





Стол своими руками для фрезерного станка
Ручной фрезер – уникальный инструмент, значительно облегчающий процесс изготовления изделий из дерева. Его используют не только для создания технологических соединений, но и во время декоративной обработки. Главное достоинство ручного фрезера – мобильность, возможность работать вне зависимости от наличия мастерской.

Стол для фрезера своими руками с чертежами и изготовление
Зачем нужен стол для фрезера
Профессиональные мастера таким вопросом не задаются, у них есть отдельные фрезерные станки. Это может быть не только деревообрабатывающее оборудование промышленных серий, но и специальные станки для бытового использования. Как правило, комплексные механизмы, имеющие на одной станине циркулярку, фуганок, фрезер и сверлильный станок в различных комбинациях.

Деревообрабатывающий станок требует соответствующего опыта
Обыкновенным любителям покупать такое оборудование не нужно, им достаточно и обыкновенного ручного фрезера. Но возникают ситуации, когда многие задумываются над изготовлением стола для фрезера. Почему?
- Не получается фрезеровать вручную, инструмент не движется по прямой линии, поверхность деталей волнистая. Приходится несколько раз проходить по одному месту, а это оказывает негативное влияние на конечное качество.
- Необходимость фрезеровки длинных заготовок — только на столе можно выполнить эту операцию всего за один проход.
- Есть потребность работать на фрезах со сложным профилем, ручной метод не обеспечивает требуемой чистоты поверхности.

Ручным фрезером работать не всегда удобно
Надо заметить, что не все технологические операции можно сделать на столе, есть такие, которые выполняются только ручным фрезером. К примеру, на станке невозможно фрезеровать профили с закрытым контуром, расположенным по центру заготовок.
Цены на линейный ряд фрезеров
Фрезер
Каким требованиям должен отвечать стол
Профессиональный мастер не жалеет денег на приобретение самого современного и надежного оборудования — такие вложения не только окупаются, но и приносят значительную прибыль. Это его постоянная работа и основной доход, а чем выше производительность труда, меньше непродуктивные потери материалов и лучше качество, тем больше прибыли у мастера. Начинающим мастерам нет смысла покупать дорогие станки и оборудование, им вполне достаточно одной ручной фрезы. Соответственно, станок надо делать такой, чтобы фреза в любой момент быстро снималась и могла использоваться в обыкновенном режиме.

Конструкция станка должна быть максимально простой и одновременно надежной
Еще одно требование – стол должен быть максимально простым в изготовлении. Его можно сделать своими руками и с помощью того простейшего набора инструментов, который есть у непрофессионалов.
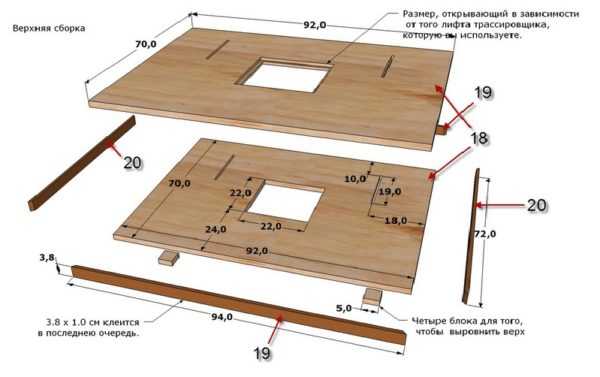
Чертеж простой столешницы под фрезер
В связи с такими требованиями, мы не будем рассматривать варианты сложных столов, их сделать могут лишь мастера столярного дела. Кроме того, большинство проектов требуют переделки ручного фрезера, после реконструкции инструмент уже нельзя использовать в ручном режиме, надо покупать второй экземпляр. Экономически невыгодно терять время и финансовые средства на изготовление стола для фрезера лишь для того, чтобы пользоваться несколько часов в году, а для обыкновенных более частых работ покупать еще один ручной фрезер.

Если потребность в ручном фрезере выше, нет смысла сооружать сложный станок
Материалы изготовления
От правильного выбора материалов изготовления стола зависит срок его эксплуатации и качество фрезеровки деталей. Какие материалы рекомендуется применять в этих целях?
Таблица. Виды столов по материалу изготовления
| Вид стола для фрезера | Краткое описание физических и эксплуатационных характеристик |
|---|---|
Фанерный | Используется чаще всего. По стоимости и эксплуатационным показателям самый подходящий вариант, только надо покупать специальную фанеру, ее шпон клеится особо прочными двухкомпонентными полимерными клеящими составами. Такая фанера не рекомендуется к использованию во время изготовления мебели, количество выделений в воздух фенолов и формальдегидов превышает допустимые нормы. Но в мастерской материал можно применять без опасений. Зато по прочности этот вид фанеры уверенно занимает лидирующие позиции, а это самая важная характеристика. |
 Металлический | Металлический стол эксплуатируется многие десятки лет, но для его изготовления надо иметь практический опыт выполнения сварочных работ. Еще одна проблема – некоторые детали нужно точить, дома токарного станка почти никто не имеет, приходится обращаться в специализированные компании. |
 Комбинированный | Настоятельно рекомендуется к использованию. Отдельные наиболее нагруженные элементы изготавливаются из металла, остальные могут быть деревянными. Кстати, стол необязательно делать с нуля - после небольшой реконструкции отлично приспосабливаются обыкновенные сборно/ разборные небольшие кухонные столики. Такие были когда-то в каждой квартире и сегодня еще используются в подсобных помещениях. |
Можно применять и клееные мебельные щиты из натуральных ламелей, они не изменяют своих размеров при колебаниях относительной влажности, но такой стол для фрезера обойдется очень дорого. Натуральные доски категорически запрещается применять из-за постоянного коробления в ту или иную сторону, что оказывает крайне негативное влияние на качество фрезерования.

Столешница из досок для изготовления фрезерного станка не подходит
Мы дадим пошаговую инструкцию изготовления двух простейших, но очень функциональных, столов для фрезера. Размеры даются лишь общие, конкретные зависят от типа ручного фрезера, а их в реализации огромное количество. Каждая модель отличается несколькими параметрами, которые необходимо принимать во внимание во время выполнения работ.
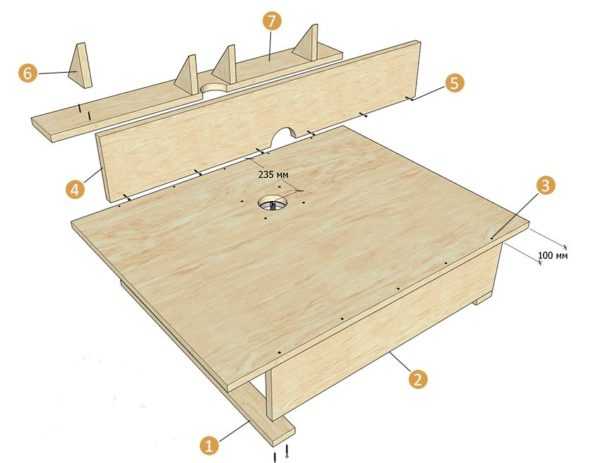
Схема сборки стола под ручной фрезер. 1 — боковая планка для крепления струбцинами на козлах; 2 — царга; 3 — раззенкованные направляющие отверстия; 4 — передняя стенка упора; 5 — саморез с потайной головкой 4,5х42 мм; 6 — косынка; 7 — основание упора
Пошаговая инструкция изготовления деревянного стола
Вам понадобится клееная фанера толщиной 18 мм, размер листа стандартный, можете покупать плиту примерно 1,5×1,5 м. Каркас стола изготавливается из деревянных брусков 30×40 мм. Фиксация конструкции осуществляется обыкновенными саморезами по дереву. Из инструментов надо подготовить электрический лобзик или переносную дисковую пилу, ручной фрезер, дрель или шуруповерт.
Цены на листовую фанеру
Фанера листовая
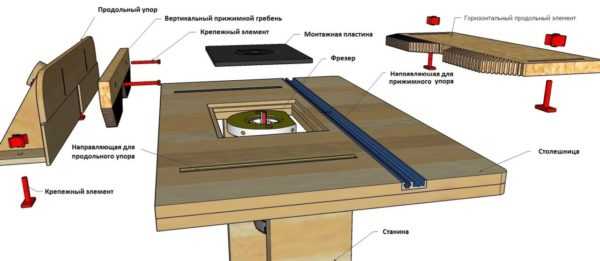
Стандартное устройство фрезерного стола
Изготовление столешницы
Шаг 1. От листа фанеры отрежьте заготовку для столешницы. Размер может быть произвольным, но не менее 80×80 см. На очень маленьких работать неудобно, заготовки постоянно падают, их приходится поддерживать с противоположной стороны. Сделайте разметку на фанере, прикрепите ее струбцинами к рабочему столу, установите упорную линейку для пилы и аккуратно отрежьте излишки материала.

Обрезают лист по размеру столешницы
Цены на популярный модельный ряд циркулярных пил
Циркулярная пила
Практический совет. Настоятельно рекомендуем все работы электрическим лобзиком и переносной пилой делать только под линейку. Не стоит надеяться, что ровный срез получится без этого приспособления.
Шаг 2. Наметьте место расположения отверстия под фрезу. Это также произвольный параметр. Многое зависит от того, будете ли вы в дальнейшем приспосабливать упорную линейку для фрезера, предусматривается ли короб для сбора и удаления опилок, какие детали предполагается обрабатывать и т. д. Как показывает практика, отверстие рекомендуется располагать на удалении 1/3 ширины от продольной кромки.

Выполняют разметку отверстия под фрезу
Сделайте разметку и высверлите отверстие. Его диаметр должен всего на несколько миллиметров превышать диаметр самой большой фрезы, которая будет использоваться на этом станке. Слишком большое отверстие делать не надо по нескольким причинам:
- чем больше щель между рабочими ножами фрезы и столешницей, тем выше вероятность, что в нее попадет материал. А это провоцирует возникновение опасных ситуаций: может заклинить фрезер или отлетевшие на большой скорости осколки травмируют мастера;
- если придется фрезеровать тонкие детали, то в щелях концы сильно вибрируют – нет упора. Как следствие, необходимо отрезать неровные части, что увеличивает расход пиломатериалов.
Отверстие высверливается специальной коронкой соответствующего диаметра.

По разметке сверлят отверстие
Шаг 3. Поставьте фрезер в отверстие, убедитесь, что он правильно расположился. Очень аккуратно нарисуйте линию по периметру основания. Обращайте внимание, чтобы во время этого процесса инструмент не двигался, постоянно придерживайте его одной рукой.

Примеряют фрезер к отверстию и аккуратно обводят его карандашом
Шаг 4. Установите на фрезере глубину резания 5 мм и очень внимательно по нарисованному контуру вырежьте посадочное место. Проверьте отверстие, вставьте в него фрезер. Он должен плотно входить и не шататься. При необходимости подгоняйте посадочное гнездо до нужных параметров. Все в норме – отлично, уберите шкуркой заусеницы и продолжайте работы по изготовлению стола для фрезера.
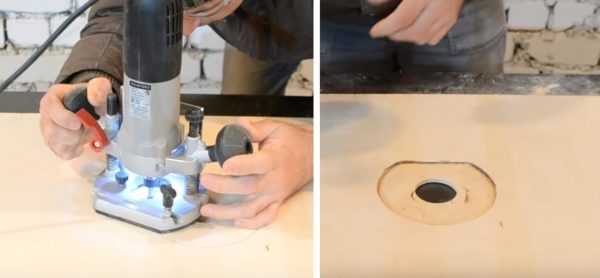
Посадочное место должно точно соответствовать контуру фрезера
Шаг 5. Такое же посадочное гнездо подготовьте еще на одном куске фанеры, только делать его теперь надо сквозным. Отрежьте деталь, ее размеры должны примерно на 15–20 см превышать диаметр основания фрезера.

Делают заготовку с вырезом такой же формы и размера
Шаг 6. Положите заготовку на столешницу, совместите отверстия и поставьте в них фрезер. Вам надо отметить расположение и размеры двух параллельных направляющих. На них устанавливается линейка фрезера, в нашем случае она снимается. Но направляющие трогать не надо, они увеличивают надежность фиксирования фрезера к столу, полностью исключают возможность поворачивания корпуса. Дело в том, что со временем посадочное гнездо может немного увеличиться в диаметре, корпус с двигателем начнет шататься. Длинные направляющие создают довольно большие рычаги, которые отлично держат поворачивающие нагрузки.

Заготовки совмещают и вставляют фрезер
Шаг 7. Замерьте диаметр металлических штифтов, выставьте соответствующую глубину фрезы и проделайте под них канавки.

Вырезают канавки под штифты
Шаг 8. Соедините два элемента стола, поставьте на место фрезер. Тщательно проверьте положение, вручную прокрутите ротор, он не должен ничего задевать. Все в норме – прикрутите фанеру.

После подгонки элементов прикручивают заготовки саморезами
Цены на популярные модели шуруповертов
Шуруповерты
Важно. Саморезы обязательно вкручивайте в предварительно высверленные отверстия, в противном случае могут появиться трещины. Диаметр сверла для отверстия должен быть на несколько миллиметров меньше диаметра резьбовой части метизов.

Изготовление и врезка монтажной пластины
Саморезы вкручивайте по периметру подставки на расстоянии примерно 15 см, отдельно закрепите участки между металлическими штифтами. Опять отшлифуйте поверхности. Это надо делать не для улучшения внешнего вида, поскольку элементы располагаются под столом и незаметны. За счет шлифования выравниваются поверхности, удаляются мелкие сколы, соединяемые детали прилегают плотно, фиксация более надежная. А это очень важно для любого станка – во время работы появляется вибрация, слабые соединения быстро расшатываются со всеми негативными последствиями.

Всю поверхность нужно тщательно зашкурить
Шаг 9. Небольшими полосками фанеры зафиксируйте фрезер в рабочем положении. Включите питание, проверьте работу инструмента. Он не должен шататься, при наличии нехарактерных шумов надо найти их причину и обязательно ее устранить.

Для фиксации фрезера используют две планки из фанеры
Все в норме – переходите к следующему этапу. Теперь надо для столешницы изготовить каркас стола.

Изготовление фиксаторов
Сборка каркаса стола
Шаг 1. К нижней части столешницы по периметру прибейте рейки 30×40 мм для придания прочности. Заготовки отпилите под углом 45°, детали прикручивайте саморезами соответствующей длины. Не забывайте перед прикручиванием смазывать детали столярным клеем. Он выполняет две функции: приклеивает поверхности и идеально выравнивает плоскости среза, обеспечивая максимальную устойчивость соединения.

По периметру столешницы крепят деревянные бруски
Шаг 2. Соберите нижнюю опорную раму стола, она может иметь такие же размеры, как и верхняя.

Скручивают раму из брусков по размеру столешницы
Шаг 3. Прикрепите к ней ножки, высота примерно 1 м, но конкретные значения регулируйте под свой рост, в каком положении работать удобнее более всего, такой должна быть высота стола для фрезера. Обязательно поставьте угловые распорки, в противном случае конструкция со временем расшатается.

К раме крепят ножки, после чего усиливают каркас распорками
Шаг 4. Проверьте прочность конструкции, с большим усилием пробуйте ее наклонять, сгибать и т. д. При обнаружении шатаний устанавливайте дополнительные распорки и рычаги, количество зависит от фактической потребности. На внешний вид особого внимания обращать не надо, вы делаете не красивую мебель для гостиной, а прочный станок для мастерской. Разница по требованиям существенная. Каркас готов, установите на место столешницу и можно начинать работать.

Устанавливают столешницу на место
Изготовление комбинированного стола
Для станка применяется старый кухонный столик, такие раньше стояли почти в каждой кухне. Конструкция, в отличие от вышеописанной, имеет металлические детали, они устанавливаются в наиболее нагруженных узлах.
- Вдоль столешницы прикручивают листовую сталь толщиной 2 мм. Это место сильно изнашивается, металл значительно увеличивает срок эксплуатации. К ней винтами прикручивается фрезер, надежность фиксации намного увеличивается.

Посередине столешницы набивают широкую стальную полосу с вырезанным отверстием под фрезу
- Крепят кронштейны опорной рейки из металлической полосы. Эти детали часто затягиваются, фанера не выдерживает значительных циклических нагрузок и прогибается, крепление ослабевает и приходится менять элементы. Под кронштейнами к столешнице для увеличения прочности также прикручены небольшие куски металлических пластин.

Опорную рейку закрепляют металлическими кронштейнами
- Металлическими уголками повышают устойчивость стола, лифт для поднятия фрезы крепится к площадке из проката.

Рама усиливается стальными уголками, на них же монтируется лифт для перемещения фрезы
При желании на станок можно установить короб для сбора пыли и дополнительные линейки для регулировки зазора между фрезой в зависимости от ее диаметра.
Видео — Стол для фрезера своими руками: изготовление
Теперь вы знаете, как быстро сделать простейший стол для фрезера. Изготовлен он из фанеры – универсального материала. В настоящее время ее часто используют для создания эксклюзивных вариантов мебели. Если у вас осталась клееная фанера, то попробуйте из нее сделать оригинальные мебельные изделия, а заодно испытать свой стол для фрезера. Что можно изготовить из фанеры можно прочитать на страницах нашего сайта.
советов при покупке первого фрезерного станка
Если вы заинтересованы в изготовлении вещей (и поскольку вы читаете это, мы собираемся предположить, что вы есть), вы почти наверняка почувствовали желание изготовить металлические детали. 3D-принтеры хороши, но имеют много недостатков: ограниченные возможности материала, отсутствие точности и длительное время печати. Если вы хотите, чтобы металлические детали придерживались даже умеренно жестких допусков, то фрезерный станок - ваш единственный практичный вариант. В конце концов, есть очень веская причина, по которой они необходимы для производства.
Однако, может быть трудно узнать, с чего начать любителю, не имеющему опыта в обработке. Какой фрезерный станок вам стоит приобрести? Стоит ли покупать новый или подержанный? Какого черта 3-фазная мощность, и вы можете получить это? Эти вопросы, среди многих других, могут быть непосильными для непосвященных. К счастью, мы - ваши друзья в Hackaday - здесь, чтобы помочь вам дать некоторые указания. Итак, если вы готовы учиться, тогда читайте дальше! Уже эксперт? Оставьте несколько советов в комментариях!
Какой фрезерный станок вам нужен?
 Это вертикальный фрезерный станок с головкой, которая вращается, наклоняется и поворачивается (фото любезно предоставлено Википедией)
Это вертикальный фрезерный станок с головкой, которая вращается, наклоняется и поворачивается (фото любезно предоставлено Википедией) Прежде чем мы узнаем, какую конфигурацию фрезерного станка вы, скорее всего, захотите купить, давайте сначала отметим из этого мы будем говорить только о ручных фрезерных станках в этом руководстве.Фрезерные станки с ЧПУ - это совершенно другой зверь, и они собираются получить руководство для себя. Мельницы с ручным и ЧПУ имеют много общего (мельницы с ЧПУ часто просто переоборудуют ручные мельницы), но у мельниц с ЧПУ есть дополнительные требования, которые могут усложнить эту статью. Итак, мы только расскажем о ручных станках в этом посте.
Современные фрезерные станки делятся на два основных типа: горизонтальные и вертикальные. Это определяет, движется ли ось шпинделя вверх и вниз или из стороны в сторону.Оба типа машин часто имеют головки, столбцы и таблицы, которые наклоняются или поворачиваются, что означает, что оба вида могут использоваться для множества одинаковых задач. Однако некоторые задания на одной машине будут проще, чем на другой.
Различие между машинами на практике более выражено, чем то, как они ориентированы. Вертикальный станок будет иметь стол, установленный перпендикулярно положению шпинделя с нулевым наклоном, а горизонтальный станок будет иметь шпиндель, установленный параллельно плоскости стола.Это вносит фундаментальное различие в том, какие виды работ являются практичными на каждом типе машины.
 Обратите внимание на то, как верхний рычаг горизонтального фрезерного станка соединяет вал шпинделя с обеих сторон (фото любезно предоставлено Kent USA).
Обратите внимание на то, как верхний рычаг горизонтального фрезерного станка соединяет вал шпинделя с обеих сторон (фото любезно предоставлено Kent USA). Основная сила горизонтального фрезерного станка - это верхний рычаг, который ограничивает вращающийся вал с двух сторон. Это придает ему невероятную жесткость и позволяет машинисту выполнять очень тяжелые разрезы, которые будут создавать большую боковую нагрузку, чем вертикальный станок.Прочность настолько высока, что вполне возможно (и обычно) складывать несколько ножей на оправке, чтобы, например, разрезать плоский стол с пазами за один проход. Это делает его подходящим для выполнения наплавочных работ, резки канавок и пазов, а также для подобных задач, когда деталь плоская на одной оси.
Недостатком, конечно, является то, что гораздо более обременительно (а иногда и невозможно) изготавливать детали с разрезами по всем осям. Это то, в чем вертикальный фрезерный станок: универсальность.Вам будет трудно найти работу, которую вертикальная фреза не может выполнить, хотя иногда это занимает гораздо больше времени, чем горизонтальная фреза, в зависимости от геометрии детали.
Теперь, когда вы знаете разницу, вы, вероятно, уже знаете, какой вы хотите. Но, на всякий случай, мы скажем, что вы почти наверняка хотите вертикальную мельницу. Горизонтальные фрезы отлично подходят для небольшой части задач, но это также задачи, которые часто не выполняют большинство любителей. Универсальность вертикальной мельницы хорошо подходит для разнообразных и разнообразных задач, к которым стремятся любители, в отличие от специальных производственных работ, для которых обычно используются горизонтальные мельницы.
Особенности вертикальной мельницы
Надеюсь, вы решили, что вертикальная фреза - лучший выбор для вас, иначе этот раздел не будет очень полезным. Предполагая, что вы выбрали вертикальную мельницу, вам, вероятно, интересно узнать, какие функции искать, и вам интересно, что на самом деле имеет значение. Освещение каждой детали по этому вопросу заняло бы целую книгу, но мы собираемся рассмотреть некоторые из наиболее важных вещей, которые необходимо учитывать.
Стоит ли покупать бренд?
Это вопрос, который определяет множество решений о покупке, и фрезерные станки ничем не отличаются.Так имеет ли это значение? Да и нет. Фрезерные станки существуют уже по раз, и в их конструкции действительно нет никаких коммерческих секретов. Хорошо известно, что делает хорошую машину, а что нет. Теоретически, любой производитель может следовать этим принципам проектирования и производить высококачественную машину.
Реальность, к сожалению, не соответствует этому обещанию. Для этого есть две причины: качество изготовления и стоимость. Чтобы снизить затраты, многие производители будут срезать углы.Они могут использовать материалы низкого качества, двигатели с недостаточным питанием и т. Д. Даже если производитель целенаправленно не режет углы, вполне возможно, что он просто не способен на высококачественное производство. Плохо сделанные ходовые винты, неточная механическая обработка и слабые допуски - все это оставляет вас с фрезой, которая разочаровывает в использовании и не может выдерживать сносную точность.
Таким образом, это хорошая идея, чтобы купить проверенную машину. Обычно это означает, что нужно идти с уважаемой маркой.Но некоторые менее дорогие бренды все еще производят качественные машины (часто клоны более дорогих моделей). Они могут иметь меньше функций или менее надежных двигателей, но их может быть достаточно для ваших нужд. Просто обязательно прочитайте несколько отзывов от людей, которые действительно работают с ними.
Размер имеет значение
Маленькие настольные фрезерные станки могут быть заманчивыми, но лучше их избегать, если вы планируете фрезеровать металл. Вспомните, когда в последний раз вам приходилось сверлить отверстие в стали или отрезать кусок ножовкой.Это сложная работа, и она требует много сил. Ваш фрезерный станок должен иметь возможность прикладывать такое усилие, не сгибаясь вообще - даже небольшое сгибание разрушает любые шансы фрезерования детали с приемлемыми допусками.
По этой причине рама мельницы должна быть максимально тяжелой и жесткой. Небольшой настольный компьютер почти наверняка не сможет обрабатывать что-либо более твердое, чем алюминий, и даже в этом случае он будет неточным. Самый разумный выбор, если вам нужна даже умеренная точность, - это купить мельницу, такую большую и тяжелую, на которую у вас есть место.
УЦИ и Power Feed
DRO (цифровое считывание) - это модуль, который можно добавить к каждой оси фрезерного станка. Некоторые машины поставляются с ними, другие имеют их в качестве пакетов обновления. Комплекты часто доступны для дооснащения мельниц, которые изначально не имели их в качестве опции. DRO отображает информацию о том, насколько далеко вы переместили стол (или перо), что значительно облегчает каждую операцию.
 3-осевой дисплей и панель управления УЦИ (фото любезно предоставлено Википедией)
3-осевой дисплей и панель управления УЦИ (фото любезно предоставлено Википедией) Использование УЦИ не является строго обязательным, поскольку все мельницы имеют шкалы для измерения движения.Однако их чтение может быть обременительным и трудоемким. Это особенно верно, если учесть люфт (откос в винтах), который легко компенсировать, когда у вас есть УЦИ, поскольку он говорит только о том, насколько фактически сдвинулся стол, а не о том, насколько переместился маркер.
Как и УЦИ, подача питания - это то, что может быть добавлено к каждой оси, и которое поставляется многими заводами с завода. Это позволяет вам переключать небольшой мотор, который перемещает стол для вас, так что вам не придется самостоятельно поворачивать ручку.Это может значительно снизить утомляемость, но также может дать вам лучшее качество поверхности на вашем срезе, так как скорость остается неизменной на протяжении всего среза.
Шпиндель Мотор Лошадиная сила
Как и автолюбители, машинисты очень много думают о лошадиных силах. И это не совсем неоправданно - последнее, что вам нужно, - это остановка двигателя в середине реза. Тем не менее, практически все мельницы будут иметь какой-либо способ снизить скорость двигателя, чтобы получить крутящий момент за счет скорости. Фрезерование стали требует высокого крутящего момента и низкой скорости, в то время как алюминий нуждается в обратном.
Итак, вы, безусловно, можете компенсировать двигатель без тонны мощности. Это может быть хорошей идеей, поскольку мощность двигателя имеет огромное значение, когда речь заходит о стоимости. Тем не менее, вам, вероятно, следует избегать мельницы, которая имеет менее 1 л.с. Также трудно найти электродвигатели высокой мощности, которые не являются трехфазными.
3-фазный? А?
У нас нет места, чтобы понять, как работает многофазное питание, каковы его преимущества и недостатки. Но достаточно сказать, что у вас почти наверняка нет трехфазного питания дома.Если у вас есть промышленное помещение, у вас может быть трехфазное питание, но даже тогда вы можете этого не делать. Дело в том, что многие инструменты промышленного класса имеют трехфазные двигатели, которые не могут работать от стандартной бытовой однофазной сети самостоятельно.
Это означает, что большинство из вас будут ограничены мельницами с однофазными двигателями. Однако это часто позволяет найти трехфазное оборудование значительно дешевле, чем однофазное. Если вы найдете такую машину, которая вам нравится, вы можете заменить двигатель шпинделя однофазным устройством или купить или построить фазовый преобразователь.
Как насчет фрезерно-сверлильного станка?
Фрезерный / сверлильный станок - это, в основном, сверлильный станок, к которому прикреплен двухосный стол. Они значительно дешевле настоящих фрезерных станков, но это не просто так. У них действительно нет жесткости, необходимой для реального фрезерования, и они действительно хороши только для точного сверления и очень легкого фрезерования. Кроме экономии небольшого количества денег, нет необходимости покупать его, так как реальный фрезерный станок, безусловно, может сверлить.
Покупка мельницы
К этому моменту вы должны очень хорошо понимать, что имеет значение в фрезерном станке.Теперь пришло время погрузиться в то, как вы должны купить его.
новый или подержанный?
Вы должны серьезно рассмотреть вопрос о покупке подержанных. Качественные мельницы - это машины, которые рассчитаны на то, чтобы противостоять серьезным злоупотреблениям в течение десятилетий, и вы можете сэкономить, купив б / у Местные промышленные аукционы и Craigslist - хорошие места для поиска. Осмотр подержанных машин - это как осмотр подержанной машины: убедитесь, что все работает, что нет чрезмерного износа, и вы видите, что о нем позаботились.
Грязь и грязь в порядке, их можно чистить, если важные биты чистые, смазанные и не слишком изношенные. Убедитесь, что шпиндель вращается плавно, не имеет люфта (по возможности, закончите измерение) и звучит хорошо. Возьмитесь за стол и покачайте его так сильно, как только можете, и убедитесь, что вы не чувствуете никакой игры. Посмотрите на винты, чтобы убедиться, что они чистые и не повреждены. Убедитесь, что пути (гладкий металл, по которому скользит стол) чистые, смазанные и не имеют выемок. Если все эти вещи хороши, и вы не замечаете никаких других красных флажков, таких как потрескавшиеся отливки, машина, вероятно, надежна и полностью пригодна для использования.Возраст обычно не считается проблемой, если он поддерживается и обслуживается.
Начало работы
Фрезерные станки тяжелые; они могут быть от нескольких сотен фунтов на легкой стороне до нескольких тысяч фунтов на здоровенной стороне. Вернуть его домой или в магазин - не тривиальная задача. Если вы перевозите его самостоятельно, убедитесь, что ваш грузовик или трейлер может выдержать груз и надежно закреплен. Вам также понадобится вилочный погрузчик с обеих сторон поставки (для загрузки и выгрузки машины).
Если, как и у большинства любителей, у вас нет тяжелого бортового грузовика и собственного автопогрузчика, вы можете нанять монтажников для перемещения машины за вас. Ожидайте заплатить по крайней мере несколько сотен долларов (и иногда намного больше), чтобы это переместилось, даже на короткое расстояние. Если вы знаете кого-либо, у кого есть такое оборудование, определенно стоит сделать несколько одолжений - вам понадобятся эти деньги для инструментов.
Принадлежности и оснастка для покупки
После того, как вы вернули свой фрезерный станок домой, вам предстоит сделать еще несколько покупок.Прежде всего, вам понадобятся тиски достойного машиниста. Вам не обязательно тратить сотни долларов на тиски Курта, но вам нужно что-то хорошо обработанное и не ослабленное. Поворотное крепление приятно иметь, но не обязательно.
Далее вам понадобится способ удержать концевые фрезы. Для этого вам понадобятся цанги или держатели концевых фрез, которые соответствуют оправке на вашей мельнице (эта информация должна быть легко доступна в спецификациях). Возможно, вы захотите начать с двух или трех из них разных размеров, чтобы вы могли использовать концевые фрезы с разными размерами хвостовика.
 Набор цанговых патронов R8 для различных диаметров хвостовика (фото любезно предоставлено Enco)
Набор цанговых патронов R8 для различных диаметров хвостовика (фото любезно предоставлено Enco) Говоря о концевых фрезах, вы захотите заказать связку. Вы можете купить их оптом дешево через eBay, что является хорошей идеей, когда вы только начинаете. Купите карбид и несколько разных размеров. Убедитесь, что размеры хвостовика соответствуют цанговым / концевым держателям, которые вы купили. Обычно для алюминия рекомендуется 2 канавки, а для стали - 4 канавки. Если вы не уверены, что будете резать, вы можете получить по несколько штук или получить 3 концевых фрезы в качестве компромисса.Ожидайте заплатить 10 долларов и более за каждую конечную мельницу (да, инструмент стоит дорого).
Наконец, вы можете рассмотреть систему охлаждения. Они бывают нескольких разных вариантов, но обычно проще всего настроить заливную охлаждающую жидкость. Несмотря на название, охлаждающая жидкость делает больше, чем просто прохладная; это также смазывает и смывает стружку. Системы охлаждения можно довольно легко добавить к любому фрезерному станку, и многие поставляются с ними с завода.
Начни фрезеровать!
Теперь веселье наконец начинается! В начале вам захочется много экспериментировать.Проведите исследование подачи и скорости (и получите для них достойный калькулятор), для чего нужны разные концевые фрезы и как выполнять определенные виды операций. Не расстраивайтесь, если сломаете концевую фрезу, поэтому вы купили дополнительные услуги. Практикуйтесь, практикуйтесь, практикуйтесь, и вскоре вы найдете оправдания для изготовления точных металлических деталей для всех ваших проектов.
,Workholding Solutions
Посмотрев, как мы собираемся позиционировать и прикреплять наши Решения для крепления к рабочему столу на нашем фрезерном станке, давайте углубимся в то, какие типы зажимных приспособлений доступны.
Фрезерные Тиски

Пара фрезерных тисков сидят рядом на столе станка…
Можно сказать, что самое популярное на сегодня решение Workholding - это Milling Vise.В то время как существует множество производителей таких тисков, автором плаката является Курт, который отправил свою первую «Визу Курта» в 1950-х годах.
Что делает хорошие фрезерные тиски?
Хорошие тиски хорошо сделаны, обычно из чугуна. Он работает плавно, многократно и с клиновым механизмом, который тянет подвижную губку вниз на кровать, чтобы деталь не поднималась из-за прогиба, поскольку губки затянуты. Не экономьте на своих фрезерных тисках, потому что они, скорее всего, являются рабочим решением, к которому вы чаще всего обращаетесь.
Очистите Стол и Трамвай Тиски
Прежде чем ставить какие-либо тиски на стол станка, обязательно очистите стол от сколов. Вы не хотите ловить фишку между тисками или столом. Если у вас есть T-слот, к которому вы устанавливаете тиски, вам, вероятно, захочется и трамвай. Это процедура использования индикатора для качания челюсти тисков (вам нужна фиксированная челюсть, а не подвижная челюсть), чтобы вы могли регулировать положение тисков, пока развертка не покажет, что челюсть тисков параллельна оси при ее перемещении.
Обучение трамвайным (или «квадратным») тискам является одним из тех базовых навыков, которые каждый машинист должен освоить на раннем этапе.
Как потянуть тиски на мельнице
2 странных уловки, чтобы быстро трамбовать тиски
Тиски Параллели и ступени челюсти
После правильной установки и перемещения тисков, следующий вопрос - правильное использование. Большую часть времени мы будем хотеть сидеть заготовка довольно высоко в челюсти. Это делается как для обеспечения доступа к заготовке, так и потому, что она обеспечивает большую повторяемость, чем меньше захватывается заготовки, тем меньше места для поездки или других нарушений, которые могут повлиять на происходящее.
Мы устанавливаем заготовку высоко в челюсти, как правило, либо с помощью набора тисков Parallels, либо потому, что в тисках установлены челюсти, ступень которых обработана достаточно высоко на челюсти. Мы можем либо сами обработать шаг (в случае мягких челюстей), либо купить челюсти с уже обработанным шагом.
Зажимы вне челюстей и другие хитрые уловки
Существует много трюков с Vise Jaw, но одним из первых, о котором следует помнить, является то, что вы можете устанавливать челюсти как внутри, так и снаружи обычных мест крепления челюстей.Монтаж снаружи позволяет легко захватывать большие пластины в тиски:

При установке губок во внешнее положение можно разместить довольно большую заготовку…

Увеличение жесткости всегда важно. Для этой операции в качестве удлинителя тисков используются два блока 2-4-6, которые помогают лучше удерживать пластину на конце…
Использование нескольких тисков, челюстей, которые охватывают тиски, и шлифовальных тисков
Существует старая поговорка, что если вы хотите в полной мере использовать свою машину, вы должны использовать каждый квадратный дюйм на столе.Большинство машинных столов могут вместить несколько листов, и очень часто можно установить несколько листов на столе мельницы. На нашей фотографии сверху рядом друг с другом показана одна такая установка. Нередко можно увидеть четыре или даже шесть тиска на более крупном доильном станке. Чем больше, тем лучше, пока путешествия будут вмещаться, потому что чем больше у вас тисков, тем больше деталей вы сможете обработать до того, как обработка прекратится, и оператор сможет загружать новые детали.
Если на машине установлено несколько тисков, удобно, если они совпадают по всем ключевым измерениям с приемлемым допуском.Таким образом, если вы продублируете настройки и получите тиски в другом порядке, все будет хорошо. Большинство производителей тисков подберут для вас тиски, или это довольно простая операция с шлифовальным станком для подбора пары тисков.
Другой трюк, который возможен с двумя тисками, - это использование челюстей, охватывающих оба тиска, для обработки действительно длинных деталей:

Соединение двух тисков с одним набором челюстей…
Я сделал этот набор «Jaws of Doom» для проекта, который требовал обработки тонкой алюминиевой панели для некоторой электроники, и они отлично работали.
Двойной фрезерный визир
Расправив три или четыре тиска по столу фрезерования, вы довольно успешно воспользовались осью X. Но есть возможность лучше использовать ось Y с помощью Double Vises:

Типичные тиски с двумя станциями похожи на 2 тиска в одном…
Типичные тиски с двумя станциями похожи на 2 тиска в одном: вместо одной можно поставить две заготовки. При разумном использовании двойных тисков вы можете действительно увеличить количество деталей, которые могут обрабатываться одновременно на столе вашей мельницы.
Тиски для хранения других решений Workholding
Между использованием нескольких виз, двойными станционными визами, перемещением челюстей вокруг и даже использованием челюстей, которые охватывают несколько виз, достаточно много, используя только визы. На самом деле, вы даже можете использовать тиски для хранения других гаджетов Workholding. Это очень распространенная уловка - бросать синусные тиски в фрезерные, чтобы челюсти работали в другом направлении:
Используйте синусные тиски, чтобы удерживать деталь под углом 90 градусов от места, где проходят челюсти фрезерных тисков…
Кстати, синусоиды также называются тисками изготовителя инструмента или шлифовальными тисками.
Вы также можете создавать небольшие приспособления для тарелок, предназначенные для размещения в тисках, создавая так называемый «поддон для тисков», поскольку отдельные приспособления для тарелок можно заменять из тисков, как поддоны.

- это просто маленькие пластины, предназначенные для удержания в челюстях фрезерных тисков…
В общем, такие решения, как паллеты для тисков, созданы для того, чтобы тиски можно было оставлять на станке в цехах, где гибкость и простота удерживания тисков идеально подходят для большинства их работ.
Tormach сделал отличное предложение в своем блоге о том, чтобы использовать тиски Sine (Toolmaker's) в качестве поддона для тисков.
Мягкие челюсти и специальные твердые челюсти увеличивают гибкость рабочего инструмента виза
Мягкие челюсти на фрезерных тисках являются очень популярной формой обработки. Идея состоит в том, чтобы создать алюминиевые губки тисков (поскольку алюминий мягче, чем черные металлы, отсюда и название), которые были бы адаптированы для конкретных задач. Иногда выгоднее использовать более прочный материал, и в этом случае у нас есть твердые челюсти.
Вот несколько примеров:

Используйте мягкие челюсти, чтобы найти и удерживать большую круглую часть. Часто встречается буква «V», но она не поддерживает как часть, так и мягкие челюсти.

Как упоминалось выше, мы не хотим захватывать всю высоту детали в челюстях. Особенно тонкая хватка может быть с челюстями ласточкиного хвоста. Маленький красный кружок указывает на ласточкин хвост, который фиксирует заготовку от скольжения вверх при тяжелой обработке. Это быстросменные челюсти Carvesmart.

Вот общая настройка. Деталь изготавливается из блока слева (это те же челюсти Carvesmart ласточкиного хвоста). Затем деталь переворачивается в набор пользовательских мягких челюстей справа, которые являются зеркальным отражением детали. Затем фрезерная фреза снимает немного плоского материала, оставшегося от исходного материала (это уже произошло на этой фотографии).

Lang Innovations делает эти аккуратные челюсти, которые позволяют при необходимости точно устанавливать заготовку в тисках под точным углом.Штифты могут быть вставлены по отдельности, чтобы создать углы и другие схемы крепления…
Это всего лишь несколько примеров. При использовании пользовательских челюстей ваше воображение является единственным ограничением. Ну, почти, размер таблицы будет играть роль, равно как и количество и тип доступных вам тисков.
Быстросменные челюсти
Я надеюсь, что вы поняли, что Milling Vises с Custom Jaws может стать мощным решением для удержания рабочего места. На самом деле настолько мощный, что большая часть работы выполняется исключительно с этим стилем Workholding.Магазины тратят много времени на создание пользовательских челюстей и часто упаковывают их в хранилище, чтобы использовать для других работ или в случае, если клиент меняет заказ. Несмотря на то, что тиски проводят большую часть своего времени на столе, у нас все еще есть узкое место на время установки, необходимое для смены челюстей тисков. Может быть, вы видели, что это происходит, но также доступны различные челюсти Quick Change Vise Jaws. Челюсти Carvesmart, которые мы изобразили, - это одна разновидность, но их гораздо больше. Разумное использование винтов с храповым механизмом и головкой с головкой под торцевой ключ также может ускорить процесс смены кулачков
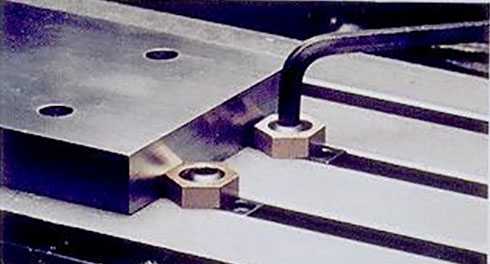
Пластины, приспособления для пластин и зажимы
Как бы ни были полезны тиски, у них есть приятное место для размера детали. Они испытывают трудности с очень большой работой с пластинами, хотя, как уже упоминалось, вы можете перемещать челюсти во внешнее положение для пластин среднего размера. И они также могут быть менее чем оптимальными для очень мелких деталей. Конечно, вы можете разместить несколько деталей в наборе мягких челюстей, но пространство между смежными витками и пространство, необходимое для механизма тисков, затрудняет полное заполнение таблицы таким количеством мелких деталей, какое вы могли бы иметь в противном случае.

Трудно добиться такой плотной упаковки мелких деталей с помощью тисков, но крепление на пластине облегчает эту задачу. Этот использует зажимы Mitee Bite Pit Bull. Эффект мало чем отличается от крошечных фрезерных тисков, предназначенных для правильного размещения каждой детали.
Когда приходит время обрабатывать большие пластины или большое количество мелких деталей, обычно пора снимать тиски со стола и использовать решение для крепления на основе зажимов.
Ступенчатые зажимы
Самым распространенным типом зажимов называют ступенчатые зажимы, потому что на них обработаны маленькие ступеньки.Они обычно используются с Т-образными пазами, хотя вы также можете использовать их на болтах. Вот некоторые типичные ступенчатые зажимы:
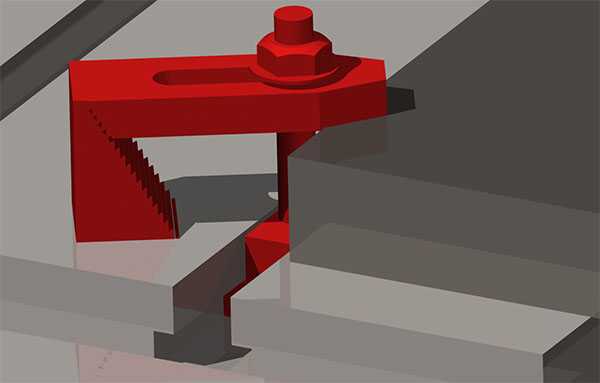
Ступенчатый зажим, удерживающий пластину, опорный блок, поддерживающий конец зажима, и болт проходит через гайку Т-образного паза…

Типичный комплект шаговых зажимов…
Изображен типичный комплект зажимов Step. Может быть удобно запастись дополнительным комплектом, чтобы у вас было больше зажимных деталей для работы. Укладывая ступенчатые блоки и используя более длинные болты, вы можете зажимать довольно высокие заготовки.При использовании ступенчатых зажимов держите болт ближе к заготовке, а не к ступенчатому блоку. Кроме того, может быть полезно наклонить зажим вниз на детали, подняв его на один или два шага от уровня. Возможно, вы также захотите положить прокладку из мягкого материала между зажимом и заготовкой, если вы хотите избежать повреждения детали. Сода может сделать большую прокладку для этой цели, если вы отрежете полоски с вашими ножницами.
Зажимы для пальцев
Ступенчатые зажимы захватывают верхнюю часть заготовки, что иногда неудобно, поскольку вам может потребоваться обработать область захвата.Зажимы на палец захватывают сторону заготовки, чтобы обеспечить вам полный доступ к верхней части заготовки. Существует большое разнообразие доступных стилей:

Этот зажим для пальца перемещает зажим вниз по аппарели, когда он затянут, чтобы прижать к заготовке…
Эти зажимные кромки Mitee Bite имеют эксцентричную головку болта, которая прижимает шестигранник к заготовке при ее затягивании…
Поддержка вкладок: обработка с помощью программного обеспечения CAM
Что, если ваше программное обеспечение CAM могло бы решить для вас некоторые серьезные проблемы с рабочим пространством, разве это не было бы замечательно?
Оказывается, какое-то программное обеспечение CAM может значительно помочь в работе с инструментами, автоматически создавая вкладки.Вот видео, на котором MeshCAM создает опоры для вкладок, чтобы помочь обработать деталь, которую нужно обрабатывать с двух сторон и неудобно удерживать в противном случае:
Использование MeshCAM для добавления вкладок, чтобы вы могли обрабатывать детали с двух сторон…
Мы предлагаем MeshCAM на CNCCookbook, потому что это один из самых простых в использовании пакетов CAM.
Двухсторонняя лента, клей, воск и сплавы с низкой температурой плавления
Некоторые детали могут быть очень трудно удерживать, потому что они слишком тонкие или потому что их форма такова, что просто невозможно закрепить их.Некоторые решения для таких ситуаций представлены в виде двухсторонней ленты, клея, воска и сплавов с низкой температурой плавления.
Клей должен быть чем-то, что высвобождается при необходимости. Например, Super Glue выпускается при определенной температуре, как и LocTite. Пары от него токсичны, поэтому старайтесь выпускать их при достаточной вентиляции. Двухсторонняя лента может отлично работать, особенно для действительно тонких материалов.
Воск и сплавы с низкой температурой плавления (обычно сплавы висмута) можно использовать для встраивания заготовки и создания захватываемой области.Когда обработка завершена, можно расплавить воск или сплав и сохранить для повторного использования.
Вакуумные светильники
Нужно приложить равномерное давление, чтобы удержать деталь? Может быть, вакуумный прибор является ответом. Давление воздуха на уровне моря составляет 14,7 фунтов на квадратный дюйм. Вакуумный прибор подает вакуум под деталью, так что воздух давит на каждый квадратный дюйм верхней части с давлением 14,7 фунта. Это может создать значительную удерживающую силу, если имеется достаточная площадь поверхности независимо от формы верхней части или того, насколько тонким может быть материал.У нас есть хорошая статья о том, как создавать свои собственные вакуумные приборы, которая очень популярна. Для получения более подробной информации о вакуумном держателе посетите нашу страницу вакуумных столов и нашу страницу вакуумных столов DIY.
Возможно, самым большим недостатком вакуумных светильников является то, что их прижимная сила ограничена площадью поверхности, что означает, что мелкие детали могут сравнительно легко отскочить. Когда силы резания превышают усилие прижима, которое может вытянуть вакуумный стол, деталь отрывается и, как правило, разрушается. Это общая проблема для пользователей вакуумных столов, особенно для небольших деталей, которые не имеют большой площади поверхности.До сих пор исправление проблемы было неудачным, но наше программное обеспечение G-Wizard Calculator теперь имеет возможность ограничивать силы резания до того, что может выдержать ваш вакуумный стол. Для получения дополнительной информации, ознакомьтесь с нашей статьей об этой специальной функции.
Патроны и цанги: для круглых деталей
Несмотря на то, что мы обычно думаем о обработке круглых деталей на токарных станках, во многих случаях вам также может понадобиться их фрезеровать. Если у вас есть фрезерный станок, возможно, нет необходимости устанавливать его на мельнице, но если у вас его нет, или если вам просто нужно поработать над некоторыми круглыми деталями фрезерного станка, вы можете использовать тот же Решения для крепления на станках.Просто прикрутите их к столу мельницы. Например, используйте патрон с 3 челюстями или набор цанговых патронов.
Токарные патроны особенно распространены на 4-х осях, потому что мы часто начинаем с круглого запаса.
Время от времени мы помещаем круглые детали на мельницу, потому что она просто быстрее. Рассмотрим эту настройку для обработки круглых деталей:

Я бы никогда не догадался, но Geof на CNCZone говорит, что следующая 4-осевая фрезерная установка смогла обработать эти алюминиевые прутки по длине, убедиться, что грани были квадратными, и сверлить и пробивать отверстие быстрее, чем он мог сделать это в токарный станокВы можете вообразить, что каждая из этих круглых частей представляет собой цангу 5C, и внезапно вы подгоняете еще несколько деталей к своей 4-й оси. Вероятно, есть место для их выполнения на всех 4 точках компаса на подобной установке.
Расширяющие оправки, беседки и шпильки
Зажимы на палец- это одно из решений, позволяющих удерживать заготовку подальше от фрезерования, но мы можем добиться еще лучших результатов, используя расширяющиеся оправки, оправки или шпильки. Идея состоит в том, чтобы поместить расширяющийся цилиндр в отверстие на нижней стороне заготовки и расширить его, чтобы зафиксировать заготовку на месте.Как только это будет сделано, вы сможете получить доступ к заготовке со всех сторон, кроме дна, не сталкиваясь с держателем (хотя помните, где находятся оправки, чтобы у вас не было одной в середине кармана, ожидающей удара!).
Вот крепеж с использованием расширяющихся шпилек:

Поверните болт, чтобы открыть расширительную шпильку, чтобы она могла зажать деталь…
Существует широкий спектр этих видов штуковин, доступных для ваших нужд. Они особенно распространены для токарных станков, но, как мы уже упоминали, вы можете использовать токарный инструмент в течение всего дня, если найдете способ его крепления к столу.
5-осевой держатель
5-осевая рабочая поверхность, как и большинство 5-осевых, - это целый другой мир. Я не буду здесь вдаваться в подробности, кроме как скажу, что вам нужны разные виды обработки, когда вы можете получить доступ к детали практически из любого направления. В этом виде обработки становится все труднее, чтобы рабочий не мешал фрезеровать деталь.
,На этой странице описаны различные техники для фрезерного станка с ЧПУ, а также ресурсы (например, «Совет дня Haas»), которые вы можете использовать, чтобы стать Лучшим ЧПУ. , Это большой пакет советов и приемов, которых не было в одном из наших мега-руководств по кулинарной книге .
Haas Tip of the Day [Потрясающий ресурс!]
Я хочу начать с одного из лучших ресурсов в Интернете для пользователей ЧПУ, которые я обнаружил, и это «Haas Tip of the Day».
Haas Tip of the Day - это видеоканал на YouTube…
Haas Tip of the Day - это видеоканал на YouTube, который наполнен великолепным самодельным великолепием ЧПУ.
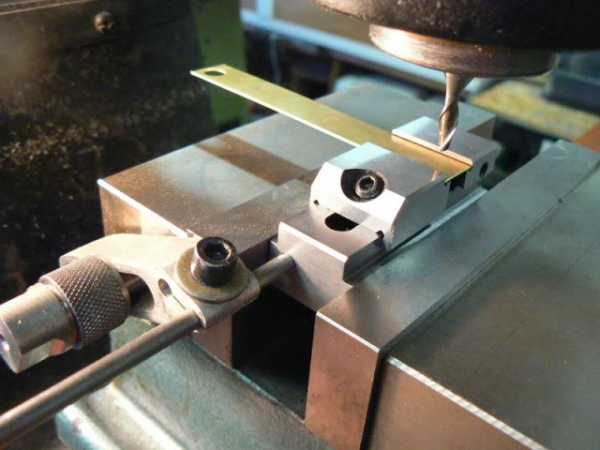
Точное центрирование и сверление по отверстию или круглому элементу
Используйте пробник!
Прежде всего, если у вас есть зонд и правильные макросы или функции панели управления, чтобы заставить его петь, используйте зонд, чтобы найти круглую функцию. Ничто не сравнится с ними по точности и скорости.
Если у вас нет зонда, продолжайте читать. Но начинайте часто спрашивать себя: «Когда я собираюсь получить зонд?»
Использование коаксиального индикатора для точного центрирования на отверстии или круглом элементе
Я получил удар по коаксиальному индикатору Блейка от Шарса и, попробовав его, решил: «Человек, какой удобный гаджет!»
Здесь это в действии, когда я центрирую шпиндель над отверстием, чтобы я мог использовать свою расточную головку, чтобы сделать плечо на отверстии:

Представьте, что этот длинный щупальце напоминает сильно раздутый палец на индикаторе проверки набора.Это идет против внутренней части отверстия, или есть изогнутые щупы для внешней стороны круглого патрона.
Вы включаете шпиндель на самых низких оборотах, скажем, 100 об / мин, и держите горизонтальный стержень. При этом индикатор будет направлен в вашу сторону, в то время как толкатель перемещается по окружности объекта, на котором вы хотите сосредоточиться. Когда щуп поворачивается, игла будет «пинать», потому что ось шпинделя не отцентрирована. Теперь отрегулируйте оси X и Y (с помощью бега в ЧПУ и маховиках на ручном станке), пока игла не пинает как можно меньше.Это все, что нужно сделать, вы сделали очень быстро.
Какой красивый гаджет!
Отрегулируйте оси по одному и даже не задумывайтесь о том, что нужно. Просто поверните колесо и наблюдайте, пинает ли игла больше или меньше. Поверните это в направлении, которое пинает меньше. Когда вы сведете к минимуму удар по одной оси, сделайте другую. Я возвращаюсь во второй раз и почти не пинаю.
Убедитесь, что ваша мельница правильно установлена, прежде чем пытаться сверлить или сверлить!
Пара предложений…
-использовать V-образные челюсти для лучшего захвата со стороны (4 точки контакта вместо 2)
- используйте сверло для точения 120 градусов, а не центральное сверло… лучше подходит для точки сверления ИМХО и так же жестко
- блокировка стола и седла, как было предложено ... с учетом любых изменений в показаниях УЦИ и соответствующей компенсации.
На центральном упражнении, если вы используете один, и я понимаю, почему они короткие, жесткие и распространены в магазине, так что используйте его только для SPOT, тогда это наблюдатель на 118 градусов, все хорошо, не надо сверлить глубже, чем точка сверления, и, конечно, не сверлить достаточно глубоко, чтобы фактически начать получать центр. Я предупредил, насколько это плохо для следующего сверла в более твердых материалах, кончики канавок начинают резать первыми и получают сколы, это не может быть хорошо для сверла в более мягком материале, как мне кажется.
Вспоминается, что ваша мельница может где-то «потерять движение», поэтому с хорошим индикатором вы можете набрать номер и вернуться к 0 на УЦИ с разных направлений и посмотреть, что в итоге происходит. Кроме того, я никогда не видел этого, НО ваш ход иглы может быть не квадратным к подшипникам шпинделя, я не могу представить, как это могло бы произойти на хорошей машине, но вы можете проверить это.
Мне кажется, что вы получаете разумный результат для просверленных отверстий. Используйте новую центральную дрель и новую, качественную дрель.Убедитесь, что вы облегчаете центральное сверление, используя высокие обороты, сокращая количество масла и часто очищая. То же самое с сеялкой, снизьте скорость до нужной, режьте масло, часто очищайте. Не используйте повторно заточенные сверла на такой работе, будьте готовы к таким работам. Я не согласен с идеей только ямочки с центральным сверлом. Сделайте достойный центр по моему опыту. Может быть, вам нужно подумать о расточке отверстий, если вам нужны точные местоположения, но это сильно замедлит вас, разрезание одной точки - это еще один (более сложный) навык для изучения!
Что касается создания «хорошего центра» с помощью центрального сверла, попытка, чтобы на некоторых 4140 HT или даже более сложных предметах, проиллюстрировала условие, которое научило меня НЕ делать этого, фактически, в любом случае лучше всего делать точечное сверление на 120 градусов, но не так часто в пределах досягаемости в магазине.если твердый материал откалывает наконечники сверла при запуске сверла 118 в центр 60 градусов, я должен думать, что тот же процесс происходит с более мягким материалом, но он не так очевиден, потому что он не такой экстремальный. Если вы смотрите, чувствуете и слушаете тренировку, вы можете сказать, что она недовольна при запуске (звучит по-японски), но она становится очень счастливой, когда полностью занята и выполняет работу, для которой она была сделана, 120 человек получает ее счастливым Поместите быстрее 🙂 Я согласен, что «искра» сверла с иглой против ограничителя глубины (или короткое замыкание G04 в ЧПУ) помогает найти лучшее место, оно дает любую пружину в машине и настраивает возможность отработать себя.Я никогда не хочу урезать чужой опыт, их метод наверняка повысит качество МОЕЙ работы, если я его применю, и я думаю, что ключом к нахождению ПОЧЕМУ в процессе, который создает отличные детали, иногда это не совсем результат намерение парня, который нашел это, но нельзя отрицать, что это работает. Я также хотел добавить, что добавление «скучного» шага к процессу с помощью концевой фрезы в цанге может действительно улучшить положение, честно говоря, если концевая фреза смещает лишь немного с каждой стороны, она может быть действительно такой же точной, как и скучный в одной точке. и следующее упражнение или развертка последуют очень близко к этой установленной позиции.Тренировка, как правило, «хочет» идти прямо, и запуск ее таким образом помогает ей в этом… они могут и бродят по мере увеличения глубины, но если они стартуют из положения, они не могут не ходить, как сумасшедшие.
Работа с биением, особенно при развертывании
Если у вас выбег, учтите следующее. Если у вас есть цанга ER, вы можете нажать на инструмент. Измерьте, найдите верхнюю точку и продолжайте записывать ее, пока она не станет действительной. Работает с цанговыми патронами, но обычно не с патронами EM.Мы делаем это на работе все время, видя, как любая наша машина работает. Все они нуждаются в новых шпинделях, что касается биения. Обычно хорошие конусы, плохие подшипники. одна из наших машин затягивает гайки до тех пор, пока вы не зажмете инструмент в шпинделе и не натянете подшипники ... Затем он выйдет на расстоянии 0,0015 на расстоянии 6 дюймов от торца, что с помощью расширителей PCD недопустимо.
Вот и снова, ребята. От мужчин из службы шлифования шпинделей ... ... Проверьте конус. Не только для биения, но также используйте немного синего Dykem 107 на держателе и зажмите его, чтобы проверить контакт.Если конус изнашивается, это вызовет биение в вашем держателе. Это будет моя самая первая проверка. Что-то говорит мне, что это проблема. Возможно, давление на дышло, но конус будет моим первым предположением.
Отверстия для точных отверстий
Всякий раз, когда мы получаем отверстие для большого пальца, мы достаем шарикоподшипники. Воткни одну в обидное отверстие и постучи по ней молотком. Теперь штифт будет надежно удерживаться, и до тех пор, пока расположение отверстия было правильным, прежде чем он должен работать для вас сейчас.Мне приходилось делать это чаще, чем я хочу вспомнить. Теперь это для внутренней оснастки. Я не думаю, что смог бы продать это кому-либо, если бы они увидели, как я это делаю. С булавкой в этом, вы даже не можете сказать. Кроме того, с помощью разверток верхняя часть хвостовика отжигается и «плавает» в отверстии, не растирая его. Если вы держите его ниже отжига, вы получите очень неточную скучную планку.
Идея с шарикоподшипниками хороша, но не для поддонов, с которыми мой клиент должен работать.В доме, хотя это отличная идея. Есть мысли по поводу диаметра шарика до отверстия? 2X? 3X? Я спрашиваю только потому, что слишком маленький шарик будет прикладывать большую силу в радиальном направлении наружу, а слишком большой шар будет прикладывать большую силу в осевом направлении вниз. Мне нужно подумать об этом немного ...
Мы делаем много отверстий для штифтов до 1/2 ″. Нам повезло, точечное бурение, бурение около 0,030 дюйма, сверление с концевой фрезой с 2 канавками, на 0,015 дюйма, и последующее развертывание. Конец мельницы скошен вокруг.030 ″ x 45 градусов, и большинство канавок отшлифованы, оставляя около 1/8 ″ полного диаметра спереди. Мы используем от .006 ″ до .012 ″ IPR подачи. Использование концевой мельницы дает быстрый и грязный способ получить истинное положение, и развертка будет следовать за отверстием. Этот процесс не так хорош, как скучно для реальной позиции, но довольно близок и намного быстрее. Иногда, чтобы отремонтировать незакрепленное отверстие для дюбеля, я нажимаю на него с помощью метчика такого же размера, то есть на метчик 1/4-20 для дюбеля 1/4 ″. Кран поднимет гребни, чтобы затянуть отверстие, и с небольшим количеством лектита, я готов.Мы также сделали выравнивающий блок, как и самонарезающий блок, с зазором около 0,002 ″ для дюбелей. Это облегчает установку дюбелей.
Подробнее Точность скучности
- Уменьшите изгиб в глубоких отверстиях на 2-х канавном резце, отшлифовав одну флейту. Теперь резак действует как скучный брус.
- Интерполируйте отверстие с самой большой подходящей концевой фрезой (чтобы уменьшить изгиб) и оставьте небольшое количество для финишного прохода с расширителем.
- Настройте скорость интерполяции, чтобы повысить точность за счет уменьшения ускорения.
Quick Mill Советы и методы
- Если вы получаете длинные волокнистые чипсы, вы идете слишком медленно. Увеличьте скорость шпинделя.
- Предпочитайте скорость подачи скорости шпинделя везде, где можете.
- Рабочие поверхности из нержавеющей стали затвердевают, поэтому поворачивайте шпиндель медленнее и прикладывайте большие усилия к подаче. Вы должны быстро прорезать, прежде чем он может работать затвердеть.
- Большинство говорят, что дополнительная стоимость бит кобальта не стоит, за исключением очень особых случаев.
- Любое отверстие, более чем в 4 раза превышающее диаметр сверла, является глубоким отверстием, и для достижения успеха необходимо соблюдать осторожность. Ознакомьтесь с нашим Руководством по бурению глубоких скважин, где вы найдете множество полезных советов и приемов.
Советы по охлаждающей жидкости
Совет : Охлаждающая жидкость увеличит диапазон оптимальной скорости. Другими словами, он снижает скорость, с которой все работает лучше всего, а также повышает ее, создавая более широкую «точку отсчета» скоростей, на которую легче попасть. Многие могут упустить возможность снижать обороты более плавно, думая, что охлаждающая жидкость - это только повышение пределов.
Совет : Смазывающий эффект охлаждающей жидкости может улучшить чистоту поверхности, уменьшая вероятность того, что сколы поцарапают заготовку. Это особенно важно в мягких оптических материалах, таких как пластмассы.
Совет : В то время как мы говорим об уменьшении царапин с помощью стружки, используйте фрезы с большим зазором от стружки с мягкими материалами для улучшения качества поверхности. Вы можете сделать это, уменьшив количество флейт. Один резак для флейты дает намного более приятную отделку для пластика, например.
Подсказка: Масло для резки уменьшит вибрацию. Болтовня - это просто гармонический резонанс, поэтому все, что вы делаете, чтобы изменить «настройку» инструмента, может уменьшить вибрацию. Тяжелое смазочно-охлаждающее масло обеспечивает небольшое затухание этого резонанса.
Техника обработки и фрезерования
Фрезерование больших пластин в тисках Курта

Положите челюсти снаружи тисков Курта, чтобы они удерживали большую тарелку…
Точная регулировка оси Z на мельнице: насколько далеко находятся различные методы?
Я считаю, что нужно потратить время на эксперименты, чтобы изучить действительно хорошие вещи, поэтому я решил поэкспериментировать с точностью по оси z и попутно выкопал покупку, которую я почти забыл протестировать.
В итоге я попробовал четыре разных метода. В каждом случае я использовал свою поверхностную пластину и цифровой ростомер, чтобы определить, насколько близко я подошел.

Использование поверхности гранита и измерителя высоты для определения точности позиционирования по оси z…
Чтобы использовать ростомер, я обнуляю его на блоке 1-2-3, а затем добавляю 1 ″ к показанию на верхней части моего алюминиевого куба. На мельнице я использовал каждый из 4 методов, чтобы найти верхнюю часть блока, обнулил мое перо DRO, набрал нужную глубину резания с точной регулировкой перья, произвел разрез под подачей питания, а затем проверил, насколько близко я подошел к ожидаемому результату.Между прочим, процесс нахождения вершины заготовки (или стороны на токарном станке) называется «отрывом».
Вот результаты каждого метода установки по оси z:
Прикосновение на ощупь : Для моего 1-го метода, при остановленном шпинделе, прижмите нож к верхней части заготовки. Обнулите УЦИ и идите оттуда. Это дало результат с ошибкой 0,012 ″. Не очень хорошо! Ошибка была относительно повторяемой, поэтому можно добавить фактор выдумки. В конце дня сокращение было 0.012 ″ глубже, чем хотелось бы.
Прикосновение звуком : Для второй попытки я осторожно опускаю шпиндель под напряжением и прислушиваюсь к тому, когда резак начал резать. Этот метод оказался немного более точным и привел к слишком глубокому разрезу 0,0085 ″. Все еще не очень хорошо.
.Добавьте еще 0,001 ″ и вы на нуле! Не имея сигаретной бумаги, я использовал стандартную бумагу для лазерных принтеров. Я обрезал полосу шириной 1/2 дюйма, чтобы я мог держаться за один конец с безопасного расстояния, и подождал, пока резак схватится. В моем случае я получил 0,010 ″, а не 0,001 ″, но, по крайней мере, это было хорошее круглое число и довольно повторяемое.Устройство предварительной настройки оси Z : В этот момент я думал, что все готово и буду использовать старый добрый бумажный трюк.
Но у меня было смутное воспоминание, которое наконец вернулось ко мне.Вы когда-нибудь пользовались гаджетом, который выглядел как хорошая идея, но до того, как он появился, вы начали сомневаться, что он будет работать хорошо, положили его на полку и никогда не пробовали?
Я делаю это слишком часто. В этом случае мне запомнился пресет по оси Z, который я купил на eBay несколько месяцев назад. Ищите «Presetter Z Axis» на eBay, и вы найдете вездесущий гаджет китайского станка мощностью 800 Вт. Они выглядят так:

Устройство предварительной настройки оси Z от продавца eBay 800 Вт…
Как это работает? Просто.Внизу слева видна небольшая накатная ручка. Имеет позицию «тест» и «использование». Установите его на «тест», и внутренний стандарт встанет на место так, что если вы нажмете на наковальню пальцем сверху, пока не нажмете стоп, у вас будет ровно 2 дюйма от верха наковальни до низа гаджета. В этом положении вы поворачиваете диск до нуля. Теперь верните ручку в положение «использовать», поместите ее на заготовку, опустите резак, пока игла не зафиксируется, обнулите иглу, обнулите ваше УЦИ, и вы должны быть точно на 2 дюйма выше того, на чем сидит устройство предварительной настройки.
Итак, не ожидая многого, я опустил присоску на свой алюминиевый куб в тисках Курта на мельнице, провернул голову, пока нож почти не коснулся. Заблокировал головку и проворачивал перо с точной регулировкой, пока игла не обнулилась, обнулил мое УЦИ, удалил устройство предварительной настройки, провернул еще 2 дюйма с точной регулировкой, снова обнулел УЦИ, добавил 0,010 ″ для скромного сокращения, запустил куб под силовой подачей, и подтащил блок к поверхностной плите, чтобы посмотреть, что я сделал.
Желаемый результат был 2.396 ". Я опустил измеритель высоты, чтобы взять показание, которое, барабанная дробь, пожалуйста, 2.396 ″ !!!!
Священный дар, Бэтмен! Глупый пресеттер на самом деле работал, и он работал хорошо, и хотя перо шло 2 дюйма, и я ожидал худшего, он получился смертельно точным!
Ура для гаджета, который действительно работал. Думаю, я буду чаще использовать глупости. За 39 долларов оно того стоило!
Игра с блоками (то есть 2-4-6 блоков)
Я всегда внимательно смотрю, когда опытный машинист показывает, как он что-то сделал.Вот Fidgiting Widgitmaster, показывающий, как он возводил в пластину тарелку 6 ″ x 6 ″, используя 2-4-6 блоков, чтобы оказать поддержку (в противном случае они торчат из тисков):

Квадратная пластина в тисках с помощью 2-4-6 блоков для поддержки…
У меня были тонны 1-2-3 блоков, но этот совет заставил меня купить набор из 2-4-6 блоков.
Советдля начинающих: начните с X, Y с помощью режущего инструмента Sharpie
Хорошее место для начала - это 2D-программирование ЧПУ с фрезой.В этом режиме вы вручную управляете Z и просто запускаете программу в X и Y. Вам нужно будет написать свою программу с учетом этого, но идея состоит в том, чтобы посмотреть, сможете ли вы заставить свою машину нарисовать круг в конкретное место, не сходя с пути.
Вы можете положить Sharpie в ваш патрон без ключа (у вас есть патрон без ключа, верно?
Чтобы проверить мою недавнюю сборку фрезерного станка с ЧПУ Shapeoko, я просто привязал кабель Sharpie к шпинделю.
После того, как вы запустите 2D программирование, вы будете готовы заняться 3D. Кстати, более чем один проект фрезерования с ЧПУ построил оси X и Y с ручной обработкой, а затем использовал эту двухмерную технику для создания деталей оси Z под управлением ЧПУ.Неплохой способ начальной загрузки!
Фрезы
Фреза часто дает наилучшую чистоту поверхности, потому что она позволяет вам обработать очень широкую область за один проход без следов наложения.
Они издают характерный звук, так как их единственная режущая кромка прорезает заготовку. Это шум, который сводит с ума некоторых машинистов, и его лучше всего охарактеризовать как громкий стук (часто называемый «стук»), который звучит так, будто он собирается разорваться на части.
Вы можете легко преобразовать фрезу в фреску, удалив все вставки, кроме одной, и интересно поэкспериментировать с результатами.Уменьшение количества вставок потребует снижения скорости подачи, но это может стоить того с точки зрения улучшения качества поверхности.
Чтобы узнать больше о Flycutters, чем вы когда-либо хотели, ознакомьтесь с нашим Ultimate Flycutter Guide.
Трамвайные тиски на вашей мельнице
Как только вы доберетесь до мельницы, ваш следующий шаг, скорее всего, будет ставить тиски на стол. Вот как разные люди в сети сообщали о том, что трамбуют свои тиски:
———–
Тиски крепятся болтами в Т-образных пазах стола? если это так, то у вас есть простой способ проверить квадрат, вам нужен циферблатный индикатор, устройство индикации, а затем поместите индикатор в маленький конец индикатора, поместите большой конец на шпиндель и запустите X таблицы ось.величина изменения или угла на индикаторе скажет вам, как нужно отрегулировать тиски, это долгий процесс, но вы получите его
———–
Установите индикатор в сверлильный патрон, опирающийся на неподвижную губку тисков. Пройдите по столу (ось X) назад и вперед и регулируйте положение тисков, пока не получите одинаковое значение на обоих концах фиксированной челюсти. Учитывая, что у вас есть поворотная основа, есть быстрый способ приблизить вас: возьмите чтение в центре челюсти, затем на одном конце.Рассчитайте разницу между двумя показаниями. Когда индикатор все еще находится в конечном положении, поверните тиски, чтобы убрать ПОЛОВИНУ разницы. Несколько предостережений: 1) Убедитесь, что стрелка индикатора действительно движется. Я видел, что люди делают это с рукой жесткого упора, и думаю, что у них есть тиски регулируется отлично 2) Если челюсть крепится с помощью двух винтов, возьмите чтение непосредственно над каждым крепежного винта и использовать их, чтобы определить, является ли тиски квадратный Давление крепежных винтов может привести к деформации челюсти.Если челюсть когда-либо была установлена с какой-либо грязью или загрязнением внизу, она может быть постоянно искажена, даже если препятствие было позже устранено. 3) Убедитесь, что фиксированная челюсть является прямой в первую очередь. Как отмечено выше, он может быть согнут под давлением крепежных винтов. Это может быть более сложной задачей, чем квадратные тиски на мельнице.
———–
Быстро и грязно… зажмите штифт или другой кусок стержня в шпинделе. Достаточно хорошо затяните одну сторону тисков, а другую едва прижмите.Просто коснитесь штифта на поверхности неподвижной челюсти на плотном конце тисков. Переместите свободный конец туда, где он определенно немного выходит за рамки. Провернуть стол под шпинделем с помощью штифта, соприкасающегося с неподвижной челюстью. Когда вы пройдете всю длину челюсти, вернитесь и сделайте еще один пропуск для страховки. СЕЙЧАС вырвите свой DI и настройте его, если вам не нравится то, что вы видите. Я сделал это сегодня для быстрой настройки. Когда я проверял DI, у меня было меньше 0,0005 в 4 ″ на тисках челюсти. Достаточно близко для того, что я делал далеко.То же самое можно сказать и о горизонтальном, но с помощью тисков возьмите довольно большой фрезерный станок. Затянуть болты. Поместите DI на это сейчас. Если челюсти тисков должны быть параллельны беседке, вы можете подойти достаточно, чтобы захватить беседку таким же образом. Если нет, сделайте это трудным путем.
———-
Чтобы закрыть фиксированную губку, я буду использовать сверло или штифт в сверлильном патроне. Установите зазор на одном конце, дублируйте его как можно лучше на другом конце. Как только вы получите это, где вы можете едва заметить разницу на глаз, пришло время для индикатора.Экономит время, когда стрелка контрольного индикатора дико вращается и забывает, какой путь какой.
———–
Некоторые тиски перемещаются лишь на небольшое расстояние от свободного к плотному - мой Курт меняет менее 0,010, при этом болты стола выдвигаются вперед. Другие перемещают по крайней мере один часовой пояс. С этим, как сказал Боб, проще всего прижать болты и окончательно отрегулировать с помощью молотка. Шариковая булавка на 8 унций - хороший размер, достаточно маленький, чтобы вы не повредили тиски. Если у вас тиски новее или у вас новые пластины челюсти, указывайте прямо с фиксированной челюсти.Если челюсти хорошо используются и выглядят как поверхность луны, высокая параллель (зажатая в тисках) дает индикатору хорошую поверхность для контакта.
———–
И последнее, но не менее важное: в книге «Тайны механического цеха» автор упоминает, что вы можете смотреть с точностью до 0,002 дюйма, поместив кусок длинного материала в тиски так, чтобы вы могли наблюдать за визуальным зазором между материалом и краем стола. Это предполагает, что край фактически параллелен движению таблицы - что нужно проверить при азиатском импорте!
Вы также можете использовать стальное правило.Один парень начинает с правила в тисках, следя за пропастью. Он утверждает, что его точность с правилом составляет 0,010 ″, что является хорошим началом для индикатора.
———–
Ты ненавидишь трамвайные тиски? Ну, это не так сложно, и к этому времени вы должны привыкнуть, но есть более быстрые способы.
Вы можете прикрепить тиски к Т-образному пазу стола, чтобы он встал на место:
Прижимая тиски к вашему столу…
Не хотите набрать тиски? Ну, вы могли бы сделать небольшую штуковину, чтобы войти в ваши челюсти, которая выполняет то же самое.Что-то вроде этой идеи благодаря Джону Стивенсону:
Разные советы и приемы
Записка о гиббсах. На мельницах колонны влияют на трамвай головы. Если вы хотите затягивать или блокировать их каждый раз при выполнении операции, вы ограничите точность своего головного трамвая. Лучше отрегулировать их довольно плотно, возможно, 4 раза в год, трамвай после регулировки, а затем оставить гиббс в покое, если требуется наилучшая точность.
Превращение вашей мельницы в «ты или два» может быть недостаточно хорошим.Если вы перенесете свой стол в другое место для сверления, чем там, где вы указали свою деталь, вы получите прогнозируемую ошибку. Кроме того, попробуйте контрольный индикатор в индикаторе, а не в вашем коаксе, который покажет вам, является ли ваш коакси бестолковым или нет. Я рекомендую Интерапид.
Использовать одноточечный тестовый индикатор… коаксиальный аппарат опирается на механизм и точные юстировки и помещается в них. Я фанат предложений Interapid в этой категории.
Сделай себе одолжение, побалуй себя и купи межстрочный инкубатор, я купил.0005 и приобрел .0001 более 20 лет назад .005 был отремонтирован один раз, в противном случае они с тех пор служили мне верой и правдой, их единственный недостаток, который большинство из нас никогда не видит, это то, что на них воздействуют сильные магниты, так что парни, которые только шлифуют не используйте их ... включение 6-дюймового патрона permag приведет к увлажнению .0003 tir из промежутка ... не верил, пока мне не показал человек с гораздо большим опытом шлифования, чем я.
Если не считать того, что они сдают руки, то это самая выгодная сделка, парень перевернул меня на них еще в 1984 году, так что, думаю, прошло 22 года… Мне было 19 лет, тогда хе-хе, сейчас 41, все еще с тем же индикатором.
Никогда не двигайте коленом после подбора места. Научитесь трамбовать голову мертвыми гайками по 6 ″ кругу. Когда в голову не попадают мертвые гайки и вы двигаете коленом, местоположение меняется. Если вы вышли на 0,004 по 6-дюймовому кругу и переместили колено на 3 дюйма после того, как вы сняли коаксиал, у вас теперь меньше 0,001 на месте. В дополнение к Interapid, получите Indicol, который будет прикреплен к шпинделю с помощью инструмента на месте. Это позволит вам использовать свой индикатор в любое время. Чем проще его использовать, тем чаще вы будете его использовать.Кроме того, возьмите пару маленьких зеркал для чтения циферблата, когда он стоит перед колонкой. Прикосновение шеи к спине очень быстро стареет.
Я не думал о том, чтобы колено изменило положение трамвая, однако я знал, что перо отбросит вас, например, если вы трамбуете голову втянутым пером и сделаете свои порезы с удлиненным пером на несколько дюймов. Это только увеличивает вашу ошибку трамвая, правильно?
Обратное также работает, если вы трамбуете свою мельницу с полностью выдвинутым пером, то точность увеличивается при втягивании.
Проведите головой по наибольшему кругу, который вы можете качать (то есть по ширине стола). Используйте циферблат или индикатор пальца и читайте прямо на поверхности стола. Никаких блоков, колец или чего-либо еще не требуется, все приведет к ошибке. Лично я трамбую голову, не блокируя колено, потому что я почти никогда не использую блокировку колена в любое время для работы, которую я выполняю. Отцентрируйте обрабатываемую деталь с помощью индикатора типа пальца, результат будет правильным, в то время как кажется, что коаксиальный тип не всегда заслуживает доверия.Вы даже можете использовать индикатор плунжерного типа, если это все, что у вас есть, и если у вас достаточно места. Магнитное основание прилипнет к вашему сверлильному патрону, и вы уйдете. Звучит неуклюже (это так), но используйте то, что у вас есть. Я не обращаю особого внимания на предложения о том, чтобы не двигать коленом, иногда приходится это делать. Старайтесь не делать этого, т.е. планируйте заранее.
Когда-то у меня работал парень, у которого был ко-топор Блейка. Он сломал довольно много частей прежде, чем я заставил его прекратить использовать это. Если перо не находится в идеальном трамвае, вы меняете центральное положение, если вы перемещаете колено вверх или вниз после того, как указали центр заготовки.Ошибка может быть даже больше, если есть какой-либо износ или игра в коленях.
Еще одна вещь, которую стоит попробовать: положите на стол цилиндрический квадрат и используйте индикатор, чтобы проверить, параллельна ли ось z оси этого квадрата. Вполне возможно, что ваши пути по оси Z имеют чрезмерный износ и время для восстановления.
ОЧЕНЬ ВАЖНО всегда фиксировать вертикальное перемещение колена, прежде чем делать что-либо, будь то измерение или разрезание. Когда колено свободно, оно оторвется от колонны, но величина и направление движения непредсказуемы.Всякий раз, когда вы разблокируете колено, его окончательное положение зависит от веса груза на столе и расположения центра тяжести. Но центр тяжести меняется каждый раз, когда вы перемещаете стол по любой оси. Сначала вы позиционируете ось Z по мере необходимости, затем блокируете вертикальное перемещение, а затем делаете все, что вам нужно.
При условии, что твой трамвай хорош. Мы повторно указываем трамвай каждое утро, перед каждой новой установкой, после тяжелого фрезерования, после подозрительных измерений и, конечно же, после аварии (хотя со мной такого никогда не случалось).При работе с пресс-формами это крайне необходимо, так как вы обычно выполняете одну и ту же работу, а сварные швы очень вредны для срока службы инструмента. После недели указания целого магазина в нем уже совсем вторая натура и уходит совсем немного времени.
Что касается буровой установки, которую мы указывали, мы всегда называли это «трамвайной стойкой». Я считаю индиколы и эти глупые индикаторы Co-ax пустой тратой денег. Я сделал этот бар, отследив своего наставника, он отследил его от своего наставника, и кто знает, с чего началась модель. В этой части страны этот тип трамвайных батончиков распространен во многих магазинах пресс-форм и других магазинах.Это простой проект, и он был первым инструментом, который я сделал, когда занялся формованием.
Это просто CRS c & h с выталкивающим штифтом (буровая штанга будет работать) для стойки, вся резьба для винта, универсальная втулка от Starrett, а затем шаровой шарнир от Starrett или B & S. Я приварено расширение к вертлюгу. Эта установка будет тянуть все диаметры и квадраты, которые вы увидите. При необходимости можно добавить второй прижим и удочку, чтобы расширить диапазон. Это будет зажимать и кусать сильно, а не покачиваться или опускаться (проблема с полуобожженным Indicol с нейлоновыми фрикционными шайбами.Сделайте себе одолжение и уберите один из них, и у вас никогда не возникнет проблем с таинственным местоположением и отверстиями для листовок.
хорошо, я должен сделать комментарий или два здесь. сначала я забиваю стол, чтобы удалить заусенцы, затем использую 1-дюймовый измерительный блок под индикатором, чтобы не беспокоиться о сотрясении или перемещении индикатора из-за перепрыгивания через Т-образные пазы. второе по отношению к использованию коаксиала Блейка. Эти индикаторы настолько быстро используются для начального местоположения, что меня удивляет, что никто не захочет их использовать.но, сказав, что я всегда возвращаюсь и настраиваю последние несколько штук, по крайней мере, с индикатором .0005 ″, но обычно с индикатором .0001 ″, в конце концов, если вы находитесь в пределах .005 ″ или меньше, для того, чтобы быть мертвым, требуется всего несколько секунд орехи.
,
