Токарно фрезерные станки по металлу с чпу
Универсальное оборудование на производстве — залог конкурентности и рентабельности предприятия. Поэтому узкоспециализированных машин уже давно никто не приобретает. Им на замену пришли целые токарно-фрезерные центры с самыми широкими возможностями.
Для управления используется ЧПУ. Такие установки применяются на крупных производствах. Функционал их гораздо шире, чем у простых токарных станков, предназначенных для индивидуальных мастерских и небольших производств.
Токарно-фрезерные аппараты
Это не маленький станок, а самый настоящий центр. Сейчас такие устройства выпускают с огромным числом возможностей и небольшой компактностью. Это дает возможность установить фрезер с ЧПУ даже в условиях стандартного гаража.
Они могут быть автоматизированными, полуавтоматического режима и ручного. Отдельно стоит сказать об аппаратах, работающих по металлу, которые снабжены числовым программным управлением.
См. также: Токарные резцы по металлу
Токарно-фрезерные станки с ЧПУ
Числовое управление делает станки автоматизированными и помогает точно обработать самые разные заготовки. Станки по металлу с ЧПУ обладают большими плюсами, по сравнению с аналогами на ручном управлении:
- На порядок выше производительность, что важно
- Используется повышенная точность, что особенно важно при изготовлении мелких и точных деталей.
- Возможность применить современные информационные технологии при переходе на другие разновидности деталей.
- Подготовка к процессу происходит в инженерной сфере труда.
- Служат долго и надежно.
- Экономичны в расходе ресурсов, что очень важно для большого предприятия.
- Просты в использовании и обслуживании.
Также такие станки отличаются эргономичностью в дизайне. Обрабатывать при помощи таких станков можно длинные и плоские детали.

Разновидности токарно-фрезерного оборудования с ЧПУ
Производство на данный момент выпускает несколько видов фрезерных станков:
- стандартного устройства;
- с наличием противошпинделя;
- с противодным центром;
- с наличием С-оси.
Каждый из подвидов станка имеет свои технологические различия. Современные стандартные станки могут не только заниматься фрезерованием, но и сверлить отверстия в металлических изделиях. Правда револьвера у таких станков малоподвижна, а следовательно и производительность низкая.
Токарно-фрезерный аппарат по обработке не имеет таких проблем, поскольку оснащен фрезерной головкой с посадочным концом в виде самых разных типов конусов. Наличие таких головок позволяет устанавливать на оборудовании специальные резцы. Это значительно расширяет процессы, которые могут быть произведены с металлом на таком оборудовании:
- зенкерование;
- просверливание;
- фаски, а также канавки на заготовках;
- обработочные действия у торцов;
- развертывание;
- нарезание резьбы.
Также используется специальное приспособление, чтобы фиксировать квадратный хвостовик или особый инструмент для резки. Также имеется специальный механизм, который отвечает за замену инструментов в токарно-фрезерной установке с ЧПУ. Это устройство так и называется — сменщик.
Такие сложные установки необходимо на предприятиях, где изготавливают максимально сложные металлические детали различной точности и сложности. При помощи данного оборудования получается по много раз чередовать фрезерование с обточкой.
Это интересно: Термическая обработка металла
Фрезерные центры с наличием противошпинделя и С-оси
Наличие С-оси — одна из первых моделей оборудования с фрезами на центрах первейших модификаций.
Имеется отдельный привод для того, чтобы придать основному инструменту (сверлу или фрезе) вращательный момент. За замену инструментария отвечает автоматизированное устройство — сменщик.
Все устройства с С-осью — имеют одну важную рабочую функцию — контролировать угол наклона и скорость вращения обрабатываемой детали. Точность индексации в таком случае будет одна тысячная градуса.
При наличии таких механизмов обрабатывающий центр с С-осью может выполнять гораздо больше функций, чем стандартный токарный станок:
- работа над шестернами;
- операции фрезой над червячными передачами;
- обточка коленчатых валов, а также их изготовление.
Все эти операции выполняет аппарат с наличием С-оси без проблем. Это повышает его производительность.
Но аппараты с противошпинделем является более совершенным инструментом для работы с фрезой и токарным оборудованием. Второй шпиндель крепится на место задней бабки. Наличие на обрабатывающем устройстве второго шпинделя обеспечивает инструмент огромной функциональностью. Для того, чтобы инструмент стал в разы более эффективным, его можно оснастить вторым сменщиком.
Обрабатывающие центры торговой компании TRENS
Все установки этой фирмы имеют одну характерную конструкцию — наклонную раму. В итоге станки очень прочные и жесткие. На таком аппарате легко создавать максимально точные детали.
У этой торговой марки есть несколько обрабатывающих металл фрезерных станков с различным уровнем комплектации. Следует описать наиболее популярные и часто используемые на крупно- и среднесерийных производствах обрабатывающие центры.
SBL 300
Одна из простых моделей, которая работает по нарезанию резьбы, выполняет фрезерные работы, а также сложные манипуляции. Несмотря на самые простые выполняемые операции, данное устройство легко справляется со всеми фрезерными операциями.

Шпиндель данного устройства отличается повышенной жесткостью, прочностью и отменной надежностью. Его преимущество в возможности долгое время работать на высоких скоростях.
Отдельно стоит сказать и об С-оси характеристиках, которые влияют на крутящий момент. Именно эти характеристики позволяют быстро менять рабочие режимы, что необходимо в условиях современного производства.
Все плюсы данного устройства удалось получить благодаря оборудованию закрепления дискового типа.
SBL 500 A
На этом современном станке легко можно обрабатывать детали массой до тонны. В составе станка имеется противонадшпиль, а также просто настраивается понятная система ЧПУ. Заготовки фиксируются посредством гидравлических механизмов.
Особенностью данного механизма является то, что можно осуществить сверление вне оси за один прием.
SBL 700
Этот вариант станка из своей линейки считается наиболее современным. Он способен обрабатывать ступенчатую деталь и материал прямой конфигурации. При этом масса заготовки на аппарате может вырасти до 2.5 тонн. Работа всего устройства в системе ЧПУ описывается 3 D- программированием.
Через Интернет Протокол осуществляется подключение .
Обрабатывающий центр 1728С
Это часто встречающийся аппарат, который способен выполнять несколько разных функций:
- работа сверлом непосредственно прямо и под необходимым углом;
- фрезеровка контурная и стандартным методом;
- заточка и расточка.
Обработка необходимой детали происходит в патроне или в его центре. Точность при обработке обеспечивается за счет особенностей механизмов:
- Главные узлы отличаются прочностью и устойчивостью к вибрациям.
- Подшипники в этом устройстве имеют высокую точность.
- Специфические термосимметричные элементы помогают предотвратить деформацию, вызванную колебанием температур.
- Система числового управления отличается надежностью и налажена по последнему слову техники.
Данная конструкция помогает обработать различные детали диаметром до 40 см и длиной до трех метров.

Обзор прочих вариантов обрабатывающего оборудования по металлу
Спросом в России пользуются токарно-фрезерные центры, которые выпускаются на Тайвани под именем компании TAKISAWA. При большом количестве выполняемых функций данная марка обладают доступной ценой.
Важно. Имеется несколько серий, многие из которых используются на производстве автомобилей и самолетов.
У наиболее популярных станков данных моделей есть по 2 токарных узла и один фрезерный. Наличие револьверной головки гарантирует высокую точность в обработки заготовки.
Испанская компания применяет свои устройства для изготовления из металла деталей с повышенным уровнем точности, а также для их последующей подгонки.
Основные особенности марки станков испанской компании GMTK:
- Сменщики инструмента.
- Гидростатическая направляющая.
- Функция температурного контроля.
На испанских станках прекрасно обрабатывают детали из металла, которые требуют особой точности.
Есть еще несколько импортных организаций, которые пользуются успехом в производстве токарно-фрезерных станков.
VICTOR
Компания из Тайвани работает на инструментальном рынке уже более 70 лет. Станки отличаются качеством и большим количеством комплектующих. Для производства станков фирма использует специальный сорт чугуна.
MULTICUT
Чешский производитель выпускает качественное современное оборудование с высокотехнологичными системами ЧПУ. Часто эти станки имеют второй шпиндель или заднюю бабку.

Такое устройство легко обрабатывает деталь по 5 координатам. Инструмент шлифует, точит, а также производит много других действий над металлическими деталями.
DMC
Это особые аппараты класса люкс южнокорейского производства. Отличительной чертой этой марки считаются повышенные показатели производительности и обширная функциональность.
Заключение
Вне зависимости от того, нужно ли человеку подняться в космос или опуститься на глубины, он использует различные устройства и механизмы. Для их изготовления от самых простых, до самых сложных, применяются различные фрезерные станки по металлу.
На крупных производствах используются самые разные марки, как отечественных, так и зарубежных производителей. При выборе обычно ориентируются на функциональность, производительность и рентабельность устройства. Немаловажное значение имеет и наличие комплектующих. Станки с ЧПУ имеют огромное количество преимуществ перед ручными станками.
Токарно-фрезерные центры с ЧПУ
Для полной обработки сложных деталей диаметром до 710 мм (28,0 ''); диаметр шпинделя 45 (1,77 "), 65 (2,56"), 76 (2,99 "), 95 (3,74") мм
Hyperturn 200 Powermill
- Диаметр качания 1050 мм
- Макс.Диаметр обточки 1000 мм
- Макс. Скорость шпинделя 1800 об / мин
- макс. мощность 84 кВт
Hyperturn 100 Powermill
- Качели кровать 750 мм
- Макс. диаметр поворота 720 мм
- Макс.частота вращения шпинделя (с коробкой передач) 400/3500 // 143/2500 об / мин
- Макс. Мощность привода, главный шпиндель 33/53 кВт
HYPERTURN 65 POWERMILL G2
- Макс. диаметр заготовки 65 (102) мм
- Макс. скорость 5.000 об / мин
- Мощность привода Главный счетчик шпинделя 29 кВт
- Автоматизация с помощью загрузочного бруса или козла, разгрузка через встречный шпиндель
Hyperturn 65 Powermill
- Макс. диаметр заготовки 65
(76,2 / 95) мм - Размер заготовки для контршпинделя 200 х 200 мм
- Макс.скорость 5.000 об / мин
- Мощность привода Главный счетчик шпинделя 29 (37) / 29 кВт
- Автоматизация с помощью загрузочного бруса или козла, разгрузка через встречный шпиндель
HYPERTURN 45
- Макс. диаметр заготовки 45 (51) мм
- Макс.размер патрона 160 мм
- Макс. частота вращения шпинделя 7000 об / мин
- Мощность привода 15 кВт
- Бар и качели
Hyperturn 45-G3
- Макс. диаметр заготовки 45 (51) мм
- Макс.размер патрона 160 мм
- Макс. частота вращения шпинделя 7000 об / мин
- Мощность привода 15 кВт
- Бар и качели
Hyperturn 65
- Макс. диаметр заготовки 65 (76,2 / 95) мм
- Макс.размер патрона 250 мм
- Макс. скорость 5.000 об / мин
- Макс. мощность привода 29/37 кВт
- Барные погрузчики
Hyperturn 95
- Макс. диаметр заготовки Ø 95 мм
- Макс.размер патрона 315 мм
- Длина кровати 1700 мм / 2300 мм
- Макс. скорость 3500 об / мин
- Макс. мощность привода 33 кВт
Hyperturn 110
- Макс. диаметр заготовки 110 мм
- Макс.размер патрона 500 мм
- Длина кровати 1700 мм / 2300 мм
- Макс. скорость 2500 об / мин
- Макс. мощность привода 52 кВт
Что такое ЧПУ и станки с ЧПУ? [2020 Easy Guide]
Краткая история ЧПУ
Первые коммерческие станки с ЧПУ были построены в 1950-х годах и работали на перфоленте. Хотя концепция сразу доказала, что она может сэкономить затраты, она была настолько отличной, что очень медленно завоевывала популярность у производителей.
Чтобы способствовать более быстрому внедрению, армия США купила 120 станков с ЧПУ и одолжила их различным производителям, чтобы они могли лучше познакомиться с идеей числового управления.К концу 50-х годов NC начал завоевывать популярность, хотя ряд проблем все еще оставался.
Например, g-код, почти универсальный язык ЧПУ, который мы имеем сегодня, не существует. Каждый производитель выдвигал свой собственный язык для определения числового управления или программ обработки деталей (программ, которые станки будут выполнять для создания детали).
1959 Станок с ЧПУ: Милуоки-Матик-II был первым станком с устройством смены инструмента…
В течение 1960-х годов ряд ключевых разработок быстро развился с помощью ЧПУ:
- Стандартный язык G-кода для программ обработки деталей. Происхождение g-кода восходит к MIT, примерно в 1958 году, когда он использовался в Лаборатории сервомеханизмов MIT.Альянс электронной промышленности стандартизировал g-код в начале 1960-х годов.
- САПР стал самостоятельным и начал быстро заменять бумажные чертежи и чертежников в 60-х годах. К 1970 году САПР стала достаточно крупной отраслью, в которой были такие игроки, как Intergraph и Computervision, с которыми я консультировался еще в студенческие годы.
- Мини-компьютеры, такие как DEC PDP-8 и Data General Nova, стали доступны в 60-х годах и сделали станки с ЧПУ более дешевыми и мощными.
К 1970 году экономика большинства западных стран замедлилась, а расходы на занятость росли.С 60-х годов, предоставив прочную технологическую базу, которая была необходима, ЧПУ взлетел и начал неуклонно вытеснять старые технологии, такие как гидравлические трассеры и ручная обработка.
американских компаний в основном начали революцию с ЧПУ, но они были чрезмерно сосредоточены на высоком уровне. Немцы первыми увидели возможность снизить цены на ЧПУ, и к 1979 году немцы продавали больше ЧПУ, чем американские компании. Японцы повторили ту же формулу в еще более успешной степени и отняли лидерство у немцев всего год спустя, к 1980 году.В 1971 году все 10 крупнейших компаний с ЧПУ были американскими, но к 1987 году остался только Цинциннати Милакрон, и они заняли 8 место.
В последнее время микропроцессорная технология сделала управление ЧПУ еще дешевле, что привело к появлению ЧПУ для хобби и персонального рынка ЧПУ.
Доступное оборудование с ЧПУ также проложило путь к использованию ЧПУ в прототипировании наряду с 3D-печатью. Ранее использование ЧПУ ограничивалось прежде всего производственными цехами.
Проект Enhanced Machine Controller, или EMC2, был проектом по внедрению контроллера ЧПУ с открытым исходным кодом, который был запущен NIST, Национальным институтом стандартов и технологий в качестве демонстрации.Некоторое время в 2000 году проект был передан в общественное достояние и Open Source, а EMC2 появился немного позже, в 2003 году.
Mach4 был разработан основателем Artsoft Арт Фенерти как ответвление ранних версий EMC для работы на Windows вместо Linux, что делает его еще более доступным для персонального рынка ЧПУ. ArtSoft, компания ArtSoft, была основана в 2001 году. Появление Mach4 впервые сделало ЧПУ доступным вне промышленных цехов.
И программы EMC2 (теперь называемые LinuxCNC), и программы Mach4 CNC сегодня живы и процветают, как и многие другие технологии ЧПУ.
Мы прошли долгий путь со времен старых числовых контрольных дней!
Объяснение оси фрезерного станка с ЧПУ[Полное руководство по DIY]

Шаговый двигатель для фрезерного станка с ЧПУ…
На фотографии выше показан типичный шаговый двигатель для фрезерного станка с ЧПУ. Так называют Stepper Motors, потому что они предназначены для движения с дискретными ступенями . Типичный шаговый двигатель может двигаться за 200 шагов за оборот; около 1,4 градуса за шаг.
Обратите внимание, что данный конкретный мотор имеет водонепроницаемое соединение.Это важно, если на вашей машине когда-либо будет залито охлаждающее средство - охлаждающая жидкость и электрика будут плохо смешиваться.
Stepper Motors - самый распространенный двигатель для проектов ЧПУ, но большинство коммерческих ЧПУ, по крайней мере, промышленного качества, используют Servo Motors .
Вот серводвигатель, который я использовал в своем проекте для преобразования мельницы RF-45 в ЧПУ:

Серводвигатель с ременным приводом…
В чем разница между сервоприводом и шаговым двигателем?
Основным отличием является то, что сервомоторы имеют с замкнутым контуром , а шаговые двигатели - с открытым контуром .
К сервоприводу подключено устройство, называемое энкодером. Вы можете видеть это на фотографии как маленький черный ящик на задней панели сервомеханизма, к которому подключен серый кабель.
Типичный оптический датчик положения вала для серводвигателя…
Энкодеры - это датчики, которые показывают сервоприводу, как далеко он продвинулся. Этот сигнал обеспечивает обратную связь с контроллером, что дает ряд преимуществ и повышает производительность. Обратная связь объясняет, почему он называется «Замкнутый цикл».
При использовании шагового двигателя контроллер сообщает ему о необходимости сделать шаг, и он просто должен предположить, что он это сделал.
Почему бы и нет?
В большинстве случаев это так, но когда это не так, двигатель теряет шаги. Это происходит, если мы просим двигатель сделать что-то, что слишком сложно сделать. Это случается не часто, но случается чаще, чем хотелось бы.
Потерянные шаги ограничивают точность станка с ЧПУ.
Сервоприводытакже работают лучше в том смысле, что они вырабатывают энергию в более широком диапазоне и часто на более высоких оборотах.Это может привести к более быстрым движениям оси и лучшему ускорению.
Наконец, сервоприводы имеют более высокое разрешение. Степпер имеет 200 шагов на оборот. В настоящее время давайте проигнорируем идею Microstepping, потому что она не надежна как способ увеличения разрешения нашей машины. Теперь, когда 200 шагов проходит через ходовой винт и, возможно, ремень или другой привод, поэтому фактическое расстояние, пройденное за 1 шаг, может быть довольно маленьким. Но есть конечное расстояние.
Сервокодер обычно имеет 1024 позиции, которые он может измерять, и даже 4096 позиционных кодеров не являются редкостью.Это число, 1024, становится серво-эквивалентом 200 шагов, поэтому мы можем видеть пятикратное улучшение разрешения.
Есть много плюсов и минусов Сервос против Степперов. Эта статья дает вам полный совок:
[Servos vs Stepper Motors / Open vs Closed Loop в ЧПУ]
Выбор подходящих двигателей для вашего проекта ЧПУ
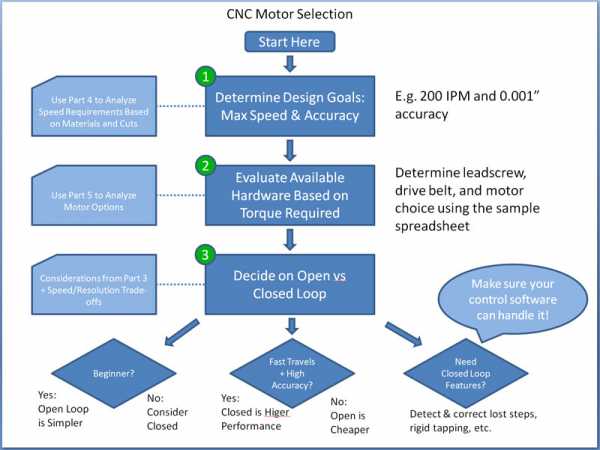
Как вы можете себе представить, есть научный процесс, который вы можете использовать, чтобы выбрать правильные двигатели для вашего проекта ЧПУ. Требуется несколько шагов:
1.Решите, хотите ли вы Servos или Steppers.
2. Определите диапазон подачи, который вам необходим для вашего станка с ЧПУ, на основе материалов и резцов, которые вы будете использовать с ним.
3. Определите требования к ускорению для вашей машины. Примечание. С вами постоянно связываются люди, которые хотят использовать G-Wizard для определения силы резания, чтобы они знали, какой двигатель выбрать. Плохие новости: вы пожалеете, если будете следовать по этому пути, потому что ускорение - это то, что определит производительность вашей машины, и для ускорения оси требуется гораздо больше усилий, чем просто удерживать на ней силы резания.
С учетом информации, полученной на этих этапах, вы можете сделать очень грамотный выбор того, какие двигатели использовать.
Конечно, у нас есть статьи, которые проведут вас через этот процесс:
[Определение ваших потребностей в производительности движения (# 2)]
[Силы ускорения и резания (# 3)]
[Выбор окончательного варианта двигателя с ЧПУ]
Вот графическое резюме процесса принятия решений, описанного в 3 статьях: