Наладчик станков и манипуляторов с программным управлением
УТВЕРЖДАЮ:
________________________
[Наименование должности]
________________________
________________________
[Наименование организации]
________________/[Ф.И.О.]/
«____» ____________ 20__ г.
ДОЛЖНОСТНАЯ ИНСТРУКЦИЯ
Наладчика станков и манипуляторов с программным управлением 6-го разряда
1. Общие положения
1.1. Настоящая должностная инструкция определяет и регламентирует полномочия, функциональные и должностные обязанности, права и ответственность наладчика станков и манипуляторов с программным управлением 6-го разряда [Наименование организации в родительном падеже] (далее — Компания).
1.2. Наладчик станков и манипуляторов с программным управлением 6-го разряда назначается на должность и освобождается от должности в установленном действующим трудовым законодательством порядке приказом руководителя Компании.
1.3. Наладчик станков и манипуляторов с программным управлением 6-го разряда относится к категории рабочих и подчиняется непосредственно [наименование должности непосредственного руководителя в дательном падеже] Компании.
1.4. Наладчик станков и манипуляторов с программным управлением 6-го разряда отвечает за:
- своевременное и качественное выполнение им задач по предназначению;
- соблюдение исполнительской и трудовой дисциплины;
- соблюдение мер безопасности труда, поддержание порядка, выполнение правил пожарной безопасности на порученном ему участке работы (рабочем месте).
1.5. На должность наладчика станков и манипуляторов с программным управлением 6-го разряда назначается лицо, имеющее среднее профессиональное образование по данной специальности и стаж работы не менее 1 года.
1.6. В практической деятельности наладчик станков и манипуляторов с программным управлением 6-го разряда должен руководствоваться:
- локальными актами и организационно-распорядительными документами Компании;
- правилами внутреннего трудового распорядка;
- правилами охраны труда и техники безопасности, обеспечения производственной санитарии и противопожарной защиты;
- указаниями, приказаниями, решениями и поручениями непосредственного руководителя;
- настоящей должностной инструкцией.
1.7. Наладчик станков и манипуляторов с программным управлением 6-го разряда должен знать:
- конструктивные особенности универсальных, специальных приспособлений и другой оснастки для сложных станков с программным управлением;
- кинематические и электрические схемы обслуживаемых станков.
1.8. В период временного отсутствия наладчика станков и манипуляторов с программным управлением 6-го разряда его обязанности возлагаются на [наименование должности заместителя].
2. Должностные обязанности
Наладчик станков и манипуляторов с программным управлением 6-го разряда осуществляет следующие трудовые функции:
2.1. Наладка на холостом ходу и в рабочем режиме механических и электромеханических устройств многооперационных станков с программным управлением для обработки деталей, требующих перестановок и комбинированного их крепления.
2.2. Наладка и регулировка обрабатывающих комплексов станков и систем станков с манипуляторами с программным управлением для обработки деталей.
2.3. Наладка и регулировка промышленных манипуляторов (роботов) с программным управлением и оборудования участков ГАП, применяемых в технологическом, электротехническом, подъемно-транспортном и теплосиловом производствах.
2.4. Выполнение сложных технических расчетов, необходимых при наладке станков и обрабатывающих комплексов станков с программным управлением.
В случае служебной необходимости наладчик станков и манипуляторов с программным управлением 6-го разряда может привлекаться к выполнению обязанностей сверхурочно, в порядке, предусмотренном законодательством.
3. Права
Наладчик станков и манипуляторов с программным управлением 6-го разряда имеет право:
3.1. Знакомиться с проектами решений руководства предприятия, касающимися его деятельности.
3.2. Вносить на рассмотрение руководства предложения по совершенствованию работы, связанной с обязанностями, предусмотренными настоящей должностной инструкцией.
3.3. Сообщать непосредственному руководителю обо всех выявленных в процессе исполнения своих должностных обязанностей недостатках в производственной деятельности предприятия (его структурных подразделений) и вносить предложения по их устранению.
3.4. Запрашивать лично или по поручению непосредственного руководителя от руководителей подразделений предприятия и специалистов информацию и документы, необходимые для выполнения своих должностных обязанностей.
3.5. Привлекать специалистов всех (отдельных) структурных подразделений Компании к решению возложенных на него задач (если это предусмотрено положениями о структурных подразделениях, если нет – с разрешения руководителя Компании).
3.6. Требовать от руководства предприятия оказания содействия в исполнении своих должностных обязанностей и прав.
4. Ответственность и оценка деятельности
4.1. Наладчик станков и манипуляторов с программным управлением 6-го разряда несет административную, дисциплинарную и материальную (а в отдельных случаях, предусмотренных законодательством РФ, — и уголовную) ответственность за:
4.1.1. Невыполнение или ненадлежащее выполнение служебных указаний непосредственного руководителя.
4.1.2. Невыполнение или ненадлежащее выполнение своих трудовых функций и порученных ему задач.
4.1.3. Неправомерное использование предоставленных служебных полномочий, а также использование их в личных целях.
4.1.4. Недостоверную информацию о состоянии выполнения порученной ему работы.
4.1.5. Непринятие мер по пресечению выявленных нарушений правил техники безопасности, противопожарных и других правил, создающих угрозу деятельности предприятия и его работникам.
4.1.6. Не обеспечение соблюдения трудовой дисциплины.
4.2. Оценка работы наладчика станков и манипуляторов с программным управлением 6-го разряда осуществляется:
4.2.1. Непосредственным руководителем — регулярно, в процессе повседневного осуществления работником своих трудовых функций.
4.2.2. Аттестационной комиссией предприятия — периодически, но не реже 1 раза в два года на основании документированных итогов работы за оценочный период.
4.3. Основным критерием оценки работы наладчика станков и манипуляторов с программным управлением 6-го разряда является качество, полнота и своевременность выполнения им задач, предусмотренных настоящей инструкцией.
5. Условия работы
5.1. Режим работы наладчика станков и манипуляторов с программным управлением 6-го разряда определяется в соответствии с правилами внутреннего трудового распорядка, установленными в Компании.
5.2. В связи с производственной необходимостью наладчик станков и манипуляторов с программным управлением 6-го разряда обязан выезжать в служебные командировки (в том числе местного значения).
С инструкцией ознакомлен __________/____________/«____» _______ 20__ г.
(подпись)
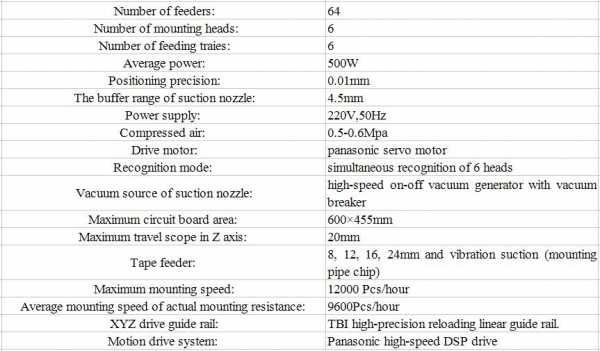
станок | Описание, история, типы и факты
Станок , любой стационарный станок с механическим приводом, который используется для формовки или формирования деталей из металла или других материалов. Формирование осуществляется четырьмя основными способами: (1) путем вырезания из детали лишнего материала в виде стружки; (2) срезая материал; (3) путем сжатия металлических частей до желаемой формы; и (4) применяя к материалу электричество, ультразвук или едкие химические вещества. Четвертая категория охватывает современные станки и процессы для обработки сверхтвердых металлов, не обрабатываемых старыми методами.
 буровой пресс Бурильный пресс. Plbcr
буровой пресс Бурильный пресс. Plbcr Станки, которые формируют детали путем удаления металлической стружки из заготовки, включают в себя токарные станки, формовочные и строгальные станки, сверлильные станки, фрезерные станки, шлифовальные станки и электропилы. Холодное формование металлических деталей, таких как кухонная утварь, автомобильные кузова и подобные предметы, выполняется на штамповочных прессах, в то время как горячее формование каленых заготовок в штампы соответствующей формы выполняется на ковочных прессах.
Современные станки режут или формируют детали с допуском плюс или минус одна десятитысячная дюйма (0.0025 мм). В особых случаях прецизионные притирочные станки могут производить детали с точностью до плюс-минус двух миллионных долей (0,00005 миллиметра). Из-за точных требований к размерам деталей и значительных сил резания, воздействующих на режущий инструмент, станки сочетают в себе вес и жесткость с деликатной точностью.
История
До промышленной революции 18-го века для резки и придания формы материалам для производства таких товаров, как кухонные принадлежности, вагоны, корабли, мебель и другие изделия, использовались ручные инструменты.После появления парового двигателя материальные товары производились на механических машинах, которые могли изготавливаться только станками. Станки (способные производить точные детали в больших количествах), а также приспособления и приспособления (для удержания работы и направления инструмента) были необходимыми инновациями, которые сделали массовое производство и взаимозаменяемые детали реальностью в 19 веке.
Получите эксклюзивный доступ к контенту из нашего первого издания 1768 года с вашей подпиской.Подпишитесь сегодняСамые ранние паровые двигатели страдали от неточности ранних станков, и большие литые цилиндры двигателей часто были неточно утомлены машинами, приводимыми в движение водяными колесами, и первоначально предназначались для выведения из пушки. В течение 50 лет с момента появления первых паровых двигателей были разработаны и разработаны основные станки со всеми основными характеристиками, необходимыми для обработки тяжелых металлических деталей. Некоторые из них были приспособлениями более ранних деревообрабатывающих станков; металлический токарный станок, полученный из токарных станков, которые использовались во Франции еще в 16 веке.В 1775 году Джон Уилкинсон из Англии построил высокоточный станок для расточки цилиндров двигателя. В 1797 году Генри Модсли, тоже из Англии и один из величайших изобретательных гениев своего времени, спроектировал и построил токарно-винторезный станок. Отличительной особенностью токарного станка Maudslay был ходовой винт для привода каретки. Приспособленный к шпинделю токарного станка, ведущий винт продвигал инструмент с постоянной скоростью и гарантировал точную резьбу винта. К 1800 году Модслей оснастил его токарным станком 28 сменными шестернями, которые нарезали резьбу с различными шагами, контролируя отношение скорости ходового винта к скорости шпинделя.
Формирователь был изобретен Джеймсом Насмитом, который работал в магазине Генри Модсли в Лондоне. В станке Насмита заготовка может быть прикреплена горизонтально к столу и обработана резцом с помощью возвратно-поступательного движения, чтобы выровнять небольшие поверхности, прорезать пазы или обработать другие прямые поверхности. Несколько лет спустя, в 1839 году, Насмит изобрел паровой молот для ковки тяжелых деталей. Другой ученик Модсли, Джозеф Витворт, изобрел или усовершенствовал множество станков и стал доминировать в этой области; на Международной выставке 1862 года экспонаты его фирмы занимали четверть всего пространства, посвященного станкам.
Великобритания пыталась удержать лидерство в развитии станкостроения, запретив экспорт, но эта попытка была обречена на промышленное развитие в других местах. Британские инструменты экспортировались в континентальную Европу и в Соединенные Штаты, несмотря на запрет, и новые инструменты были разработаны за пределами Великобритании. Среди них следует отметить фрезерный станок, изобретенный Эли Уитни, который был произведен в Соединенных Штатах в 1818 году и использовался Симеоном Нортом для производства огнестрельного оружия. Первый полностью универсальный фрезерный станок был построен в 1862 году Дж.Р. Браун из США и был использован для резки спиральных канавок в спиральных сверлах. Станок с револьверной головкой, также разработанный в Соединенных Штатах в середине 19-го века, был полностью автоматическим в некоторых операциях, таких как изготовление винтов, и он предвосхитил важные события 20-го века. Различные зуборезные машины достигли своего полного развития в 1896 году, когда американец Ф. У. Феллоуз разработал формирователь зубчатых колес, который мог быстро крутить практически любой тип зубчатых колес.
Производство искусственных абразивов в конце 19 века открыло новую область станков - шлифовальных станков.C.H. Нортон из Массачусетса наглядно проиллюстрировал потенциал шлифовальной машины, создав такую, которая могла бы размолоть коленчатый вал автомобиля за 15 минут - процесс, который раньше занимал пять часов.
К концу 19-го века произошла полная революция в обработке и обработке металлов, которая создала основу для массового производства и индустриального общества. В 20-м веке были представлены многочисленные усовершенствования станков, такие как многоточечные фрезы для фрезерных станков, развитие автоматизированных операций, управляемых электронными и жидкостными системами управления, и нетрадиционные методы, такие как электрохимическая и ультразвуковая обработка.Тем не менее, даже сегодня основные станки остаются в значительной степени наследием 19-го века.
Характеристики станков
Все станки должны иметь приспособления для удержания и крепления инструмента и средства для точного контроля глубины резания. Относительное движение между режущей кромкой инструмента и работой называется скоростью резания; Скорость, с которой необработанный материал входит в контакт с инструментом, называется движением подачи. Средства должны быть предоставлены для того и другого.
Поскольку перегретый инструмент может потерять свою режущую способность, необходимо контролировать температуру. Количество выделяемого тепла зависит от силы сдвига и скорости резания. Поскольку усилие сдвига изменяется в зависимости от материала, подлежащего резке, и материал инструмента изменяется с учетом его устойчивости к высоким температурам, оптимальная скорость резки зависит как от материала, который режется, так и от материала режущего инструмента. На это также влияет жесткость станка, форма заготовки и глубина резания.
Металлорежущий инструмент классифицируется как одна точка или несколько точек. Одноточечный режущий инструмент можно использовать для увеличения размера отверстий или расточки. Токарные и расточные работы выполняются на токарных и расточных станках. Многоточечные режущие инструменты имеют две или более режущих кромок и включают в себя фрезы, сверла и протяжки.
Существует два типа операций; либо инструмент движется по прямому пути к неподвижной заготовке, как на формирователе, либо заготовка движется к неподвижному инструменту, как на строгальном станке.Необходимо предусмотреть разгрузочные или зазорные углы, чтобы поверхность инструмента ниже режущей кромки не терлась о заготовку. На режущих инструментах часто предусмотрены углы граблей, чтобы вызвать заклинивание при образовании стружки и уменьшить трение и нагрев.
Автоматизация | Британика
Автоматизация , применение машин к задачам, которые когда-то выполнялись людьми, или, все чаще, к задачам, которые в противном случае были бы невозможны. Хотя термин «механизация» часто используется для обозначения простой замены человеческого труда машинами, автоматизация обычно подразумевает интеграцию машин в систему самоуправления. Автоматизация произвела революцию в тех областях, в которых она была внедрена, и едва ли есть аспект современной жизни, который не был бы затронут ею.
Термин «автоматизация» был придуман в автомобильной промышленности около 1946 года для описания более широкого использования автоматических устройств и средств управления в механизированных производственных линиях. Происхождение слова связано с Д.С. Хардером, инженером-менеджером Ford Motor Company в то время. Этот термин широко используется в производственном контексте, но он также применяется вне производства в связи с различными системами, в которых существует значительная замена механического, электрического или компьютеризированного действия для человеческого усилия и интеллекта.
В общем случае автоматизация может быть определена как технология, связанная с выполнением процесса с помощью запрограммированных команд в сочетании с автоматическим контролем обратной связи для обеспечения надлежащего выполнения инструкций. Полученная система способна работать без вмешательства человека. Развитие этой технологии становится все более зависимым от использования компьютеров и компьютерных технологий. Следовательно, автоматизированные системы становятся все более сложными и сложными.Усовершенствованные системы представляют собой уровень возможностей и производительности, которые во многих отношениях превосходят способности людей выполнять те же действия.
Технология автоматизации достигла такого уровня, когда ряд других технологий развились из нее и достигли признания и статуса своих собственных. Робототехника - одна из этих технологий; это специализированная отрасль автоматизации, в которой автомат обладает определенными антропоморфическими или человеческими характеристиками.Наиболее типичной человеческой характеристикой современного промышленного робота является механическая рука с механическим приводом. Рукоятка робота может быть запрограммирована на перемещение в последовательности движений для выполнения полезных задач, таких как загрузка и выгрузка деталей на производственном станке или выполнение последовательности точечных сварных швов на деталях из листового металла кузова автомобиля во время сборки. Как показывают эти примеры, промышленные роботы, как правило, используются для замены людей, работающих на фабриках.
Получите эксклюзивный доступ к контенту из нашего первого издания 1768 года с вашей подпиской.Подпишитесь сегодняВ этой статье рассматриваются основы автоматизации, включая ее историческое развитие, принципы и теорию работы, приложения в производстве и в некоторых сферах услуг и отраслях, важных в повседневной жизни, и влияющих на человека и общество в целом. В статье также рассматривается развитие и технология робототехники как важная тема в области автоматизации. Для связанных тем см. Информатику и обработку информации.
Историческое развитие автоматизации
Технология автоматизации произошла из смежной области механизации, которая началась в промышленной революции.Механизация относится к замене человеческой (или животной) силы механической силой какой-либо формы. Движущей силой механизации была склонность человечества создавать инструменты и механические устройства. Некоторые важные исторические разработки в области механизации и автоматизации, приведшие к современным автоматизированным системам, описаны здесь.
Ранние разработки
Первые инструменты из камня представляли собой попытки доисторического человека направить свою физическую силу под контроль человеческого разума.Тысячи лет, несомненно, потребовались для разработки простых механических устройств и механизмов, таких как колесо, рычаг и шкив, с помощью которых можно было бы увеличить силу человеческих мышц. Следующим расширением стала разработка силовых машин, которые не требовали человеческой силы для работы. Примеры таких машин включают водяные колеса, ветряные мельницы и простые паровые устройства. Более 2000 лет назад китайцы разработали триммеры, работающие на проточной воде и водяных колесах.Первые греки экспериментировали с простыми реактивными двигателями, приводимыми в движение паром. Механические часы, представляющие собой довольно сложную сборку с собственным встроенным источником питания (весом), были разработаны примерно в 1335 году в Европе. Ветряные мельницы с механизмами автоматического поворота паруса были разработаны в средние века в Европе и на Ближнем Востоке. Паровой двигатель явился крупным достижением в разработке силовых машин и ознаменовал начало промышленной революции. В течение двух столетий, прошедших с момента появления парового двигателя Watt, были разработаны двигатели и машины с приводом от двигателя, которые получают энергию из пара, электричества, химических, механических и ядерных источников.
Каждая новая разработка в истории машин с приводом привела к увеличению требований к устройствам управления для управления мощностью машины. Самые ранние паровые двигатели требовали, чтобы человек открывал и закрывал клапаны, сначала чтобы впустить пар в камеру поршня, а затем выпустить его. Позже был разработан механизм золотникового клапана для автоматического выполнения этих функций. Тогда единственной потребностью человека-оператора было регулировать количество пара, которое контролировало скорость и мощность двигателя.Это требование к человеческому вниманию при работе парового двигателя было устранено губернатором с шариками. Это устройство, изобретенное Джеймсом Уаттом в Англии, состояло из утяжеленного шарика на шарнирном рычаге, механически соединенного с выходным валом двигателя. По мере увеличения скорости вращения вала центробежная сила заставляла утяжеленный шар перемещаться наружу. Это движение контролировало клапан, который уменьшал подачу пара в двигатель, тем самым замедляя двигатель. Регулятор «шарик-шарик» остается элегантным ранним примером системы управления с отрицательной обратной связью, в которой увеличение выходной мощности системы используется для снижения активности системы.
Отрицательная обратная связь широко используется в качестве средства автоматического управления для достижения постоянного рабочего уровня системы. Типичным примером системы управления с обратной связью является термостат, используемый в современных зданиях для контроля температуры в помещении. В этом устройстве снижение комнатной температуры вызывает замыкание электрического переключателя, в результате чего включается нагревательный элемент. При повышении комнатной температуры выключатель размыкается и подача тепла отключается. Термостат можно настроить так, чтобы он включал нагревательный прибор в любой заданной точке.
Еще одним важным событием в истории автоматизации стал жаккардовый станок (см. Фотографию), который продемонстрировал концепцию программируемой машины. Около 1801 года французский изобретатель Жозеф-Мари Жаккард изобрел автоматический ткацкий станок, способный производить сложные узоры в текстиле, управляя движением множества челноков из разноцветных нитей. Выбор различных образцов был определен программой, содержащейся в стальных картах, в которых были пробиты отверстия. Эти карты были предками бумажных карт и лент, которые управляют современными автоматами.Концепция программирования машины получила дальнейшее развитие в конце XIX века, когда английский математик Чарльз Бэббидж предложил сложный механический «аналитический механизм», который мог выполнять арифметику и обработку данных. Хотя Бэббидж так и не смог завершить его, это устройство было предшественником современного цифрового компьютера. Смотрите компьютеры, историю.
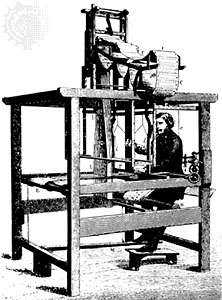 Жаккардовый ткацкий станок Жаккардовый ткацкий станок, гравировка, 1874 год. В верхней части машины находится стопка перфокарт, которая подается в ткацкий станок для управления рисунком ткачества.Этот метод автоматической выдачи машинных инструкций использовался компьютерами еще в 20 веке. Беттман Архив .
Жаккардовый ткацкий станок Жаккардовый ткацкий станок, гравировка, 1874 год. В верхней части машины находится стопка перфокарт, которая подается в ткацкий станок для управления рисунком ткачества.Этот метод автоматической выдачи машинных инструкций использовался компьютерами еще в 20 веке. Беттман Архив .Манипулятор - Polyverse Music
Новый вид вокально-преобразующего процессора
С помощью уникальных детальных алгоритмов , Манипулятор может значительно изменить тембр и высоту монофонического звука новыми и неисследованными способами. От тонкого наложения высоты тона и гармонизации до полноценного звукового искажения, которое оставит вас с совершенно новым звуком , Манипулятор так же универсален, как и стимулирует творчество.
Деформация и изгиб голоса в новых удивительных звуках

Особенности
- Изгибай и лепи свои звуки в новые
- Изменить тембр и высоту вокала и инструментов
- 10 различных эффектов с бесконечными комбинациями
- Изменить мелодии существующих выступлений
- Создайте гармонии с 4-мя полифоническими голосами
- Широкие возможности модуляции
- Обработка в реальном времени для живого исполнения
- Поддерживает форматы плагинов VST / AU / AAX
Практически бесконечная манипуляция
Манипулятор оснащен 10 различными эффектами, включая обработку высоты тона, форматы, гармоники, размытие звука, псевдостерео и многое другое. Он может взять нормальный вокал и превратить его в сложный, захватывающий новый звук.Другие монофонические и ритмические источники особенно хорошо работают с манипулятором.

Alter Pitch в режиме реального времени
Как и я хотел, Манипулятор позволяет пользователям принимать миди-данные в режиме реального времени, что позволяет контролировать смещение высоты тона на лету с помощью миди-контроллера. Не понравилась вокальная мелодия в дубле? Играй так, как слышишь! Манипулятор плавно транспонирует высоту и добавляет уникальную текстуру к входящему аудио Манипулятор поддерживает до 4-х полифонических голосов при использовании миди-входа.
Посмотрите видео ниже и посмотрите, как это делается.
,