





Сверлильный станок нс 12 характеристики
Сверлильный станок НС-12, конструкция которого была разработана инженерами Специального конструкторского бюро №3 в Одессе, выпускался в 1950–1970-х гг. несколькими предприятиями СССР, рядом ремесленных и технических училищ. Наряду с моделью НС-12 производили и ряд ее модифицированных версий (НС-12А, НС-12Б, НС-12М), устройство и комплектация которых незначительно отличались от характеристик базового оборудования.

Внешний вид сверлильного станка НС-12
Назначение станка модели НС-12
Сверлильный станок модели НС-12 относится к категории настольного оборудования. Это говорит о том, что он пригоден для обработки деталей небольшого размера. Соответствующие габариты и невысокая производительность станка делают возможным его применение в ремонтных цехах производственных предприятий и небольших мастерских, специализированных классах технических и общеобразовательных учебных заведений. Нередко можно встретить такое устройство и в оснащении домашних мастерских.
Длительный срок эксплуатации, легкость использования, технического обслуживания и ремонта станка НС-12 обеспечиваются простотой его конструкции. При сверлении на таком станке глухих отверстий их глубина может регулироваться по плоской шкале или специальному упору.

Технические параметры сверлильного станка НС-12 различных модификаций
Использование в сверлильном станке многоступенчатой ременной передачи позволяет получать пять различных скоростей вращения шпиндельного узла. Что важно, ремень переставляется на шкив другого диаметра просто и быстро благодаря специальному механизму натяжения ремней.
Технические возможности сверлильного станка модели НС-12 позволяют выполнять различные виды обработки заготовок из чугуна, стали, цветных металлов и неметаллических материалов:
- сверление и рассверливание отверстий;
- развертывание;
- зенкерование;
- нарезание внутренней резьбы.
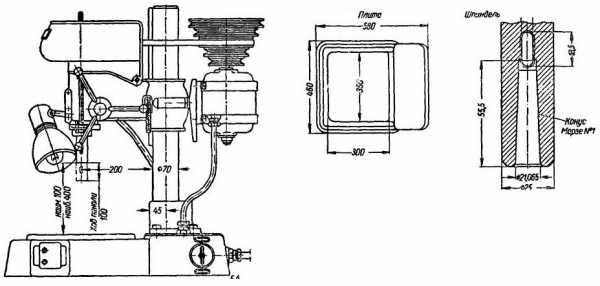
Габаритные размеры и посадочные места (нажмите для увеличения)
Элементы конструкции оборудования
Конструкция сверлильного станка НС-12 включает в себя следующие элементы:
- плиту-основание;
- колонну;
- хобот, на котором смонтирована шпиндельная группа оборудования;
- электроаппаратуру.
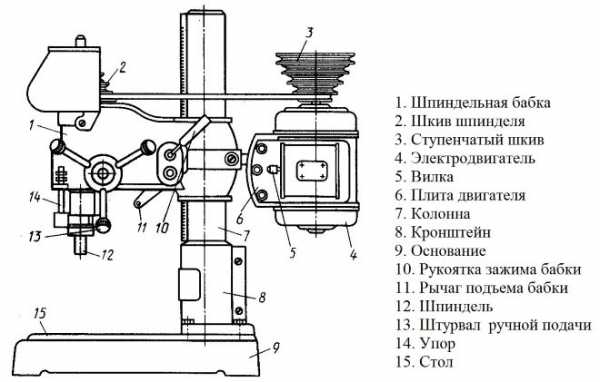
Расположение составных частей станка
Колонна, которая устанавливается на плиту-основание, крепится на ней при помощи специального башмака. По периметру плиты-основания располагается специальный желоб для сбора охлаждающий жидкости. Из желоба жидкость сливается через нижнее отверстие, которое закрывается резьбовой пробкой. В том случае, если охлаждающая жидкость подается из централизованной сети, в сливное отверстие вворачивается ниппель, к которому подсоединяется резиновый шланг.
Внутренняя часть массивной плиты-основания используется для размещения понижающего трансформатора и корпуса пакетного выключателя, который отвечает за освещение зоны обработки. На передней части плиты смонтирована кнопочная станция, при помощи которой включается главный электродвигатель станка.

Рабочий стол и колонна для станка НС-12
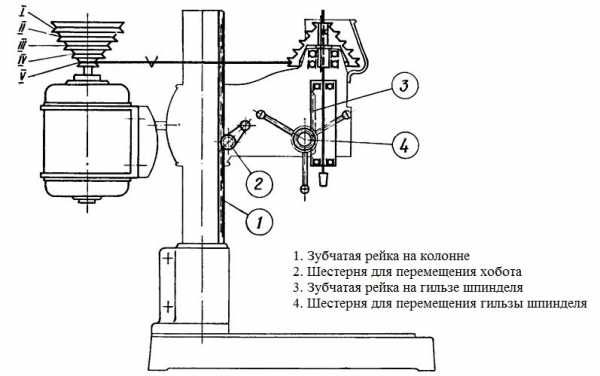
Вертикальное перемещение хобота по колонне осуществляется за счет реечной передачи, состоящей из рейки, закрепленной на колонне, и шестерни, смонтированной в хоботе. Управляют таким перемещением при помощи рукоятки, жестко соединенной с шестерней. Среди органов управления сверлильным станком есть еще одна рукоятка, при помощи которой хобот фиксируют на требуемой высоте.
Шпиндельный узел смонтирован на хоботе, также здесь располагаются плита с закрепленным на ней электродвигателем и механизм для натяжения приводных ремней. Сам шпиндель устанавливается в гильзе (пиноли) станка, которая может перемещаться в вертикальном направлении.
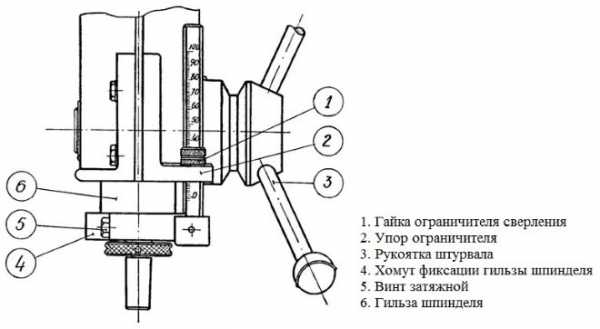
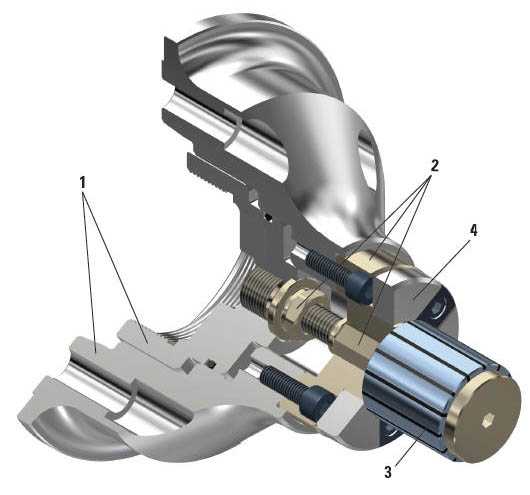
Шпиндельный узел станка
Управление перемещением гильзы, сообщающей шпинделю движение подачи, осуществляется посредством рукоятки, расположенной на боковой части хобота. Плавное и точное вращение шпинделя обеспечивается за счет его установки в опоры с прецизионными радиально-упорными подшипниками. Шкив шпиндельного узла сверлильного станка, представляющий собой пятиступенчатую конструкцию, также смонтирован на двух опорах с радиальными подшипниками.
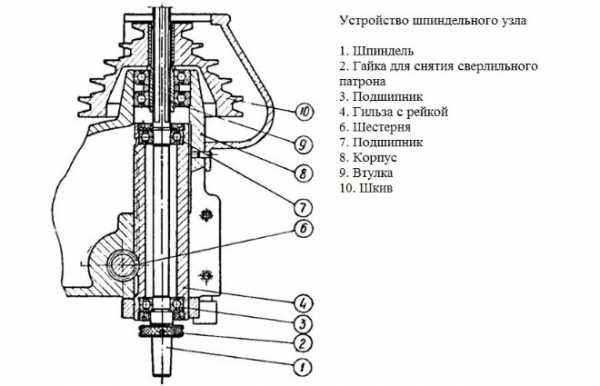
Схема устройства шпиндельного узла
Электродвигатель станка монтируется на специальной плите и может перемещаться по ее направляющим. Такая конструкция обеспечивает быстрое ослабление приводного ремня в тот момент, когда его необходимо перекинуть на другой шкив, а также его быстрое натяжение, когда необходимо приступить к обработке.
Как работает кинематическая схема станка
Электродвигатель сверлильного станка приводит во вращение пятиступенчатый шкив, зафиксированный на его валу, крутящий момент от которого посредством клинового ремня передается на шкив шпиндельного узла. Вертикальное перемещение гильзы и, соответственно, шпиндельного узла осуществляется за счет зафиксированной на ней рейки и шестерни, которая жестко связана с соответствующей рукояткой управления.
Кинематическая схема сверлильного станка НС12
Хобот сверлильного станка НС-12 перемещается в вертикальном направлении также за счет реечной передачи, действие которой было описано выше. В башмаке, смонтированном на плите-основании, имеется специальный зажим, после ослабления которого можно поворачивать колонну вместе с хоботом вокруг своей оси.
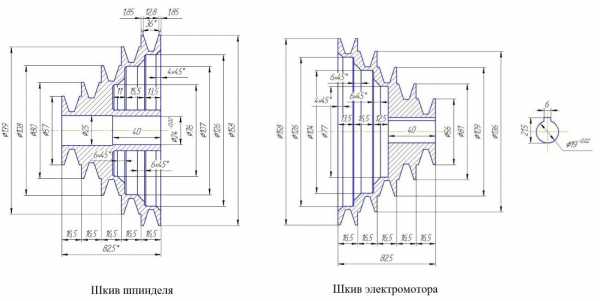
Чертежи шкивов для станка НС-12 (нажмите для увеличения)
Для обеспечения безопасности оператора на ременную передачу сверлильного станка монтируется литой или удлиненный сварной кожух.
Что включает в себя электрическая схема устройства
Такая характеристика станка данной модели, как легкость в использовании и ремонте, определяется в том числе простотой электрической схемы. Элементами электрической схемы сверлильного станка НС-12, отвечающими за управление оборудованием, являются кнопка «Пуск», при нажатии на которую запускается приводной электродвигатель, и кнопка «Стоп», при помощи которой электродвигатель отключается.
Характеристики сверлильного станка предусматривают наличие местного освещения, включаемого при повороте ручки соответствующего пакетного выключателя. Для работы системы местного освещения требуется использование понижающего трансформатора, который монтируется в непосредственной близости от станка.
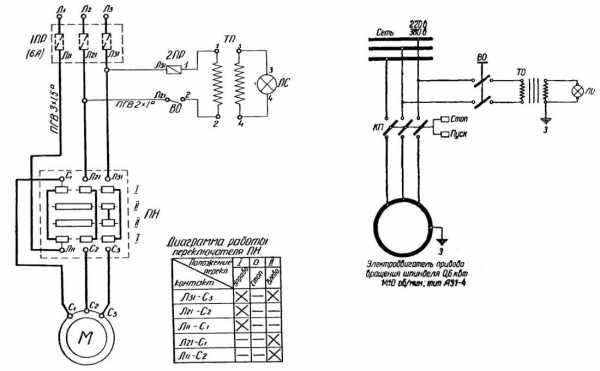
Схема электрическая станка НС-12А (слева) и станка НС-12Б (справа) (нажмите для увеличения)
Выполняя монтаж станка НС-12 после его приобретения или ремонта, следует обязательно позаботиться о заземлении, что сделает эксплуатацию устройства безопасной и исключит риск поломки из-за короткого замыкания.
Местом установки сверлильного станка данной модели с учетом его небольших габаритов являются преимущественно столы или верстаки. При этом они должны быть достаточно надежными, чтобы обеспечить высокую устойчивость станка в процессе выполнения технологических операций.
Оценка статьи:
Загрузка...Поделиться с друзьями:
| технические характеристики | Z3040X12 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Макс.сверлильный диаметр (мм) (предел прочности на растяжение 500-600MPA) | 00000060007 Φ40 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Диаметр колонны (мм) | 240 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Линия от оси шпинделя до колонны (мм) | 330-1200 |
| (мм) | 870 | |||||||||||||||||||||||||||||||||||||||||||
| Нос шпинделя к базовой поверхности (мм) | 260-1000 | |||||||||||||||||||||||||||||||||||||||||||
| Ход подъема радиального рычага (мм) | 5 0005 | |||||||||||||||||||||||||||||||||||||||||||
| Ход шпинделя (мм) | 270 | |||||||||||||||||||||||||||||||||||||||||||
| Конус шпинделя | 9000 4 ||||||||||||||||||||||||||||||||||||||||||||
| Скорость шпинделя (6 шагов) (об / мин) | 75 130 240 380 660 1220 | |||||||||||||||||||||||||||||||||||||||||||
| Подача шпинделя (3 шага) (мм / р) | 0.10 0,16 0,25 | |||||||||||||||||||||||||||||||||||||||||||
| Максимальное сопротивление подачи шпинделя (N) | 6300 | |||||||||||||||||||||||||||||||||||||||||||
| Скорость подъема радиального рычага (м / мин) |
контролируемая Plc Multi шпинделя сверля с 12 шпинделями на фланцы
Спецификация:
Все Все Все Все 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 8 8 9 9 9 9 9 9 9 9 8 9 8 000 9 000 000 Детали: Управление сенсорным экраном Модель: ZK5223x12 Назначение: сверлильный станок Материал: чугун, сталь, дерево, алюминий, нержавеющая сталь Детали станка: гидравлическая подача Универсальный шарнир, импортированный из Германии Основание литейной машины Высокочастотный индукционный подогрев направляющей Система зажима: гидравлический зажим Видео бурения: https://www.youtube.com /watch?v=iisSN-DXjc0&feature=youtu.be http://v.youku.com/v_show/id_XOTEzODUzMjMy.html Преимущества: Высокая скорость: ± 0.1000 Высокая скорость: ± 0.1000 9 25 с за штуку (заготовка: стальная труба, дерево, алюминиевая экструзия, размер отверстия: 20 мм, глубина: 18 мм, количество отверстий: 12 шт.) Полуавтомат: автоматическая фиксация заготовки, автоматическое сверление, автоматическая потеря после сверления Высокая эффективность : Одновременно просверлить 12 отверстий Экономия рабочей силы: один оператор может одновременно работать на 2 станках Рабочий расчет: Обрабатываемая деталь: Крышка клапана, Размер отверстия: 20 мм Глубина: 18 мм Количество отверстий: 12 шт. Время сверления: 25 с за деталь Время загрузки и разгрузки: 16 с за деталь Количество сверления в день (8 часов): 60 минут X 8 часов X 60 с ÷ 41 с = 702 шт. Подходит для массового производства Широко используется в области производства клапанов, насосов и двигателей Образцы бурения: Описание продукта Техническое обслуживание и послепродажное обслуживание Обучение Установка и наладка 1.ZNC EDM MACHINE |





| © 2015, All-Stanki.ru - оборудование для производства окон пвх и стеклопакетов | Содержание, карта сайта. |