Технические характеристики станок 2е78п
Производитель отделочно-расточного станка 2Е78П - Майкопский станкостроительный завод им. Фрунзе.
Майкопский станкостроительный завод им. Фрунзе - один из крупнейших производителей металлорежущих станков на Юге России. Создано на базе основанного в 1892 году чугунно-литейного завода Гурского.
Завод специализируется на выпуске отделочно-расточных, хонинговальных станков с широким диапазоном возможностей для ремонта и сервисного обслуживания двигателей внутреннего сгорания (автомобильных, тракторных, судовых), ленточнопильных, доводочных станков высокой точности и других.
Станки выпускаемые Майкопским станкостроительным заводом им. Фрунзе
2Е78П станок отделочно-расточный (алмазно-расточный) повышенной точности. Назначение и область применения
Станки отделочно-расточные вертикальные 2Е78П и 2Е78ПН предназначены для ремонтной расточки блоков цилиндров и гильз автомобильных, тракторных и мотоциклетных двигателей, а также для сверления и расточки отверстий в отдельных деталях, размеры которых соответствуют технической характеристике станков. На станке модели 2Е78П и 2Е78ПН можно осуществлять тонкое фрезерование универсальным шпинделем.
Технические данные станка 2Е78П позволяют производить тонкую расточку в сталях, чугунах и цветных металлах, подрезку торца у растачиваемого отверстия и безрисочный вывод резца.
Станок 2Е78П снабжен комплектом шпинделей, один из которых устанавливается на шпиндельную бабку, в зависимости от диаметра растачиваемого отверстия. Универсальным шпинделем, кроме операции расточки, может производиться сверление, зенкерование и развертывание.
На станке модели 2Е78П стол может быть выполнен с устройством для отсчета координат, включающим точные штриховые меры длины и приставные отсчетные микроскопы типа МО.
Станок используется для подвижных ремонтных мастерских.
Класс точности станка П.
Разработчик — Майкопский станкостроительный завод им. Фрунзе.
Отделочно-расточные (алмазно-расточные) станки. Общие сведения.
Синонимы: отделочно-расточный вертикальный станок, fine borer, fine boring machine, finish boring machine, precision boring machine
В качестве инструмента на этих станках применяются алмазные и твердосплавные резцы. Режим тонкого растачивания: скорость резания до 1000 м/мин, подача 0,01 — 0,1 мм/об и глубина резания 0,05 — 0,55 мм. Высокая точность обработки отверстий, отклонение по диаметру 0,003 — 0,005 мм и шероховатость поверхности 8—9-го класса на алмазно-расточных станках обеспечиваются благодаря применению малых подач и высоких скоростей резания. На алмазно-расточных станках, кроме чистовой обработки отверстий, выполняется наружное обтачивание, растачивание и обтачивание конусов, подрезание торцов и растачивание канавок. Основными потребителями алмазно-расточных станков являются заводы крупносерийного и массового производства автомобильной, тракторной и авиационной промышленности.
К числу деталей, для обработки которых применяются алмазно-расточные станки, относятся шатуны, втулки, вкладыши, гильзы, головки блока и блоки цилиндров.
В отделочно-расточных станках шпиндель располагается вертикально. Движения, необходимые для выполнения технологического цикла, сообщаются различным узлам станка. Главным движением станка является вращательно-поступательное движение шпинделя относительно его оси.
Движение подачи сообщается либо инструменту, закрепленному в шпинделе, либо заготовке, установленной на столе или приспособлении, которое установлено на столе и. т.п.
Вспомогательными движениями в этих станках являются: установочные перемещения шпиндельной бабки в вертикальном направлении, установочные перемещения стола по двум координатам, установочное движение в горизонтальной плоскости оператора, переключение скоростей и подач и т. д.
Габарит рабочего пространства отделочно-расточного станка 2Е78П
Габарит рабочего пространства станка 2е78п
Посадочные и присоединительные базы отделочно-расточного станка 2Е78П
Посадочные и присоединительные базы отделочно-расточного станка 2е78п
Общий вид отделочно-расточного станка 2Е78П
Фото отделочно-расточного станка 2е78п
Расположение составных частей отделочно-расточного станка 2Е78П
Расположение основных узлов расточного станка 2е78п
Спецификация составных частей отделочно-расточного станка 2Е78П
- Шпиндель 0,48 мм - 2Е78П.71.000
- Шпиндель 0,78 мм - 2Е78П.72.000
- Шпиндель 0,120 мм - 2Е78П.73.000
- Шпиндель универсальный - 2Е78П.74.000
- Шпиндель специальный - 2Е78П.75.000
- Пульт управления - 2Е78П.83.000
- Электроаппаратура панели - 2Е78П.81.000
- Колонна - 2Е78П.30.000
- Стол - 2Е78П.40.000
- Основание 2Е78П.10.000
- Отсчетное устройство - 2Е78П.40.020
- Коробка скоростей и подач - 2Е78П.50.000
- Шпиндельная бабка - 2Е78П.23.000
- Электрооборудование сценка - 2Е78П.80.000
- Панель пульта - 2Е78П.82.000
- Пульт управления - 2Е78ПН.83.000
- Электроаппаратура панели - 2Е78ПН.81.000
- Основание - 2Е78ПН.10.000
- Электрооборудование станка - 2Е78ПН.80.000
- Панель пульта - 2Е78ПН.82.000
Сменные шпиндели для станка 2Е78П
Сменные шпиндели состоят из трех шпинделей с диаметрами резцовых головок 48, 78 и 120 мм.
Шпиндель устанавливается на шпиндельную бабку с учетом диаметра отверстия, которое предстоит растачивать. Шпиндель диаметром 48 мм — для расточки отверстий диаметрами от 50 до 82 мм; диаметром 78 мм — от 82 до 125 мм; диаметром 120 мм - от 125 до 200 мм.
Шпиндели собраны на прецизионных радиально-упорных шарикоподшипниках. Проникновение пыли в подшипники предотвращается лабиринтовыми уплотнениями.
В головке шпинделя имеется ползушка, которая дает возможность осуществить радиальную подачу резца. Внутри шпинделя проходит шток, который служит для перемещения ползушки.
Перемещение резца в шпинделях диаметрами 48 мм, 120 мм, 78 мм и специальном осуществляется по лимбу в резцовой головке.
Резцы крепятся с помощью прижимного винта. Резьбовое отверстие, расположенное в торце резцовой головки, необходимо для установки центроискателя.
При установке на резцовую головку подрезного резца можно осуществить подрезку торца на обрабатываемой детали.
Универсальный шпиндель
Универсальный шпиндель устанавливается на станок для расточки отверстий диаметрами от 27 до 200 мм небольших глубин при помощи борштанг или резцедержателя с точной подачей, а также для сверления или развертывания отверстий в отдельных деталях и для фрезерования,
Шпиндель собран на прецизионных радиально-упорных сдвоенных шарикоподшипниках.
Приемный конус шпинделя выполнен по ГОСТ 15945—70, а конец шпинделя — по ГОСТ 24644—81 и рассчитан на применение вспомогательного инструмента, либо нормального инструмента в сочетании с переходными втулками.
Гайка на конце шпинделя служит для затяжки и извлечения инструмента. Для извлечения инструмента гайку полностью отвинчивать ключом 2Е78П.74.010 не следует.
Конец приемного конуса снабжен шпонками, в которые при закреплении входят своими пазами инструмент. Такое устройство крепления инструмента гарантирует от проворота его в конусе шпинделя и предохраняет шпиндель от повреждений.
Специальный шпиндель
Специальный шпиндель служит для расточки v-образных двигателей диаметрами от 82 до 125 мм.
Шпиндель выполнен конструктивно аналогично сменному шпинделю диаметром 78 мм с радиальным перемещением резца.
Расположение органов управления отделочно-расточным станком 2Е78П
Расположение органов управления расточным станком 2е78п
Пульт управления управления отделочно расточного станка 2Е78П
Пульт управления расточным станком 2е78п
Перечень органов управления отделочно расточного станка 2Е78П
- 1. рукоятка переключения подач шпиндельной бабки
- 2. маховик перемещения шпиндельной бабки вручную
- 3. лимб радиальной подачи резца
- 4. упоры автоматического выключения движения шпиндельной бабки
- 7. вводной автомат
- 9. рукоятки переключения скоростей шпинделя
- 10. выключатель местного освещения
- 11. рукоятка для отключения шпинделя от кинематической цепи
- 12. болты для фиксации шпиндельной бабки при фрезеровании
- 13. рукоятка для закрепления стола от поперечного перемещения
- 14. маховик перемещений стола вручную в поперечном направлении
- 15. рукоятка для закрепления стола от продольного перемещения
- 16. винт для закрепления микроскопа от перемещений
- 17. маховик перемещений стола вручную в продольном направлении
- 19. винт для закрепления, микроскопа от перемещений
- 20. винт установочных перемещений микроскопа
- 21. рукоятка переключения скорости перемещения стола
- 29. кнопка „Вращение шпинделя"
- 30. кнопка „Проворот шпинделя"
- 32. переключатель „Освещение отсчетных линеек микроскопа"
- 37. переключатель „Шпиндель, фрезерование, наладка, цикл"
- 39. кнопка „Стоп" — останов станка
- 40. лампа „Сеть"
- 43. кнопка „Стол влево" 45— кнопка „Стол вправо"
- 47. кнопка „Шпиндель вверх" — быстрый ход шпиндельной бабки вверх
- 48. кнопка „Шпиндель вниз" — быстрый ход шпиндельной бабки вниз
- 52. переключатель режимов „Расточка — цикл"
Кинематическая схема отделочно-расточного станка 2Е78П
Кинематическая схема отделочно-расточного станка 2е78п
Кинематические цепи главного движения, быстрых ходов и движения подачи, последовательность передачи вращения от электродвигателей до исполнительных органов ясны из схемы.
Предохранительная муфта механизма подачи шпиндельной бабки отрегулирована на передачу крутящего момента в 25 Н-м, в соответствии с допустимым усилием подачи.
Предохранительная муфта механизма быстрого хода стола отрегулирована на передачу крутящего момента в 20 Н-м в соответствии с допустимым усилием при быстром ходе стола.
При превышении допустимых усилий в механизме подачи шпиндельной бабки (главным образом, в случае неправильно выбранных режимов резания) и в механизме быстрого хода стола предохранительные муфты пробуксовывают с характерным треском.
Стол рабочий станка 2Е78П
Перемещение обрабатываемого изделия в двух взаимно перпендикулярных направлениях на станки модели 2Е78П осуществляется при помощи стола, состоящего из двух частей: нижней — салазок, перемещающихся в поперечном направлении по направляющим основаниям, и верхней — собственно стола, перемещающегося в продольном направлении по направляющим салазок
На передней и боковой стенках салазок станка могут быть установлены два отсчетных микроскопа с точностью нониуса 0,01 мм: один — для отсчета координат при перемещении стола в продольном направлении, второй — в поперечном.
Линейка для точного отсчета продольных перемещений стола расположена на передней стенке стола, линейка для точного отсчета поперечных перемещений стола — на левой стенке основания.
Установочные перемещения стола, продольные и поперечные, а также установка по координатам производятся вручную при помощи маховиков.
В нужном положении стол фиксируется двумя рукоятками при помощи эксцентриковых зажимов.
Установочное перемещение стола в продольном направлении можно осуществить механически от электродвигателя быстрого хода. Для этого рукоятка переключения быстрых ходов поворачивается в вертикальное положение. При этом вращение ходовому винту передается через винтовую пару. Рабочая подача стола включается переключением рукоятки. При этом вращение ходовому винту передается от редуктора в столе через червячную передачу.
Изменение направления быстрых ходов стола осуществляется поочередным нажатием на кнопки привода стола „Вправо" или „Влево", в результате чего происходит реверсирование электродвигателя быстрых ходов.
Для предотвращения поломок механизма привода стола вследствие перегрузок соответствующий вал стола соединен при помощи шариковой предохранительной муфты, рассчитанной на передачу максимального крутящего момента.
Колонна станка 2Е78П
Колонна крепится на основании. По ее направляющим — призматической и плоской — в вертикальном направлении перемещается шпиндельная бабка.
В верхней части колонны на кронштейне укреплены ролики, по которым движется цепь противовеса, перемещающегося внутри колонны.
Противовес, уравновешивающий вес шпиндельной бабки со шпинделем, состоит из цельной чугунной отливки.
У передней стенки колонны между направляющими расположены ходовой винт шпиндельной бабки и шлицевой валик привода шпинделя, укрепленные в верхней части колонны в приставных кронштейнах.
В нижней части колонны располагается установленная на основании коробка скоростей и подач. Управление коробкой, состоящее из рукоятки переключения подач и трех рукояток переключения скоростей, выведено на крышку, расположенную на правой стенке колонны.
Над крышкой установлены два конечных выключателя, ограничивающих перемещение шпиндельной бабки вверх и вниз. В задней стенке колонны в нише расположен электрошкаф. Через окна колонны, в задней стенке закрытые крышкой, открывается доступ к винтам, крепящим противовес шпиндельной бабки к колонне в условиях транспортировки станка.
Для транспортировки колонны используются два отверстия диаметром 55 мм.
Шпиндельная бабка станка 2Е78П
Шпиндельная бабка перемещается в вертикальном направлении по направляющим колонны. В ней расположены механизмы привода шпинделя, привода шпиндельной бабки и ручных перемещений.
Сменные шпиндели устанавливаются посадочным пояском в корпус шпиндельной бабки и крепятся шестью гайками.
Привод шпинделя осуществляется через клиноременную передачу. Ведущий шкив этой передачи укреплен на вращающейся в подшипниках шлицевой гильзе, которая при перемещении шпиндельной бабки скользит по шлицевому валику колонны, выходящему из коробки скоростей и подач.
Ведомый шкив укреплен на валу, имеющем на шлицевом конце кулачковую полумуфту, при помощи которой вращение сообщается шпинделю. Натяжение ремней осуществляется при помощи натяжного ролика. Кулачковая муфта — управляемая; ее включение осуществляется вручную рукояткой, расположенной на левой стенке шпиндельной бабки, через валик с эксцентричным пальцем.
Отключение шпинделя муфтой от кинематической цепи его привода облегчает вращение шпинделя от руки при установке и центрировании обрабатываемых деталей по оси расточки.
Механизм ручных перемещений состоит из вращающейся в подшипниках гайки-шестерни, находящейся в зацеплении с червяком. Червяк сидит на одном валу с маховиком. При вращении маховика червяк вращает гайку—шестерню, осуществляя перемещение шпиндельной бабки.
При механической подаче, когда вращается ходовой винт, гайка-шестерня удерживается от поворота самотормозящей червячной передачей. Такое исполнение механизма ручных перемещений позволяет вмешиваться в механическую подачу, благодаря чему сокращается время подвода резца на врезание.
В шпиндельной бабке предусмотрено устройство для ручного радиального перемещения резца, которое позволяет осуществлять расточку отверстий различных диаметров, подрезку торца у растачиваемого отверстия и безрисочный вывод резца из обработанного отверстия. Маховичок ручного перемещения этого устройства с лимбом и индикатором расположен на передней стенке шпиндельной бабки.
Шпиндельная бабка поджимается к направляющим прижимными планками. На одной из планок крепятся регулируемые по высоте кулачки для отключения перемещений шпиндельной бабки.
С той же стороны шпиндельной бабки укреплена линейка для отсчета длины обрабатываемой поверхности. Маховик ручных перемещений снабжен лимбом для отсчета глубины врезания при подрезке торцов.
Ребра внутри корпуса шпиндельной бабки образуют ванну, используемую как масляный резервуар ддя лубрикатора, от которого смазываются направляющие и подшипники вращающихся валов.
Коробка скоростей и подач станка 2Е78П
Коробка скоростей и подач установлена на основании внутри колонны и служит для передачи вращения от электродвигателя главного привода к валику привода шпинделя и ходовому винту шпиндельной бабки, а также для передачи вращения от электродвигателя быстрых ходов ходовому винту шпиндельной бабки.
Она обеспечивает шпинделю двенадцать скоростей вращения шпинделя и четыре величины рабочих подач и ускоренное перемещение бабки.
Внутри ее расположены:
- червячная передача;
- коническая со спиральным зубом и цилиндрическая прямозубая передачи, обеспечивающие необходимые передаточные отношения;
- механизмы переключения скоростей и подач;
- обгонная двухсторонняя муфта.
Снизу к коробке крепится стакан с валиком шкива привода быстрых ходов.
Управление коробкой скоростей и подач осуществляется четырьмя рукоятками:
- три предназначены для переключения скоростей вращения шпинделя;
- четвертая — для переключения величин подач.
Три рукоятки переключения скоростей расположены на одной оси.
Механизм переключения скоростей состоит из трех зубчатых колес, закрепленных на трех полумуфтах, расположенных концентрично на одной оси. Зубчатые колеса связаны с тремя вилками—рейками, переключающими зубчатые блоки. В пазы полумуфт, на которых закреплены зубчатые колеса, входят зубья полумуфт, на которых закреплены рукоятки (рис. 13).
Механизм переключения подач состоит из кривошипа с камнем, который перемещает вилку тройчатки.
В положениях, соответствующих включению определенных положений скоростей и подач, вилки удерживаются шариковыми фиксаторами.
Обгонная двухсторонняя муфта позволяет осуществлять ускоренное перемещение, рабочую и ручную подачи шпиндельной бабки. При рабочей подаче наружная обойма муфты, жестко связанная с червячным колесом, получает вращение от червяка и через ролики ведет ступицу, связанную с ходовым винтом; при ручной подаче наружная обойма муфты не вращается, так как ее удерживает самотормозящаяся червячная пара. При ускоренном перемещении средняя обойма муфты через ролики вращет внутреннюю обойму и ходовой винт.
Ролики муфты поджимаются пружинами. Благодаря обгонной муфте возможно включение ускоренного перемещения шпиндельной бабки без выключения ее рабочей подачи.
Для предотвращения поломок коробки скоростей и подач вследствие перегрузки ходовой винт соединен при помощи шариковой предохранительной муфты, рассчитанной на передачу максимального крутящего момента.
Электрооборудование станка 2Е78П
Схема электрическая отделочно-расточного станка 2Е78П
На станке модели 2Е78П установлены три трехфазных короткозамкнутых асинхронных двигателя; на станке модели 2Е78ПН — два двигателя:
- электродвигатель главного движения типа 4A90LA4, мощностью 2,2 кВт, частотой вращения 1500 1/мин, исполнение М301;
- электродвигатель ускоренного хода шпиндельной бабки типа 4АХ80А6, мощностью 0,75 кВт, частотой вращения 1000 1/мин, исполнение М103;
- электродвигатель привода стола типа 4АХ80А6, мощностью 0,75 кВт, частотой вращения 1000 1/мин, исполнение М301 (для2Е78П).
За особую плату поставляется электродвигатель привода приспособления для заточки резцов типа 4АА 63 В2, мощностью 0,55 кВт, частотой вращения 3000 1/мин.
В станке применены следующие напряжения:
- силовая цепь ~380 В, 50 Гц
- цепь управления ~110В
- цепь местного освещения ~24 В
- цепь освещения микроскопов 8 В
- цепь сигнализации 5 В
2Е78П станок отделочно-расточный вертикальный. Видеоролик.
Технические характеристики отделочно-расточного станка 2Е78П, 2Е78ПН
| Наименование параметра | 2Е78П | 2Е78ПН |
|---|---|---|
| Основные параметры станка по ГОСТ 9520-73 | ||
| Класс точности станка по ГОСТ 8-82 | П | П |
| Диаметр растачиваемого отверстия наибольший/ наименьший, мм | 200/ 28 | 200/ 28 |
| Наибольший диаметр сверления в стали 45, мм | 15 | 15 |
| Наибольшие размеры обрабатываемого изделия, мм | 750 х 500 х 450 | 750 х 500 х 450 |
| Наибольшая масса обрабатываемого изделия, кг | 200 | 200 |
| Наименьшее расстояние от торца шпинделя до стола, мм | 25 | 25 |
| Точность межцентровых координат продольных/ поперечных, мм | 0,03/ 0,025 | 0,03/ 0,025 |
| Расстояние от оси шпинделя до стойки (вылет шпинделя), мм | 320 | 320 |
| Шпиндельная бабка | ||
| Наибольшее вертикальное перемещение шпиндельной бабки, мм | 500 | 500 |
| Величина перемещения на один оборот маховика, мм | 0,75 | 0,75 |
| Частота вращения шпинделя, об/мин | 26..1200 | 26..1200 |
| Количество скоростей шпинделя | 12 | 12 |
| Пределы рабочих подач на один оборот шпинделя, мм | 0,025..0,200 | 0,025..0,200 |
| Количество подач | 4 | 4 |
| Скорость быстрого хода, мм/мин | 2000 | 2000 |
| Предохранение от перегрузки механизма подач (муфта) | имеется | имеется |
| Выключающие упоры | имеется | имеется |
| Автоматический возврат в исходное положение после окончания расточки | имеется | имеется |
| Рабочий стол | ||
| Рабочая поверхность стола, мм | 1000 х 500 | 1250 х 500 |
| Наибольшее перемещение стола, мм | 800/ 200 | 800/ 200 |
| Скорость рабочего хода стола в продольном/ поперечном направлении, мм/мин | 100/ нет | 100/ нет |
| Перемещение стола станка на один оборот маховика в продольном/ поперечном направлении, мм | 4,2/ 2,9 | 4,2/ 2,9 |
| Величина ускоренного перемещения стола в продольном/ поперечном направлении, мм/мин | 2000/ нет | 2000/ нет |
| Способ отсчета координат при перемещении стола | микроскоп | - |
| Выключающие упоры механического быстрого хода | имеется | имеется |
| Закрепление стола станка модели 2Е78П от перемещений | ручное | ручное |
| Привод | ||
| Количество электродвигателей на станке | 3 | 2 |
| Электродвигатель привода главного движения, кВт | 2,2 | 2,2 |
| Электродвигатель привода ускоренного хода шпиндельной бабки, кВт | 0,75 | 0,75 |
| Электродвигатель привода стола, кВт | 0,75 | нет |
| Габарит станка | ||
| Габариты станка, включая ход стола (длина х ширина х высота), мм | 1750 х 1560 х 2125 | 1250 х 1260 х 2125 |
| Масса станка, кг | 2680 | 2100 |
- Станки отделочно-расточные вертикальные 2Е78П, 2Е78ПН. Руководство по эксплуатации 2Е78П.00.000 РЭ, 1979
- Бернштейн-Коган В.С. Электрооборудование координатно-расточных и резьбошлифовальных станков, 1969
- Глухов Н.М. Работа на координатно-расточных станках, 1953
- Григорьев С.П., Григорьев В.С. Практика координатно-расточных и фрезерных работ, 1980
- Ипатов С.С. Координатно-расточные станки в точном приборостроении, 1954
- Кашепава М.Я. Современные координатно-расточные станки, 1961
- Кудряшов А.А. Станки инструментального производства, 1968
- Смирнов В.К. Токарь-расточник. Учебник для технических училищ, 1982
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Зазерский Е.И., Гутнер Н.Г. Токарь-расточник, 1960
- Пономарев В.Ф. Справочник токаря-расточника,1969
- Смирнов В.К. Токарь-расточник. Учебник для технических училищ, 1982
- Богданов А.В. Расточное дело, 1960
Список литературы:
Связанные ссылки
Паспорта отделочно-расточных станков
Каталог отделочно-расточных станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
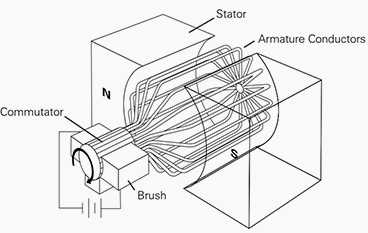
характеристики двигателей постоянного тока
Как вы уже знаете, есть два электрических элемента двигателя постоянного тока, обмоток возбуждения и якоря . Обмотки якоря состоят из токонесущих проводников, которые заканчиваются на коммутаторе.
 4 типа двигателей постоянного тока и их характеристики (на фото: коллектор двигателя постоянного тока мощностью 575 кВт; кредит: Pedro Raposo) Постоянное напряжение
4 типа двигателей постоянного тока и их характеристики (на фото: коллектор двигателя постоянного тока мощностью 575 кВт; кредит: Pedro Raposo) Постоянное напряжение подается на обмотки якоря через угольные щетки, которые движутся на коммутаторе.В небольших двигателях постоянного тока для статора могут использоваться постоянные магниты. Однако в больших двигателях, используемых в промышленности, статор является электромагнитом.
При подаче напряжения на обмотки статора устанавливается электромагнит с северным и южным полюсами. Результирующее магнитное поле является статическим (без вращения).
Для простоты объяснения статор представлен постоянными магнитами на следующем рисунке.
 DC Motor Construction
DC Motor Construction Поле двигателей постоянного тока может быть:
- Постоянный магнит (Статор с постоянными магнитами),
- электромагниты, соединенные последовательно (намотанный статор),
- шунт (статор раны) или Соединение
- (статор раны).
Давайте рассмотрим основы каждого типа, а также их преимущества и недостатки.
1. Двигатели с постоянными магнитами
Двигатель с постоянными магнитамиДвигатель с постоянными магнитами использует магнит для подачи потока поля . Двигатели постоянного тока с постоянными магнитами имеют превосходную пусковую мощность с хорошим регулированием скорости. Недостатком двигателей постоянного тока с постоянными магнитами является то, что они ограничены величиной нагрузки, которую они могут вести. Эти двигатели можно найти в приложениях с низкой мощностью.
Другим недостатком является то, что крутящий момент обычно ограничен -150% от номинального крутящего момента , чтобы предотвратить размагничивание постоянных магнитов.
Вернуться к оглавлению №
2. Серия Motors
Двигатель постоянного тока серииВ двигателе постоянного тока серии поле соединено последовательно с якорем. Поле намотано на несколько витков большого провода, потому что он должен нести полный ток якоря.
Характерной особенностью серийных двигателей является то, что двигатель развивает большое количество пускового крутящего момента.Тем не менее, скорость варьируется в широких пределах от отсутствия нагрузки до полной нагрузки. Серийные двигатели нельзя использовать там, где требуется постоянная скорость при различных нагрузках.
Кроме того, скорость последовательного двигателя без нагрузки увеличивается до такой степени, что двигатель может быть поврежден. Некоторая нагрузка всегда должна быть подключена к последовательно соединенному двигателю.
Двигатели с последовательным соединением, как правило, не подходят для использования в большинстве применений с регулируемой скоростью.
Вернуться к оглавлению №
3.Шунт Моторс
 шунтирующий двигатель постоянного тока
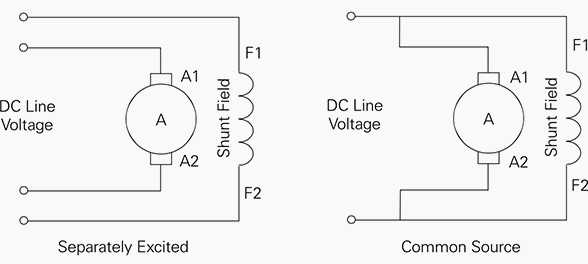
шунтирующий двигатель постоянного тока В шунтирующем двигателе поле соединено параллельно (шунтирующее) с обмотками якоря. Шунтирующий двигатель обеспечивает хорошее регулирование скорости. Обмотка возбуждения может возбуждаться отдельно или подключаться к тому же источнику, что и якорь.
Преимуществом отдельного возбужденного шунтирующего поля является способность привода с регулируемой скоростью обеспечивать независимый контроль якоря и поля.
Шунтирующий двигатель обеспечивает упрощенное управление задним ходом.Это особенно полезно в регенеративных приводах.
Вернуться к оглавлению №
4. Составные двигатели
 Составной двигатель постоянного тока
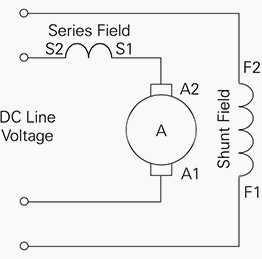
Составной двигатель постоянного тока Составные двигатели имеют поле, соединенное последовательно с якорем, и отдельное возбужденное шунтирующее поле. Последовательное поле обеспечивает лучший пусковой крутящий момент , а шунтирующее поле обеспечивает лучшее регулирование скорости .
Однако поле серии может вызвать проблемы управления в приложениях с регулируемой скоростью и обычно не используется в четырех квадрантных приводах.
Вернуться к оглавлению №
Двигатель постоянного тока - объяснение (ВИДЕО)
Не можете увидеть это видео? Нажмите здесь, чтобы посмотреть его на Youtube.
Ссылка: Основы приводов постоянного тока - SIEMENS (Загрузить)
,% PDF-1.6 % 1 0 объектов > endobj 2 0 объектов > поток 2020-02-03T15: 49: 11 + 09: 002020-02-03T15: 49: 11 + 09: 002020-02-03T15: 49: 11 + 09: 00application / pdfuuid: 53497840-c116-492d-b518-d438f50ac7a9uuid: c8dfae15-0d0c-4ec1-ba20-62f75c0dbeac endstream endobj 3 0 объектов > endobj 5 0 объектов > endobj 6 0 объектов > endobj 17 0 объектов > / ExtGState> / Font> / ProcSet [/ PDF / Text] / Свойства> / XObject >>> / Повернуть 0 / TrimBox [0.0 0.0 595.276 841.89] / Тип / Страница >> endobj 18 0 объектов > / ExtGState> / Font> / ProcSet [/ PDF / Text / ImageB] / Свойства> / XObject >>> / Повернуть 0 / TrimBox [0,0 0,0 595,276 841,89] / Тип / Страница >> endobj 19 0 объектов > / ExtGState> / Font> / ProcSet [/ PDF / Text / ImageB] / Свойства> / XObject >>> / Повернуть 0 / TrimBox [0,0 0,0 595,276 841,89] / Тип / Страница >> endobj 20 0 объектов > / ExtGState> / Font> / ProcSet [/ PDF / Text] / Свойства> / Затенение> / XObject >>> / Повернуть 0 / TrimBox [0.] _ ~~ w7Wo-cxiNoe͉ ֪ S: 뗉 2i "} $ mK> m / ۘ f | eT7i0 = NğP9N] sxv 3BRpIa [6 $ N, $ r 姷 | ¨gjz? ֈ l! .gB ۛ [Nrvg6p
.S7 для Windows S7-300 / 400
S7 для Windows S7-300 / 400 A Система программирования для ПЛК Siemens S7 300/400 s IBHsoftec предлагает эффективную и простую систему программирования для Simatic S7-300 и концепцию контроллера ern
. Дополнительная информацияМоделирование программного обеспечения систем обучения
Моделирование программного обеспечения систем обучения EasyVeep PLC обучение и обучение технологиям FluidSIM Fluid Power учебное пособие для инструкторов и инструмент проектирования для инженеров COSIMIR PLC 3D инструмент моделирования для практической работы
Дополнительная информацияКРАТКИЕ УЧЕБНЫЕ КУРСЫ
Почтовое отделение Box 95, Spintex Road, Гана Тел: +233 302 812680, Факс: +233 302 814709 E-mail: contact @ automaghana.com Сайт: www.automationghana.com КУРСЫ КОРОТКОГО ОБУЧЕНИЯ Оснащение отраслей
Дополнительная информацияПрограммирование логики контроллеров
Программирование логических контроллеров Программируемый логический контроллер (ПЛК) - это микропроцессорная система, использующая программируемую память для хранения инструкций и реализации таких функций, как логика, секвенирование,
. Дополнительная информацияПрограммируемый логический контроллер PLC
Программируемый логический контроллер PLC UPCO ICAI Departamento de Electrónica y Automática 1 PLC Definition PLC - это удобный для пользователя специализированный компьютер на основе микропроцессора, который выполняет функции управления
Дополнительная информацияМодуль технического обучения (30 дней)
Приложение - I Технический учебный модуль (30 дней) Раздел 1: Программируемый логический контроллер (ПЛК) 1.Введение в программируемый логический контроллер - краткая история, необходимость и преимущества ПЛК, конфигурация ПЛК,
Дополнительная информацияСетевой видеорегистратор AXIS 262+
31433 / RU / R4 / 0803 Комплексное решение для видеозаписи по сети Комплексное решение по видеозаписи по сети Представьте себе это: простая и надежная система видеонаблюдения "plug-and-play" для отелей, магазинов, банков,
Дополнительная информацияPL7 Руководство по установке и запуску
PL7 Руководство по установке и запуску Содержание A Раздел Page 1 Общая информация 1/1 1.1 Структура документа 1/1 1.2 Представление программного обеспечения PL7 1/2 1.3 Разработки 1/4 2 Настройка программного обеспечения 2/1 2.1 Настройка терминала
Дополнительная информацияКак читать это руководство
Как читать это руководство Следующее показывает символы, используемые в этом Кратком руководстве с описаниями и примерами. Символ Описание Пример Указание Ссылка Осторожно [] Этот символ объясняет информацию
Дополнительная информацияТерминалы диалога оператора
Текстовые дисплеи Magelis и операторские терминалы Характеристики: стр. / 43 Список литературы: стр. / 44– / 46 Общие сведения о конструкции блоков и терминалов XBT-H / P / E. Диапазон XBT-H XBT-P XBT / H / P / E дисплей
Дополнительная информацияAIDIAG PREMIUM.Предложение позиционирования
ПРЕМИУМ Новый Премиум модуль янв. 2003-1 Позиционирование предложений PROSYST Products PROSYST Services PROSYST Advanced Services OEM / IS SIMAC: симулятор станка для проверки приложений PLC и HMI, для станка
Дополнительная информацияРуководство по эксплуатации EMP Monitor
Руководство по эксплуатации монитора EMP Значения используемых символов 1 ВНИМАНИЕ Указывает на то, что может привести к травме или повреждению проектора.СОВЕТ Указывает информацию, которая относится к теме или может быть
Дополнительная информацияSCADAPack E ISaGRAF 3 Руководство пользователя
SCADAPack E ISaGRAF 3 Руководство пользователя 2 SCADAPack E ISaGRAF 3 Руководство пользователя Содержание Часть I ISaGRAF 3 Руководство пользователя 3 1 Техническая ... Поддержка 3 2 Безопасность ... Информация 4 3 Предисловие ... 6 4 Обзор ... 8
Дополнительная информацияVisionView 1.6.7 Примечания к выпуску
Замечания к выпуску VisionView 1.6.7 Copyright 2008-2015, Cognex Corporation. Все права защищены. Обзор В этом документе описывается выпуск VisionView 1.6.7, включая следующие темы: Системные требования
Дополнительная информацияИНСТРУКЦИЯ ПО МОНТАЖУ ПРОГРАММНОГО ОБЕСПЕЧЕНИЯ
AUDITGARD LGA Электронный кодовый замок ИНСТРУКЦИИ ПО УСТАНОВКЕ ПРОГРАММНОГО ОБЕСПЕЧЕНИЯ Пакет реализации Программного обеспечения AuditGard включает в себя: 707013 Установочный компакт-диск с программным обеспечением AuditGard 42145 Программирование / Аудит
Дополнительная информацияПортье Малый бизнес
Администратор Администрация малого бизнеса Редакция 1.0 GCI Ltd Global House 2 Крофтон Закрыть Линкольн Линкольншир LN3 4NT www.gcicom.net Авторские права GCI 2012 Приемная GCI Малый бизнес - Администратор
Дополнительная информацияFiery E100 Color Server. желанный
Fiery E100 Color Server Welcome 2011 Electronics For Imaging, Inc. Информация, представленная в этой публикации, включена в раздел «Юридические уведомления» для этого продукта. 45098226 27 июня 2011 г. ДОБРО ПОЖАЛОВАТЬ 3 ДОБРО ПОЖАЛОВАТЬ Это Добро пожаловать
Дополнительная информацияОБСЛУЖИВАНИЕ БЕЗ ПУТЕШЕСТВИЯ
ДИСТАНЦИОННОЕ ОБСЛУЖИВАНИЕ МАШИНЫ RAS & MAINTENANCE БЕЗ ПУТЕШЕСТВИЯ Ethernet WiFi 4G ЗАЩИЩЕННОЕ УДАЛЕННОЕ обслуживание через Интернет, решение 4G / 3G + или WIFI M2Me предназначено для производителей машин.Это позволяет
Дополнительная информацияПосещаемость времени V1.0
Time Attendance V1.0. Руководство пользователя. Page 1 СОДЕРЖАНИЕ 1. ВРЕМЯ ВРЕМЕНИ ... 5 2. УСТАНОВКА ПРОГРАММНОГО ОБЕСПЕЧЕНИЯ ... 6 3. НАСТРОЙКА ВРЕМЕНИ В ВРЕМЕНИ Система ... 7 3.1 Установить пароль ... 7 3.2 Войти. ..8 3.3 Настройка -
Дополнительная информацияПрограммное обеспечение BabyWare Imperial для ПК
Обзор (см. Стр. 1) Что нужно знать (см. Стр. 1) Начало работы (см. Стр. 2) Лицензии и регистрация (см. Стр. 6) Пароли пользователей и логин (см. Стр. 7) Обзор программного обеспечения BabyWare Imperial для ПК
Дополнительная информацияТехнические требования
Платформа Vidyo Classic Август 203 Технические требования Операционные системы Windows XP SP2 Windows Vista Windows 7 32-битная Windows 7 64-битная Windows 8 Mac OS X 0.5 и выше Linux Ubuntu 32bit Linux Ubuntu
Дополнительная информация1 Доступность документации
Краткое руководство по установке Oracle Database Client 10g, выпуск 1 (10.1.0.2.0) для Windows, номер детали B13691-01, март 2004 г. В этом руководстве описывается, как быстро установить Oracle Database Client в системах Windows.
Дополнительная информацияRead Me ЮНИСТРИМ АВТОМАТИЗАЦИЯ IDE
Read Me ЮНИЛОГИЧЕСКОЕ ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ UNISTREAM IDE AUTOMATION Программное обеспечение Unitronics UniLogic - это интегрированная среда разработки (IDE), которую вы используете для настройки аппаратного обеспечения, связи и разработки как
Дополнительная информацияDataLINE Восстановление данных
РУКОВОДСТВО ПО УСТАНОВКЕ ДЛЯ ХРАНЕНИЯ КОНТЕЙНЕРА-ХОЛОДИЛЬНОГО УСТРОЙСТВА УСТАНОВКА DataLINE СОДЕРЖАНИЕ СОДЕРЖАНИЕ Пункт номер Страница 1.Введение ...
Дополнительная информацияТребования к компьютеру
Установка Pro64 Network Manager Рекомендуется закрыть все запущенные приложения Windows перед запуском процесса установки Aviom Pro64 Network Manager. Проверьте веб-сайт Aviom (www.aviom.com)
Дополнительная информацияEA7-T8C EA7-T10C EA7-T12C EA7-T15C
Новое поколение сенсорных панелей с амбициозным представлением изображений и встроенной функцией управления. С серией C-more, оснащенной сенсорными экранами STN и TFT, AutomationDirect теперь предлагает лучшие
Дополнительная информацияВведение в Zetadocs для NAV
Zetadocs для Microsoft Dynamics NAV Введение в Zetadocs для NAV История версий Версия 1.0 28/03/2008 Equisys plc Equisys House 32 Southwark Bridge Road Лондон SE1 9EU Великобритания Тел. + 44 (0) 20
Дополнительная информацияФонд SmartSystems
Краткое руководство по SmartSystems Foundation Содержание О SmartSystems Foundation .................................................. 3 Поддерживаемые устройства Intermec ............... ...... 4 Что нового? ....................................
Дополнительная информацияКабельная направляющая серии E / E1000
Обзор кабелей серии E / E1000 ПРИМЕЧАНИЕ. o Все кабели RS422 можно использовать для серий E и E1000! o Чтобы использовать кабели RS232 серии E для серии E1000, необходимо использовать адаптер CAB12! о
Дополнительная информацияFINS Gateway для ПЛК OMRON
1 Цель В этом техническом примечании описывается, как настроить удаленную совместную работу.Удаленная совместная работа заключается в настройке, программировании или мониторинге ПЛК из удаленного местоположения без необходимости
Дополнительная информацияКендрик Астро Инструменты
Kendrick Astro Instruments Premier Power Controller Версия 2.0 программного обеспечения для дистанционного управления - Руководство пользователя - ВВЕДЕНИЕ ... 3 Kendrick Premier Power Controller ... 3 Программное обеспечение для дистанционного управления ... 4 УСТАНОВКА ... 5
Дополнительная информация ,