомобилей. Эти датчики излучают свет и используют обратную связь для создания высокодетализированной трехмерной карты окружающей его области.
LiDAR имеет очень высокое разрешение по сравнению с RADAR, но, как мы упоминали выше, в условиях плохой видимости он имеет ограничения, связанные с освещением.
Другие датчики
Автомобили с автономным управлением также будут использовать традиционное GPS-сопровождение, а также ультразвуковые и инерционные датчики, чтобы получить полное представление о том, что делает автомобиль, а также о том, что происходит вокруг него.В области машинного обучения и технологий самостоятельного вождения, чем больше данных собирается, тем лучше.
Мощность компьютера
Всем автомобилям с автономным управлением и, в основном, всем современным автомобилям, необходим бортовой компьютер для обработки всего происходящего с транспортным средством в режиме реального времени.
Самодвижущимся автомобилям требуется чрезмерная вычислительная мощность, поэтому вместо традиционных процессоров они используют графические процессоры или графические процессоры для своих расчетов. Однако даже самые лучшие графические процессоры начали оказываться недостаточными для экстремальной обработки данных, наблюдаемой в автомобилях с автономным управлением, поэтому Tesla представила чип ускорителя нейронной сети, или NNA.Эти NNA обладают исключительной вычислительной мощностью в режиме реального времени и способны обрабатывать изображения в реальном времени.
Для перспективы между процессорами, графическими процессорами и NNA, это то, сколько гига-операций в секунду они могут обработать, или GOPS:
- ЦП: 1,5
- GPU: 17
- NNA: 2100
NNA являются явным победителем, много раз.
Будущее автономных и автономных транспортных средств
Примерно 93% всех автомобильных происшествий происходят из-за человеческой ошибки.В то время как большая часть общества устойчива к идее самостоятельного вождения автомобилей, простой факт в том, что они уже более безопасны, чем водители-люди. Автомобили с самостоятельным управлением, когда они полностью протестированы и собраны, могут революционизировать нашу туристическую инфраструктуру.
Пройдет еще какое-то время, прежде чем мы увидим автономию уровня , реализованную в автомобилях на дороге, но сейчас уровня 2 становится обычным явлением в современных автомобилях. Следующие уровни будут на нас в ближайшее время.
Если вы хотите увидеть то, что мы обсуждали в этой статье, а также визуальную, анимированную, инфографическую форму, взгляните на инфографику от The Simple Dollar ниже.
 Источник: Простой доллар .
Источник: Простой доллар .



