Где учат на наладчика станков с чпу
полный список школ и курсов Москвы
Обучаясь на курсах оператора станков с ЧПУ, вы научитесь программировать станки на выполнение определенных задач, заниматься наладкой, обслуживанием и управлением этих станков.
Для этого существует специально подготовленные программы обучения, где осваиваются как теоретические аспекты данного направления, так и практические навыки, при чем практических занятий гораздо больше, так как научиться программировать станки ЧПУ можно эффективно лишь тогда, когда самостоятельно участвуешь в данном процессе.
Не надо думать, что для освоения данной специальности необходимо быть программистом или знать программирование как отдельную науку. Под программированием станков с ЧПУ подразумевается комплекс мероприятий, направленных на настройку станка под выполнение определенных технических или творческих задач.
В данной статье вы можете ознакомиться с учебными центрами, в которых можно пройти курс оператора станков (ЧПУ) в Москве. Узнать условия обучения и стоимость.
СК «Роутер» (ЦАО)

Адрес: м. Бауманская, ул. 2-я Бауманская, д. 5 стр. 1
Сайт: https://rusnc.ru
Телефон: +7 (499) 686-11-86
Стоимость: от 21000 р. за курс
В ходе обучения слушатели курса формируют теоретические и практические компетенции в сфере обработки деталей на станках с ЧПУ, включая материаловедение, технологию обработки, устройство и безопасная эксплуатация фрезерных станков, составление управляющих программ как в системах ЧПУ, так и в системах геометрического моделирования обработки (CAD/САМ-системы).
По окончании курса слушателям выдается удостоверение о повышении квалификации установленного образца от МГТУ им. Баумана.
Продолжительность курса: 5 дней по 8 часов.
Обучение проходит в группах по 7 человек, что обеспечивает индивидуальный подход к каждому слушателю курса и качественное освоение практических навыков и теоретической базы, необходимой операторам для работы на фрезерных станках с числовым программным управлением.
Диомаш Инжиниринг (ЦАО)

Адрес: м. Цветной бульвар, ул Трубная, д. 21
Сайт: https://www.diomash.ru
Телефон: +7 (495) 646-17-44
Стоимость: от 22000 р. за курс
Обучение операторов производится опытными специалистами компании АО «ДИОМАШ-ИНЖИНИРИНГ» с применением современного оборудования.
Учебное место состоит из ПК и пульта управления станком. Будущие специалисты обучаются тонкости работы с программным обеспечением, осваивают процесс работы станка при помощи учебных стендов, а потом отрабатывают свои навыки на полноценном станке.
Возможно обучение на территории заказчика. Главное преимущество такого подхода состоит в возможности проведения обучения непосредственно на оборудовании, с которым впоследствии будет работать оператор. Закрепление полученных знаний будет проводится на примере технологического процесса конкретного предприятия.
Обучаясь на оператора или повышая свою квалификацию, слушатель курсов узнает, как обеспечить техническую надежность и оптимизировать рабочие операции станка. Профессиональный подход к работе и глубокое понимание производственных процессов позволят избежать неисправностей.
Городской Центр Дополнительного Профессионального Образования (САО)

Адрес: м. Белорусская, 3-я улица Ямского поля, дом 2, корпус 13, 6 этаж
Сайт: https://doprof.ru
Телефон: +7 (495) 150-31-41
Стоимость: от 21100 р. за курс
Слушатели ознакомятся с устройством станков, возможностями системы ЧПУ, основами программирования, научатся создавать и редактировать программы, технически грамотно обслуживать станки с ЧПУ.
Курс расчитан на 72 часа, из которых 48 часов-теоретические занятия и 24 часа практики, где слушатели отрабатывают навыки по программированию и управлению станком.
Выпускники курса профессиональной подготовки операторов станков с ЧПУ получают документ об окончании обучения: удостоверение установленного образца с присвоением квалификации оператора станков с ЧПУ.
МинМакс (САО, ЮЗАО)

Адрес:
м. Верхние Лихоборы, Дмитровское шоссе, 71Б, офис. 202
м. Беляево, ул Профсоюзная 93А, офис 16
Сайт: https://minmaks.ru
Телефон: +7 (499) 647-82-74
Стоимость: от 6200 р. за курс
В едином тарифно-квалификационном справочнике рабочих профессий оператору станков с ЧПУ присваиваются определенные разряды (в зависимости от сложности выполняемых задач: с 2 по 5 разряд).
Работы, выполняемые оператором определенного разряда:
- второй разряд: специалист данного разряда выполняет несложные работы на станках, которые предназначены для простой обработки деталей одного вида. Выполняет установку и снятие различных элементов заготовки под присмотром оператора c более высокой квалификацией.
- третий разряд: выполняет управление станками средней сложности, прописывает программный код для более сложных деталей.
- четвертый разряд: работает и обслуживает станки, которые позволяют изготавливать сложные узлы, состоящие из разных деталей. Оператор четвертого разряда также проводит профилактические работы с оборудованием, при необходимости выполняет ремонт и замену отдельных агрегатов.
- пятый разряд: занимается ведением полного цикла производства сложных деталей; выполняет капитальный ремонт оборудования.
Общая информация:
- длительность курсов — 72 часа;
- формат обучения: очный / заочный;
- после успешной аттестации выдается свидетельство и удостоверение оператора станков с ПУ;
Для данной специальности требуется ежегодно проходить проверку профессиональных знаний, которую вы также можете осуществить в учебном центре.
Школа ремонта «101КУРС» (СВАО)

Адрес: м. Дмитровская, ул. Новодмитровская, д. 5А, стр. 2
Сайт: https://101course.ru
Телефон: +7 (495) 989-21-25
Стоимость: 23300 р. за курс
В течение семи занятий осваиваются теоретические знания в специально подготовленных аудиториях, где слушатели постигают азы профессии, углубляясь в детали своей будущей профессии.
Все остальные одиннадцать занятий – это подробная практика, с детальным рассмотрением всех возможных вариантов наладки, программирования и обслуживания станков.
Программа обучения:
- Инструктаж ОТ и ПБ. Виды, типы и области применения станков с программным управлением.
- Материалы, приспособления, режущие инструменты и режимы резания.
- Чтение чертежей.
- Устройство и принцип действия станков с числовым программным управлением (ЧПУ).
- Допуски и технические измерения.
- Системы координат станков с ЧПУ.
- CAD-системы в компьютерном моделировании деталей, обрабатываемых на станках с ЧПУ.
- Базовые языки и принципы построения управляющих программ (УП) станков с ЧПУ.
- Построение компьютерных 2D-моделей контуров деталей, обрабатываемых на станках с ЧПУ.
- Разработка и редактирование УП типовых элементов контурной обработки на станках с ЧПУ.
- CAD-системы в компьютерном 3D-моделировании деталей, обрабатываемых на станках с ЧПУ.
- Разработка УП контурной обработки, настройка и обработка деталей на 3-х осевом станке с ЧПУ.
- Построение компьютерных 3D-моделей деталей, обрабатываемых на станках с ЧПУ.
- Особенности разработки УП токарной обработки деталей на станках с ЧПУ.
- CAM-системы компьютерного моделирования процессов обработки деталей на станках с ЧПУ и автоматизации разработки УП.
- Разработка УП многоосевой обработки, настройка и изготовление деталей на 4-х осевом станке с ЧПУ.
- Аддитивные технологии изготовления изделий на станках с ЧПУ, 3D-принтерах и РТК.
- Итоговая аттестация.
Курс разбит на 18 занятий по 4 ак. часа. Практика проходит в специально оборудованных классах. Выпускникам выдается удостоверение о повышении квалификации установленного образца.
Энси-Тех (СВАО)

Адрес: м. Савёловская, ул. Б. Новодмитровская, 14/2, 213
Сайт: http://nc-tech.ru
Телефон: +7 (495) 909-11-00
Стоимость: от 20900 р. за курс
По желанию обучение может проводиться на площадке компании или на территории заказчика. В офисе компании предусмотрено специализированное стендовое оборудование для проведения обучения.
Программа была специально разработана для специалистов по техническому обслуживанию и для инженерно-технического персонала. Она включают в себя рассмотрение всех вопросов, связанных с предотвращением простоя систем управления.
Форма трейнинговых семинаров — группа или индивидуальное занятие.
После успешного прохождения курса, участникам выдается СЕРТИФИКАТ MITSUBISHI ELECTRIC, в котором обозначаются темы семинара и умения, полученные по его окончанию.
ГК ФИНВАЛ (ЮВАО)

Адрес: м. Кожуховская, 2-й Южнопортовый проезд, д. 14/22, стр. 1
Сайт: https://finval.ru
Телефон: +7 (495) 247-55-74
Стоимость: от 25000 р. за курс
Продолжительность обучения 286 ак. часов. По окончанию обучения выдается диплом установленного образца.
Преимущества:
- Учебный класс с лицензионным программным обеспечением и учебным оборудованием;
- Профессиональная подготовка под руководством высококвалифицированных специалистов;
- Свыше 20 единиц современного оборудования с ЧПУ для отработки практических навыков;
- Персональная программа обучения с учетом производственных запросов Вашего предприятия, под конкретное оборудование.
Программа:
- Охрана труда, электробезопасность и пожарная безопасность при работе на металлорежущих станках. Организация рабочего места оператора.
- Материаловедение. Механические свойства металлов и сплавов.
- Чтение и построение машиностроительных чертежей.
- Допуски и технические измерения. Средства измерений.
- Основы технологии машиностроения.
- Типы станков с программным управлением.
- Устройство станков с программным управлением. Гидропневматика станков с числовым программным управлением. Кинематика станка с ЧПУ.
- Разработка и моделирование деталей с использованием систем автоматизированного проектирования. Особенности проектирования операций механической обработки на станках с ЧПУ.
- Программное управление станками. Коррекция режущего инструмента. Программирование скорости подачи. Программирование резьбонарезания.
- Наладка станков с ЧПУ. Базирование и закрепление заготовок. Настройка и установка режущего инструмента.
- Размерная настройка станков с ЧПУ. Контроль деталей и режущего инструмента.
- Производственная практика.
- Экзамен.
Stanexim (ЮВАО)

Адрес: м. Угрешская, ул. Угрешская, д. 2, стр. 36
Сайт: http://www.stanexim.ru
Телефон: +7 (495) 984-20-72
Стоимость: 24000 р. за курс
Учебный класс центра оснащен самым современным оборудованием для обучения технических специалистов работе на станках с ЧПУ.
- учебные места: ноутбук + клавиатура, имитирующая пульт управления станком;
- программное обеспечение для обучения работе с ЧПУ на компьютере;
- учебные стенды;
- токарный и фрезерный станки.
Обучение на территории заказчика возможно благодаря использованию мобильного учебного класса.
Главным преимуществом данного обучения является возможность его проведения непосредственно на оборудовании заказчика и закрепление полученных знаний на примере производственного процесса предприятия.
Обучение проводят специалисты-практики, имеющие опыт наладки, управления и обслуживания различных станков с ЧПУ более 10 лет. Наши преподаватели ежегодно проходят обучение техническим новинкам у мировых производителей станков и ЧПУ.
В зависимости от уровня подготовки, возможен один из трех видов обучения:
- Базовый курс: ознакомление с основными системами ЧПУ, получение основополагающих знаний по их обслуживанию. Подходит для специалистов с небольшим опытом работы, выпускников технических специальностей.
- Продвинутый курс: углубленное изучение систем управления. Подходит для специалистов с опытом работы.
- Индивидуальный курс: программа, разработанная с учетом уровня подготовки специалистов, специфики производства и пожеланий заказчика.
ТОПИНСИТИ (ВАО)

Адрес: м. Семёновская, ул. Ткацкая 17, 2 этаж, офис 7
Сайт: https://www.topincity.ru
Телефон: +7 (915) 472-30-48
Стоимость: 2000 р. за занятие
Ускоренные индивидуальные и коллективные 10(12)-ти дневные курсы.
Программа обучения может корректироваться под требования ученика, или корректироваться под обработку конкретного материала как сталь, титан, нержавейка, цветные металлы, чугун, гранит, мрамор, драгоценные камни, известняк, дерево, фанера, пластики литьевые и твёрдые модельные, композиты, стекло.
Программа обучения может быть скорректирована в большую сторону как: проектирование, моделирование 3D/2D, фрезеровка, гравировка и микрогравировка, резка/раскрой, 4-я координата, промышленные технические изделия, формы/матрицы/клеше, скульптура, художественная лепнина.
Курсы ориентированы на максимальное практическое использование ЧПУ оборудования в бизнесе для увеличения объемов производства, организации собственного бизнеса и кардинального снижения времени проектирования изделий с момента идеи до получения готового изделия. Рассматриваются методы современного подхода к теме роботизированного изготовления, которые позволяют в десятки раз ускорить время производства изделий.
Особое внимание уделяется начальному этапу подготовки персонала для полного понимания процессов, происходящих при фрезеровке, что является по сути «букварём» для фрезеровщика, но подход к обучению основывается на передовых, лёгких, системах обучения без применения тройных интегралов и заумных формул, а даются конкретные практические данные и знания, которые уже давно доказаны временем.
Операторы ЧПУ станков, которые уже имеют навыки программирования станков вручную с помощью кодов, также могут значительно повысить свою квалификацию, научившись полностью заменять свою трудную ручную работу, и увеличив свою производительность в десятки раз.
Интех-Станки (СЗАО)

Адрес: м. Сходненская, Новопоселковая улица, дом 6, корпус 217, офис 505
Сайт: https://intech-stanki.ru
Телефон: +7 (495) 211-51-66
Стоимость: от 20000 р. за курс
Курсы обучения операторов станков с ЧПУ сопровождаются увлекательным слайд-шоу с большим количеством видеоматериалов и грамотным устным изложением. Вы забираете с собой методичку, к которой сможете обратиться позже, в случае необходимости.
Практика представляет собой работу в симуляторе стойки Fanuc (токарная конфигурация), а также работу на учебном фрезерном станке и отработку на нём программ, полученных при помощи САМ-системы. Центр обучения ЧПУ позволяет проводить теоретические и практические занятия в одном месте.
Курсы подходят как для начинающих, так и для тех, кто ищет курсы повышения квалификации и хочет переучиться с универсальных станков на станки с ЧПУ.
Основная информация:
- Продолжительность курса 2 недели (10 вечеров).
- Время проведения занятий с 18:00 до 21:00.
- Обучение проводится небольшими группами до 6-ти человек.
- По окончании курса выдаются сертификаты (по форме организации).
- Все сопутствующие материалы предоставляются.
Easy Guide 2020 [+ Учебные пособия по обработке]
Изучение основ ЧПУ: общая картина и концепции
Лично я всегда начинаю с общей картины и основных понятий. Они являются основой для более глубокого понимания и дают вам очень важный обзор того, как большие кусочки сочетаются в головоломке. Разобравшись с основами ЧПУ, вы можете углубиться и научиться работать с чпу кусками размером с укус.
Этот общий вид будет выглядеть вполне нормально, если вы планируете зарабатывать на жизнь в мире производства с ЧПУ.Но, для многих любителей, они хотят прыгнуть и купить или построить станок с ЧПУ прямо сейчас.
Вот в чем дело - сначала изучите основы ЧПУ, прежде чем пытаться приобрести станок. Понимание этих основ ЧПУ поможет вам понять характеристики и документацию вашего потенциального нового станка. Они помогут вам понять, о чем говорят люди на форумах (отличные учебные ресурсы!). Это может потенциально сэкономить вам деньги и разочарование.
Вот общая картина, которая поможет вам обойти эти базовые концепции ЧПУ fast .
Изображение большего размера: пошаговое руководство по изготовлению деталей с ЧПУ
Существует 9 шагов для изготовления детали с ЧПУ, описанной ниже. Нажмите на название любого, чтобы развернуть и посмотреть детали для каждого шага.
1
Поставка: создание идеализированной модели CAD детали
Разработайте деталь в программном обеспечении САПР на основе эскизов, фотографий, спецификаций и любых других идей, которые у нас есть для детали. Часть «Идеализирована», потому что мы еще не сделали серьезную домашнюю работу, чтобы оценить, насколько легко будет изготовить деталь.Опытные дизайнеры на этом этапе избегают многих производственных проблем, а новички обнаружат, что им нужно немного изменить, чтобы облегчить изготовление детали.
2
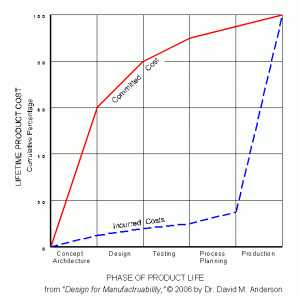
Поставляется: готовая модель САПР + ведомости настройки. Схема изготовления детали

80% стоимости изготовления изделия определяется во время проектирования…
На этом этапе мы оценим, насколько легко изготовить нашу деталь, изменим конструкцию по желанию, чтобы упростить ее изготовление, и составим план изготовления детали, которую мы запишем в нашем Схеме настройки. ,
3
Поставляется: Программа обработки деталей G-Code + Готовый лист настройки
Использование MeshCAM для создания программы обработки деталей G-Code…
Вооружившись моделью САПР и нашим Планом установки, мы готовы погрузиться в CAM, Разговорное программирование, Ручное кодирование или любой другой метод, который мы хотим использовать для создания программы обработки деталей G-Code.
4
Поставка: станок с ЧПУ настроен для выполнения детали
Установка
- это то, где мы получаем станки с ЧПУ, готовые к запуску детали.Мы должны убедиться, что в устройстве смены инструмента есть все нужные инструменты, загружена правильная программа gcode и, в общем, машина готова к работе.
5
Поставка: Программа проверена, готов к запуску детали

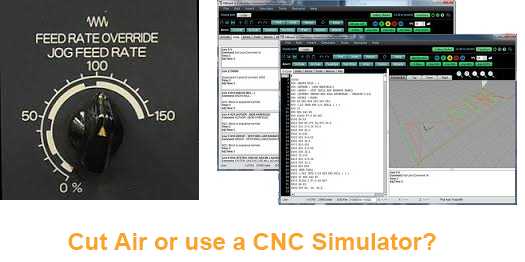
Проверка программы - последний шаг перед тем, как мы действительно сделаем реальные сокращения. Целью проверки является проверка правильности программы и правильности настройки станка с ЧПУ, чтобы не было проблем при первом запуске g-кода.Проверка может быть выполнена либо с помощью Cutting Air (простой, но очень трудоемкий), либо с помощью симулятора ЧПУ (также называемого симулятором G-кода).
Щелкните заголовок раздела, чтобы развернуть его и посмотреть, что лучше.
6
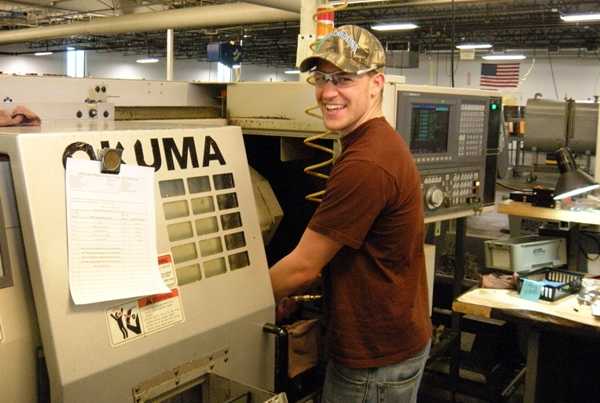
Поставка: детали с ЧПУ
После всей подготовки мы наконец-то готовы изготовить несколько стружек и станков с ЧПУ.
7
Поставка: проверенные детали, готовые к чистовой обработке
Закончив обработку на ЧПУ, пришло время для контроля качества.Мы проверим детали, чтобы убедиться, что они соответствуют требуемым спецификациям, допускам и поверхностной отделке.
8
Поставка: часть готова!
Наш последний шаг включает в себя отделку деталей. Это необязательно, поскольку наши запчасти могут не требовать этого. Но существует множество форм отделки, от краски до анодирования, дробеструйной обработки и многого другого.
,Метод 2: Используйте 3D Taster
Еще один очень распространенный, но более современный и более приятный метод, чем два вышеуказанных краевых инструмента, заключается в использовании «3D Taster». 3D-дегустаторы (часто называемые сейчас «3D-сенсорами», но оригинальный перевод с немецкого гораздо более увлекательный!) Были впервые сделаны в Германии компанией под названием Haimer, хотя теперь вы можете покупать их более дешевые клоны. Попробовав клон, рекомендую придерживаться оригинала. Это больше денег, но гораздо точнее и крепче.
Haimer 3D Taster - 395 долларов на Amazon…
Я заплатил больше, когда купил свой - фактически намного больше, так как сначала я купил дешевый китайский клон, пожалел об этом, а затем купил реальную вещь, которая продавалась более чем за 395 долларов, которые они перечисляют на Amazon. Что вы можете сделать с одним? Что ты не можешь сделать? Они в основном причудливые, но чрезвычайно точные и простые в использовании искатели краев. Вы втыкаете один в шпиндель и используете его, чтобы найти ноль детали, ребра, углы, тиски тисков и все другие распространенные задачи настройки.Причина, по которой они нужны, в том, что они быстрее и проще, чем другие методы.
Эти немецкие прецизионные измерительные инструменты настолько удобны для многих задач по настройке, что я постоянно держу один в держателе инструмента и видел, как многие другие ЧПУ делают то же самое.
Для нахождения Part Zero используйте 3D Taster так же, как искатели края. Вот видео Tormach для демонстрации:
Метод 3: Выберите фиксированное местоположение на вашем тиске или приспособлении
Это мой любимый метод, потому что он требует наименьшего времени и усилий для каждой настройки, хотя для этого нужно выполнить предварительную настройку один раз.
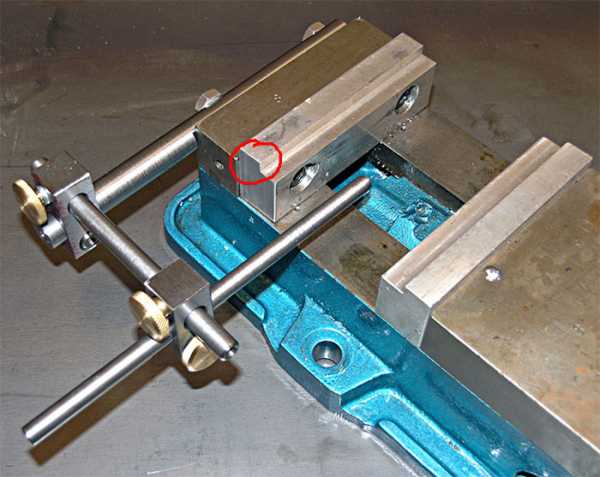
Используя два других метода, вы должны находить нулевой номер детали каждый раз, когда вы устанавливаете новую деталь на станок. С помощью этого метода вы найдете его один раз, потому что он относится к рабочему месту. Позвольте мне привести пример. Предположим, вы используете угол фиксированной челюсти вашего тиска:

Используйте угол неподвижной челюсти вашего фрезерного тиска (обведено красным) в качестве нулевой части ...
Кстати, если вы используете крепежную пластину, тривиально бросать свои тиски на пластину в одно и то же место каждый раз.Установите эту фиксированную часть нуля челюсти в качестве рабочего смещения, и вы сможете вернуть ее в любое время очень быстро. На этой фотографии показано, как расположить тиски на пластине приспособления с помощью всего 3 штифтов каждый раз:

Найдите свой тиски и каждый раз устанавливайте супер-нулевую деталь с помощью фиксатора…
Это прекрасная экономия времени, потому что тиски большую часть времени сидят на вашем мельничном столе. Пока вы проектируете свои детали, полагая, что угол челюсти тисков представляет собой ноль детали, вы можете вставить деталь в челюсти и начать обработку без измерения нуля детали, по крайней мере без измерения X и Y.Вам нужно только измерить и обнулить, если тиски перемещаются или вы меняете исходную позицию. Возможно, вам придется провести повторные измерения, если на ваших машинах также нет повторяющихся домашних выключателей. Но как бы вы ни смотрели на это, вы будете устанавливать нулевую частоту гораздо реже, и это сэкономит ваше время.
Метод 4: Используйте какой-нибудь Стоп
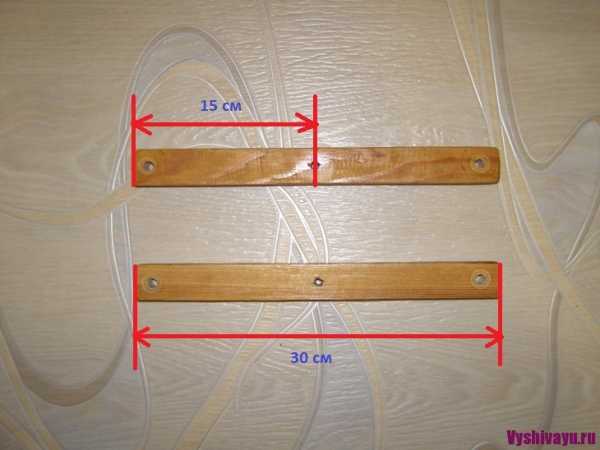
На рисунке выше показана остановка тисков, которую я сделал давным-давно. Вы можете установить остановку для повторной ориентации детали на некоторый ноль детали, на который Вы измеряете.
Можно использовать элементы упора на пластине крепления в качестве другой альтернативы, используя упоры.Наконец, вы можете даже получить стопы, которые подходят к Т-слотам от Tormach:
Метод 5: Используйте камеру или прицел
Центрирующие прицелы существуют уже давно, и при достаточном внимании и увеличении они могут быть достаточно точными:

Центрирующая область позволяет оптически позиционировать деталь ноль ...
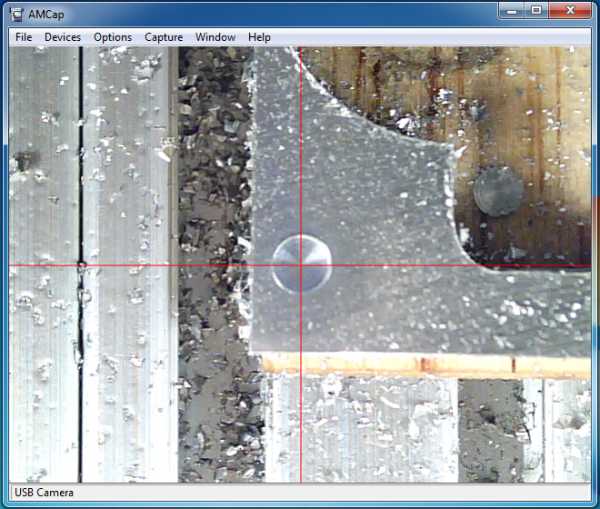
Я предупрежу вас, что эти центрирующие прицелы трудно увидеть. Иногда оптика не очень горячая, и изображение может быть довольно тусклым.Помогает достаточное освещение, возможно, от дополнительной лампы. Но более современный подход заключается в использовании цифровой камеры с увеличением. Вот снимок центрирующего прицела на фрезерном станке Beatty Robotics:

Beatty Robotics Центрирующий прицел…
А вот вид изображения, полученного с помощью центрирующего прицела:

Использование цифровой камеры для центрирования на углублении точечной дрели…
Обратите внимание, что камера смещена относительно осевой линии шпинделя.Это смещение является фиксированным и может учитываться при обнулении. Есть также камеры, которые идут прямо в держатель инструмента и будут смотреть прямо вниз по оси шпинделя.
Кстати, если вы никогда не посещали Beatty Robotics, проверьте это. Это семейное предприятие, где отец Битти вместе со своими дочерьми делает разные замечательные проекты с ЧПУ. Действительно классные вещи, и они даже используют G-Wizard.
Метод 6: Обнуление элемента детали
Это не полностью независимый метод, потому что вам нужно использовать один из других методов, чтобы правильно найти элемент детали.Но это чрезвычайно полезно для второстепенных операций и случаев, когда вам нужно положить на машину что-то кроме грубого куска материала, возможно, для ремонта или переделки. Идея состоит в том, чтобы обнулить какую-то особенность детали. Например, мы использовали точечный сверло с цифровой камерой выше. На самом деле, определение местоположения на отверстиях может быть выполнено очень точно, так что это довольно распространенный тип функций. Конечно, функция не обязательно должна быть на нуле. Он просто должен быть расположен с известным смещением, чтобы после того, как вы нашли объект, вы можете применить смещение, чтобы получить нулевую часть.
Метод 7: Бумага, податчик или калибровочный блок Endmill Plus
Поиск нулевой детали с помощью концевой фрезы - еще один очень распространенный подход. Идея состоит в том, чтобы подойти к детали с помощью концевой фрезы и использовать какую-либо прокладку, чтобы концевая фреза фактически не касалась детали. Обычные прокладки включают лист бумаги, толщиномер или калибровочный блок. За исключением случая с бумагой, вы хотите, чтобы шпиндель был неподвижен для этого метода.
Я провел несколько экспериментов, чтобы попытаться определить, насколько точен этот метод.Вот что я нашел по нескольким методам в Z:
Прикосновение на ощупь : Для моего 1-го метода, при остановленном шпинделе, прижмите нож к верхней части заготовки. Обнулите УЦИ и идите оттуда. Это дало результат с ошибкой 0,012 ″. Не очень хорошо! Ошибка была относительно повторяемой, поэтому можно добавить фактор выдумки. В конце дня сокращение было на 0,012 дюйма глубже, чем хотелось бы. Это также не особенно хорошо для ножа или подшипников шпинделя, если вы не будете осторожны.
Прикосновение звуком : Для второй попытки я осторожно опустил шпиндель под напряжением и прислушивался, когда резак начал резать. Этот метод оказался немного более точным и привел к слишком глубокому разрезу 0,0085 дюйма. Все еще не очень хорошо.
Осторожно с бумагой : Традиционный метод старой школы включает в себя удержание кусочка сигаретной бумаги (по слухам, толщиной точно 0,001 дюйма) на заготовке и постепенное опускание резака, пока он не начнет захватывать бумагу.Добавьте еще 0,001 ″ и вы на нуле! Не имея сигаретной бумаги, я использовал стандартную бумагу для лазерных принтеров. Я обрезал полосу шириной 1/2 дюйма, чтобы я мог держаться за один конец с безопасного расстояния, и подождал, пока резак схватится. В моем случае я получил 0,010 ″, а не 0,001 ″, но, по крайней мере, это было хорошее круглое число и довольно повторяемое.
Устройство настройки по оси Z : Последним в тестах был дешевый модуль настройки по оси Z, который я купил на eBay. Они выглядят так:

Устройство предварительной настройки оси Z от продавца eBay 800 Вт…
Как это работает? Просто.Внизу слева видна небольшая накатная ручка. Имеет позицию «тест» и «использование». Установите его на «тест», и внутренний стандарт встанет на место так, что если вы нажмете на наковальню пальцем сверху, пока не нажмете стоп, у вас будет ровно 2 дюйма от верхней части наковальни до нижней части гаджета. В этом положении вы поворачиваете диск до нуля. Теперь верните ручку в положение «использовать», поместите ее на обрабатываемую деталь, опустите резак, пока игла не зафиксируется, обнулите иглу, обнулите ваше УЦИ, и вы должны быть точно на 2 дюйма выше того, на чем сидит устройство предварительной настройки.
Итак, не ожидая многого, я опустил присоску на свой алюминиевый куб в тисках Курта на мельнице, провернул головку, пока нож почти не коснулся. Заблокировал головку и проворачивал перо с точной регулировкой, пока игла не обнулилась, обнулил мое УЦИ, удалил устройство предварительной настройки, провернул еще 2 дюйма с точной регулировкой, снова обнулел УЦИ, добавил 0,010 ″ для скромного сокращения, запустил куб под силовой подачей, и подтащил блок к поверхностной плите, чтобы посмотреть, что я сделал.
Желаемый результат был 2.396 ". Я опустил измеритель высоты, чтобы взять показание, которое, барабанная дробь, пожалуйста, 2.396 ″! Святой дар, Бэтмен! Смазливая предварительная установка на самом деле работала, и она работала хорошо, и хотя перо шло 2 дюйма, и я ожидал худшего, все получилось правильно.
Они делают гораздо более приятные и точные устройства, чем эти, поэтому я не вижу ценности в других методах, которые я пробовал. Я скажу, блок датчика может быть чрезвычайно точным. Просто убедитесь, что вы используете его, скользя между инструментом и заготовкой, вытаскивая его, бегая трусцой и проверяя, пока он не подойдет.Не бегайте с установленным блоком, так как это плохо для блока и резца.
Метод 8: Лазерный прицел
Этот метод очень нагляден, но не очень точен. Вы можете установить дешевый лазер в держателе инструмента, который будет проецировать хорошее красное лазерное пятно на вашу работу, которая находится на оси шпинделя. Вот тот, который предлагает Tormach:
Лазерный «яблочко» от Tormach…
До тех пор, пока вы не рассчитываете, что он будет сверхточным, он может стать идеальным инструментом для настройки нуля детали для вас.Возьмем, к примеру, случай, когда вы спроектировали свою деталь так, что Part Zero является углом алмазного сырья и находится «в космосе», а не на самой детали. Вы собираетесь обработать избыток и позволить себе 0,150 ″ сырья. Пока вы найдете преимущество в пределах, скажем, половины этого (с точностью до 0,075 ″), все в порядке. Эти маленькие лазеры, безусловно, способны на это. Или, возможно, вы просто выполняете работу на маршрутизаторе с ЧПУ, который не требует жестких допусков.Опять же, вы можете найти это лазерное пятно достаточно хорошо для многих подобных вещей.
На всякий случай, наверное, стоит вставить один в ваш инструментарий. Некоторые люди клянутся ими.
Метод 9: Зонд с ЧПУ
Я сохранил лучшее для последнего - высококачественный зонд с ЧПУ более автоматизирован и может быть более точным, чем любой другой метод. Зонды входят в шпиндель и используют наконечник стилуса, чтобы исследовать деталь:

3D сенсорные датчики могут быть очень точными ...
Датчикиможно контролировать с помощью g-кода и использовать для различных задач.Они могут найти края, центры отверстий или боссов, и всякие другие вещи. Используя правильный g-код, вы можете полностью автоматизировать процесс поиска нуля детали. Просто поместите код в начало вашей программы обработки детали, и оператор может бросить деталь в тиски, нажать зеленую кнопку и дать машине разобраться с остальными. Удивительно, на что способны эти вещи. Основными недостатками, которые у них есть, является то, что они будут самым дорогим методом, а сами зонды могут быть повреждены в результате аварии, что делает вещи еще дороже.
Метод 10: Достаточно близко к «глазному яблоку»
С помощью этого метода вы написали свою программу обработки детали, предполагая, что деталь залегает на некотором расстоянии внутри заготовки. Это расстояние определяет, насколько точно вы должны найти нулевую часть.
Если программа обработки детали написана так, чтобы предполагать, что деталь находится внутри заготовки на 0,25 дюйма, нам нужно только убедиться, что заготовка достаточно большая, чтобы содержать столько отходов вокруг готовой детали, и чтобы нулевая часть детали находилась в пределах 0.25 ″ фактической части ноль. Это настолько большая погрешность для ошибки, которую вы можете легко увидеть с нуля.
Бонус: Метод 11: Используйте свой компьютер для установки остановки
Вот метод, предложенный нашими читателями в комментариях ниже - спасибо, ребята!
Вставьте штифт в держатель инструмента, поместите его в программу обработки детали и позвольте булавке остановиться, когда вы положите деталь в тиски. Вам нужно будет компенсировать диаметр штифта в вашей программе.
Это позволяет легко делать детали, которые намного короче или намного длиннее, чем ваши челюсти тисков.Я делаю что-то подобное на своем токарном станке с ЧПУ все время, когда позиционирую инструмент так, чтобы я мог подтянуть стержень вверх и использовать инструмент в качестве упора для начала новой детали.
Заключение
Теперь у вас есть 8 способов управлять нулем детали для ваших проектов ЧПУ. У каждого свои сильные и слабые стороны. Есть много других методов там. Поиск нуля детали для некоторых видов 5-осевой работы или деталей со сложной формой может быть очень сложным. Я не затрагивал методы, включающие DTI, стулья Toolmaker, держатели нулевого набора и тому подобное.Я оставлю это как упражнение для вас, нежный читатель, для обсуждения и комментариев.
Расскажите нам, какие ваши любимые методы мы упустили в комментариях - поделитесь богатством с вашими собственными специальными методами.
,
Что такое ЧПУ и станки с ЧПУ? [2020 Easy Guide]
Краткая история ЧПУ
Первые коммерческие станки с ЧПУ были построены в 1950-х годах и работали на перфоленте. Хотя концепция сразу доказала, что она может сэкономить затраты, она была настолько отличной, что очень медленно завоевывала популярность у производителей.
Чтобы способствовать более быстрому внедрению, армия США купила 120 станков с ЧПУ и одолжила их различным производителям, чтобы они могли лучше познакомиться с идеей числового управления.К концу 50-х годов NC начал завоевывать популярность, хотя ряд проблем все еще оставался.
Например, g-код, почти универсальный язык ЧПУ, который мы имеем сегодня, не существует. Каждый производитель выдвигал свой собственный язык для определения числового управления или программ обработки деталей (программ, которые станки будут выполнять для создания детали).
1959 Станок с ЧПУ: Милуоки-Матик-II был первым станком с устройством смены инструмента…
В течение 1960-х годов ряд ключевых разработок быстро развился с помощью ЧПУ:
- Стандартный язык G-кода для программ обработки деталей. Происхождение g-кода восходит к MIT, примерно в 1958 году, когда он использовался в Лаборатории сервомеханизмов MIT.Альянс электронной промышленности стандартизировал g-код в начале 1960-х годов.
- САПР стал самостоятельным и начал быстро заменять бумажные чертежи и чертежников в 60-х годах. К 1970 году САПР стала достаточно крупной отраслью, в которой были такие игроки, как Intergraph и Computervision, с которыми я консультировался еще в студенческие годы.
- Мини-компьютеры, такие как DEC PDP-8 и Data General Nova, стали доступны в 60-х годах и сделали станки с ЧПУ более дешевыми и мощными.
К 1970 году экономика большинства западных стран замедлилась, а расходы на занятость росли.С 60-х годов, предоставив прочную технологическую базу, которая была необходима, ЧПУ взлетел и начал неуклонно вытеснять старые технологии, такие как гидравлические трассеры и ручная обработка.
американских компаний в основном начали революцию с ЧПУ, но они были чрезмерно сосредоточены на высоком уровне. Немцы первыми увидели возможность снизить цены на ЧПУ, и к 1979 году немцы продавали больше ЧПУ, чем американские компании. Японцы повторили ту же формулу в еще более успешной степени и отняли лидерство у немцев всего год спустя, к 1980 году.В 1971 году все 10 крупнейших компаний с ЧПУ были американскими, но к 1987 году остался только Цинциннати Милакрон, и они заняли 8 место.
В последнее время микропроцессорная технология сделала управление ЧПУ еще дешевле, что привело к появлению ЧПУ для хобби и персонального рынка ЧПУ.
Доступное оборудование с ЧПУ также проложило путь к использованию ЧПУ в прототипировании наряду с 3D-печатью. Ранее использование ЧПУ ограничивалось прежде всего производственными цехами.
Проект Enhanced Machine Controller, или EMC2, был проектом по внедрению контроллера ЧПУ с открытым исходным кодом, который был запущен NIST, Национальным институтом стандартов и технологий в качестве демонстрации.Некоторое время в 2000 году проект был передан в общественное достояние и Open Source, а EMC2 появился немного позже, в 2003 году.
Mach4 был разработан основателем Artsoft Арт Фенерти как ответвление ранних версий EMC для работы на Windows вместо Linux, что делает его еще более доступным для персонального рынка ЧПУ. ArtSoft, компания ArtSoft, была основана в 2001 году. Появление Mach4 впервые сделало ЧПУ доступным вне промышленных цехов.
Как программы EMC2 (теперь называемые LinuxCNC), так и программы Mach4 CNC сегодня живы и процветают, как и многие другие технологии ЧПУ.
Мы прошли долгий путь со времен старых числовых контрольных дней!