





Токарно карусельный станок с чпу
Существует довольно много типов различных заготовок, некоторые имеют большой вес или диаметральный размер, у других преобладают линейные размеры. Для получения некоторых из них, имеющих большой диаметр и малую длину, проводится установка на токарно-карусельный станок для последующей обработки. Важным моментом назовем то, что универсальный токарно-карусельный станок сегодня встречается крайне редко по причине распространения лобовых токарных агрегатов. Все токарно-карусельные станки оснащаются паспортом, в котором указывается производителем наиболее важная информация.
 Токарно-карусельные станки
Токарно-карусельные станкиОбласть применения и достоинства
Карусельный станок имеет устройство, подходящее для получения деталей путем метода точения. Например, можно получить болванки для изготовления зубчатых колес. Технические характеристики токарно-карусельных станков определяют возможность проведения следующих операций:
- Обычное токарное точение.
- Нарезка резьбы.
- Подрезание торцов.
- Зенкирование.
- Создание канавок.
- Сверление и растачивание.
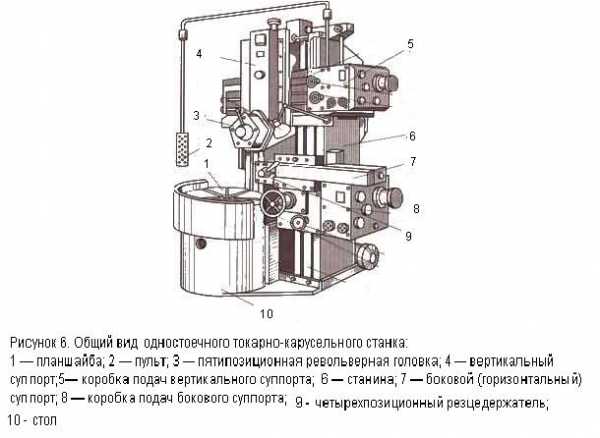
Основные части одностоечного токарно-карусельного станка
Рассматривая назначение карусельного станка, следует уделить внимание тому, что установка специальной оснастки позволяет проводить долбление, точение по копиру или фрезерование. Изготовить деталь токарно-карусельным станком можно в случае, если она из углеродистой стали, цветных металлов или чугуна. Назначение токарно-карусельных станков может быть специфическим, что следует учитывать.
Токарный станок карусельного типа обладает следующими достоинствами:
- Сегодня карусельный станок с ЧПУ или без этого блока устанавливается в производственных линиях, которые функционируют для получения высокоточных заготовок. При этом токарно-карусельный станок с ЧПУ позволяет существенно снизить вероятность появления брака.
- Проводимая модернизация токарно-карусельного станка упрощает управление оборудованием, так как для перемещения основных узлов устанавливается электрический или гидравлический привод. Примером можно назвать карусельный станок с ЧПУ, для правления которого устанавливается компьютер, обрабатывающий вводимую информацию оператором.
- Если рассматривать описание токарно-карусельных станков можно обратить внимание на то, что главное движение вращательное, передается на планшайбу с заготовкой.
- Ремонт токарно-карусельных станков в большинстве случаев проводится своими руками. Большинство моделей обладает высоким показателем ремонтопригодности, при правильной эксплуатации и своевременном обслуживании серьезные неисправности появляются очень редко.

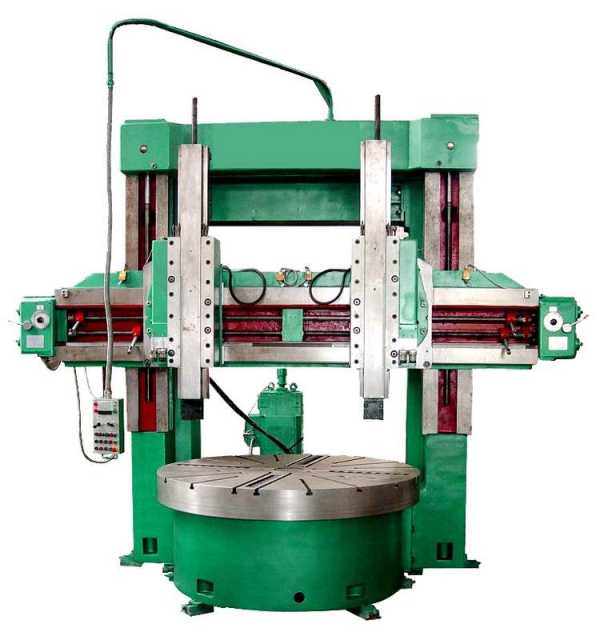
Токарно-карусельный станок на производстве
Кроме этого схема токарно-карусельного станка снижает риск получения травмы. Этот момент определяет существенное повышение безопасности оператора при проведении различных операций.
Конструкция и основные узлы
Карусельный токарный станок имеет устройство, которое не схоже с устройством металлообрабатывающего оборудования других групп. Особенности заключаются в нижеприведенных моментах:
- Основные узлы токарно-карусельного станка представлены рабочим столом и приводом.
- Рассматривая токарно-карусельный станок, отметим установку планшайбы на столе. Именно она определяет особенности работы токарно-карусельного станка. Планшайба служит для закрепления заготовок, она может иметь различное сечение и диаметральный размер.
- Модели токарно-карусельных станков зачастую имеют горизонтальное расположение стола. За счет этого существенно упрощается установка заготовок с большим весом.
- Следует учитывать тот момент, что расточные станки токарно-карусельные или другого типа могут иметь как одну, так и две стойки. Двухстоечный токарно-карусельный станок получил большое распространение в случае обработки заготовок большого веса и размеров. Это связано с тем, что две стойки позволяют повысить жесткость конструкции для обеспечения наилучших условий обработки.
- Как ранее было отмечено, нарезка резьбы карусельными станками возможна только при установке дополнительной оснастки. Провести модернизацию токарно-карусельного станка может оператор при условии наличия специальной оснастки.
- Одностоечные варианты исполнения чаще всего имеют ЧПУ. В данном случае режимы резания для токарно-карусельных станков вводятся оператором. Диаметральный показатель в этом случае не превышает значения 150 сантиметров.
- Варианты моделей с двумя стойками могут применяться для обработки заготовок с диаметром более 165 сантиметров. Модели токарно-карусельных станков с двумя стойками также имеют элемент, называемый порталом. Его размещают между двумя стойками.
- Вариант с одной стойкой позволяет проводить обработку конических поверхностей. Назначение токарно-карусельных станков предусматривает наличие расточного суппорта, который имеет продольную каретку и поворотный узел, ползун и держатель для выбранного режущего инструмента.
- Многие токарно-карусельные станки имеют кинематическую схему, которая предусматривает передачу усилия на револьверного суппорта. Подобный токарно-карусельный станок имеет электрическую схему, которая предусматривает установку нескольких электрических двигателей, каждый отвечает за передвижение определенного органа, к примеру, револьверного суппорта. Рассматривая паспорт некоторых токарно-карусельных станков уделяют внимание возможность установки нескольких режущих инструментов. Технические характеристики револьверной головки токарно-карусельных станков предусматривают установку специальных державок. Одностоечный карусельный станок имеет назначение, связанное с бесперебойной работой благодаря установке только одного суппорта и револьверной головкой. Одностоечный и двухстоечный токарно-карусельный станок могут иметь траверсу, по которой суппорт передвигается в ручном или автоматическом режиме.
- Многие одностоечные модели имеют дополнительный суппорт, расположенный на боковой стороне стойки. Дополнительный суппорт имеет универсальный держатель, в котором также проводится крепление инструмента. Токарный станок карусельного типа с дополнительным суппортом также применяется для того, чтобы обработать деталь за самое короткий срок. Перемещается устройство в горизонтальной и вертикальной плоскости при автоматическом или ручном управлении. Применение подобного оборудования позволяет существенно ускорить обработку, так как резание проводится инструментом, устанавливаемым в револьверной головке и боковом суппорте. Подобное устройство высоко эффективно при больших габаритах заготовок.

Планшайба токарно-карусельного станка
Режимы резания могут устанавливаться через блок управления, который размещается на стойке. Станки токарно-карусельные с ЧПУ имеют блок управления, который позволяет вводить программу или контролировать положение всех узлов.
Основные критерии выбора
Рассматривая основные параметры, по которым определяются особенности оборудования, нужно уделить внимание нижеприведенным моментам:
- Показатель мощности. Как ранее было отмечено, карусельные станки могут иметь несколько электрических двигателей. Стандартная кинематическая схема предусматривает наличие одного основного электрического мотора, а также несколько дополнительные, которые позволяют точно управлять узлами или предназначены для подачи СОЖ. Тот момент, что данная группа оборудования предназначена для обработки больших заготовок, электрическая схема предусматривает суммарную мощность более 10 кВт.
- Количество скоростей. Карусельные станки снабжают кинематикой с возможностью установки определенной скорости. Согласно разработанной технологии обработки скорость резания варьирует в большом пределе.
- Угол наклона суппорта. В данном приспособлений устанавливается конструкция, которая позволяет изменять угол наклона суппорта. Это необходимо для получения деталей с самой различной геометрией.
- Количество оборотов планшайбы в минуту. Карусельные станки имеют одну важную особенность: планшайба также может совершать вращение вокруг своей оси. За счет этого обработка существенно упрощается и ускоряется.
- Сечение шайбы.
- Диапазон, в котором может передвигаться поперечина в случае двухстоечной модели. Одностоечный вариант исполнения не имеет поперечины, что существенно уменьшает размер обрабатываемых заготовок.
- Наибольшее расстояние в горизонтальной и вертикальной плоскости, на которое могут перемещаться узлы.
- Высота и сечение заготовок, которые могут обрабатывать карусельные станки.
- Количество инструментов, которые можно установить в револьверный аппарат для их смены. Стоит учитывать, что револьверная головка свойственна моделям с ЧПУ, или тем, которые могут проводить обработку в автоматическом режиме благодаря другим устройствам управления.
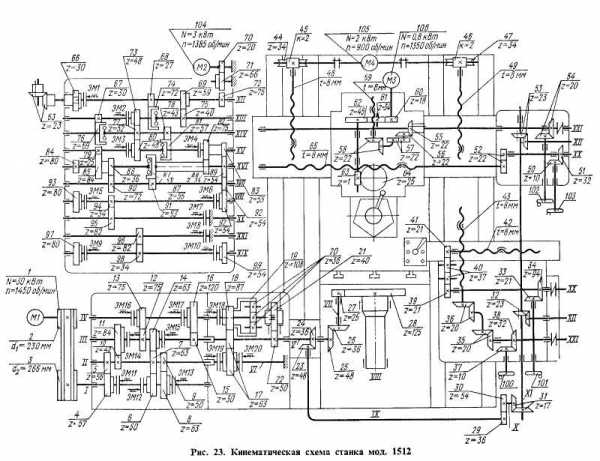
Кинематическая схема токарно-карусельного станка на примере модели 1512
Ремонт токарно-карусельных станков проводится намного реже по причине того, что на основные узлы оказывается невысокая консольная нагрузка в сравнении с оборудование обычной токарной группы.
Принцип действия
Рассматривая описание станков карусельной группы уделяется внимание тому, какие узлы будут получать вращение или возвратно-поступательное движение. Токарно-карусельный станок с ЧПУ или без него имеют следующие особенности:
- Суппорты передвигаются благодаря движению подачи. Режущий инструмент должен крепиться в суппортах, их положение меняется в ручном режиме или через автоматическую подачу.
- Вращение передается планшайбе. Рассматриваемому оборудованию свойственно то, что основной привод связан именно с этим элементом конструкции, в котором проводится крепление заготовки.
- Есть весьма большое количество дополнительные движений, которые могут упростить процесс обработки. Примером назовем револьверный аппарат, в котором устанавливается инструмент для растачивания или выполнения других операций. Смена инструмента проводится путем его поворота вокруг своей оси. При нарезании резьбовых поверхностей устанавливается дополнительная оснастка, у некоторые моделей возвратно-поступательное движение получает и стол, вращение передается инструментам. Движение передается и траверсе.
Однако принцип действия токарно-карусельного станка с ЧПУ несколько отличается, о чем далее поговорим подробно.
Модели с ЧПУ
Токарно-карусельные станки с ЧПУ не имеют бокового суппорта, так как конструкция суппорта существенно усложняется.
Многие предпочитают изготавливать требуемые детали именно на данном оборудовании по следующим причинам:
- Блок управления позволяет задавать количество оборотов планшайбы. При этом оператор может задать параметры с высокой точностью.
- Для работы могут устанавливаться инструменты, режущая кромка которых изготавливается из износостойкой стали. За счет этого можно существенно ускорить процесс резания.
- Обработка зачастую проводится в автоматическом режиме под управлением компьютера, что существенно упрощает резьбонарезные модели в применении. Ведь во многих случаях именно ошибка, которая допускается оператором, становится причиной возникновения брака.
- Для применения подобного оборудования достаточно иметь в штате технолога, который должен написать программу под получение определенных деталей.
- Точность получаемых размеров может быть весьма велика. Станок данной группы может быть расточным или универсальным, предназначен для выполнения других операций.
- Электросхема современных станков позволяет существенно снизить электрические расходы. Для этого проводится установка электродвигателей с высокой экономичностью и КПД. Как и обычных моделей, на версии с ЧПУ устанавливается несколько электродвигателей, каждый отвечает за выполнение определенных задач.

Токарно-карусельный станок с ЧПУ
В общем можно сказать, что будущее различных производственных отраслей именно за станками с ЧПУ. Они обладают повышенной производительностью, позволяют получать высокоточные детали. При этом размеры конструкции с каждым годом уменьшают, а область обработки закрывают защитным кожухом.
Токарный станок с ЧПУОсновные детали - Helman CNC
Токарный станок с ЧПУ с физической точки зрения представляет собой простой токарный станок с панелью управления с ЧПУ, оснащенной им. Внутренне все функции токарного станка с чпу контролируются с помощью чпу управления.
Вам может понравиться Что такое ЧПУ? Перспектива машиниста с ЧПУ для начинающих в мастерской
Основные детали токарного станка с ЧПУ
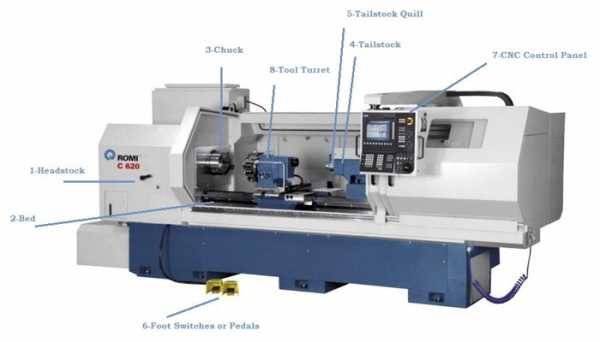
Основные детали токарного станка с ЧПУ
1 - Headstock
Головка токарного станка с ЧПУ имеет главный двигатель токарного станка с ЧПУ, который приводит в движение главный шпиндель.Чак установлен на этот главный шпиндель.

Головка токарного станка с ЧПУ
Вот еще один токарный станок с ЧПУ, крышки передней бабки сняты, поэтому вы можете увидеть главный привод (главный двигатель), шестерни. Зубчатые передачи могут быть выбраны с помощью инструкций по программированию с ЧПУ (M41, M42, M43)
2 - Станина токарного станка с ЧПУ
Станок перемещается по станине токарного станка с ЧПУ, которая специально закалена, поэтому любая обработка не может на них повлиять.
3 - Патрон
Патрон токарного станка с ЧПУзахватывает деталь, подлежащую обработке.Сам Чак состоит из множества частей. Челюсти крепятся на патроне для захвата детали, вы можете прочитать больше о челюстях здесь. Станки с ЧПУ Введение в станки с ЧПУ.

Токарный патрон с ЧПУ с кулачками
4 - Задняя бабка
Задняя бабка в основном используется для придания дополнительной силы захвата при обработке деталей. При обработке длинных компонентов они обеспечивают дополнительное усилие на другом конце, поэтому процесс обработки может проходить плавно. Вы можете видеть на изображении выше, что на одном конце патрон захватывает компонент, а на другом конце задняя бабка создает дополнительное усилие.
5 - Перо задней бабки
На самом деле вы перемещаете всю заднюю бабку вперед или назад, но таким образом она не используется для захвата детали, но бабка перемещается в точку рядом с компонентом, а затем устанавливается там, после этого Вы активируете иглу задней бабки, которая перемещается либо с гидравлическим, либо с пневматическим давлением, чтобы захватить компонент.
Педальные переключатели используются для актуального патрона и иглы задней бабки. С помощью этих педалей машинист открывает и закрывает зажимной патрон, чтобы захватить компонент, точно так же, как перо задней бабки перемещается в переднее положение или наоборот через эти педали.

Ножные токарные станки с ЧПУ или педали
7 - Панель управления ЧПУ
Мозг станка с ЧПУ, все программы ЧПУ хранятся внутри этой панели, машинисты с ЧПУ контролируют всю машину с помощью клавиш на этой панели. Станки с ЧПУ определяют / останавливают ось перемещения станка, нажимая различные клавиши на этой панели.

Обучение программированию G-кода
Они могут войти в новую программу с помощью этой панели, программы также могут быть переданы через USB-порт на этой панели.Так что это основная часть, которая контролирует всю машину с ЧПУ.
8 - револьверная головка
Инструмент монтируется на револьверной головке, которая используется для обработки деталей. Инструментальные револьверы различаются по форме и количеству инструментов, которые могут быть установлены на них.
Чтение револьверной головки токарного станка с ЧПУ Введение для начинающих Машинисты с ЧПУ.
| | Категория | | ||||
| G00 | Движение | Двигайтесь по прямой на скорости на порогах. | XYZ конечной точки | G00 и MDI. Линейное движение: G00 и G01 | ||
| G01 | Движение | Движение по прямой на последней скорости, управляемой (F) средней скоростью | XYZ конечной точки | G01 и MDI. Линейное движение: G00 и G01 | ||
| G02 | Движение | Круговая дуга по часовой стрелке при (F) Eedrate | XYZ конечной точки IJK относительно центра R для радиуса | Дуги окружности: G02 и G03 | ||
| G03 | Движение | Дуга окружности против часовой стрелки в точке (F), | XYZ конечной точки IJK относительно центра R для радиуса | Дуги окружности: G02 и G03 | ||
| G04 | Движение | Задержка: остановка на определенное время. | P за миллисекунды X за секунды | Точное время и скорость: останов, точный останов, компенсация люфта | ||
| G09 | Движение | Точная проверка остановки | Точное время и скорость: останов, точный останов, компенсация люфта | |||
| G10 | Компенсация | Ввод программируемых параметров | ||||
| G17 | Координата | Выберите плоскость X-Y | Координаты G-кода ЧПУ | |||
| G18 | Координата | Выбрать плоскость X-Z | Координаты G-кода ЧПУ | |||
| G19 | Координата | Выбрать самолет Y-Z | Координаты G-кода ЧПУ | |||
| G20 | Координата | Программные координаты в дюймах | G20 и G21: преобразование единиц измерения | |||
| G21 | Координата | Программные координаты мм | G20 и G21: преобразование единиц измерения | |||
| G27 | Движение | Проверка возврата контрольной точки | G28: возврат в контрольную точку | |||
| G28 | Движение | Возврат в исходное положение | G28: возврат к контрольной точке | |||
| G29 | Движение | Возврат из референтной позиции | G28: возврат в контрольную точку | |||
| G30 | Движение | Возврат к 2-й, 3-й и 4-й контрольной точке | G28: возврат к контрольной точке | |||
| G32 | Консервы | Резьба с постоянным ходом (например, G01 синхронизирована со шпинделем) | ||||
| G40 | Компенсация | Коррекция на режущий инструмент отключена) | ||||
| G41 | Компенсация | Коррекция на режущий инструмент слева (радиус комп.) | ||||
| G42 | Компенсация | Коррекция на режущий инструмент справа (радиус комп.) | ||||
| G43 | Компенсация | Применить коррекцию на длину инструмента (плюс) | ||||
| G44 | Компенсация | Применить коррекцию на длину инструмента (минус) | ||||
| G49 | Компенсация | Отмена коррекции на длину инструмента | ||||
| G50 | Компенсация | Сброс всех масштабных коэффициентов до 1.0 | ||||
| G51 | Компенсация | Включить масштабные коэффициенты | ||||
| G52 | Локальное рабочее смещение для всех систем координат: добавьте смещения XYZ | |||||
| G53 | Система координат станка (отмена рабочих смещений) | |||||
| G54 | Рабочая система координат (1-я заготовка) | |||||
| G55 | Рабочая система координат (2-я заготовка) | |||||
| G56 | Рабочая система координат (3-я заготовка) | |||||
| G57 | Рабочая система координат (4-я заготовка) | |||||
| G58 | Рабочая система координат (5-я заготовка) | |||||
| G59 | Рабочая система координат (6-я заготовка) | |||||
| G61 | Прочее | Точный режим проверки остановки | Точное время и скорость: останов, точный останов, компенсация люфта | |||
| G62 | Прочее | Автоматическая коррекция угла | ||||
| G63 | Прочее | Режим постукивания | ||||
| G64 | Прочее | Лучшая скоростная трасса | ||||
| G65 | Прочее | Пользовательский макрос простой вызов | подпрограммы и макросы | |||
| G70 | Консервы | цикл точения финиша | ||||
| G71 | Консервы | Цикл чернового точения | G71: цикл грубой обточки G71 Тип II: черновое точение с «карманами» | |||
| G72 | Консервы | Грубый облицовочный цикл | ||||
| G73 | Консервы | Повторяющийся узор | ||||
| G74 | Консервы | Пек Буровой цикл | ||||
| G75 | Консервы | Долбежный цикл | ||||
| G76 | Консервы | Цикл заправки | G76 Токарно-винторезный цикл | |||
| G80 | Консервы | Отмена постоянного цикла | ||||
| G83 | Консервы | Цикл торцевого сверления | ||||
| G84 | Консервы | Цикл касания лица | ||||
| G86 | Консервы | Постоянный цикл сверления, останов шпинделя, быстрый вывод | ||||
| G87 | Консервы | Цикл бокового бурения | ||||
| G88 | Консервы | Боковой цикл | ||||
| G89 | Консервы | Боковой сверлильный цикл | ||||
| G90 | Абсолютное программирование XYZ (системы типа B и C) | |||||
| G90.1 | Абсолютное программирование IJK (системы типов B и C) | |||||
| G91 | Инкрементное программирование XYZ (системы типа B и C) | |||||
| G91.1 | Инкрементальное программирование IJK (системы типов B и C) | |||||
| G92 | Цикл обрезки нити | |||||
| G92 (альтернатива) | Движение | Зажим максимальной скорости шпинделя | S | |||
| G94 | Движение | Цикл поворота торца | ||||
| G96 | Движение | Постоянная скорость на поверхности ВКЛ | G96: постоянная скорость поверхности | |||
| G97 | Движение | Отмена постоянной скорости на поверхности | G96: постоянная скорость поверхности | |||
| G98 | Движение | подача в минуту | G-код | G-кода и G-код G99: режимы постоянного возврата или подачи | ||
| G99 | Движение | подача на оборот | G-код G98 и G-код G99: режимы возврата в постоянный цикл или подачи | |||
| М-коды
| ||||||
| M00 | М-код | Стоп программы (не обязательно) | ||||
| М01 | М-код | Дополнительная остановка: выбран оператор для включения | ||||
| M02 | М-код | Конец программы | ||||
| M03 | М-код | Шпиндель ВКЛ (вращение по часовой стрелке) | M03 и MDI. | |||
| M04 | М-код | шпиндель включен (вращение против часовой стрелки) | ||||
| M05 | М-код | Останов шпинделя | M05 и MDI. | |||
| M06 | М-код | Смена инструмента | ||||
| M07 | М-код | Mist Coolant ON | M07 и MDI. | |||
| M08 | М-код | Поток СОЖ НА | M08 и MDI. | |||
| M09 | М-код | Хладагент ВЫКЛ | M09 и MDI. | |||
| М13 | М-код | Шпиндель ВКЛ (вращение по часовой стрелке) + СОЖ ВКЛ | M13 и MDI. | |||
| M14 | М-код | шпиндель включен (вращение против часовой стрелки) + охлаждающая жидкость включена | M14 и MDI. | |||
| М30 | М-код | Конец программы, режимы перемотки и сброса | ||||
| M97 | М-код | Вызов подпрограммы в стиле Haas | Подпрограммы и макросы | |||
| M98 | М-код | вызов подпрограммы | подпрограммы и макросы | |||
| M99 | М-код | Возврат из подпрограммы | Подпрограммы и макросы | |||
- +86 150 6402 6772
- [email protected]
- кб
Переключить навигацию
- Дом
- Продукт
- CNC Router
- ATC CNC Router
- 4-осевой ЧПУ
- Круговая ось с ЧПУ
- 5-осевой фрезерный станок с ЧПУ
- Многоголовочный ЧПУ
- Деревообрабатывающий центр с ЧПУ Мини-фрезерный станок с ЧПУ
- EPS / пена с ЧПУ
- Фрезерный станок с ЧПУ
- Токарный станок с ЧПУ
- CNC Router




