Управляющие программы для фрезерных станков с чпу
Лучшие программы для станков с ЧПУ

В этой статье мы рассказываем о программах для работы со станками с ЧПУ, их разновидностях, свойствах и возможностях. Узнайте больше о том, что такое CAD, CAM и как это работает, прочитав эту статью.
Введение
Источник: metalmecanica.com
Вы приобрели долгожданный фрезерный станок с ЧПУ, и вам не терпится начать с ним работать? Пожалуйста, не спешите, чтобы дорогостоящий станок с ЧПУ не превратился в груду металлолома раньше, чем успеет хоть что-то сделать.
Сначала вам потребуется выбрать и тщательно настроить под ваш станок необходимое ПО CAM (Computer-aided manufacturing — система автоматизированного производства) — специальную программу, работающую с подготовленными в CAD проектами.
CAD (Computer-aided design — система автоматизированной разработки) — программное обеспечение для проектирования, позволяющая создавать трехмерные объекты на основе заданных данных и редактировать их. Созданные в CAD проекты используются в CAM непосредственно для работы с оборудованием.
CAM-программа конвертирует цифровые объекты в понятные станку команды в формате G-code. G-code это непосредственно управляющая программа для станков с ЧПУ — набор команд для оборудования.
Зачастую CAD/CAM поставляются в виде одного программного пакета, либо заранее подготовлены для простой интеграции в программно-аппаратные комплексы и совместной работы.
Самые популярные и функциональные CAD/CAM-программы отличаются сложностью и требуют серьезной подготовки оператора. Не стремитесь сразу установить себе «самый популярный CAM», попробуйте сначала сделать несколько деталей с более простым пакетом. То, что вы узнаете по ходу дела, значительно облегчит освоение более функционального и сложного ПО.

Источник: produktion.de
Для совместимости CAM-программы со станком и правильной обработки получаемого кода иногда необходимо применение программ-конвертеров «Post» или «Post Processor». Если не использовать соответствующий пост-процессор, то можно получить g-code, который выглядит хорошо, но дает странные результаты при его запуске на станке.
Прежде, чем выбрать какой-то определенный CAM, обязательно посмотрите учебные видео по работе с ним, чтобы освоить основные понятия. Чтобы работа на станке с ЧПУ была эффективной, нужно научиться «думать, как CAM». Это поможет лучше понять, какие действия совершает станок, когда изготавливает деталь, какие команды и в какой последовательности он должен получить для этого.
Стоит также заметить, что помимо CAM-программ существуют еще и программы прямого управления (machine controller) станком с ЧПУ, передающие, например, движение мышки или пера непосредственно на контроллер станка. Наиболее популярные из них:
Создание управляющей программы для станка с ЧПУ
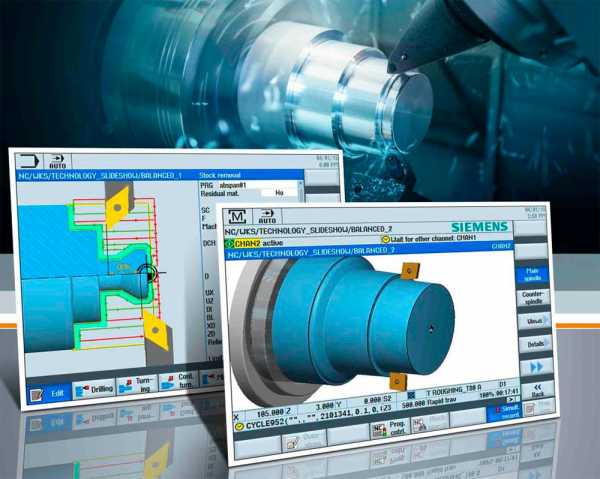
Источник: cnccookbook.com. На схеме: двухмерный рисунок или 3D-модель из SolidWorks, Autodesk и т.д. обрабатывается в CAM или в слайсере для получения g-code, код из CAM предназначен для станков, из слайсера — для 3D-принтеров.
Независимо от того, используете ли вы фрезерный или токарный станок с ЧПУ, типичный процесс создания детали состоит из следующих этапов:
- CAD используется для проектирования деталей;
- дополнительные программы могут оптимизировать результат CAD для изготовления на станке;
- CAM анализирует чертеж CAD, получает данные от оператора станка (например, о типе материала или инструменте) и выводит управляющие команды G-Code для контроллера станка;
- контроллер станка, на основе полученных из G-code-команд, активирует соответствующие электрические цепи в нужной последовательности и с заданной длительностью, что заставляет станок выполнять предусмотренные программой операции.
G-Сode — это наиболее распространенный язык, который понимают станку с ЧПУ. Помимо G-Code используются такие языки, как OpenSBP, HPGL (Hewlett-Packard Graphics Language), Cutter Location (CL) Data, APT.
Программирование ЧПУдля станков с ЧПУ
Программирование ЧПУне так сложно освоить и освоить, особенно программирование станков с ЧПУ для токарных станков с ЧПУ. Потому что токарные станки с ЧПУ имеют только две оси для работы с осью X и Z.
Программирование ЧПУ для станков с ЧПУ
Ось X токарного станка с ЧПУ контролирует диаметр детали.
Ось Z токарного станка с ЧПУ контролирует длину компонента.
Чтобы научиться программировать с чпу, вам лучше начать с простых программных чертежей.
Вот несколько основных примеров программирования с ЧПУ.
Чтобы запустить программирование с ЧПУ для токарного станка с ЧПУ, процесс находится под.
Сначала необходимо вызвать подходящий режущий инструмент для обработки. Этот шаг зависит от станка с ЧПУ, но при управлении ЧПУ Fanuc вы будете использовать следующую команду программирования с ЧПУ,
T5 или T0505
Теперь загрузите значение рабочей смены, следующие команды программирования с ЧПУ используются для загрузки рабочей смены,
G10, G54
Повернуть главный шпиндель токарного станка с чпу.Команда программирования ЧПУ для вращения главного шпинделя находится под,
G97 S1000
Приведенная выше команда программирования ЧПУ не заставит шпиндель вращаться, это на самом деле только скажет станку с ЧПУ, что я хочу вращать главный шпиндель со скоростью 1000 об / мин. В минуту),
, но для фактического вращения на шпиндель вы должны дать другую команду программирования ЧПУ, или М-код, или М-функцию, чтобы сказать станку с ЧПУ, что нужно вращать шпиндель в CW (вращение по часовой стрелке) или CCW (вращение против часовой стрелки) ,
M03 (вращать шпиндель в направлении по часовой стрелке) M04 (вращать шпиндель в направлении против часовой стрелки) M05 (Останов шпинделя)
Чтобы включить охлаждающую жидкость станка с ЧПУ, чтобы наша вставка инструмента и компонент не могли нагреваться, необходимо включить охлаждающую жидкость, команды программирования ЧПУ или функции M соответствуют
M08 (охлаждающая жидкость НА) M09 (охлаждающая жидкость выключена)
Теперь самое время переместить инструмент, для перемещения инструмента есть несколько команд программирования (G-коды) с ЧПУ.
Чтобы перемещать инструмент с быстрой подачей или словами с ЧПУ, мы говорим это «Быстрый ход». Инструмент, который мы будем использовать, следуя команде программирования ЧПУ или G-коду,
G00 X... Z ...
Значения X и Z с G00 являются координатами пункта назначения для инструмента.
Для перемещения инструмента с контрольной подачей или для линейного перемещения инструмента мы будем использовать следующую команду программирования ЧПУ или G-код,
G01 X ... Z ... F ...
X и Z значения с G01 являются координатами пункта назначения по осям X и Z. Значение F - это подача инструмента. Это может быть G95 (подача на оборот).
Для обработки дуговой или круговой интерполяции на компоненте используются следующие команды программирования ЧПУ или G-коды,
G02 X... Z ... R ... G03 X ... Z ... R ...
G02 G-код программирования ЧПУ используется для программирования дуги по часовой стрелке, а G-код G03 используется для программирования дуги против часовой стрелки. Значения X и Z являются координатами пункта назначения, а R - радиусом дуги.
Таким образом, вы завершите все программы ЧПУ.
Чтобы завершить программу cnc, вы будете использовать следующую команду программирования cnc или M-код,
M30
M30 Завершить программу cnc и подвести курсор к ее запуску.
Как настроить фрезерный станок с ЧПУ
Как настроить фрезерный станок с ЧПУ?
Прежде чем ответить на этот вопрос «Как настроить фрезерный станок с ЧПУ», необходимо учитывать множество факторов.
- Станок вертикальный или горизонтальный?
- Сколько у машины осей?
- Какова мощность револьверной головки?
- Как вы планируете удерживать деталь (заготовку)?
Предполагается также, что вы знакомы с некоторыми основными приемами работы с машиной, такими как
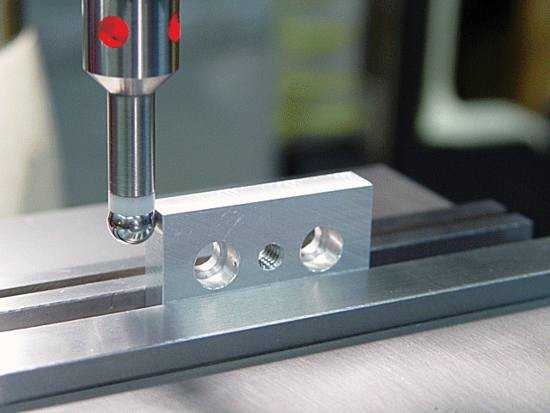
- Как использовать краевой искатель.
- Как ориентироваться в управлении вашей машиной.
- Знание основных команд управления ЧПУ.
LED кромкооблицовочный станок
Как настроить фрезерный станок с ЧПУ
Теперь перейдем к настройке станка, хотя процедура настройки каждого фрезерного станка с ЧПУ немного отличается, но здесь объясняются эти общие шаги, которые практикуют машинисты с ЧПУ ежедневно для 3-осевого вертикального фрезерного станка с ЧПУ.
- Очистить поверхность : Очистить все поверхности, такие как стол, губки тисков и детали (заготовки), тканью, чтобы не было капель масла, не осталось сколов материала.
- Инструмент для погрузки : Инструменты для погрузки, необходимые для завершения детали (включая искатель кромок, выравнивание тисков на 0 градусов).
Загрузочный инструмент Фрезерный станок с ЧПУ
- Загрузочный элемент : Загрузите деталь (заготовку) в тиски или удерживайте свою деталь (заготовку) с помощью приспособлений для удержания машины.
- X, смещение оси Y : установите смещение детали (детали). Для этой цели вы можете использовать кромкооблицовочный станок или концевую фрезерную фрезу (если вы используете концевую фрезерную фрезу для коррекции инструмента, прочитайте Инструмент коррекции инструмента ).Сначала сделайте нулевое смещение для оси X. Подберите позицию X0 с помощью поиска краев. Перейдите на страницу с нулевым смещением и добавьте абсолютное значение X машины к значению, которое в данный момент находится в реестре страницы с нулевым смещением. Сделайте то же самое для оси Y.
- Смещение по оси Z : После X смещение по оси Y задает смещение длины инструмента для каждого инструмента, загружая первый инструмент в шпиндель. Вручную перемещайте ось Z вниз, пока наконечник инструмента не окажется рядом с положением Z0. Возьмите кусок подкладки 1.00 мм (всегда используйте фиксатор любого размера, например 1 мм, 2 мм или 5 мм) и удерживайте его между деталью (заготовкой) и острием инструмента.Аккуратно опускайте ось Z с шагом 0,001 мм до тех пор, пока шток подкладки не будет вытянут с небольшим сопротивлением. Перейдите на страницу смещения длины инструмента и введите абсолютное значение Z станка плюс -1,00 мм в реестре инструментов. Повторите процедуру для дополнительных инструментов. Примечание: -1,00 мм добавляется для толщины шайбы.
- Коррекция радиуса фрезы : введите диаметр каждого инструмента на странице коррекции на длину инструмента. Это будет полезно, когда вы используете Cutter Radius Compensation в своей программе.
- Охлаждающая жидкость или смазочно-охлаждающая жидкость : Отрегулируйте линии охлаждающей жидкости, поскольку охлаждающая жидкость может правильно охлаждать инструменты и вымывать стружку, а наиболее важная охлаждающая жидкость продлит срок службы резца.

Отрегулируйте линии охлаждающей жидкости
- Запуск цикла : включите низкую подачу машины, активируйте одиночный блок и затем нажмите запуск цикла. Будьте внимательны и читайте каждый запрограммированный кадр и следите за каждым движением, которое машина готовит к остановке машины в случае каких-либо ошибок программирования.(Вы также можете запустить программу на 10 мм или выше над деталью (заготовкой), чтобы убедиться, что все в порядке, и использовать пробный запуск, если вы считаете это необходимым.)
Что такое ЧПУ и станки с ЧПУ? [2020 Easy Guide]
Краткая история ЧПУ
Первые коммерческие станки с ЧПУ были построены в 1950-х годах и работали на перфоленте. Хотя концепция сразу доказала, что она может сэкономить затраты, она была настолько отличной, что очень медленно завоевывала популярность у производителей.
Чтобы способствовать более быстрому внедрению, армия США купила 120 станков с ЧПУ и одолжила их различным производителям, чтобы они могли лучше познакомиться с идеей числового управления.К концу 50-х годов NC начал завоевывать популярность, хотя ряд проблем все еще оставался.
Например, g-код, почти универсальный язык ЧПУ, который мы имеем сегодня, не существует. Каждый производитель выдвигал свой собственный язык для определения числового управления или программ обработки деталей (программ, которые станки будут выполнять для создания детали).
1959 Станок с ЧПУ: Милуоки-Матик-II был первым станком с устройством смены инструмента…
В течение 1960-х годов ряд ключевых разработок быстро развился с помощью ЧПУ:
- Стандартный язык G-кода для программ обработки деталей. Происхождение g-кода восходит к MIT, примерно в 1958 году, когда он использовался в Лаборатории сервомеханизмов MIT.Альянс электронной промышленности стандартизировал g-код в начале 1960-х годов.
- САПР стал самостоятельным и начал быстро заменять бумажные чертежи и чертежников в 60-х годах. К 1970 году САПР стала достаточно крупной отраслью, в которой были такие игроки, как Intergraph и Computervision, с которыми я консультировался еще в студенческие годы.
- Мини-компьютеры, такие как DEC PDP-8 и Data General Nova, стали доступны в 60-х годах и сделали станки с ЧПУ более дешевыми и мощными.
К 1970 году экономика большинства западных стран замедлилась, а расходы на занятость росли.С 60-х годов, предоставив прочную технологическую базу, которая была необходима, ЧПУ взлетел и начал неуклонно вытеснять старые технологии, такие как гидравлические трассеры и ручная обработка.
американских компаний в основном начали революцию с ЧПУ, но они были чрезмерно сосредоточены на высоком уровне. Немцы первыми увидели возможность снизить цены на ЧПУ, и к 1979 году немцы продавали больше ЧПУ, чем американские компании. Японцы повторили ту же формулу в еще более успешной степени и отняли лидерство у немцев всего год спустя, к 1980 году.В 1971 году все 10 крупнейших компаний с ЧПУ были американскими, но к 1987 году остался только Цинциннати Милакрон, и они заняли 8 место.
В последнее время микропроцессорная технология сделала управление ЧПУ еще дешевле, что привело к появлению ЧПУ для хобби и персонального рынка ЧПУ.
Доступное оборудование с ЧПУ также проложило путь к использованию ЧПУ в прототипировании наряду с 3D-печатью. Ранее использование ЧПУ ограничивалось прежде всего производственными цехами.
Проект Enhanced Machine Controller, или EMC2, был проектом по внедрению контроллера ЧПУ с открытым исходным кодом, который был запущен NIST, Национальным институтом стандартов и технологий в качестве демонстрации.Некоторое время в 2000 году проект был передан в общественное достояние и Open Source, а EMC2 появился немного позже, в 2003 году.
Mach4 был разработан основателем Artsoft Арт Фенерти как ответвление ранних версий EMC для работы на Windows вместо Linux, что делает его еще более доступным для персонального рынка ЧПУ. ArtSoft, компания ArtSoft, была основана в 2001 году. Появление Mach4 впервые сделало ЧПУ доступным вне промышленных цехов.
И программы EMC2 (теперь называемые LinuxCNC), и программы Mach4 CNC сегодня живы и процветают, как и многие другие технологии ЧПУ.
Мы прошли долгий путь со времен старых числовых контрольных дней!