





Устройство фрезерного станка

Фрезерные станки предназначены для обработки металлических и деревянных заготовок при помощи фрезы. Операция фрезерования подразумевает вращательное движения режущего инструмента, которое является главным, и поступательное перемещение заготовки или фрезерной головки, которое называется движением подачи.
1. Фрезерные станки применяются для выполнения следующих операций:
- обработка наружных и внутренних плоских поверхностей;
- создание фасонных поверхностей;
- прорезание канавок, наружных и внутренних шлицев, пазов;
- создание эвольвентных и других профилей зубчатых колес;
- подрезание торцов и создание профилей на торцевых поверхностях;
- отрезание.
Рассмотрим основные параметры, по которым происходит классификация фрезерных станков.
2. В зависимости от расположения и направления движения шпинделя, подразделяются на две большие группы:
- вертикально-фрезерные;
- горизонтально-фрезерные;
- комбинированные.
Вертикально-фрезерные станки (рис. 1) имеют шпиндель, ось вращения которого расположена вертикально. Некоторые модификации этих станков дополнительно оснащаются механизмом поворота шпинделя вокруг горизонтальной оси. Это позволяет изменять угол приложения фрезы, что существенно расширят возможности станка. Также шпиндель на некоторых станках имеет возможность перемещаться вдоль оси вращения, а также осуществлять движения в горизонтальной плоскости, что также увеличивает технологические возможности станка.
Рисунок 1. Вертикально-фрезерный станок.
В горизонтально-фрезерных станках (рис. 2) ось вращения шпинделя располагается горизонтально. Это несколько ограничивает сферу применения этого станка. Но в то же время увеличивает перечень операций, которые он способен выполнять. Например, на горизонтально-фрезерном станке можно производить плоское шлифование или полирование.
Рисунок 2. Горизонтально фрезерный станок.
Комбинированные станки отличает наличие подвижной фрезерной головки, которая способна изменять свое положение, располагая шпиндель по отношению к заготовке вертикально или горизонтально в зависимости от требуемой операции.
3. В зависимости от сферы применения:
- универсальные;
- специализированные.
4. По наличию консоли:
- консольные;
- бесконсольные.
В консольных станках стол закреплен на подвижной консоли, которая может перемещаться в трех координатах. На бесконсольных версиях фрезерных станков стол установлен на станине и имеет возможность двигаться только в горизонтальном направлении по направляющим.
5. По типу управления:
- с ручным управлением;
- полуавтоматические;
- автоматические (станки с ЧПУ).
Рассмотрим более детально каждый из наиболее популярных типов фрезерных станков.
Консольный вертикально-фрезерный станок
Вертикально-фрезерный станок с консолью является одним из самых распространенных. Такая популярность связана с тем, что, несмотря на довольно простую конструкцию, этот станок способен выполнять большинство наиболее востребованных фрезерных операций.
Рассмотрим общую конструкцию консольного вертикально-фрезерного станка (рис 3).
Рисунок 3. Конструкция консольного вертикально-фрезерного станка.
Вертикально-фрезерный станок с консолью состоит из следующих элементов.
- Консоль. Сложный механизм, обеспечивающий подачу заготовки на вращающуюся фрезу с необходимым шагом и скоростью. В большинстве случаев имеет настройки на полуавтоматический режим обработки, что позволяет выбрать направление и скорость подачи, а также глубину внедрения фрезы в зависимости от частоты вращения шпинделя.
- Салазки. Предназначены для перемещения стола.
- Стол. Служит для закрепления обрабатываемой заготовки.
- Защитный щиток. Предохраняет фрезеровщика от разлета стружки.
- Шпиндель. Передает движение от привода станка на фрезу. Может регулироваться по высоте и углу наклона по отношению к обрабатываемой детали.
- Фрезерная бабка. Содержит механизмы реверса и изменения скорости вращения шпинделя.
- Ползун. Подвижная часть фрезерной головки. Осуществляет подачу фрезы в вертикальном направлении.
- Станина. Основание станка, на котором размещаются все узлы и механизмы.
- Кожух. Защищает узлы консоли от попадания стружки.
- Шкаф. Служит для размещения электрооборудования.
Вертикально-фрезерные станки могут оснащаться дополнительным оборудованием или иметь расширенные возможности благодаря внедрению дополнительных опций.
Горизонтально-фрезерный станок
Горизонтально-фрезерный станок (рис. 4) отличает горизонтальное расположение фрезы. Как правило, фреза закрепляется неподвижно, и подача осуществляется только за счет перемещений стола.
Рисунок 4. Устройство горизонтально-фрезерного станка.
Горизонтально-фрезерный станок состоит из следующих элементов.
- Рукоятка переключения скоростей. Служит для переключения режимов вращения шпинделя.
- Станина. Является несущей конструкцией станка, на которой расположены рабочие элементы.
- Лимб. Служит для точной настройки.
- Хобот. Предназначен для закрепления второго конца приводного вала фрезы.
- Коробка скоростей. Состоит из набора шестерен с кулисным механизмом переключения. Служит для изменения скорости вращения фрезы.
- Шпиндель. Предназначен для закрепления в нем приводного вала фрезы.
- Первая подвеска.
- Вторая подвеска. Предназначены обе подвески для фиксации приводного вала.
- Стол. Служит для закрепления обрабатываемой заготовки.
- Поворотная плита. Способна осуществлять поворот вокруг горизонтальной оси.
- Салазки. Необходимы для обеспечения горизонтальной подачи детали.
- Консоль. Сложное устройство, которое выполняет функцию механизма подачи детали во всех плоскостях. Специфика работы горизонтально-фрезерного станка не позволяет в обычном случае придать подвижность фрезе. Поэтому все движения фрезы относительно заготовки осуществляются посредством консоли.
- Коробка подач. Служит для настройки автоматической продольной и поперечной подачи.
- Фундаментная плита. Основание станка. Имеет отверстия под закрепление станка на фундаменте.
- Рукоятка управления подачами. Управляет скоростью подачи.
- Лимб подачи. Предназначен для настройки подачи с увеличенной точностью.
Прочие фрезерные станки
Рассмотрим другие фрезерные станки, которые составляют меньшую группу по сравнению с двумя образцами, описанными выше.
1. Бесконсольные фрезерные станки (рис. 5). Могут быть как с вертикальным, так и с горизонтальным расположением шпинделя. Служат для более простой фрезерной обработки металлов и дерева в плане сложности самих фрезерных операций. Не имеет настроек по высоте подъема стола ввиду отсутствия консоли. Преимуществом является повышенная точность обработки.
Рисунок 5. Бесконсольный фрезерный станок.
2. Продольно-фрезерный станок (рис. 6). Предназначен для продольного фрезерования деталей большой длины или деталей, которым необходима простая прямолинейная обработка. Также эти станки могут работать со шлифовальными кругами.
Рисунок 6. Продольно-фрезерный станок.
3. Шпоночно-фрезерный станок (рис. 7.). Предназначен для прорезания шпоночных пазов на заготовках различной формы. Работают такие станки в автоматическом режиме после задания параметров шпоночного паза.
Рисунок 7. Шпоночно-фрезерный станок.
4. Зубофрезерный станок (рис. 8). Используется для создания зубьев различных параметров. Для этих станков применяются специальные фрезы, предназначенные под создание определенных профилей зубчатых колес и червячных передач.
Рисунок 8. Зубофрезерный станок.
22.11.2018
Страница не найдена | MIT
Перейти к содержанию ↓- образование
- Исследовательская работа
- новаторство
- Прием + помощь
- Студенческая жизнь
- Новости
- Alumni
- О MIT
- Больше ↓
- Прием + помощь
- Студенческая жизнь
- Новости
- Alumni
- О MIT
Попробуйте поискать что-нибудь еще! Что вы ищете? Посмотреть больше результатов
Предложения или отзывы?
,Детали фрезерного станка и их функции
Основные детали фрезерования Машина дана:
Основа машины серый чугунное литье точно обрабатывается на его верхней и нижней поверхностях и служит член фонда для всех остальных частей, которые опираются на него. Он несет колонна на одном конце. В некоторых машинах бейдж выдолблен и работает как резервуар для смазочно-охлаждающей жидкости.
Колонна основная поддерживающая рамка установлена вертикально на баж.Колонна коробчатой формы. Сильно ребристый внутри и дома все приводные механизмы для подачи шпинделя и стола. Передняя вертикальная поверхность колонны точно обработана и имеет с ласточкиным хвостом направляющими способами поддержки колена. Вершина колонны закончена держать за руку, которая простирается наружу в передней части машины.
Колено жесткое серого утюга литье, которое скользит вверх и вниз по вертикальному пути грани колонны. регулировка высоты осуществляется с помощью подъемного винта на основании, которое также поддерживает колено.В колене находится механизм подачи стола, а в различные элементы управления, чтобы управлять им. Верхняя поверхность колена образует скользящий путь для седло для обеспечения поперечного перемещения стола.
Седло расположено сверху колена, которое скользит по направляющим, установленным точно под углом 90 к лицевой стороне колонны. Винт поперечной подачи в верхней части колена входит в зацепление с гайкой нижней части Седло, чтобы переместить его горизонтально, рукой или силой, чтобы применить поперечную подачу. Вершина Седло аккуратно обработано для обеспечения направляющих путей к столу.
Стол отдыха на путях на седло и продольно продвигается. Вершина стола точно закончена и Т-образные пазы предназначены для закрепления работы и других приспособлений на ней. Свинец винт под столом зацепляет гайку на седле для перемещения стола горизонтально рукой или силой. Продольное перемещение стола может быть ограничивается фиксацией поездки собаки на стороне стола. В универсальных машинах, стол также может быть повернут горизонтально. Для этого таблица установлен на круглом каркасе, который в свою очередь установлен на седле. круговая пластинка градуируется по степени.
Свисающий рычаг установлен на верх колонны выходит за границу колонны и служит опорой подшипника может быть предоставлен ближе к резцу. Может быть более одной опоры подшипника предусмотрено для беседки.
Передняя распорка - это дополнительная опора, которая устанавливается между колено и плечо для обеспечения дополнительной жесткости к оправке и колену. передняя скоба имеет прорези для регулировки высоты колена по отношению к над рукой.
-
шпиндель
шпинделя станка находится в верхней части колонны и получает питание от двигателя через ремни, шестерни и сцепления и передать его в беседку переднего конца шпиндель просто проецируется с лицевой стороны колонны, и он снабжен коническое отверстие, в которое могут быть вставлены различные режущие инструменты и оправки. Точность обработки металла резцом зависит, прежде всего, от точности, прочность и жесткость шпинделя.
-
Беседка
Беседка считается продолжением шпинделя станка, на котором резцы надежно установлены и вращаются. Беседки изготавливаются с коническими хвостовиками для правильного выравнивания со шпинделями станка, имеющими конус дыра в носу. Конический хвостовик беседки соответствует конусу Морзе или Самовосстанавливающийся конус, значение которого составляет 7:24. Беседка может поддерживаться на самом дальнем конце от нависающей руки или может быть консольного типа, который называется заглушка.
Workholding Solutions
Посмотрев, как мы собираемся позиционировать и прикреплять наши Решения для крепления к рабочему столу на нашем фрезерном станке, давайте углубимся в то, какие типы зажимных приспособлений доступны.
Фрезерные Тиски

Пара фрезерных тисков сидят рядом на столе станка…
Можно сказать, что самое популярное на сегодня решение Workholding - это Milling Vise.В то время как существует множество производителей таких тисков, автором плаката является Курт, который отправил свою первую «Визу Курта» в 1950-х годах.
Что делает хорошие фрезерные тиски?
Хорошие тиски хорошо сделаны, как правило, из чугуна. Он работает плавно, многократно и с клиновым механизмом, который тянет подвижную губку вниз на кровать, чтобы деталь не поднималась из-за прогиба, поскольку губки затянуты. Не экономьте на своих фрезерных тисках, потому что они, скорее всего, являются рабочим решением, к которому вы чаще всего обращаетесь.
Очистите Стол и Трамвай Тиски
Прежде чем ставить какие-либо тиски на стол станка, обязательно очистите стол от сколов. Вы не хотите ловить фишку между тисками или столом. Если у вас есть T-слот, к которому вы устанавливаете тиски, вам, вероятно, захочется и трамвай. Это процедура использования индикатора для поворота челюсти тисков (вам нужна фиксированная челюсть, а не подвижная челюсть), чтобы вы могли регулировать положение тисков, пока развертка не покажет, что челюсть тисков параллельна оси при ее перемещении.
Обучение трамвайным (или «квадратным») тискам является одним из тех базовых навыков, которые каждый машинист должен освоить на раннем этапе.
Как потянуть тиски на мельнице
2 странных уловки, чтобы быстро трамбовать тиски
Тиски Параллели и ступени челюсти
После правильной установки и перемещения тисков, следующий вопрос - правильное использование. Большую часть времени мы будем хотеть сидеть заготовка довольно высоко в челюсти. Это делается как для обеспечения доступа к заготовке, так и потому, что она обеспечивает большую повторяемость, тем меньше захватывается заготовки - просто меньше места для поездки или других нарушений, которые могут повлиять на происходящее.
Мы устанавливаем заготовку высоко в челюсти, как правило, либо с помощью набора тисков Parallels, либо потому, что в тисках установлены челюсти, ступень которых обработана достаточно высоко на челюсти. Мы можем либо сами обработать шаг (в случае мягких челюстей), либо купить челюсти с уже обработанным шагом.
Зажимы вне челюстей и другие хитрые уловки
Существует много трюков с Vise Jaw, но одним из первых, о котором следует помнить, является то, что вы можете устанавливать челюсти как внутри, так и снаружи обычных мест крепления челюстей.Монтаж снаружи позволяет легко захватывать большие пластины в тиски:

При установке губок во внешнее положение можно разместить довольно большую заготовку…

Увеличение жесткости всегда важно. Для этой операции в качестве удлинителя тисков используются два блока 2-4-6, которые помогают лучше удерживать пластину на конце…
Использование нескольких тисков, челюстей, которые охватывают тиски, и шлифовальных тисков
Существует старая поговорка, что если вы хотите в полной мере использовать свою машину, вы должны использовать каждый квадратный дюйм на столе.Большинство машинных столов могут вместить несколько листов, и очень часто можно установить несколько листов на столе мельницы. На нашей фотографии сверху рядом друг с другом показана одна такая установка. Нередко можно увидеть четыре или даже шесть тиска на более крупном доильном станке. Чем больше, тем лучше, пока путешествия будут вмещаться, потому что чем больше у вас тисков, тем больше деталей вы сможете обработать до того, как обработка прекратится, и оператор сможет загружать новые детали.
Если на машине установлено несколько тисков, удобно, если они совпадают по всем ключевым измерениям с приемлемым допуском.Таким образом, если вы продублируете настройки и получите тиски в другом порядке, все будет хорошо. Большинство производителей тисков подберут для вас тиски, или это довольно простая операция с шлифовальным станком для подбора пары тисков.
Другой трюк, который возможен с двумя тисками, - это использование челюстей, охватывающих оба тиска, для обработки действительно длинных деталей:

Соединение двух тисков с одним набором челюстей…
Я сделал этот набор «Jaws of Doom» для проекта, который требовал обработки тонкой алюминиевой панели для некоторой электроники, и они отлично работали.
Двойной фрезерный визир
Расправив три или четыре тиска по столу фрезерования, вы довольно успешно воспользовались осью X. Но есть возможность лучше использовать ось Y с помощью Double Vises:

Типичные тиски с двумя станциями похожи на 2 тиска в одном…
Типичные тиски с двумя станциями похожи на 2 тиска в одном: вместо одной можно поставить две заготовки. При разумном использовании двойных тисков вы можете действительно увеличить количество деталей, которые могут обрабатываться одновременно на столе вашей мельницы.
Тиски для хранения других решений Workholding
Между использованием нескольких виз, двойными станционными визами, перемещением челюстей вокруг и даже использованием челюстей, которые охватывают несколько виз, достаточно много, используя только визы. На самом деле, вы даже можете использовать тиски для хранения других гаджетов Workholding. Это очень распространенная уловка - бросать синусные тиски в фрезерные, чтобы челюсти работали в другом направлении:
Используйте синусные тиски, чтобы удерживать деталь под углом 90 градусов от места, где проходят челюсти фрезерных тисков…
Кстати, синусоиды также называются тисками изготовителя инструмента или шлифовальными тисками.
Вы также можете создавать небольшие приспособления для тарелок, предназначенные для размещения в тисках, создавая так называемый «поддон для тисков», поскольку отдельные приспособления для тарелок можно заменять из тисков, как поддоны.
- это просто маленькие пластины, предназначенные для удержания в челюстях фрезерных тисков…
В общем, такие решения, как Vise Pallets, созданы для того, чтобы тиски можно было оставлять на машине в цехах, где гибкость и простота удерживания тисков идеально подходят для большинства их работ.
Tormach сделал отличное предложение в своем блоге о том, чтобы использовать тиски Sine (Toolmaker's) в качестве поддона для тисков.
Мягкие челюсти и специальные твердые челюсти увеличивают гибкость рабочего инструмента виза
Мягкие челюсти на фрезерных тисках являются очень популярной формой обработки. Идея состоит в том, чтобы создать алюминиевые губки тисков (поскольку алюминий мягче, чем черные металлы, отсюда и название), которые были бы адаптированы для конкретных задач. Иногда выгоднее использовать более прочный материал, и в этом случае у нас есть твердые челюсти.
Вот несколько примеров:

Используйте мягкие челюсти, чтобы найти и удерживать большую круглую часть. Часто встречается буква «V», но она не поддерживает как часть, так и мягкие челюсти.

Как упоминалось выше, мы не хотим захватывать всю высоту детали в челюстях. Особенно тонкая хватка может быть с челюстями ласточкиного хвоста. Маленький красный кружок указывает на ласточкин хвост, который фиксирует заготовку от скольжения вверх при тяжелой обработке. Это быстросменные челюсти Carvesmart.

Вот общая настройка. Деталь изготавливается из блока слева (это те же челюсти Carvesmart ласточкиного хвоста). Затем деталь переворачивается в набор пользовательских мягких челюстей справа, которые являются зеркальным отражением детали. Затем фрезерная фреза снимает немного плоского материала, оставшегося от исходного материала (это уже произошло на этой фотографии).

Lang Innovations делает эти аккуратные челюсти, которые позволяют при необходимости точно устанавливать заготовку в тисках под точным углом.Штифты могут быть вставлены по отдельности, чтобы создать углы и другие схемы крепления…
Это всего лишь несколько примеров. При использовании пользовательских челюстей ваше воображение является единственным ограничением. Ну, почти, размер таблицы будет играть роль, равно как и количество и тип доступных вам тисков.
Быстросменные челюсти
Я надеюсь, что вы поняли, что Milling Vises с Custom Jaws может стать мощным решением для удержания рабочего места. На самом деле настолько мощный, что большая часть работы выполняется исключительно с этим стилем Workholding.Магазины тратят много времени на создание пользовательских челюстей и часто упаковывают их в хранилище, чтобы использовать для других работ или в случае, если клиент меняет заказ. Несмотря на то, что тиски проводят большую часть своего времени на столе, у нас все еще есть узкое место на время установки, необходимое для смены челюстей тисков. Может быть, вы видели, что это происходит, но также доступны различные челюсти Quick Change Vise Jaws. Челюсти Carvesmart, которые мы изобразили, - это одна разновидность, но их гораздо больше. Разумное использование винтов с храповым механизмом и головкой с головкой под торцевой ключ также может ускорить смену челюстей.
Пластины, приспособления для пластин и зажимы
Как бы ни были полезны тиски, у них есть приятное место для размера детали. Они испытывают трудности с действительно большой работой с пластинами, хотя, как уже упоминалось, вы можете переместить челюсти к внешним позициям для пластин среднего размера. И они также могут быть менее чем оптимальными для очень мелких деталей. Конечно, вы можете разместить несколько деталей в наборе мягких челюстей, но пространство между смежными витками и пространство, необходимое для механизма тисков, затрудняет полное заполнение таблицы таким количеством мелких деталей, какое вы могли бы иметь в противном случае.

Трудно добиться такой плотной упаковки мелких деталей с помощью тисков, но крепление на пластине облегчает эту задачу. Этот использует зажимы Mitee Bite Pit Bull. Эффект мало чем отличается от крошечных фрезерных тисков, предназначенных для правильного размещения каждой детали.
Когда приходит время обрабатывать большие пластины или большое количество мелких деталей, обычно пора снимать тиски со стола и использовать решение для крепления на основе зажимов.
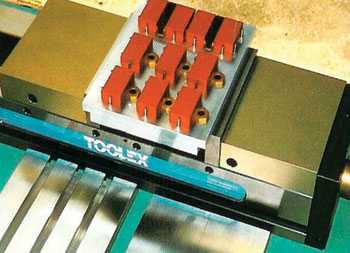
Ступенчатые зажимы
Самым распространенным типом зажимов называют ступенчатые зажимы, потому что на них обработаны маленькие ступеньки.Они обычно используются с Т-образными пазами, хотя вы также можете использовать их на болтах. Вот некоторые типичные ступенчатые зажимы:
Ступенчатый зажим, удерживающий пластину, опорный блок, поддерживающий конец зажима, и болт проходит через гайку Т-образного паза…

Типичный комплект шаговых зажимов…
Изображен типичный комплект зажимов Step. Может быть удобно запастись дополнительным комплектом, чтобы у вас было больше зажимных деталей для работы. Укладывая ступенчатые блоки и используя более длинные болты, вы можете зажимать довольно высокие заготовки.При использовании ступенчатых зажимов держите болт ближе к заготовке, а не к ступенчатому блоку. Кроме того, может быть полезно наклонить зажим вниз на детали, подняв его на один или два шага от уровня. Возможно, вы также захотите положить прокладку из мягкого материала между зажимом и заготовкой, если вы хотите избежать повреждения детали. Сода может сделать большую прокладку для этой цели, если вы отрежете полоски с вашими ножницами.
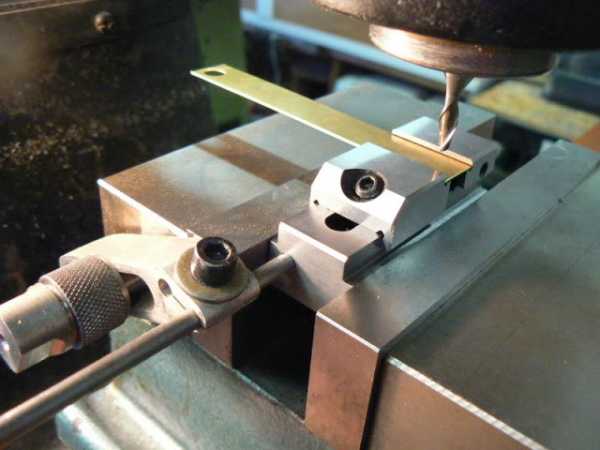
Зажимы для пальцев
Ступенчатые зажимы захватывают верхнюю часть заготовки, что иногда неудобно, поскольку вам может потребоваться обработать область захвата.Зажимы на палец захватывают сторону заготовки, чтобы обеспечить вам полный доступ к верхней части заготовки. Существует большое разнообразие доступных стилей:

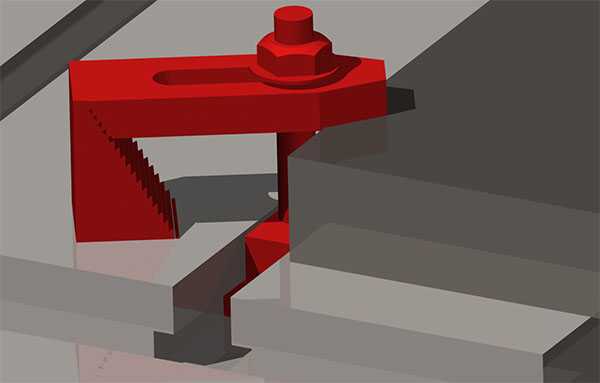
Этот зажим для пальца перемещает зажим вниз по аппарели, когда он затянут, чтобы прижать к заготовке…
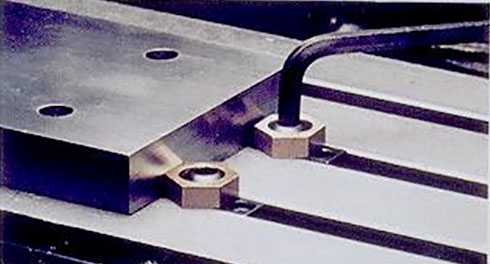
Эти зажимные кромки Mitee Bite имеют эксцентричную головку болта, которая прижимает шестигранник к заготовке при ее затягивании…
Поддержка вкладок: обработка с помощью программного обеспечения CAM
Что, если ваше программное обеспечение CAM могло бы решить для вас некоторые серьезные проблемы с рабочим пространством, разве это не было бы замечательно?
Оказывается, какое-то программное обеспечение CAM может значительно помочь в работе с инструментами, автоматически создавая вкладки.Вот видео, на котором MeshCAM создает опоры для вкладок, чтобы помочь обработать деталь, которую нужно обрабатывать с двух сторон и неудобно удерживать в противном случае:
Использование MeshCAM для добавления вкладок, чтобы вы могли обрабатывать детали с двух сторон…
Мы предлагаем MeshCAM на CNCCookbook, потому что это один из самых простых в использовании пакетов CAM.
Двухсторонняя лента, клей, воск и сплавы с низкой температурой плавления
Некоторые детали могут быть очень трудно удерживать, потому что они слишком тонкие или потому что их форма такова, что просто невозможно закрепить их.Некоторые решения для таких ситуаций представлены в виде двухсторонней ленты, клея, воска и сплавов с низкой температурой плавления.
Клей должен быть чем-то, что высвобождается при необходимости. Например, Super Glue выпускается при определенной температуре, как и LocTite. Пары от него токсичны, поэтому старайтесь выпускать их при достаточной вентиляции. Двухсторонняя лента может отлично работать, особенно для действительно тонких материалов.
Воск и сплавы с низкой температурой плавления (обычно сплавы висмута) можно использовать для встраивания заготовки и создания захватываемой области.Когда обработка завершена, можно расплавить воск или сплав и сохранить для повторного использования.
Вакуумные светильники
Нужно приложить равномерное давление, чтобы удержать деталь? Может быть, вакуумный прибор является ответом. Давление воздуха на уровне моря составляет 14,7 фунтов на квадратный дюйм. Вакуумный прибор подает вакуум под деталью, так что воздух давит на каждый квадратный дюйм верхней части с давлением 14,7 фунта. Это может создать значительную удерживающую силу, если имеется достаточная площадь поверхности независимо от формы верхней части или того, насколько тонким может быть материал.У нас есть хорошая статья о том, как создавать свои собственные вакуумные приборы, которая очень популярна. Для получения более подробной информации о вакуумном держателе посетите нашу страницу вакуумных столов и нашу страницу вакуумных столов DIY.
Возможно, самым большим недостатком вакуумных светильников является то, что их прижимная сила ограничена площадью поверхности, что означает, что мелкие детали могут сравнительно легко отскочить. Когда силы резания превышают усилие прижима, которое может вытянуть вакуумный стол, деталь отрывается и, как правило, разрушается. Это общая проблема для пользователей вакуумных столов, особенно для небольших деталей, которые не имеют большой площади поверхности.До сих пор исправление проблемы было неудачным, но наше программное обеспечение G-Wizard Calculator теперь имеет возможность ограничивать силы резания до того, что может выдержать ваш вакуумный стол. Для получения дополнительной информации, ознакомьтесь с нашей статьей об этой специальной функции.
Патроны и цанги: для круглых деталей
Несмотря на то, что мы обычно думаем о обработке круглых деталей на токарных станках, во многих случаях вам также может понадобиться их фрезеровать. Если у вас есть фрезерный станок, возможно, нет необходимости устанавливать его на мельнице, но если у вас его нет, или если вам просто нужно поработать над некоторыми круглыми деталями фрезерного станка, вы можете использовать тот же Решения для крепления на станках.Просто прикрутите их к столу мельницы. Например, используйте патрон с 3 челюстями или набор цанговых патронов.
Токарные патроны особенно распространены на 4-х осях, потому что мы часто начинаем с круглого запаса.
Время от времени мы помещаем круглые детали на мельницу, потому что она просто быстрее. Рассмотрим эту настройку для обработки круглых деталей:

Я бы никогда не догадался, но Geof на CNCZone говорит, что следующая 4-осевая фрезерная установка смогла обработать эти алюминиевые прутки по длине, убедиться, что грани были квадратными, и сверлить и пробивать отверстие быстрее, чем он мог сделать это в токарный станокВы можете вообразить, что каждая из этих круглых частей представляет собой цангу 5C, и внезапно вы подгоняете еще несколько деталей к своей 4-й оси. Вероятно, есть место для их выполнения на всех 4 точках компаса на подобной установке.
Расширяющие оправки, беседки и шпильки
Зажимы на палецявляются одним из решений, позволяющих удерживать рабочую поверхность вдали от фрезерования, но мы можем добиться еще лучших результатов, используя расширяющиеся оправки, оправки или шпильки. Идея состоит в том, чтобы поместить расширяющийся цилиндр в отверстие на нижней стороне заготовки и расширить его, чтобы зафиксировать заготовку на месте.Как только это будет сделано, вы сможете получить доступ к заготовке со всех сторон, кроме дна, не сталкиваясь с держателем (хотя помните, где находятся оправки, чтобы у вас не было одной в середине кармана, ожидающей удара!).
Вот крепеж с использованием расширяющихся шпилек:

Поверните болт, чтобы открыть расширительную шпильку, чтобы она могла зажать деталь…
Существует широкий спектр этих видов штуковин, доступных для ваших нужд. Они особенно распространены для токарных станков, но, как мы уже упоминали, вы можете использовать токарный инструмент в течение всего дня, если найдете способ его крепления к столу.
5-осевой держатель
5-осевая рабочая поверхность, как и большинство 5-осевых, - это целый другой мир. Я не буду здесь вдаваться в подробности, кроме как скажу, что вам нужны разные виды обработки, когда вы можете получить доступ к детали практически из любого направления. В этом виде обработки становится все труднее, чтобы рабочий не мешал фрезеровать деталь.
,

