





Таблица настройки метрических и дюймовых резьб на станке модели 1в62г
Токарно-винторезный станок 1В62Г расположен в группе станкостроительного производства и выпускался в г. Астрахань. На нем можно обрабатывать наружные, внутренние, конические цилиндрические поверхности, а также сверлить, зенкеровать и нарезать резьбу. Резцом резать резьбу на нем можно как метрическую, так питчевую и трубную.
 Токарно-винторезный станок 1В62Г
Токарно-винторезный станок 1В62ГПаспорт на токарно-винторезный станок 1В62Г
- Название книги: пособие по работе станка (1В62Г.00.000РЭЗ)
- Дата выпуска: 1983г.
- Экземпляры изданий: 1
- Число страниц: 93
- Цена: по договоренности
Скачать паспорт (инструкцию по эксплуатации) станка 1В62Г
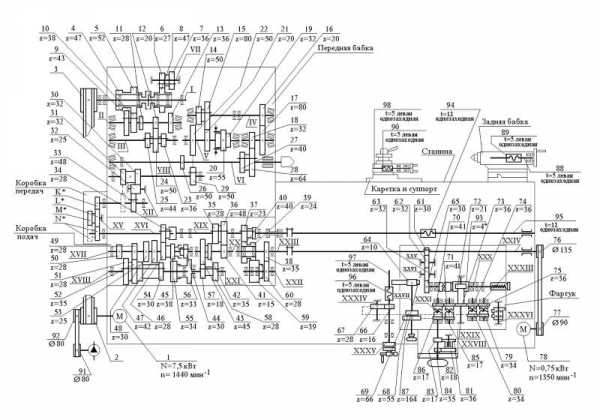
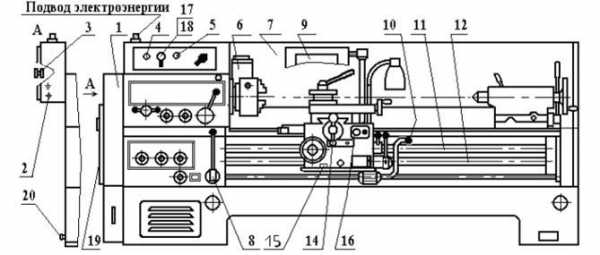
Кинематическая схема станка 1В62Г
Кинематика токарно-винторезного станка 1В62Г дает возможность запустить в движение как основной привод (вращение шпинделя, подачу суппорта), так и вспомогательные: ускоренный подвод суппорта, реверс оборотов и другие. Вращение шпинделя достигается за счет клиноременной передачи от двигателя 1 через шкивы 2 и 3 на шкив шпинделя, затем шпиндель крутится через шестерни коробки скоростей. Движение суппорта происходит через вал 12 от коробки подач и оно синхронно связано с коробкой скоростей через ряд шестерен и промежуточных валов.
Кинематическая схема станка 16в20
В левой тумбе станины находится резервуар для масла, в котором встроен масляный насос для подачи масла в узлы станка. В правой тумбе установлен насос для воды, которая стекает и собирается в нижней нише станка. Она же служит основанием для установки станины. На ней же сбоку крепится двигатель передачи ускоренного движения суппорта за счет кронштейнов. Двигается суппорт через ходовой вал 5 и винт 4, а они прикрыты кожухами 1 и 14. При обработке деталей над впадиной, возможно перемещение верхней каретки в нужном направлении. Перед тем, как начать обрабатывать заготовку с диаметром 445 мм, нужно снять защитный мостик (22). Он крепится на направляющих станины потайными болтами (23) и штифтами (24).
Мостик нужно беречь от забоин, сколов, вмятин и поэтому хранить рекомендуется на алюминиевой или деревянной подставке.
При установке переходной планки на место, затягивать болты нужно осторожно, крест — накрест, чтобы не было перекоса.
Под направляющей находится рейка, собранная из частей, и через неё осуществляется движение суппорта во время работы.
Используются такие станки на промышленных и сельскохозяйственных предприятиях, а также, из-за сравнительно небольшого веса (2430 кг), в ремонтных мастерских.
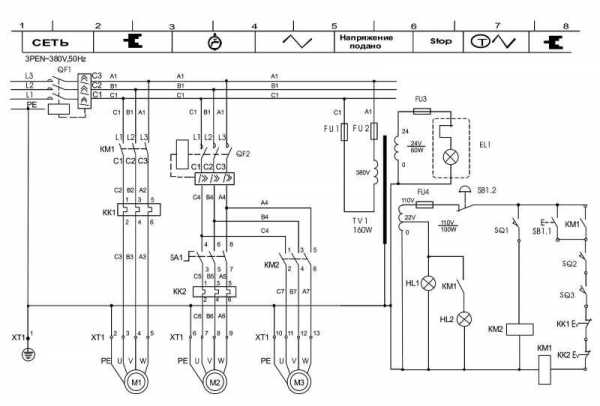
Электрическая схема станка 1В62г
Основные технические характеристики токарного-винторезного станка 1В62Г:
Кроме базового параметра 1В62Г, завод выпускал станки и других модификаций: 16В20; 1В625М.
- Класс точности-8. На таких станках можно обрабатывать детали с высокой точностью, до нескольких микрон, что позволяет обходиться без шлифования заданных поверхностей (например, шейки под посадку подшипника)
- Определяющие размеры:
- Максимальные размеры обрабатываемых деталей в мм:
- над поверхностью станины 445;
- выше суппорта 220 до 290;
- с учетом впадины в станине 620;
- детали можно точить длиной не более 1500 мм
- Максимальные размеры обрабатываемых деталей в мм:
Отличительные характеристики токарного станка 1В62Г:
- шпиндельный узел собран на подшипниках скольжения, что позволяет точить детали с высокой точностью. Также предусмотрена регулировка специальными гайками;
- конструкция шпинделя позволяет менять патроны для зажима деталей универсальный механический, трех или четырех кулачковый на патроны с гидравлическим и воздушным зажимом. А такая замена позволяет использовать станки такой группы в мелко и крупно — серийном производстве;
- благодаря кинематической схеме коробки скоростей, шпиндель имеет 21 скорость вперед и 12 назад от 10 до 1400 об/мин;
- размер внутреннего конуса в шпинделе морзе-5. Это позволяет обрабатывать детали без патрона, только путем зажатия между центрами в шпинделе и в задней бабке.
- на суппорте находятся «салазки» с резцедержателем. Независимо от него они позволяют производить коническую обработку деталей за счет поворота каретки на определенный градус.
Кроме выемки и нарезания дюймовой резьбы, эти и другие модифицированные станки этой группы обладают еще одной особенностью: на них установлен фартук с электроприводом. То есть, ускоренное движение суппорта происходит от кнопки, расположенной на рукоятке переключения подачи.
Таблицы токарно-винторезного станка 1В62Г
Основные узлы
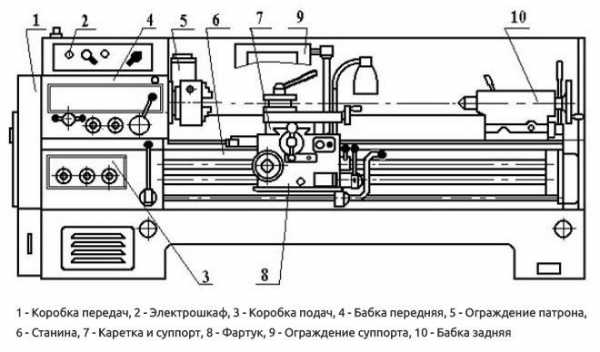
Основные узлы станка 1В62Г
- Станок имеет литую чугунную станину (6) с двумя тумбами. Профили направляющих станины формы Т-образной с одной стороны, а с другой «ласточкин хвост», имеют клинья для регулировки. В совокупности это позволяет жестко удерживать суппорт, тем самым повышается класс точности в сравнении с другими станками, у которых профили простые призматические.
- Слева на станине смонтирована передняя бабка (4), в которой размещена коробка скоростей. На ней находятся рукоятки для переключения скоростей и подач. Переднюю бабку можно разворачивать в пазах, что дает смещение центра и обтачивание пологих конусов.
- Справа на станине располагается подвижная задняя бабка (10). Посредством вращающегося центра в пиноли бабки прижимаются и обрабатываются длинные заготовки. Бабка обеспечена механическим зажимом и плавным перемещением за счет воздушной подушки. Благодаря коническому отверстию в пиноли задней бабки, в неё можно вставлять сверла, зенковки, метчики, развертки и центра вращающиеся и неподвижные. Это позволяет производить сверление, зенкерование и поджим детали.
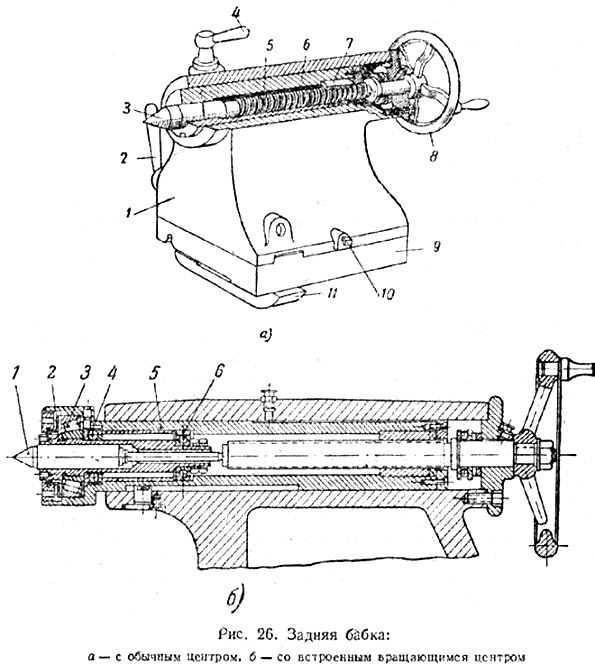
Задняя бабка станка 1В62Г
- Снизу посередине смонтирован фартук (8). Он передает движение суппорта, а также с помощью винта позволяет нарезать резьбу в деталях
- Над фартуком располагается каретка и суппорт (7), на них расположен резцедержатель с поворотной головкой
- Ограждение патрона и суппорта (5 и 9) служат для защиты токаря от стружки и охлаждающей жидкости
- Электрошкаф (2) находится за станком. В нем собраны все органы управления по электрической части
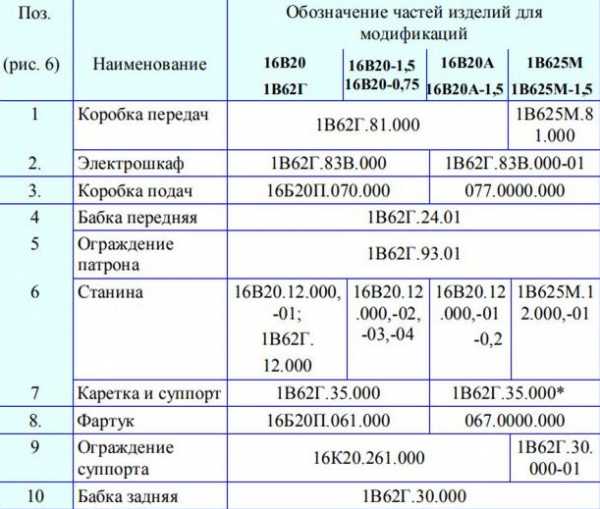
Обозначение частей изделий для модификаций
Для сборки узловых частей аппарата применены высококачественные материалы из стали и чугуна, станина имеет шлифованные поверхности, что увеличивает срок службы и позволяет производить ремонты по плану, предусмотренному заводом изготовителем.
Коробка передач, фартук и коробка подач снабжены принудительной смазкой, что увеличивает срок службы трущихся частей.
Таблица для нарезания резьбы токарного станка 1В62Г
На токарном станке для нарезки резьбы нужно настроить шестерни коробки подач и шестерни гитары подач, чтобы они вошли в зацепление. Эта синхронность настраивается так, чтобы движение резца на суппорте образовывало профиль зуба за один оборот шпинделя. Для этого существуют таблицы нарезания резьбы, по которым с помощью рукояток и рычагов настраивают различные комбинации зацепления шестерен.
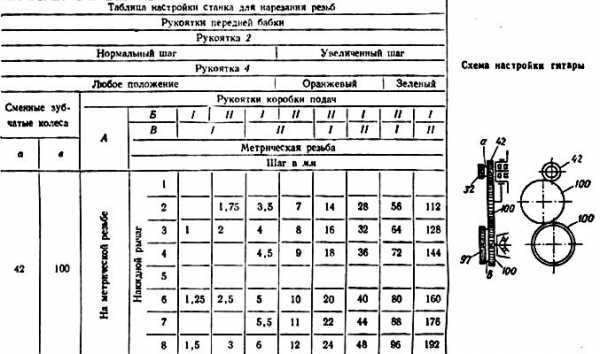
Таблица настройки станка для нарезания резьб
Полезно знать. Дюймовую резьбу, с нитками 11 и 19 можно нарезать, не перестраивая шестерни в блоке сменных шестерен. Это является особенностью этой модели.
На станке имеются 3 трех фазных двигателя:
- для основного привода 7,5 кВт;
- для движения суппорта
- для охлаждающей жидкости.
Защитные кожуха и блокировки на токарно-винторезном станке 1В62Г
Виды защиты:
У токарно винторезного станка 1В62Г, благодаря своим конструктивным характеристикам, существует ряд блокировок и защитных кожухов, тем самым увеличивается степень защиты работы токаря и обслуживающего персонала
Защитные кожуха и блокировки на станке 1В62Г
- 1 и 13 — защитные кожуха ременных и зубчатых передач;
- 3 — замок электрошкафа, открываемый специальным ключом;
- 4 — лампа, загорающаяся при включении станка;
- 6 — ограждение патрона. Станок не будет работать, если кожух открыт;
- 7 — защитный экран со стеклом, предохраняющий от разлетающейся стружки и охлаждающей жидкости;
- 9 — защитный экран суппорта. Он защищает токаря от стружки и эмульсионной жидкости;
- 11 и 12 — защита ходового вала и ходового винта;
- 14 — механизм отключения перемещений вручную в момент работы подачи;
- 15 — устройство, защищающее кинематику фартука от перегрузки;
- 16 — кнопка стоп аварийного отключения главного двигателя.
Станки этой группы подразделяются на универсальные и специализированные. Специализированные агрегаты применялись (и применяются) в промышленности, где необходимо крупно — серийное производство. Например, при обтачивании различных деталей для военной промышленности, осей в вагонном хозяйстве. Зажимы заготовок для ускорения делают гидравлическими или воздушными.
Универсальные станки служат для точения различных поверхностей, нарезания канавок, резьбы. На них можно сверлить, зенкеровать, а применяя различные приспособления, даже фрезеровать, долбить, шлифовать. Конечно, это оправдывается лишь в случае, когда нет подходящего оборудования.
- UNC - Унифицированная национальная грубая резьба - сравнимо с метрической резьбой ISO
- UNF - Унифицированная национальная тонкая резьба
- Внутренние и наружные резьбы UNC / UNF UNC / UNF параллельны
- Угловой угол UNC / UNF составляет 60 °
Унифицированные резьбы бывают трех разных классов:
- для применений, где требуется либеральный допуск, чтобы обеспечить легкую сборку даже с резьбами с небольшим надрезом
- наиболее часто используемый класс для общего применения
- для применений, где важны плотность посадки и / или точность резьбовых элементов
UNC - Унифицированные грубые резьбы
Резьба UNC в соответствии с ANSI B1.1:
| Большой диаметр (дюйм) | Резьба на дюйм (т / д) | Большой диаметр | Размер сверла (мм) | Шаг (мм) | ||
|---|---|---|---|---|---|---|
| (дюйм) | (мм) | |||||
| # 1 - 64 | 64 | 0,073 | 1,854 | 1,50 | 0,397 | |
| # 2 - 56 | № 2 - 5656 | 0.086 | 2,184 | 1,80 | 0,453 | |
| # 3 - 48 | 48 | 0,099 | 2,515 | 2,10 | 0,529 | |
| # 4 - 40 | 40 | 0,112 | 2,145 | 2,35 | 0,635 | |
| # 5 - 40 | 40 | 0,125 | 3,175 | 2,65 | 0,635 | |
| # 6 - 32 | 32 | 0.138 | 3.505 | 2,85 | 0,794 | |
| # 8 - 32 | 32 | 0,164 | 4,166 | 3,50 | 0,794 | |
| # 10 - 24 | 24 | 0,190 | 0,190 | 4,826 | 4,00 | 1,058 |
| # 12 - 24 | 24 | 0,216 | 5,486 | 4,65 | 1,058 | |
| 1/4 "- 20 | 20 | 0.250 | 6.350 | 5.35 | 1.270 | |
| 5/16 "- 18 | 18 | 0,313 | 7,938 | 6,80 | 1,411 | |
| 3/8" - 16 | 16 | 0.375 | 9.525 | 8.25 | 1.587 | |
| 7/16 "- 14 | 14 | 0.438 | 11.112 | 9.65 | 1.814 | |
| 1/2" 13 | 13 | 13 | 0.500 | 12.700 | 11.15 | 1.954 |
| 9/16 "- 12 | 12 | 0.563 | 14.288 | 12.60 | 2.117 | |
| 5/8" 11.117 | 11 | 11 | 0,625 | 15,85 | 14,05 | 2,330 |
| 3/4 "- 10 | 10 | 0,750 | 19,050 | 17,00 | 2,540 | |
| 7/8" - 9 | 9 | 0.875 | 22.225 | 20.00 | 2.822 | |
| 1 "- 8 | 8 | 1.000 | 25.400 | 22.85 | 3.175 | |
| 1 1/8" - 7 | 7 | 1,125 | 28,575 | 25,65 | 3,628 | |
| 1 1/4 "- 7 | 7 | 1,250 | 31,750 | 28,85 | 3,628 | |
| 1 3/8" - 6 | 6 | 1.375 | 34,925 | 31,55 | 4,233 | |
| 1 1/2 "- 6 | 6 | 1,500 | 38,100 | 34,70 | 4,233 | |
| 1 3/4" - 5 | 5 - 5 | 5 | 1.750 | 44.450 | 40.40 | 5.080 |
| 2 "- 4 1/2 | 4 1/2 | 2.000 | 50.800 | 46.30 | 5.644 | |
| 2 1/4" - 4 1/2 | 4 1/2 | 2.250 | 57,150 | 52,65 | 5,64 | |
| 2 1/2 "- 4 | 4 | 2,500 | 63,500 | 58,50 | 6,350 | |
| 2 3/4" - 4 | 4 - 4 | 4 | 2.750 | 69.850 | 64.75 | 6.350 |
| 3 "- 4 | 4 | 3.000 | 76.200 | 71.10 | 6.350 | |
| 3 1/4" 4 | 4 | 3.250 | 82,550 | 77,45 | 6,350 | |
| 3 1/2 "- 4 | 4 | 3,500 | 88,900 | 83,80 | 6,350 | |
| 3 3/4" - 4 | 4 - 4 | 4 | 3.750 | 95.250 | 90.15 | 6.350 |
| 4 "- 4 | 4 | 4.000 | 101.600 | 96.50 | 6.350 | |
Пример: типовое обозначение резьбы UNC
9003 UNF - Единые национальные тонкие ниткиUNF резьба ANSI B1.1:
| Большой диаметр (дюйм) | Резьба на дюйм (т / д) | Большой диаметр | Размер сверла (мм) | Шаг (мм) | ||
|---|---|---|---|---|---|---|
| (in) | (мм) | |||||
| # 0 - 80 | 80 | 0,060 | 1,524 | 1,25 | 0,317 | |
| # 1 - 72 | # 1 - 7272 | 0.073 | 1,854 | 1,55 | 0,353 | |
| # 2 - 64 | 64 | 0,086 | 2,184 | 1,90 | 0,397 | |
| # 3 - 56 | 56 | 0,099 | 2,515 | 2,15 | 0,453 | |
| # 4 - 48 | 48 | 0,112 | 2,845 | 2,40 | 0,529 | |
| # 5 - 44 | 44 | 0.125 | 3.175 | 2.70 | 0.577 | |
| # 6 - 40 | 40 | 0.138 | 3.505 | 2.95 | 0.635 | |
| # 8 - 36 | 36 | 0,164 | 4,166 | 3,50 | 0,705 | |
| # 10 - 32 | 32 | 0,190 | 4,826 | 4,10 | 0,794 | |
| # 12 - 28 | 28 | 0.216 | 5,486 | 4,70 | 0,907 | |
| 1/4 "- 28 | 28 | 0,250 | 6,350 | 5,5 | 0,907 | |
| 5/16" - 24 | 24 | 0,313 | 7,938 | 6,90 | 1,058 | |
| 3/8 "- 24 | 24 | 0,375 | 9,525 | 8,50 | 1,058 | |
| 7/16" - 20 | 20 | 0.438 | 11.112 | 9.90 | 1.270 | |
| 1/2 "- 20 | 20 | 0.500 | 12.700 | 11.50 | 1.270 | |
| 9/16" - 18 | 18 | 0.563 | 14.288 | 12.90 | 1.411 | |
| 5/8 "- 18 | 18 | 0.625 | 15,875 | 14.50 | 1.411 | |
| 3/4" - 16 | 16 | 0.750 | 19.050 | 17.50 | 1.587 | |
| 7/8 "- 14 | 14 | 0.875 | 22.225 | 20.40 | 1.814 | |
| 1 1400 | 1" - 12 | 12 | 1. 70 25.400 | 23.25 | 2.117 | |
| 1 1/8 "- 12 | 12 | 1.125 | 28.575 | 26.50 | 2.117 | |
| 1 1/4" - 12 | 12 | 1.250 | 31.750 | 29.50 | 2.117 | |
| 1 3/8 "- 12 | 12 | 1.375 | 34.925 | 32.75 | 2.117 | |
| 1 1/2" 12 | 12 127070 12 12707012 | 1.500 | 38.100 | 36.00 | 2.117 | |
Пример. Типовое обозначение резьбы UNF
. Особенность:
-Одна модель комбинированного резьбового манометра.
- это один вид шага, несколько шагов складываются специальными измерительными инструментами, шаг резьбы для проверки.
-Можно использовать для измерения метрической и дюймовой винтовой резьбы. Лезвие также можно использовать для измерения резьбы AF на дюйм резьбы.
Характеристики:
Наименование продукта: Датчик резьбы
Материал: нержавеющая сталь 430
Цвет: серебристый
Точность: 0.01
Применение: Измерение шага резьбы
Количество в наличии: 52шт
Диапазон измерения:
Метриш 60 °: 0,25,0,3,0,35,0,4,0,45,0,5,0,6,0,7,0,8,0,9,1,0,1,25,1,75,2,0,2,5,3,0,3,5,4,0,4,5,5,0,5,5,6,0
Уит стоит 55 °: 4,4,5,5,6,7,8,9,10,11,12,13,14,15,16,18,20,22,24,25,26,28,30,32 , 36,40,48,60,62
Инструкции:
1.измерьте шаг резьбы.
- Пилотная группа резьбы в качестве шаблона карточки зубчатой стальной нити в измеряемом изделии, если не близко друг к другу, то одна, до плотного прилегания.
-Значок на модели размера резьбы представляет собой измеренный шаг резьбы заготовки.
2. Измерение зубчатого угла.
- Шаг резьбы и модель измеренной резьбы заготовки на одной и той же резьбы в верхней части теста, затем проверьте контакт Талии, если нет правильной полупрозрачной, измеренной в форме зуба резьбы угла; если есть явление неравномерного пропускания света, это показывает, что измеренная форма зуба нити не является точной.
Но разве вы не хотели бы услышать о чем-то, что намного лучше во всех отношениях? Что-то, что уменьшит вероятность того, что вы сломаете кран? Что-то более современное, чем простая диаграмма?
Позвольте нам помочь, и кстати, , это совершенно бесплатно, !
Что лучше, чем таблица размеров сверл?
Не заблуждайтесь: иметь хорошую таблицу размеров сверл (иногда называемую «индексом сверла») - очень удобная вещь, которую нужно иметь.Если в нем есть информация о том, какой размер спирального сверла использовать для нарезания резьбы, тем лучше. Но в наш век компьютеров и Интернета вы можете добиться большего успеха.
Newsflash: для метчика не достаточно одного размера сверла
Давайте начнем с важного факта - для данного размера метчика не нужно использовать только один размер сверла. Есть несколько. Кроме того, размер, рекомендуемый в большинстве таблиц размеров сверл, очень часто не лучший размер для использования. То же самое относится к размеру, рекомендованному на кране, и даже к размеру, рекомендованному производителем крана.Каждый раз, когда вы видите рекомендованный только один размер, вы знаете, что можете добиться большего успеха - один размер не подходит всем, когда речь идет о касании. Как это может быть? Ну, это на самом деле довольно просто. Чтобы узнать, какой размер бурового долота подходит для вашего конкретного приложения для нарезания резьбы, вам нужно учитывать, какой процент резьбы вы хотите получить, когда закончите нарезание резьбы.
Что такое процентная доля нитей и почему это важно?
Представьте себе полностью сформированную внутреннюю резьбу. Каждая нить поднимается от долины к вершине.Теперь предположим, что вы запустили спиральное сверло в отверстие и сбрили некоторые пики. Они в любом случае довольно деликатны и быстро стираются. На самом деле, они дают на удивление мало сил. Kennametal говорит, что 100% -ная нить на 5% сильнее, чем 75% -ная нить. Но вот настоящий кикер: эта 100% нить требует в 3 раза больше энергии! Почему тебя это беспокоит? потому что это сила крана, которая ломает краны, с одной стороны. Получение 95% прочности с помощью 1/3 усилия на метчике означает, что у вас значительно меньше шансов сломать метчик в отверстии.Теперь мы все знаем, что происходит, когда мы ломаем кран, верно? Моряки выбежали бы из магазина, если бы услышали язык, который мы используем в этом случае. Это просто не радует. Но нормально ли иметь менее 100% потоков? На самом деле, многие органы стандартизации настаивают на этом. Например, в спецификациях ниток American National и Unified предусмотрена максимальная резьба 83 1/3%. Эти спецификации также предоставляют минимальное значение, которое варьируется от приблизительно 53% до 75%, в зависимости от диаметра и шага резьбы.
Процентное соотношение резьбы и дрели
Большинство диаграмм сверла с метчиком вызывают только один размер сверла, и это даст примерно , 75 процентов резьбы . В большинстве случаев вы можете продлить срок службы метчика и снизить вероятность поломки метчика в отверстии, используя меньший процент резьбы. Такие компании, как Guhring, в большинстве случаев рекомендуют процентное соотношение резьбы от 60% до 70%, поскольку оно значительно снижает крутящий момент, необходимый для стука, без потери прочности резьбы.Вот почему этот низкий процент является лучшей идеей для срока службы вашего метчика!
: процентная доля нитей в зависимости от прочности
Давайте подробнее рассмотрим взаимосвязь крутящего момента и прочности резьбы на основе процента резьбы:
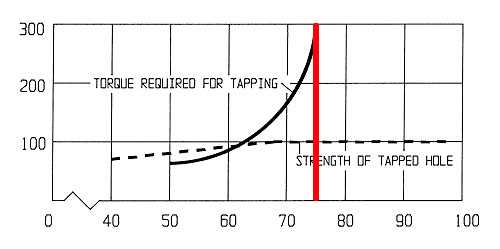
Красный отмечает типичный 75% -ный процент рекомендованного сверла. График предоставлен Tapmatic.
Красным отмечен типичный 75% -ный процент рекомендации по сверлению. Что выделяется, так это соотношение между крутящим моментом, необходимым для постукивания (сплошная черная линия), и силой резьбового отверстия (пунктирная линия).Когда мы принимаем 75% процентов резьбы, которые дает нам средняя диаграмма сверления, мы подвергаем наши плохие метчики большому дополнительному крутящему моменту для очень маленькой дополнительной прочности!
Стоит ли удивляться, что проклятые краны сдаются и ломаются на нас после такого рода злоупотреблений?
Итак, как правильно выбрать процент резьбы и как получить оттуда нужный размер сверла?
Общее руководство по выбору процента резьбы
Попробуйте этот подход, который основан на материале и типе работы:
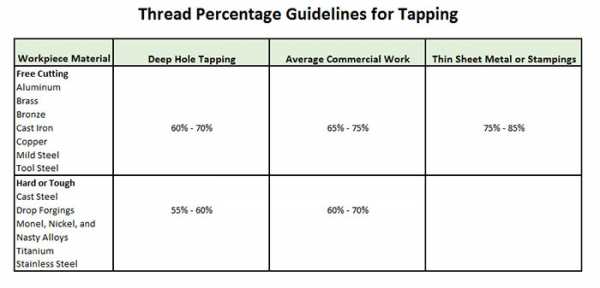
Материал имеет значение, потому что мы можем позволить более высокое зацепление нити в более мягких материалах, и нам это действительно нужно для увеличения прочности нити.Для твердых или жестких материалов более низкий процент действительно может помочь увеличить срок службы, и эти материалы имеют большую прочность даже при более низких процентах. В более глубоких отверстиях мы подвергаемся наибольшему риску поломки метчика, а в листовом металле нам нужны самые прочные нити, потому что для удержания мощности достаточно большой глубины резьбы.
Размер сверла Проблема № 2: Форма метчиков против метчиков
Еще одна маленькая морщинка заключается в том, что для формовых метчиков (также называемых «метательными роликами», потому что они выполняют накатывание резьбы, а не нарезание резьбы) требуется отверстие другого размера, чем нарезных метчиков, и в большинстве диаграмм размеров сверла показаны только размеры сверл для метчиков.Будучи машинистом, вы, без сомнения, знаете о многих преимуществах формовых метчиков по сравнению с метчиками:
- Форма Краны не делают никаких чипов. Это огромное преимущество при продевании глубоких отверстий, особенно для глухих отверстий, где стружка может застревать в нижней части отверстия. Метчики
- образуют более прочные нити, чем метчики Cut. Что может быть лучше?
- Лучшая нитка Форма метчиков работает путем холодной штамповки металла в отверстии. Поскольку чипы не изготавливаются, вероятность получения резьбы увеличенного размера намного меньше, чем для нарезных метчиков.
- Более сильные Метчики. Это становится все лучше, и метчики с лучшей формой прочнее и с меньшей вероятностью сломаются, чем метчики.
- Long Tap Tap Life. Правильно используемые метчики могут работать в 3–20 раз дольше, чем метчики, потому что у них нет режущей кромки, которая может тускнуть.
- быстрее. Вы можете запустить более высокие скорости шпинделя с помощью метчиков, чем нарезных метчиков.
На самом деле, основным недостатком формообразующих метчиков является то, что они не могут быть использованы для материалов, которые являются слишком твердыми. Предел твердости для формовочных меток выше, чем вы, вероятно, думаете (они хороши для гораздо большего, чем алюминий), но, тем не менее, есть предел.Учитывая все это, вам определенно нужно будет определить размеры сверла для формовочных меток!
Быстрый совет : Если вам интересно узнать о различных типах резьбовых отводов, нажмите на ссылку для получения полного руководства.
Как перейти от процента резьбы к размеру сверла?
Ну, вы не можете использовать стандартную карту сверления, это ясно. Вы можете рассчитать оптимальный размер для определенного процента резьбы, а затем перейти к стандартной таблице сверления, чтобы найти ближайший размер.Это работает, но это довольно много проблем.
Я обещал вам лучший способ, и вот он - вы можете использовать базу данных потоков нашего калькулятора G-Wizard, чтобы точно сказать, что вам нужно знать, и это очень быстро и легко сделать. Давайте пройдемся по нему:
- Перейдите в базу данных потоков в G-Wizard, выбрав вкладку «Темы».
- Выберите, какую нить вы хотите. G-Wizard имеет несколько из них в своей базе данных.
- В левом нижнем углу находится удобная таблица размеров сверла с колонкой, показывающей процент резьбы.Вы даже можете выбрать «Форма» или «Вырезать метчики», чтобы изменить размеры сверла.
Вот как это выглядит:
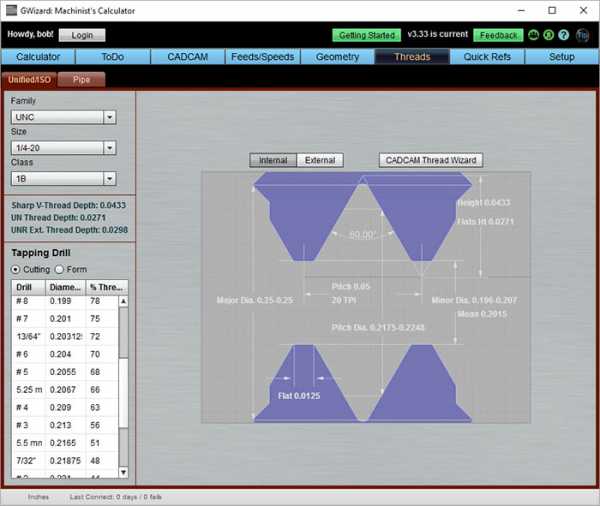
для резьбы 1 / 4-20
Хорошо, а? Это экономит людям много времени. Там также есть масса других очень удобных справочных систем экономии времени, не говоря уже о лучшем в мире калькуляторе подачи и скорости. Я почти прекратил копаться в Руководстве по моей технике, чтобы найти информацию - я просто использую G-Wizard.
Вот еще кое-что: вы можете получить пожизненный доступ ко всем справочным калькуляторам и материалам, кроме калькулятора каналов и скоростей, просто подписавшись на бесплатную пробную версию G-Wizard.Это верно, это абсолютно бесплатно, чтобы получить доступ ко всему этому, просто подписавшись на бесплатную пробную версию, и вы также получите все обновления и обслуживание клиентов на всю жизнь! Кроме того, купите версию за 79 долларов, и вы получите до 1 HP на каналы и скорости тоже на всю жизнь.
Так в чем же подвох? Почему кто-нибудь платит больше, чем 79 долларов?
Многие любители не платят более $ 79, кстати. Улов является ограничением мощности шпинделя. Когда вы покупаете 1-летний G-Wizard за 79 долларов, вы получаете 1 год неограниченной мощности шпинделя для каналов и скоростей.По истечении этого срока вы получаете ограничение мощности шпинделя в 1 л.с. Это ограничение основано на том, сколько лет вы подписались. Вы можете увеличить его в любое время, продлив подписку. Или, если вам не нравятся подписки, вы также можете использовать продукт напрямую. И мы никогда не взимаем плату за обновления или обслуживание клиентов.
Так что давай, дай G-Wizard бесплатную пробную версию, попробуй. Вы будете удивлены тем, сколько времени вы сэкономите на таких вещах, как размеры сверла, не говоря уже о более длительном сроке службы инструмента, лучшей обработке поверхности и более коротком цикле, который вы получите от улучшенных подач и скоростей.
Бонус: зазор по глубине при нажатии на глухие отверстия
Слепые отверстия особенно подвержены взлому. С одной стороны, сложнее очистить стружку, но с другой стороны, машинисты не оставляют достаточно места в нижней части отверстия.
Большинство даже не знает, сколько им нужно оставить. Но G-Wizard рассчитает для вас разрешение. Еще один способ сэкономить ваше время и хлопоты.
Эй, а как же эта таблица размеров бесплатных сверл?
Итак, метрические и имперские размеры вызываются в столбце «Использование» в таблице ниже.Это даже таблица NPT:
| дюймов | Метрика (мм) | Обозначение | Использовать | ||
| 0,0135 | 0,3429 | # 80 | |||
| 0,0145 | 0,3683 | # 79 | |||
| 0.0156 | 0,3969 | 1/64 ″ | # 0 Pilot, Soft-Wood | ||
| 0,0160 | 0,4064 | # 78 | |||
| 0,0180 | 0,4572 | # 77 | |||
| 0,0197 | 0,5 | ,5 мм | |||
| 0,0200 | 0,508 | # 76 | |||
| 0.0210 | 0,5334 | # 75 | |||
| 0,0225 | 0,5715 | # 74 | |||
| 0,0240 | 0,6096 | # 73 | |||
| 0,0250 | 0,635 | # 72 | |||
| 0,0260 | 0,6604 | # 71 | |||
| 0,0280 | 0.7112 | # 70 | |||
| 0,0292 | 0,74168 | # 69 | |||
| 0,0295 | 0,75 | ,75 мм | M1x.25 размер сверла | ||
| 0,0310 | 0,7874 | # 68 | |||
| 0,0313 | 0,7938 | 1/32 ″ | # 0 Пилот, Пилот из твердой древесины # 1, Пилот из твердой и мягкой древесины # 2, Пилот из мягкой древесины | ||
| 0.0320 | 0,8128 | # 67 | |||
| 0,0330 | 0,8382 | # 66 | |||
| 0,0335 | 0,85 | ,85 мм | Сверло по металлуM1.1x.25 размер | ||
| 0,0350 | 0,889 | # 65 | |||
| 0,0360 | 0,9144 | # 64 | |||
| 0.0370 | 0,9398 | # 63 | |||
| 0,0374 | 0,95 | ,95 мм | Сверло по металлуM1.2x.25 размер | ||
| 0,0380 | 0,9652 | # 62 | |||
| 0,0390 | 0,9906 | # 61 | |||
| 0,0394 | 1 | 1 мм | |||
| 0.0400 | 1,016 | # 60 | |||
| 0,0410 | 1,0414 | # 59 | |||
| 0,0420 | 1,0668 | # 58 | |||
| 0,0430 | 1,0922 | # 57 | |||
| 0,0433 | 1,1 | 1,1 мм | Сверло по металлуM1.4x.3 размер | ||
| 0.0465 | 1,1811 | # 56 | |||
| 0,0469 | 1,1906 | 3/64 ″ | # 0-80 UNF Размер сверла № 2 Pilot, Твердая древесина, # 3 Pilot, Хвойная древесина # 4 Pilot, Хвойная древесина | ||
| 0,0492 | 1,25 | 1,25 мм | Сверло по металлуM1.6x.35 размер | ||
| 0,0512 | 1,3 | 1,3 мм | Сверло по металлуM1.7x.35 размер | ||
| 0.0520 | 1,3208 | # 55 | |||
| 0,0550 | 1,397 | # 54 | |||
| 0,0571 | 1,45 | 1,45 мм | Сверло по металлуM1.8x.35 размер | ||
| 0,0591 | 1,5 | 1,5 мм | |||
| 0,0595 | 1,5113 | # 53 | # 1-64 UNC, # 1-72 UNF Размер сверла | ||
| 0.0625 | 1,5875 | 1/16 ″ | # 0 Hole Hole Hole, # 3 Pilot, Hard-Wood, # 4 Pilot, Hard-wood # 5 Pilot, Soft-wood, # 6 Pilot, Soft-wood, # 7 Pilot, Soft-wood | ||
| 0,0630 | 1,6 | 1,6 мм | Сверло по металлуM2x.4 размер | ||
| 0,0635 | 1,6129 | # 52 | |||
| 0,0670 | 1,7018 | # 51 | |||
| 0.0689 | 1,75 | 1,75 мм | Сверло по металлуM2.2x.45 размер | ||
| 0,0700 | 1,777 | # 50 | # 2-64 UNF, # 2-56 UNC Размер сверла | ||
| 0,0730 | 1,8542 | # 49 | |||
| 0,0760 | 1,9304 | # 48 | |||
| 0,0781 | 1.9844 | 5/64 ″ | # 1 Деревянное отверстие хвостовика № 5 Пилот, Твердый лес, № 6 Пилот, Твердый лес # 8 Пилот, Хвойный лес, № 9 Пилот, Мягкий лес | ||
| 0,0785 | 1,9939 | # 47 | # 3-48 UNC Размер сверла | ||
| 0,0787 | 2 | 2 мм | |||
| 0,0807 | 2,05 | 2,05 мм | Сверло по металлуM2.5x.45 размер | ||
| 0.0810 | 2,0574 | # 46 | |||
| 0,0820 | 2,0828 | # 45 | # 3-56 UNF Размер сверла | ||
| 0,0860 | 2,1844 | # 44 | |||
| 0,0890 | 2,2606 | # 43 | # 4-40 UNC Размер сверла | ||
| 0,0935 | 2,3749 | # 42 | # 4-48 UNF Размер сверла | ||
| 0.0938 | 2,3813 | 3/32 ″ | # 2 Hole Hole Hole, # 7 Pilot, Твердая древесина, # 8 Pilot, Твердая древесина, # 10 Pilot, Хвойная древесина, # 11 Pilot, Хвойная древесина | ||
| 0,0960 | 2,4384 | # 41 | |||
| 0,0980 | 2,4892 | # 40 | |||
| 0,0984 | 2,5 | Сверло по металлу | M3x.5 размер | ||
| 0.0995 | 2,5273 | # 39 | |||
| 0,1015 | 2,5781 | # 38 | # 5-40 UNC Размер сверла | ||
| 0,1040 | 2,6416 | # 37 | # 5-44 UNF Размер сверла | ||
| 0,1065 | 2,7051 | # 36 | # 6-32 UNC Размер сверла | ||
| 0,1094 | 2.7781 | 7/64 ″ | # 3 Hole Hole Hole, # 4 Wood Hole Hole, # 9 Pilot, Hard-wood # 10 Pilot, Hard-wood, # 12 Pilot, Soft-wood, # 14 Pilot, Soft-wood | ||
| 0,1100 | 2,779 | # 35 | |||
| 0,1110 | 2,8194 | # 34 | |||
| 0,1130 | 2,8702 | # 33 | # 6-40 UNF Размер сверла | ||
| 0.1142 | 2,9 | Сверло по металлу | M3.5x.6 размер | ||
| 0,1160 | 2,9464 | # 32 | |||
| 0,1181 | 3 | 3 мм | |||
| 0,1200 | 3,048 | # 31 | |||
| 0,1250 | 3,175 | 1/8 ″ | # 5 Hole Hole Hole, # 11 Pilot, Твердая древесина, # 12 Pilot, Твердая древесина | ||
| 0.1285 | 3,2639 | # 30 | |||
| 0,1299 | 3,3 | 3,3 мм | Сверло по металлуM4x.7 размер | ||
| 0,1360 | 3,4544 | # 29 | # 8-32 UNC, # 8-36 UNF Размер сверла | ||
| 0,1378 | 3,5 | 3,5 мм | M4x.5 Сверло по методу мелкого размера | ||
| 0,1405 | 3.5687 | # 28 | |||
| 0,1406 | 3,5719 | 9/64 ″ | # 6 Hole Hole Hole, # 14 Pilot, Твердая древесина, # 16 Pilot, Хвойная древесина # 18 Pilot, Хвойная древесина | ||
| 0,1417 | 3,6 | 3,6 мм | M4x.35 Сверло по металлу | ||
| 0,1440 | 3,6576 | # 27 | |||
| 0,1457 | 3.7 | 3,7 мм | Сверло по металлуM4.5x.75 размер | ||
| 0,1470 | 3,7338 | # 26 | |||
| 0,1495 | 3,7973 | # 25 | # 10-24 UNC Размер сверла | ||
| 0,1520 | 3,8608 | # 24 | |||
| 0,1540 | 3,9116 | # 23 | |||
| 0.1563 | 3,9688 | 5/32 ″ | # 7 Hole Hole Hole, # 16 Pilot, Hard-wood | ||
| 0,1570 | 3,9878 | # 22 | |||
| 0,1575 | 4 | 4 мм | |||
| 0,1590 | 4,0386 | # 21 | # 10-32 UNF Размер сверла | ||
| 0,1610 | 4,0894 | # 20 | |||
| 0.1654 | 4,2 | 4,2 мм | Грубый метчик M5x.8 размер | ||
| 0,1660 | 4.2164 | # 19 | |||
| 0,1695 | 4.3053 | # 18 | |||
| 0,1719 | 4,3656 | 11/64 ″ | # 8 Hole Hole Hole, # 20 Pilot, Мягкая древесина | ||
| 0,1730 | 4,3942 | # 17 | # 12-24 UNC Размер сверла | ||
| 0.1770 | 4,4958 | # 16 | |||
| 0,1772 | 4,5 | 4,5 мм | M5x.5 Сверло по методу мелкого размера | ||
| 0,1800 | 4,5572 | # 15 | # 12-28 UNF Размер сверла | ||
| 0,1820 | 4,6228 | # 14 | |||
| 0,1850 | 4,699 | # 13 | |||
| 0.1875 | 4,7625 | 3/16 ″ | # 9 Деревянное отверстие с хвостовиком, # 10 Деревянное отверстие с хвостовиком, # 18 Pilot, Лиственные породы | ||
| 0,1890 | 4.8006 | # 12 | |||
| 0,1910 | 4,8514 | # 11 | |||
| 0,1935 | 4,9149 | # 10 | |||
| 0,1960 | 4,9784 | # 9 | |||
| 0.1969 | 5 | 5 мм | Сверло по металлуM6x1 размер | ||
| 0,1990 | 5,0546 | # 8 | |||
| 0.2010 | 5.1054 | # 7 | 1/4 ″ -20 UNC размер сверла | ||
| 0,2031 | 5,1594 | 13/64 ″ | # 11 Hole Hole Hole, # 20 Pilot, Hard-wood | ||
| 0.2040 | 5,1816 | # 6 | |||
| 0,2055 | 5.2197 | # 5 | |||
| 0,2067 | 5,25 | 5,25 мм | M6x.75 Сверло по металлу | ||
| 0,2090 | 5,3086 | # 4 | |||
| 0,2130 | 5,4102 | # 3 | 1/4 ″ -28 UNF Размер сверла | ||
| 0.2165 | 5,5 | 5,5 мм | M6x.5 Сверло по методу мелкого размера | ||
| 0,2188 | 5,5563 | 7/32 ″ | # 12 Деревянное отверстие хвостовика | ||
| 0,2210 | 5,6134 | # 2 | |||
| 0,2280 | 5,7912 | # 1 | |||
| 0,2340 | 5,9436 | A | |||
| 0.2344 | 5,9531 | 15/64 ″ | |||
| 0,2362 | 6 | 6 мм | Сверло по металлуM7x1 размер | ||
| 0,2380 | 6,0452 | B | |||
| 0,2420 | 6,1468 | C | |||
| 0,2460 | 6.2484 | D | 1/16 ″ -27 NPT, сверло размер | ||
| 0.2461 | 6,25 | 6,25 мм | M7x.75 Сверло по металлу | ||
| 0,2500 | 6,35 | 1/4 ″ | # 14 Дерево с хвостовиком | ||
| 0,2500 | 6,35 | E | |||
| 0,2559 | 6,5 | 6,5 мм | |||
| 0,2570 | 6,5278 | F | 5/16 ″ -18 UNC размер сверла | ||
| 0.2610 | 6,6294 | G | |||
| 0,2656 | 6,7469 | 17/64 ″ | # 16 Деревянное отверстие хвостовика | ||
| 0,2660 | 6,7564 | H | |||
| 0,2677 | 6,8 | 6,8 мм | Сверло по металлуM8x1.25 размер | ||
| 0,2720 | 6,9088 | I | 5/16 ″ -24 UNF Размер сверла | ||
| 0.2756 | 7 | 7 мм | M8x.5 Сверло по металлу | ||
| 0,2770 | 7,0358 | J | |||
| 0,2810 | 7,1374 | К | |||
| 0,2813 | 7,1438 | 9/32 ″ | |||
| 0,2854 | 7,25 | 7,25 мм | M8x.75 Сверло по металлу | ||
| 0.2900 | 7,366 | L | |||
| 0,2950 | 7,493 | M | |||
| 0,2953 | 7,5 | 7,5 мм | M8x1 Сверло для метчиков мелкого размера | ||
| 0,2969 | 7,5406 | 19/64 ″ | # 18 Деревянное отверстие хвостовика | ||
| 0,3020 | 7,6708 | N | |||
| 0.3071 | 7,8 | 7,8 мм | Сверло по металлуM9x1.25 размер | ||
| 0,3125 | 7,9375 | 5/16 ″ | 3/8 ″ -16 UNC Размер сверла | ||
| 0,3150 | 8 | 8 мм | M9x1 Сверло для метчиков мелкого размера | ||
| 0,3160 | 8.0264 | O | |||
| 0,3230 | 8.2042 | P | |||
| 0,3281 | 8,3344 | 21/64 ″ | # 20 Деревянное отверстие хвостовика | ||
| 0,3320 | 8,4328 | Q | 3/8 ″ -24 UNF Размер сверла | ||
| 0,3346 | 8,5 | 8,5 мм | Грубый метчик M10x1,5 размер | ||
| 0,3390 | 8,6106 | R | 1/8 ″ -27 NPT, сверло размер | ||
| 0.3438 | 8,7313 | 11/32 ″ | |||
| 0,3465 | 8,8 | 8,8 мм | M10x1.25 Сверло по металлу, размер | ||
| 0,3480 | 8,8392 | S | |||
| 0,3543 | 9 | 9 мм | M10x1 Сверло по металлу, размер | ||
| 0,3580 | 9.0932 | T | 7/16 ″ -14 UNC размер сверла | ||
| 0.3594 | 9.1281 | 23/64 ″ | |||
| 0,3642 | 9,25 | 9,25 мм | M10x.75 Сверло по металлу | ||
| 0,3680 | 9,3472 | U | |||
| 0,3740 | 9,5 | 9,5 мм | Сверло по металлуM11x1,5 размер | ||
| 0,3750 | 9,525 | 3/8 ″ | |||
| 0.3770 | 9,5758 | V | |||
| 0,3860 | 9,8044 | W | |||
| 0,3906 | 9,9219 | 25/64 ″ | 7/16 ″ -20 UNF Размер сверла | ||
| 0,3937 | 10 | 10 мм | M11x1 Сверло по металлу, размер | ||
| 0,3970 | 10.0838 | X | |||
| 0.4016 | 10,2 | 10,2 мм | Сверло по металлуM12x1.75 размер | ||
| 0,4040 | 10.2616 | Y | |||
| 0,4063 | 10,3188 | 13/32 ″ | |||
| 0,4130 | 10,4902 | Z | |||
| 0,4134 | 10,5 | 10,5 мм | M12x1.5 Сверло по металлу, размер | ||
| 0.4219 | 10,7156 | 27/64 ″ | 1/2 ″ -13 UNC размер сверла | ||
| 0,4331 | 11 | 11 мм | M12x1 Сверло для метчиков мелкого размера | ||
| 0,4375 | 11,1125 | 7/16 ″ | 1/4 ″ -18 NPT, размер сверла | ||
| 0,4429 | 11,25 | 11,25 мм | M12x.75 Сверло по металлу | ||
| 0.4528 | 11,5 | 11,5 мм | |||
| 0,4531 | 11.5094 | 29/64 ″ | 1/2 ″ -20 UNF Размер сверла | ||
| 0,4688 | 11,9063 | 15/32 ″ | |||
| 0,4724 | 12 | 12 мм | Грубый метчик M14x2 размер | ||
| 0,4844 | 12.3031 | 31/64 ″ | 9/16 ″ -12 UNC размер сверла | ||
| 0.4921 | 12,5 | 12,5 мм | M14x1.5 Сверло по металлу, размер | ||
| 0,5000 | 12,7 | 1/2 ″ | |||
| 0,5039 | 12,8 | 12,8 мм | M14x1.25 Сверло по металлу, размер | ||
| 0,5118 | 13 | 13 мм | M14x1 Сверло для метчиков мелкого размера | ||
| 0,5156 | 13.0969 | 33/64 ″ | 9/16 ″ -18 UNF Размер сверла | ||
| 0,5313 | 13,4938 | 17/32 ″ | 5/8 ″ -11 UNC размер сверла | ||
| 0,5315 | 13,5 | 13,5 мм | |||
| 0,5469 | 13,8906 | 35/64 ″ | |||
| 0,5512 | 14 | 14 мм | Грубый метчик M16x2 размер | ||
| 0.5625 | 14,2875 | 9/16 ″ | 5/8 ″ -18 UNF Размер сверла | ||
| 0,5709 | 14,5 | 14,5 мм | M16x1.5 Сверло по металлу | ||
| 0,5781 | 14,6844 | 37/64 ″ | Сверло3/8 ″ -18 NPT, размер | ||
| 0,5906 | 15 | 15 мм | M16x1 Сверло по металлу, размер | ||
| 0.5938 | 15.0813 | 19/32 ″ | |||
| 0,6094 | 15,4781 | 39/64 ″ | |||
| 0,6102 | 15,5 | 15,5 мм | Грубый метчик M18x2,5 размер | ||
| 0,6250 | 15,875 | 5/8 ″ | |||
| 0,6299 | 16 | 16 мм | M18x2 Сверло по металлу, размер | ||
| 0.6406 | 16.2719 | 41/64 ″ | 3/4 ″ -10 UNC Размер сверла | ||
| 0,6496 | 16,5 | 16,5 мм | |||
| 0,6563 | 16,6688 | 21/32 ″ | |||
| 0,6693 | 17 | 17 мм | M18x1 Сверло по металлу, размер | ||
| 0,6719 | 17.0656 | 43/64 ″ | |||
| 0.6875 | 17,4625 | 11/16 ″ | 3/4 ″ -16 UNF Размер сверла | ||
| 0,6890 | 17,5 | 17,5 мм | Сверло по металлуM20x2,5 размер | ||
| 0,7031 | 17,8594 | 45/64 ″ | 1/2 ″ -14 NPT, сверло, размер | ||
| 0,7087 | 18 | 18 мм | M20x2 Сверло по металлу, размер | ||
| 0.7188 | 18,2563 | 23/32 ″ | |||
| 0,7283 | 18,5 | 18,5 мм | M20x1.5 Сверло по металлу, размер | ||
| 0,7344 | 18,6531 | 47/64 ″ | |||
| 0,7480 | 19 | 19 мм | M20x1 Сверло по металлу, размер | ||
| 0,7500 | 19.05 | 3/4 ″ | |||
| 0.7656 | 19,4469 | 49/64 ″ | 7/8 ″ -9 UNC размер сверла | ||
| 0,7677 | 19,5 | 19,5 мм | Грубый метчик M22x2,5 размер | ||
| 0,7813 | 19,8438 | 25/32 ″ | |||
| 0,7874 | 20 | 20 мм | M22x2 Сверло по металлу, размер | ||
| 0,7969 | 20.2406 | 51/64 ″ | |||
| 0,8071 | 20,5 | 20,5 мм | M22x1.5 Сверло по металлу | ||
| 0,8125 | 20,6375 | 13/16 ″ | 7/8 ″ -14 UNF Размер сверла | ||
| 0,8268 | 21 | 21 мм | Грубый резец M24x3M22x1 Размер точечной дрели | ||
| 0,8281 | 21.0344 | 53/64 ″ | |||
| 0,8438 | 21,4313 | 27/32 ″ | |||
| 0,8465 | 21,5 | 21,5 мм | |||
| 0,8594 | 21,8281 | 55/64 ″ | |||
| 0,8661 | 22 | 22 мм | M24x2 Сверло по металлу, размер | ||
| 0.8750 | 22,225 | 7/8 ″ | 1 ″ -8 UNC размер сверла | ||
| 0,8858 | 22,5 | 22,5 мм | M24x1.5 Сверло по металлу | ||
| 0,8906 | 22,6219 | 57/64 ″ | |||
| 0,9055 | 23 | 23 мм | |||
| 0,9063 | 23.0188 | 29/32 ″ | Сверло-метчик1 ″ -12 UNF, размер | ||
| 0.9219 | 23,4156 | 59/64 ″ | Сверло3/4 ″ -14 NPT, размер | ||
| 0,9252 | 23,5 | 23,5 мм | |||
| 0,9375 | 23,8125 | 15/16 ″ | |||
| 0,9449 | 24 | 24 мм | Грубый метчик M27x3 размер | ||
| 0,9531 | 24.2094 | 61/64 ″ | |||
| 0.9646 | 24,5 | 24,5 мм | M26x1.5 Сверло по металлу, размер | ||
| 0,9688 | 24,6063 | 31/32 ″ | |||
| 0,9843 | 25 | 25 мм | M27x2 Сверло по металлу | ||
| 0,9844 | 25,0031 | 63/64 ″ | 1-1 / 8 ″ -7 UNC размер сверла | ||
| 1,0000 | 25.4 | 1 ″ | |||
Как насчет таблицы размеров сверл с метрическими метчиками в PDF?
Так что вы можете распечатать его и повесить на стену, верно? Нет проблем, вы можете распечатать таблицу выше. Просто выберите его, перейдите в команду «Печать» вашего веб-браузера и скажите, чтобы он просто распечатывал выбор. Все они справятся с этим, и тогда у вас будет таблица, подходящая для повешения.
Pssst: G-Wizard даже делает диаграмму размера сверла лучше!
Хорошо, вот сумасшедшая вещь. Я сгенерировал эту таблицу размеров свободного сверла, используя данные, которые использует G-Wizard. Он может представить тот же график только лучше:
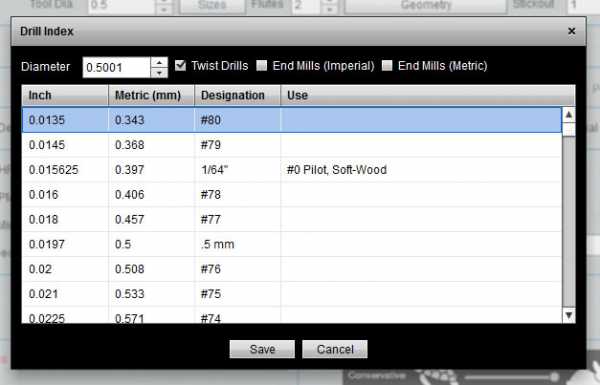
Таблица размеров сверл G-Wizard…
Чем лучше таблица размеров сверл G-Wizard? Просто: в нем есть та же информация, но ее проще использовать. Вы можете ввести диаметр, чтобы искать прямо к нему. Вы можете выбрать только размеры конечной мельницы в имперских или метрических.Вы можете отсортировать, нажав на заголовки столбцов. Это чертовски круто. И это всегда, когда вам нужно указать размер в калькуляторе подачи и скорости, или вы можете получить к нему доступ в большем формате на вкладке «Быстрые ссылки» в «Детализированной диаграмме».
Наслаждайтесь!
,


