Виды фрез по дереву для станков
классификация, конструкции, типы, как выбрать
Обработка изготавливаемых деталей фрезером – представляет множество возможностей. Детали с необходимыми пазами, канавками различной формы необходимы для качественной отделки. Операции по работе ручным оборудованием по дереву выполняются специальным инструментом — фрезами. Каждый тип действий предусматривает отдельную разновидность используемой оснастки.
 Фреза по дереву
Фреза по деревуКлассификация и виды фрез для обработки древесины
Электроинструмент для работы с пиломатериалами – фрезер ручного типа. Поверхности деталей, изготовленных из древесины подвержены выполнению работ при помощи специальных приспособлений. Изготовка изделий, требующих наличие необходимых пазов, выемок и углублений подразумевает использование фрезера по дереву. Перед началом, нужно приобрести оснастку, предназначенную для конкретных целей согласно конфигурации изделия.
Выбор инструмента, обрабатывающего дерево происходит согласно спецификации поделок. Профессионалы имеют достаточный опыт и навыки, чтобы использовать нужное оборудование. Фреза по дереву имеет множество назначений:
- При кромочной обработке используется, чтобы соединить заготовки путем сращивания пазов.
- Изготовка выемок для использования, установки навесных петель, других приспособлений.
- Изготовление декора – в данном случае используется резак изготовки рисунка или при процессах по дереву со сложной конфигурацией.
Инструмент сильно различается типом конфигураций, назначению. До начала производимых действий с деревом, необходимо определить тип и виды, используемых для заготовок. Единица измерения хвостика исчисляется в миллиметрах либо дюймах, в зависимости от типа используемого фрезера. Распространенными вариантами являются виды фрез диаметром от 6 до 12 мм. Стоит сконцентрировать внимание, что использование дюймовой цанги и миллиметрового хвостика недопустимо, так как это может вызвать поломку оборудования, либо травматизму.

Разнообразие фрез по дереву
Производителями комплектов предусматривается различные модификации. На строительном рынке имеется большой выбор видов фрез ручного фрезера, в зависимости от назначения и используемого при изготовлении материала. Оснастка ручного устройства может быть использована для обработки пластика и металла, но наибольшее распространение получила в обработке древесины. Основные разновидности по работе с древесиной.
- Изготовление пазов, формирование углублений производится торцевыми типами фрез.
- Пазовые, используемая цилиндрическая фреза по дереву обрабатывает необходимый паз прямоугольной формы.
- Фасонные оснастки по дереву используются в фигурных углублениях, кромках, позволяют придать уникальности изделию.
- Кромочные изготовлены в конструкции с подшипником, что позволяет изготовить изделие по шаблону.
Важно помнить, что наличие подшипника в ручной фрезе подразумевает его техническое обслуживание. Необходимо смазывать вращающийся элемент тонким слоем, данное действие выполняется по желанию продолжительного срока службы инструмента.
Концевые фрезы
Концевая фреза по дереву
Концевые приборы в конструкции и внешнему виду схожи с обычным сверлом. Отличительной чертой является отсутствие конусной части на конце фрезы. На торцевой части, расположенной к боковым сторонам под углом 90 градусов изготовлены зубья резки. Конструктивная особенность позволяет выполнять различные операции. К основным видам производимых работ относятся:
- Изготовка изделий с пазами определенной глубины, сквозных отверстий.
- Раскрой изделий.
- Сверление, либо обработка кромок детали.
Основными функциями ручного фрезера концевого типа фрез предусмотрено получение в детали пазов замков и петель, устанавливаемых в дверях. Комплект отличается многофункциональностью, с помощью подготовленного оборудования и грамотного подхода можно выполнить множество интересных элементов.
Кромочные фрезы по дереву
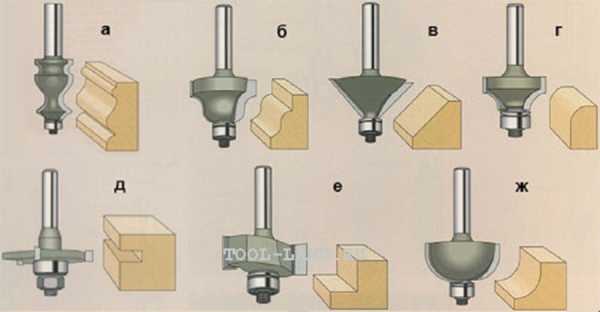
Разнообразие кромочных фрез
Кромочные приборы применяют для изготовления разнообразного вида кромок и выемок. Изделия из древесины поддаются обработке ручным фрезером с кромочными фрезами полной обработке. Кромочный вид наиболее распространен в использовании и имеет множество модификаций:
- Профильные наборы обрабатывают детали таким образом, чтобы придать необходимую форму краям.
- Калевочными имеется возможность округлить на четверть окружности край детали.
- Конусные снимают фаску, угол которой зачастую составляет 45 градусов.
- Дисковые служат для изготовления фасок в деталях, делая возможным последующие соединения.
- Фальцевые обрабатывают деталь с кромки, оставляя четверть от высоты.
- Галтельные необходимы для изготовки желобки, которая выведена в четверть окружности.
Кромочные фрезы по дереву, используемые для ручного фрезера зачастую оснащены подшипником, функции которого ограничить глубину необходимой обработки. Вылет регулировки площади обработки производится регулировкой на самом инструменте. Выполнение обработки массивных деталей требует множество попыток. Ручным фрезером производится работа по дереву в несколько этапов, пока не начнет действовать упорный подшипник.
Пазовые фрезы по дереву

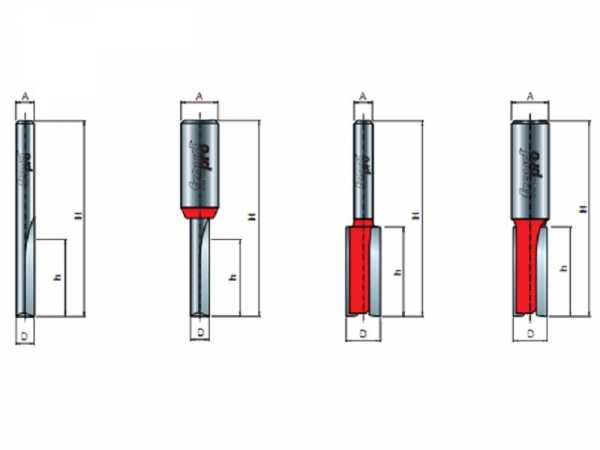
Пазовые фрезы по дереву и их размеры
Основное предназначение вида пазовых по дереву – изготовка пазов с помощью ручного электроинструмента. Разновидностей приспособлений достаточно, пазовая фреза, позволяет выполнять действия по дереву ручным фрезером. Основные виды пазовых фрез:
- Спиральные, напоминающие сверло, сформированы с винтовой кромкой внешнего типа. Дают возможность изготавливать детали с выемками и пазами с прямым углом.
- Галтельные – выполнены с закругленным наконечником.
- Конические зачастую используют для действий с плоскостями.
- Фасонные позволяют изготавливать углубления необходимой структуры.
- «Т» образные, фрезы «Ласточкин хвост».
- Комбинированные применяются при стыковке деревянных деталей большого размера.
Большинство видов выполнены в монолитном формате, реже встречаются оснастки из твердосплавного металла.
Копировальные фрезы
Наименее распространенным типом приспособлений при выполнении задач по обработке дерева инструментом ручного типа являются копировальные фрезы. Отличительными особенностями являются многочисленная разновидность режущих элементов, различное расположение упорных подшипников и небольшие размеры. Фрезерная головка, для ремесла по дереву устроена в форме дуги. Углубление в деталь зависит от угла обработки.
Использование инструмента по шаблону позволяет добиться необходимого результата при работах с деревянными заготовками. Использовать ручной фрезер необходимо с точностью и осторожностью, несоблюдение требований может привести к порче детали или электрического оборудования.
Конструкции фрез и их влияние на технологию производства фрезерных операций
Рассматриваемые инструменты подразделены на несколько основных категорий, классифицируется по типу и назначению. Они выполняют свои функции не только под осевой нагрузкой, имеют возможность перемещения во время работы, за счёт наличия боковых кромок. Режущие кромки, точнее их количество, напрямую зависит на качество выполняемых действий ручным фрезером.
Используемый инструмент, предназначенный для обработки принято считать ручной фрезер. Существуют средства исполнения корончатого типа, они позволяют выполнять работы обыкновенной дрелью. В таком случае, фрезерная головка, применяемая по дереву, выполняет роль обработки кромок, изготовления простых отверстий.

- Нож для фрезы по дереву

- Фрезерная головка
Оформление и изготовка изделий с пазами необходимой глубины, размеров осуществляется с помощью торцевых фрез. Ножи, используемые для фрезы по дереву подвергаются немалым нагрузкам. Предотвращение излишней обработки сказывается, за счет использования подшипников. Торцевые фрезы для ручного фрезера позволяют создавать соединения деревянных конструкций посредством системы шип/паз.
Чтобы изготовить на дереве необходимое отверстие, понадобится борфреза. В большинстве случаев такой инструмент используется при промежуточной обработки. Шарошки позволяют «раскрыть» отверстие на необходимую глубину, после производятся дальнейшие действия.
Типы конструкции фрез
Существует множество конструкций и разновидностей оснастки к ручному деревообрабатывающему станку. При выборе инструмента стоит обратить внимание на предназначение, устройство оборудования. Форма заточки фрез может быть двух видов – винтовая и прямая. Использование прямой формы заточки может привести к быстрой порче оборудования, а конечное изделие может получится имея выбоины и заусенцы.
Для работ по дереву ручным фрезером наиболее лучшим вариантом становится использование инструмента винтовой линией расположения зубьев. Единственным минусом является невозможная заточка подручными средствами, чтобы произвести возврат былой остроты, необходимо воспользоваться специальным оборудованием. Используя фрезы, для работ ручным фрезером по дереву следует обратить внимание на угол заточки. Деревянная поверхность наилучшим способом подвергается обработке инструментом, угол заточки которого составляет не более 90 градусов. Конструкцией предусмотрен эффективный вывод стружки, тем самым достигается максимальное действие инструмента.
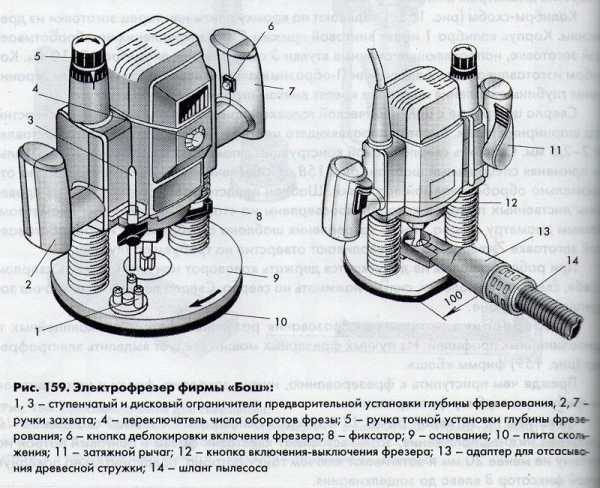
- Конструкция электрофрезера
- Схема сборки фрезерного станка
Сборные
Наиболее распространенный вид на рынке – сборные. Состоит из болванки, наваренными поверх кромками. Простое изготовление делает их наиболее привлекательных для изготовителя. Относительно невысокая цена позволяет не тратить время на заточку, а просто заменять на новую при потере остроты.
Со сменными режущими кромками
Фрезы со сменными кромками. Имеют сменные режущие кромки, когда происходит потеря остроты ножа с одной стороны, возможно перевернуть инструмент, далее продолжать работу.
Монолитные
Фрезы монолитного типа имеют в основании режущие кромки. Отличаются повышенной прочностью, однако после не продолжительной работы и последующей заточки деталь быстро теряет режущие свойства.
Типы лезвий фрез
Используемые при изготовлении материалы для фрез по дереву отличаются некоторыми характеристиками. Первый тип материала – быстрорежущая сталь. Товары, которые изготавливаются из данного материала, маркируются символами HSS. Ручным инструментом, использование оснастки такого типа, будет легко обработать мягкую древесину. Благодаря заостренным свойствам, скорость работы увеличивается в отношении к твердотельной фрезе.
Режущая часть может быть изготовлена из твердосплавных металлов. Такие изделия обозначены HM, преимущественно используются при обработке твердых пород древесины. Отличительной особенностью является прочность и стойкость к повышенным температурам. Качественно обработать мягкие породы дерева такой фрезой будет затруднительно, так как частота выполненных действий заметно отличается от быстрорежущих материалов.
Функциональные наборы фрез
Зачастую можно встретить в продаже функциональные наборы, которые состоят из двух или более элементов. В данный набор входят приспособления и насадки для фрезера по дереву. Основное предназначение таких наборов – обработка двух или более деталей для получения однотипных соединений. Например, существует набор из 2-х фрез, одна из которых формирует кромку внутри изделия, а вторая позволяет сделать пазовую часть.
Существуют универсальные варианты, которые благодаря конструкции могут использоваться в различных целях. Разборная часть предполагает замену ножей для фрезы, после чего производятся работы с деревом.
Стоит отметить, что наличие стола для хранения всех видов оснастки к оборудованию сократит время на производимые действия, а также существует возможность соорудить подобие фрезерного станка. Установив на стол подвижные упоры, мастер расширяет круг возможностей инструмента для работ по дереву.
Сферы применения
Использование любого типа оборудования предполагает опасные работы с вращающимися элементами. При работе с деревом необходимо помнить о технике безопасности. Выполнение сложных элементов не производится в один подход, кромки фрезы должны быть заточены для наилучшего результата.
Приступая к выполнению, следует понимать какой тип фрезы необходимо использовать. Высокую распространенность получил инструмент кромочной категории. Данная категория дает возможность производить практически все виды работ по дереву собственноручно. Пазовые или цилиндрические фрезы служат в основном для изготовления углублений в торцах материала.
Как выбирать фрезу по дереву под ручной фрезер
Выбор фрез на рынке стройматериалов очень богат. Ценовой диапазон разнообразен, не всегда возможно определиться, правильно ли делается покупка. Необходимо придерживаться нескольких основных условий для правильного выбора фрезы по дереву.
- Качество. Стоит обратить внимание на внешний вид детали. Изделие должно быть без заусенцев, иметь качественную резьбу, посадочные места.
- Термическая прочность указывается в паспорте, чем выше, тем лучше и надежнее при дальнейшем использовании.
- Материал припоя, а также соединение хвостика с частью, ответственную за резку.
Качество пайки изделия играет немаловажную роль при действиях с пиломатериалом. Тогда, когда выполняются работы с твердыми породами дерева, необходим определенный запас прочности инструмента. Припой делится на виды и марки, при покупке необходимо обратить внимание на его качество во фрезе. Желательно обращать внимание на инструмент, марка припоя которого не ниже ПСр 37.5. Чем выше цифра – тем лучше показатели надежности, качества детали. Марка обозначается в составе количеством меди и серебра. При соединении способом сварки, использование фрезера становится небезопасным и бессмысленным.
Монолитные фрезы необходимо проверять перед использованием. Качество металла определяется надпилом. Если появились заметные царапины или трещины, значит стоит отложить данный инструмент. Оптимальная твердость металла от 58 единиц. Качество выполняемых работ ручным фрезером напрямую зависит от наличия приспособлений и комплектов.
Подбор необходимого инструмента правильный путь к хорошему результату при работе с деревом. Фреза, изготовленная для фрезера по дереву должна отвечать всем стандартам и быть качественно изготовленной. Существует множество наборов, которые предназначены для работ по дереву. Качественный комплект гарантирует не только выполненные поставленные задачи, но и безопасную работу.
Все биты имеют точный шлифовальный хвостовик 1/4 ", который подходит для всех 1/4-дюймовых фрезерных станков, для обработки дерева, обработки шипов и резьбы для всех пород дерева.
15 различных битов маршрутизатора, в комплект входят бит для бухты, бухта для бухты, бит для ласточкиного хвоста, бит для траектории, угловой круг, прямой бит, фаска 45 °, пилотный бит для панели, Roman Ogee, множество вариантов для удовлетворения ваших потребностей
Набор маршрутизаторов с карбидно-вольфрамными лезвиями может быть подвергнут повторной заточке, острым инструментам, герметичным подшипникам для плавного вращения и точных разрезов
Включите в себя микро-гаечный ключ, улучшите свой плотницкий проект, профессиональные инструменты для самостоятельной работы, предоставьте кромку, обрезку, прожилку, скучный шип и паз для плотников и любителей.
Примечание:
Бит, установленный в прочном деревянном ящике для хранения, вокруг основания каждого бита имелся пластиковый кожух, который удерживал их в отверстиях для бит, может быть немного туго, надевайте перчатки, когда вынимаете его.
15 размеров:
1 х прямой бит 3 мм
1 х прямой бит 6 мм
1 х прямой бит 12 мм
1 х прямой бит 16 мм
1 х Cove Box Бит R3.2мм
1 х Cove Box Бит R6.3мм
1 х 90 ° "V" тип шлицевая фреза 12,7 мм
1 х долото 12,7 мм
1 х Ласточкин хвост 12,7 мм
1 х панель пилотный бит 6,3 мм
1 х Промывочный Бит 12.7мм
1 х круглый над битом R9.5 мм
1 х 45 ° фаска 32 мм
1 х бухта R6.3 мм
1 х Римский Ogee Бит R4 мм
1 х 52 мм микро ключ








станок | Описание, история, типы и факты
Станок , любой стационарный станок с механическим приводом, который используется для формовки или формирования деталей из металла или других материалов. Формирование осуществляется четырьмя основными способами: (1) путем вырезания из детали лишнего материала в виде стружки; (2) срезая материал; (3) путем сжатия металлических частей до желаемой формы; и (4) применяя к материалу электричество, ультразвук или едкие химические вещества. Четвертая категория охватывает современные станки и процессы для обработки сверхтвердых металлов, не обрабатываемых старыми методами.
 буровой пресс Бурильный пресс. Plbcr
буровой пресс Бурильный пресс. Plbcr Станки, которые формируют детали путем удаления металлической стружки из заготовки, включают в себя токарные станки, формовочные и строгальные станки, сверлильные станки, фрезерные станки, шлифовальные станки и электропилы. Холодное формование металлических деталей, таких как кухонная утварь, автомобильные кузова и подобные предметы, выполняется на штамповочных прессах, в то время как горячее формование каленых заготовок в штампы соответствующей формы выполняется на ковочных прессах.
Современные станки режут или формируют детали с допуском плюс или минус одна десятитысячная дюйма (0.0025 мм). В особых случаях прецизионные притирочные станки могут производить детали с точностью до плюс-минус двух миллионных долей (0,00005 миллиметра). Из-за точных требований к размерам деталей и значительных сил резания, воздействующих на режущий инструмент, станки сочетают в себе вес и жесткость с деликатной точностью.
История
До промышленной революции 18-го века для резки и придания формы материалам для производства таких товаров, как кухонные принадлежности, вагоны, корабли, мебель и другие изделия, использовались ручные инструменты.После появления парового двигателя материальные товары производились на механических машинах, которые могли изготавливаться только станками. Станки (способные производить точные детали в больших количествах), а также приспособления и приспособления (для удержания работы и направления инструмента) были необходимыми инновациями, которые сделали массовое производство и взаимозаменяемые детали реальностью в 19 веке.
Получите эксклюзивный доступ к контенту из нашего первого издания 1768 года с вашей подпиской.Подпишитесь сегодняСамые ранние паровые двигатели страдали от неточности ранних станков, и большие литые цилиндры двигателей часто были неточно утомлены машинами, приводимыми в движение водяными колесами, и первоначально предназначались для выведения из пушки. В течение 50 лет с момента появления первых паровых двигателей были разработаны и разработаны основные станки со всеми основными характеристиками, необходимыми для обработки тяжелых металлических деталей. Некоторые из них были приспособлениями более ранних деревообрабатывающих станков; металлический токарный станок, полученный из токарных станков, которые использовались во Франции еще в 16 веке.В 1775 году Джон Уилкинсон из Англии построил высокоточный станок для расточки цилиндров двигателя. В 1797 году Генри Модсли, тоже из Англии и один из величайших изобретательных гениев своего времени, спроектировал и построил токарно-винторезный станок. Отличительной особенностью токарного станка Maudslay был ходовой винт для привода каретки. Приспособленный к шпинделю токарного станка, ведущий винт продвигал инструмент с постоянной скоростью и гарантировал точную резьбу винта. К 1800 году Модслей оснастил его токарным станком 28 сменными шестернями, которые нарезали резьбу с различными шагами, контролируя отношение скорости ходового винта к скорости шпинделя.
Формирователь был изобретен Джеймсом Насмитом, который работал в магазине Генри Модсли в Лондоне. В станке Насмита заготовка может быть прикреплена горизонтально к столу и обработана резцом с помощью возвратно-поступательного движения, чтобы выровнять небольшие поверхности, прорезать пазы или обработать другие прямые поверхности. Несколько лет спустя, в 1839 году, Насмит изобрел паровой молот для ковки тяжелых деталей. Другой ученик Модсли, Джозеф Витворт, изобрел или усовершенствовал множество станков и стал доминировать в этой области; на Международной выставке 1862 года экспонаты его фирмы занимали четверть всего пространства, посвященного станкам.
Великобритания пыталась удержать лидерство в развитии станкостроения, запретив экспорт, но эта попытка была обречена на промышленное развитие в других местах. Британские инструменты экспортировались в континентальную Европу и в Соединенные Штаты, несмотря на запрет, и новые инструменты были разработаны за пределами Великобритании. Среди них следует отметить фрезерный станок, изобретенный Эли Уитни, который был произведен в Соединенных Штатах в 1818 году и использовался Симеоном Нортом для производства огнестрельного оружия. Первый полностью универсальный фрезерный станок был построен в 1862 году Дж.Р. Браун из США и был использован для резки спиральных канавок в спиральных сверлах. Станок с револьверной головкой, также разработанный в Соединенных Штатах в середине 19-го века, был полностью автоматическим в некоторых операциях, таких как изготовление винтов, и он предвосхитил важные события 20-го века. Различные зуборезные машины достигли своего полного развития в 1896 году, когда американец Ф. У. Феллоуз разработал формирователь зубчатых колес, который мог быстро крутить практически любой тип зубчатых колес.
Производство искусственных абразивов в конце 19 века открыло новую область станков - шлифовальных станков.C.H. Нортон из Массачусетса наглядно проиллюстрировал потенциал шлифовальной машины, создав такую, которая могла бы размолоть коленчатый вал автомобиля за 15 минут - процесс, который раньше занимал пять часов.
К концу 19-го века произошла полная революция в обработке и обработке металлов, которая создала основу для массового производства и индустриального общества. В 20-м веке были представлены многочисленные усовершенствования станков, такие как многоточечные фрезы для фрезерных станков, развитие автоматизированных операций, управляемых электронными и жидкостными системами управления, и нетрадиционные методы, такие как электрохимическая и ультразвуковая обработка.Тем не менее, даже сегодня основные станки остаются в значительной степени наследием 19-го века.
Характеристики станков
Все станки должны иметь приспособления для удержания и крепления инструмента и средства для точного контроля глубины резания. Относительное движение между режущей кромкой инструмента и работой называется скоростью резания; Скорость, с которой необработанный материал входит в контакт с инструментом, называется движением подачи. Средства должны быть предоставлены для того и другого.
Поскольку перегретый инструмент может потерять свою режущую способность, необходимо контролировать температуру. Количество выделяемого тепла зависит от силы сдвига и скорости резания. Поскольку усилие сдвига изменяется в зависимости от материала, подлежащего резке, и материал инструмента изменяется с учетом его устойчивости к высоким температурам, оптимальная скорость резки зависит как от материала, который режется, так и от материала режущего инструмента. На это также влияет жесткость станка, форма заготовки и глубина резания.
Металлорежущий инструмент классифицируется как одна точка или несколько точек. Одноточечный режущий инструмент можно использовать для увеличения размера отверстий или расточки. Токарные и расточные работы выполняются на токарных и расточных станках. Многоточечные режущие инструменты имеют две или более режущих кромок и включают в себя фрезы, сверла и протяжки.
Существует два типа операций; либо инструмент движется по прямому пути к неподвижной заготовке, как на формирователе, либо заготовка движется к неподвижному инструменту, как на строгальном станке.Необходимо предусмотреть разгрузочные или зазорные углы, чтобы поверхность инструмента ниже режущей кромки не терлась о заготовку. На режущих инструментах часто предусмотрены углы граблей, чтобы вызвать заклинивание при образовании стружки и уменьшить трение и нагрев.
15шт / комплект Фрезерные станки Набор фрезы для резцов по дереву Фреза с твердосплавным хвостовиком Фреза для деревообрабатывающего станка Деревообрабатывающий инструмент
Все биты имеют точный шлифовальный хвостовик 1/4 ", который подходит для всех 1/4 дюймовые фрезерные станки, деревообрабатывающая обрезка, шип и резьба для каждого сорта дерева.
15 различных фрез, набор включает в себя бит Cove Box, бит Cove, ласточкин хвост, Traight Bit, угловой круг, прямой бит, фаска 45 °, панель Pilot Bit, Roman Ogee, множество вариантов для удовлетворения ваших потребностей
Набор маршрутизаторов из карбида вольфрама можно заточить, острые инструменты, герметичные подшипники для плавного вращения и точных пропилов
Включите микро-гаечный ключ, улучшите ваш столярный проект, профессиональные инструменты для поделок предоставлены для обработки кромки, обрезки, прожилок, скучных шипов и канавок для плотников и любителей.
Примечание:
Набор бит в прочной деревянной плите Ящик ярости, вокруг основания каждого бита имелся пластиковый кожух, который держал их в отверстиях для бит корпуса, может быть немного туго, надевайте перчатки, когда снимаете его.
15 Размеры:
1 х прямой бит 3 мм
1 х прямой бит 6 мм
1 х прямой бит 12 мм
1 х прямой бит 16 мм
1 х битовый бокс R3.2 мм
1 х бухта Вставной бит R6.3мм
1 x 90 ° V-образный отрезной фрезой 12,7 мм
1 х бит для долбления 12,7 мм
1 х бит ласточкиного хвоста 12,7 мм
1 х пилотный бит 6,3 мм
1 х фрезерная накладка Бит 12,7 мм
1 х закругленный бит R9.5 мм
1 х 45 ° Фаска 32 мм
1 х Бит R6,3 мм
1 х Римский бита R4 мм
1 х 52 мм Микро-гаечный ключ







000 Экспресс-инструкции по транспортировке и обратная связь:
(1) Пожалуйста, внимательно прочитайте наши спецификации продукта выше и подтвердите, что это то, что вам нужно.
(2) Вы разговариваете с нами в режиме онлайн или оставляете здесь сообщение по любым вопросам о нашем товаре, сроке доставки и цене.
(3) Если у нас есть какие-то дополнительные требования, пожалуйста, не стесняйтесь спрашивать нас.
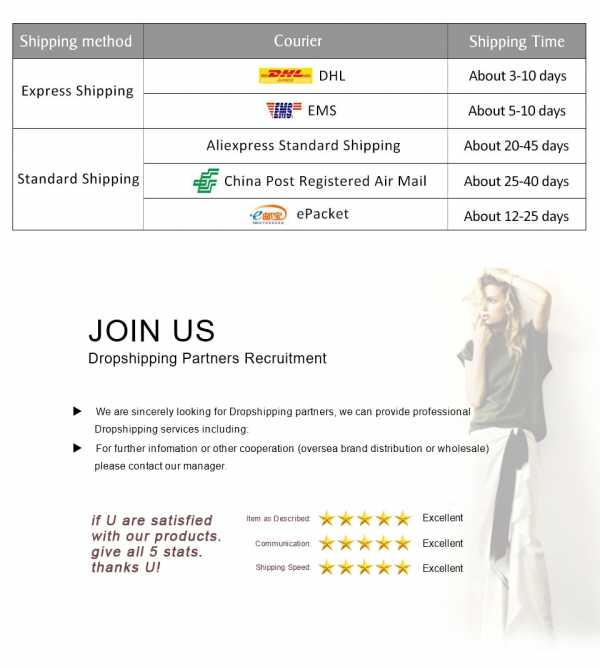
Некоторые уведомления о доставке:
(1) Время доставки почтой Китая составляет около 25-55 дней (некоторым нужно около 45 дней), пожалуйста, будьте немного терпеливы, ожидая посылки.
(2) Вы также считаете, что другие экспресс-доставка (DHL или EMS) доставляются от 2 до 8 дней.
(3) Пожалуйста, свяжитесь с нами сразу, если есть какие-либо отклонения от нормы.
(4) Пожалуйста, присылайте нам свои предложения, поскольку вы знаете что-то лучше нас.Мы будем признательны за ваши хорошие идеи.
(5) Если вы предлагаете нашу бесплатную доставку в Китае, мы ТОЛЬКО осуществляем доставку через Китай. Мы выполняем свои обязанности так же, как мы договорились.
(6) Мы не несем ответственности за любые таможенные пошлины или налог на импорт.
(7) Мы сделаем все возможное, чтобы удовлетворить вас, но никаких необоснованных требований, пожалуйста.
Важное замечание:
Покупатели должны быть уверены, разрешено ли их странам импортировать этот товар при покупке.
Если вы не уверены, разрешает ли ваша страна такие продукты,
, мы рекомендуем вам обратиться в таможню для подтверждения.
Мы не несем ответственности за убытки, возникшие в результате таможенной конфискации.
Контроль качества:
(1) Мы проверяем каждый товар перед отправкой, чтобы убедиться, что он в хорошем состоянии.
(2) Как опытный поставщик, мы упаковываем товары в картонную коробку с помощью EPE, что эффективно предотвращает непредвиденные повреждения ваших товаров во время доставки.
(3) Мы предлагаем вам быструю доставку, обычно около 2 дней подготовки. Это приблизительное время, ваши данные о доставке будут соответствовать вашим конкретным заказам.
(4) Мы сообщим вам номер отслеживания, как только мы отправим ваши продукты.
Обратная связь / Оценка нашего сервиса:
Пожалуйста, оставьте нам свой отзыв о наших продуктах и услугах после того, как вы получили ваши продукты; это поможет нам добиться большего успеха в будущем. Мы приложим все усилия, чтобы обновить всю нашу систему, чтобы удовлетворить всех наших добрых клиентов.