Какой частотник лучше для токарного станка
Частотный преобразователь для токарного станка
Покажем вам наше приобретение для решения важного вопроса. Год назад мы купили китайский токарный станок. В нем была следующая проблема. Невозможно плавно менять скорость вращения шпинделя. Решили внести изменения в конструкцию токарного станка.
Преобразователь частоты вместо коробки передач
Для этой цели был приобретен частотный преобразователь. Он позволяет изменять частоту тока, подаваемого на электродвигатель токарного станка. Прибор работает от однофазной сети напряжением 220 вольт, а выдает на электродвигатель три фазы по 220 вольт. На этом приборе имеется много управляющих кнопок. Как частотный преобразователь работает? Прибор позволяет с помощью пульта управления четырьмя выключателями в ряд делать реверс, включать и выключать станок, изменять скорость вращения двигателя.
Почему много выключателей? Упрощенные настройки работы частотника можно сделать следующим образом. Прибор позволяет делать многоступенчатые скорости. В этом приборе есть пять выходов, для разных типов включений и выключений двигателя, для разных оборотов вращения.
Настройка преобразователя частоты
- В первой настройке мы можем сделать простое включение двигателя настольного токарного станка. Старт происходит на частоте 10 герц. С помощью переменного резистора можно изменить скорость вращения двигателя путем увеличения частоты тока до 400 герц.
- Если нам нужно изменить направление вращения двигателя токарного станка с помощью частотника, то, сначала выключаем прибор. Включаем тумблер изменения вращения крутящего момента двигателя. В результате двигатель начал вращаться в другую сторону. Частотником ходу тоже можно изменять направление вращения двигателя.
- Теперь рассмотрим возможность изменения вращения двигателя настольного токарного станка с помощью тумблеров, не используя реостата. Для этого используем только включение и выключение соответствующих скоростей. Для этого переводим частотный преобразователь в положение «включено», прибор выдает 10 герц. Тумблеры настроены так, что при их включении частота тока увеличивается на 5 герц. В результате мы можем управлять скоростью вращения шпинделя токарного станка с помощью частотного преобразователя без механической коробки передач.
Условия работы частотника для токарного станка
- Частотный преобразователь работает в широком диапазоне температур от +35 до -20 градусов. Однако, нужно учитывать, что выбирать частотник надо исходя не из мощности, а по току двигателя. На любую частоту работы двигателя рассчитывать нельзя. Не всякий двигатель может работать на частоте 100 герц, хотя частотник выдает их без проблем. Например, двигатель мощностью 0,55 кВт на 2800 оборотов может остановиться на частоте 75 герц, а на 65 герцах будет работать нормально. В теории двигатель может нормально работать с малыми отклонениями от 50 герц.
- При малых оборотах вращения шпинделя нужно устанавливать дополнительное охлаждение на мотор, так как родной вентилятор не справится. Чтобы сохранить достаточный крутящий момент при малых оборотах, применяется векторное ускорение. Векторное ускорение должен поддерживать преобразователь частоты.
- На электродвигатель надо поставить энкодер, сделать настройку регулировки в замкнутом контуре, всегда поддерживать крутящий момент. Иногда, на заводе на токарные станки устанавливают синхронные двигатели с энкодером. Китайские производители делают неплохие преобразователи частоты.
Для шпинделя хватит частотного управления сцеплением потока статора. Это называется бездатчиковое управление потоком с помощью вектора. Постоянно надо знать как настраивать частотный преобразователь, делать минимум параметрирования и запуск автоматической адаптации. Можно использовать программное обеспечение фирмы, чтобы настроить регуляторы, а также собственные программы настраивания контроллеров.
Электронная начинка частотного преобразователя
Китайские изготовители уже умеют изготавливать двигатели и программное обеспечение. Для заводского варианта это нормально, а в быту дорого.
Современные асинхронные двигатели имеют сравнительно сложное управление. Пуск мощного асинхронного двигателя связан с большими перегрузками по току. Большой крутящий момент может привести в негодность подшипники и опоры двигателя. Резкое отключение двигателя приводит к перенапряжению и к авариям в электроустановке. Поэтому сегодня хорошими системами управления электромоторами являются частотные преобразователи.
Выходные каскады таких устройств должны быть мощными. Эту проблему решают транзисторы с изолированным затвором. Преобразователь состоит из генератора тактовых импульсов, частотой которых можно управлять. Он собран на простых логических элементах. Для того, чтобы получить трехфазную систему, десятку импульсов разделили на последовательность из шести импульсов.
Частотный преобразователь для токарного станка и других целей

Watch this video on YouTube
Страница не найдена | MIT
Перейти к содержанию ↓- образование
- Исследовательская работа
- новаторство
- Прием + помощь
- Студенческая жизнь
- Новости
- Alumni
- О MIT
- Больше ↓
- Прием + помощь
- Студенческая жизнь
- Новости
- Alumni
- О MIT
Попробуйте поискать что-нибудь еще! Что вы ищете? Посмотреть больше результатов
Предложения или отзывы?
,Токарные станки - это сложные машины, и покупка одного требует взвешивания множества вариантов. Мы уже говорили о покупке новых азиатских или старых американских станков (с извинениями перед немцами, британцами, швейцарцами и всеми другими прекрасными странами-изготовителями станков 20-го века). Мы также говорили о длине кровати и качелях, и у вас ничего не получится, если у вас нет таких качелей. Давайте поговорим о наборе функций сейчас. Если вы покупаете новый, вы будете делать покупки на эти детали.Если вы покупаете б / у, знание различий поможет вам выбрать хорошую проектную машину.
Империал или Метрика?
В первую очередь - имперский или метрический? Если вы покупаете новую машину и проживаете за пределами Северной Америки, ответ, конечно, метрический. Однако, если вы находитесь в Северной Америке, выбор менее очевиден. Инстинкт инстинкта может быть метрическим, потому что он современный и «явно лучше», верно? Ну, не так быстро. Большинство запасов, оборудования и инструментов в Северной Америке все еще легче и дешевле найти в имперских размерах.Вы можете пройти все метрики, но вы будете плыть против течения. В этой башне из слоновой кости много лестниц, так что подумайте, как сильно вы хотите в ней сидеть.
 Наша самая комментируемая статья всех времен - сравнение Imperial и Metric. Однако североамериканским покупателям токарного станка следовало бы тщательно обдумать это.
Наша самая комментируемая статья всех времен - сравнение Imperial и Metric. Однако североамериканским покупателям токарного станка следовало бы тщательно обдумать это. Следующее утверждение потрясет и разозлит многих из вас, но здесь идет. Для станкостроения существует минимальная практическая разница между двумя системами измерения.Оба имеют свои преимущества и недостатки. Прежде чем Метрический отряд раскрутит свои десятичные злые комментирующие машины, позвольте мне объяснить.
Для определения размеров в типичном диапазоне деталей машин (скажем, меньше, чем у вас) Imperial проще. Тысячи тысяч очень удобны, потому что все является целым числом, и общие допуски для посадок пресса, зазоров в отверстиях и т. Д. Легко выражаются и измеряются. С метрикой вы имеете дело с долями миллиметра, и там много десятичных знаков.
При работе с оборудованием, таким как сверление и нарезание отверстий, выбор и измерение крепежных элементов и т. Д., Метрика определенно лучше. Метрические размеры сверла проще в управлении, чем дурацкая система Fraction-Letter-Number, в которую развился Imperial. Отношения между отверстиями, резьбами и размерами крепежа в метрике логичны и просты в управлении. С Imperial вы прикрепляете график к своей стене и много на него смотрите.
Моя личная рекомендация - чувствовать себя комфортно с обоими.Любая машина может выполнять обе задачи, хотя в системе, для которой она предназначена, все задачи будут проще. Выберите измерительные инструменты, которые имеют обе системы. Множество лучших книг по теории и практике механического цеха были написаны до появления метрики, так что будьте двуязычны в своих системах измерения.
Питание этих мощных инструментов
Нужна грунтовка по 2-фазному или 3-фазному? Вот статья, в которой рассказывается о том, как мы дошли до
, где были сегодня.
[Источник изображения: Split Phase Power Чарльза Эссона CC-BY 3.0] Хорошо, теперь поговорим о силе. Основные варианты, с которыми вы столкнетесь, - это бытовой переменный ток, трехфазный переменный ток и постоянный ток. Бытовая машина переменного тока обычно использует ремни или шестерни для изменения скорости. Вы можете сделать его более гибким, поместив большой реостат выше его шнура питания. Трехфазный переменный ток типичен для больших промышленных машин. Вы можете заменить двигатель или создать трехфазный двигатель с помощью роторного преобразователя (с шумным и ограниченным режимом) или частотно-регулируемого привода (сексуальный). ЧРП являются оружием выбора для одной или двух машин.Если у вас есть целый магазин, полный большого трехфазного железа, большой вращательный преобразователь для здания имеет больше смысла. Тем не менее, VFD небольшие, простые в использовании и обеспечивают переменную скорость. Они сложны и выходят за рамки этой статьи, но знают, что они существуют.
Для новых азиатских машин существует новая замечательная опция - DC без щеток. Эти токарные станки получают большой крутящий момент для своих размеров. Типичная мощность в 10 лошадиных сил, и это большая мощность для маленькой машины. Вы также получаете бесступенчатое регулирование скорости бесплатно, что является огромным преимуществом (особенно когда вы впервые изучаете темное искусство подач и скоростей).
Выбор параметров электропитания
 Авторский прецизионный Mathews PM-1022V, демонстрирующий муфту подачи мощности и полугайки. Каретка управляется шпоночным пазом, как показано на рисунке.
Авторский прецизионный Mathews PM-1022V, демонстрирующий муфту подачи мощности и полугайки. Каретка управляется шпоночным пазом, как показано на рисунке. Следующая вещь, о которой стоит подумать, это подача питания. У большинства токарных станков есть это, но это входит во многие формы. Мощная подача полезна, потому что она обеспечивает лучшую отделку поверхности и снимает большую часть скуки из длительных операций. Это также, как выполняется одноточечная нарезка резьбы - трансмиссия синхронизируется для создания правильной спирали для нужной вам нити.
 Вкусный крупный план для нарезания резьбы. Автор Rolf R Bakke, YouTube
Вкусный крупный план для нарезания резьбы. Автор Rolf R Bakke, YouTube Почти на всех машинах есть полугайка, которая крепится к ведущему винту для нарезания резьбы. Самые дешевые машины также будут полагаться на это для подачи питания. Следующий уровень качества будет иметь отдельную муфту (в дополнение к полугайке) для управления кареткой. Обычно это делается с помощью шпоночного паза, который проходит по длине ходового винта. Шестерни с ключом в каретке отключают питание, не затрагивая резьбу ходового винта.Это хороший компромисс, потому что вы не изнашиваете резьбу ходового винта, но машина остается недорогой. У более крупных и более мощных машин будет специальный карданный вал, идущий параллельно ведущему винту для привода каретки. Вы можете увидеть несколько валов, работающих параллельно, некоторые для передачи мощности, некоторые для различных функций управления. Там, в облаках, сходят с ума такие монархи, как Лодж и Шипли.
Настольные машины обычно имеют только продольную подачу мощности (каретка или «ось X», если хотите).Некоторые настольные машины более высокого класса теперь начинают предлагать также перекрестную подачу мощности, и это очень хорошая особенность, если вы столкнетесь с деталями большего диаметра. Это также помогает получить гладкие операции расставания. Большие машины будут иметь мощную перекрестную подачу де Риджера.
Последний элемент подачи питания - это привод ходового винта. Это может быть сделано с помощью переключения передач, трансмиссии или некоторой их комбинации. Низкокачественные машины будут иметь только переключающие передачи, что означает, что вам нужно физически менять передачи при каждом изменении скорости подачи, которое вы хотите.Это дорога в ад. Ищите быстросменную коробку передач с тремя или более вариантами скорости. У некоторых также есть опция обратной подачи, что приятно, потому что вы можете обрезать левые нити. Высокопроизводительные машины будут иметь такие же сложные трансмиссии, как и трактор, с различными вариантами скорости и направления. Они прекрасно подходят для использования, но будьте осторожны со сложными коробками передач, если вы делаете проект реставрации. Легко недооценить сложность трансмиссии у этих зверей, и многие из них заполнены неотъемлемыми частями, которыми злоупотреблял какой-то жокей из-за заклинивания снаряжения прошлых лет.
инструментальных столбов
Теперь давайте поговорим о постах с инструментами. В наши дни машины нижнего уровня будут иметь четырехстороннюю стойку для инструментов, в которой находится один режущий инструмент, и три вещи, которые могут разрезать руку, когда вы проходите мимо них. Высота инструмента устанавливается с помощью прокладок и большого количества ругательств.
За немного больше денег вы можете получить инструмент быстрой смены. На них высота инструмента задается с помощью барашкового винта на держателе инструмента, и настройка постоянно «сохраняется» с каждым инструментом .QCTP все в значительной степени основаны на дизайне Aloris прошлых лет. Более дешевые будут иметь поршневой замок, чуть лучше будут иметь клиновидный клиновой замок. Оба в порядке. Давайте проясним этот момент: пост с инструментами быстрой смены. Это изменит вашу жизнь (и вы будете зависимы от держателей инструментов). Просто убедитесь, что это стандартный размер, например, AXA или BXA. В противном случае вы потратите целое состояние на держатели инструментов и, поверьте мне, у вас никогда не будет достаточно держателей инструментов. Я добавляю пару в счет-фактуру при каждом заказе, который я размещаю у поставщиков, таких как MSC Direct или LittleMachineShop, и этого по-прежнему недостаточно.
Действительно старые станки будут иметь «фонарные» стойки для инструментов, которые используют изогнутый клин для установки высоты и угла инструмента. Пуристы любят их для старой эстетики, но они не очень жесткие, и вам лучше не спешить при их создании.
Патроны, упоры и другие принадлежности
Последнее, на что нужно обратить внимание, это аксессуары к машине. Если у вас только один патрон, сделайте его независимым с четырьмя челюстями. Это легко самый универсальный. Скользящие патроны с тремя челюстями удобны (и они удобны с турбонаддувом), но вам понадобится независимая четырьмя челюстями для точной работы.Вы также хотите лицевую панель для всех странных вещей. Экзотические варианты включают цанговый патрон, патрон с 4 челюстями и патроны с 6 челюстями. Это очень дорогие новые, но старые проектные машины часто поставляются с такими замечательными вещами. Купите все эти дополнительные патроны новыми, если вы сделаны из денег или потому что вы ненавидите меня и хотите прислать мне фотографии хороших вещей, которых у меня не было.
Также стоит отметить остатки. Любая машина должна иметь устойчивый упор, который используется для поддержки конца длинного куска, когда задняя бабка будет мешать.Менее часто используется вспомогательный упор, который едет на каретке и прикладывает противодавление к задней стороне, где инструмент режет. Это полезно для работы на длинных тонких деталях, где работа будет отклоняться под давлением резания. Новые машины будут поставляться с обоими упорами, но старые подержанные машины могут не быть. Это может быть трудно найти для старинной машины после свершившегося факта, поэтому постарайтесь, по крайней мере, обеспечить себе устойчивый отдых.
Тщательно взвесьте эти параметры
Если вы покупаете токарный станок (и вам следует), вы быстро обнаружите, что каждая машина отличается по одному из этих векторов.Есть много вариантов, даже в пределах одного бренда и диапазона размеров, поэтому внимательно изучите. При покупке новых, я рекомендую скачать руководства для машин, чтобы увидеть, какие именно функции они имеют. Покупая подержанные, научитесь внимательно просматривать зернистые фотографии с раскладного телефона на craigslist, чтобы найти желаемые детали, такие как отдельный карданный вал для каретки или пыльный старый цанговый патрон, сидящий сзади. Подобно покупке автомобиля, покупка станка - это упражнение, в котором перекрестные ссылки на функции, которые вы хотите, и функции, которые вы можете себе позволить, находят свое собственное место.
Счастливых покупок на токарном станке! В следующий раз мы поговорим о том, как подготовиться к получению вашей новой машины и настроить ее новый дом в вашем магазине.
,Вибрация фрезерно-токарного станка [Easy Guide]
Примечание : Это урок 14 нашего мастер-класса по бесплатной электронной почте и скоростям. Нажмите здесь, чтобы узнать больше о мастер-классе.
Мне нужно решить проблему с обработкой прямо сейчас!
Если вы нашли эту страницу из-за проблем с механической обработкой прямо сейчас, а не потому, что вы читаете нашу кулинарную книгу или просто хотите узнать ее, прокрутите страницу вниз. Мы расскажем вам, как остановить болтовню на токарных и мельничных станках.
Быстрое видео от шеф-повара с ЧПУ на Chatter в обработке
Мое последнее видео с ЧПУ от шеф-повара по машиностроению посвящено механической обработке Chatter:
Укрощение болтовни от компании Режущий инструмент на Vimeo.
Это видео поможет вам:
- В чем смысл болтовни?
- Почему этого следует избегать (плохо для срока службы инструмента и чистоты поверхности)
- Как прекратить обработку болтовни
- Как предсказать вибрацию вибрации, чтобы избежать ее вообще
Хорошие вещи!
Что такое болтовня в механической обработке?
Chatter - это резонансная вибрация в станке или детали.Это может стать довольно сильным и генерировать характерный громкий шум. Почти никогда не бывает хорошей идеей держать машину перед лицом сильных вибраций - вибрация при обработке очень плохо сказывается на сроке службы вашего инструмента, влияет на точность обработки и сокращает срок службы вашей машины.
С другой стороны, многие работы выполняются просто отлично, с небольшим количеством болтовни здесь или там. Мы все видели фрезерные работы, которые в определенных точках траектории имеют небольшую вибрацию - часто вы услышите небольшой писк, например, когда фреза пробивается через угол.
Chatter может питаться сам по себе, очень похоже на обратную связь с акустической системой громкоговорителей, которая создает эти ужасные визги. По этой причине его иногда называют «регенеративной болтовней». Регенерирующий феномен является ключом к пониманию того, как работает болтовня. Вибрация инструмента приводит к появлению волны в заготовке, постоянная вибрация создает устойчивую серию этих волн.
Теперь представьте, что произойдет, если вы сделаете второй проход по поверхности, которая уже волнистая от вибрации - силы на вашем резце изменяются в зависимости от пиков и впадин волн.Это феномен обратной связи, который усиливает вибрацию, создавая на вашей заготовке больше волн одинаковой частоты.
видов вибрации в механической обработке: инструментальная и механическая обработка деталей
Существуют два вида вибрации, которые следует учитывать: инструментальная вибрация и вибрация заготовки. С помощью инструмента Chatter ваша машина и инструмент создают вибрацию, которая затем передается на заготовку.
При использовании Chatter Workpiece стенка заготовки вибрирует. Последнее обычно случается только при работе с тонкими стенками, но это может быть такой же или большей проблемой, чем Tool Chatter.В этой статье мы сконцентрируемся на Tool Chatter, но вы можете попробовать те же методы, чтобы уменьшить Chatter Workpiece. Прежде чем двигаться дальше, есть два полезных совета для Workpiece Chatter.
Во-первых, максимизируйте говядину в заготовке с помощью траекторий, которые не удаляют слишком много материала слишком рано. Более подробно об этом мы расскажем в статье «Длинная досягаемость и тонкая стена». Во-вторых, вам, возможно, придется изменить частоту вибрации заготовки с помощью различных мер.
Одним из способов повышения его жесткости является поддержание стенок наполнителем, который легко удалить, когда вы закончите механическую обработку.Воск, инструментальные материалы с низкой температурой плавления (для этого доступны специальные пластмассы и металлические сплавы), и даже была предложена стратегия заполнения пустоты смесью вазелина и свинцовой дроби.
Для последнего, расплавить вазелин на медленном огне, добавить свинцовый шот, влить его и дать остыть.
Как избежать болтовни при обработке
Допустим, вы не пытаетесь извлечь максимальную скорость съема материала, чтобы сбить с работы несколько копеек. Как избежать вибрации при обработке?
Представьте, что ваш шпиндель закачивает в инструмент мощность в лошадиных силах, а в процессе изготовления чипов эта мощность создает силы, воздействующие на инструмент и заготовку.При достаточном усилии инструмент прогибается. Помните, болтовня - это резонансный феномен. Представьте себе, что вы прикладываете силу к одному зубцу камертона, отклоняя его. Если вы отпустите эту силу, зуб будет вибрировать на своей резонансной частоте. То же самое с вашим инструментом. Когда флейта на режущем инструменте попадает в воздух, усилие на этом «зубце» уменьшается.
Теперь предположим, что вы минимизировали прогиб зуба. Ниже некоторого критического значения вы вряд ли услышите его вибрацию вообще. В этом смысл контроля прогиба инструмента.Крупные производители инструментов говорят нам, что вибрация может вызвать проблемы, когда прогиб инструмента превышает 0,001 ″. Это не значит, что у вас не будет проблем с отклонением, но чем больше вы превышаете 0,001 ″, тем больше разговоров становится определенностью.
Используя оптимизатор резки нашего программного обеспечения G-Wizard, вы можете оптимизировать ширину и глубину резки, чтобы отклонение не превышало критического значения 0,001 ″.
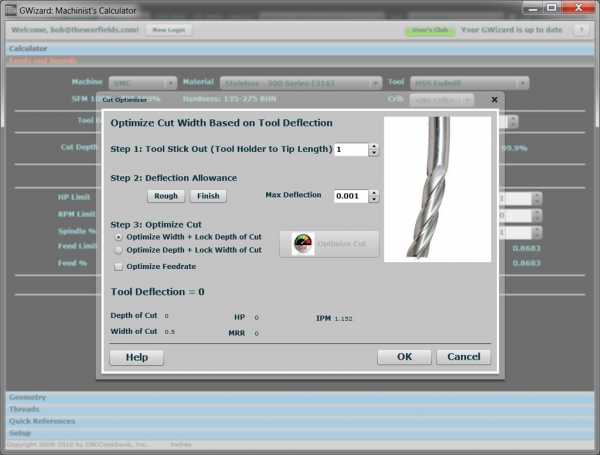
Оптимизатор резания G-Wizard сводит к минимуму прогиб инструмента, что сокращает вибрацию до 9…
Если вам интересно, подпишитесь на нашу бесплатную 30-дневную пробную версию прямо сейчас и попробуйте G-Wizard.
Минимизация дребезга с помощью скорости вращения шпинделя и других хитростей
Первая реакция большинства машинистов на вибрацию в механической обработке - это замедление (которое уменьшает прогиб и, следовательно, вибрацию, а также изменение частоты шпинделя) с последующим поиском путей повышения жесткости. Нет ничего плохого в увеличении жесткости, но если вы опытный машинист и знаете, что у вас хорошая настройка, есть более подходящие подходы, чем просто замедление, чтобы минимизировать вибрацию.
Поскольку вибрация - это резонансная вибрация, которая возбуждается инструментальными канавками, ударяющими по заготовке, имеет смысл только, что определенные скорости шпинделя будут биться по заготовке с точно правильной частотой вибрации, чтобы максимизировать вибрацию.Это как тот старый трюк, когда ты вытираешь своим смоченным пальцем ободок бокала, пока он не начинает гудеть.
Чтобы свести к минимуму вибрацию, нам нужно выяснить, каких частот следует избегать, или мы можем обратить вспять эту проблему и найти частоты, на которых мы могли бы давить без особой болтовни. Вот почему замедление может работать, но ускорение может работать так же хорошо или даже лучше. Когда доносится стук, поиграйте с частотой вращения вашего шпинделя, чтобы увидеть, сможете ли вы остановить его. Попробуйте сначала увеличить скорость, а затем замедлите.Может быть, просто поверните ручку, чтобы решить вашу проблему.
Предполагая, что небольшое вращение ручки не сработает, и вы добились максимальной жесткости, ищите другие вещи, которые меняют частоту дребезга:
- Измените количество канавок на фрезе. Это сильно меняет частоту. Если вы не используете 2 флейты, вы всегда можете перейти на одну или несколько флейт. На самом деле, вы даже можете купить фрезы с одной флейтой, о которых я слышал, что машинисты используют для действительно плохих стуков то, что они часто делают.При использовании индексируемых инструментов попробуйте удалить одну или две вставки, предполагая, что у вас есть запасные множители. Не забудьте пересчитать ваши корма и скорости, если вы начнете играть на флейтах!
- Скрипка с выносом инструмента. Эта практика называется «Настройка инструмента». Смена выносливости всего на 0,100 ″ может изменить частоту дребезга. Помимо того, что вы пытаетесь сделать более короткий вынос (что увеличивает жесткость), не бойтесь попробовать более продолжительный вынос. Несмотря на то, что это уменьшит жесткость, оно изменит частоту разговоров, надеюсь, в какое-то место, где это не будет мешать вашей работе.Обязательно перепроверьте отклонение инструмента, если вы меняете вынос. Говоря о прогибе инструмента, вы можете уменьшить прогиб, и это сведет к минимуму шансы возбуждающей вибрации при обработке. Хорошая рекомендация при черновой обработке - держать ее ниже 0,001 ″. Если вы превысите это число, вероятность дребезга и поломки инструмента возрастает.
Радиус дребезга и резца при повороте
Если вы испытываете стук в углах, попробуйте уменьшить радиус носа инструмента. Меньший TNR уменьшит давление резания.Всегда используйте TNR меньше радиуса, который вы режете.
Что произойдет, если мы сделаем болтовню при обработке науки?
Что вы делаете, когда вы поворачиваете ручку RPM, увеличиваете жесткость и другие уловки не решают проблему? Что, если вы действительно хотите максимально повысить свои показатели съема материала, или вам необходимо устранить все возможные вибрации, которые вы можете использовать для обработки поверхности? Это когда вам нужно сделать Chatter наукой и серьезно относиться к пониманию того, как от нее избавиться.
Оказывается, мы можем сделать графическое представление вероятности дребезга для определенной комбинации станка, инструмента, числа оборотов шпинделя и так далее. Это представление называется «Диаграмма доли стабильности». Вот схематическое представление диаграммы лепестков стабильности, показывающее области, где происходит вибрация при обработке:
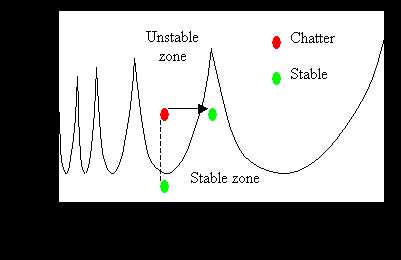
Воспринимайте ширину стружки как показатель того, насколько сильно мы можем толкать станок с заданной скоростью вращения шпинделя. Обратите внимание, насколько узки стабильные зоны.Эта диаграмма говорит вам, что машинист, который понимает устойчивые зоны своего станка, нашел выгодные «сладкие точки» для обработки. Официальный термин для сладкого места - это «Стабильная скорость фрезерования».
Представьте себе бедного машиниста, который запускает свою машину с набором подач и скоростей, соответствующих одному из желобов, но все еще находится в нестабильной зоне. Этому бедному машинисту приходится работать во много раз медленнее, чем его конкуренту, который сделал болтовню наукой, и он, вероятно, даже не понимает, почему.Вы лучше верите, что крупные успешные операции по обработке вычислили это и внесли их в свою ежедневную производительность. Для всех остальных это удача ничьей, достигнет ли ваша конкретная комбинация вершины или долины в зависимости от выбранных вами скоростей и скоростей.
Учтите, что «быстрее» не всегда, ну, быстрее. Возьми этот последний корыто. Предположим, наш калькулятор скорости подачи и скорости говорит нам, что мы должны работать на скорости шпинделя прямо в этом желобе. Мы приобрели непревзойденные твердосплавные концевые фрезы с покрытием unobtanium, вставили их в 26-осевой обрабатывающий центр Bad-Mamma-Jamma модели 2000XL и повернули громкие ручки до 11.Мы собираемся сделать нам несколько фишек, не так ли?
Нет.
Ты будешь в этой несчастной кормушке, принимая легкие порезы и все время ругаясь. Но если бы вы знали, где этот пик находится слева или справа от впадины, вы могли бы поднять его примерно на 5 или 6 ступеней, и тогда вы будете делать несколько фишек.
Где я могу получить диаграмму лепестков стабильности для моей машины?
Хорошо, теперь, где, черт возьми, вы взяли свою диаграмму доли стабильности? Ваш BMJ Model 2000XL VMC не поставлялся с ним.В каталоге инструментов тоже нет ни одного. Что теперь?
Ну, есть два пути составления диаграммы доли стабильности - вы можете составить карту вручную или вы можете инвестировать в услугу или оборудование, которое может измерять ее аналитически. В аналитическом бизнесе существуют различные компании, и они обычно следуют одному из двух подходов. При одном подходе вы загружаете инструмент в станок, и он ударяет его специальным инструментальным молотком. Инструментарий измеряет частоту «звонка» и выдает на экран вашу диаграмму.Холодные бобы! Второй подход предполагает способность слушать болтовню, как она происходит, и производить анализ.
Оба эти метода будут работать, но оборудование и услуги не особенно дешевы. Найдите еще одно преимущество для большой операции над маленьким парнем. Они могут покупать такие вещи и амортизировать многие рабочие места.
Хотя все еще есть надежда, потому что это не так сложно собрать вместе и наметить свою болтовню от руки для небольшого магазина или даже механика домашнего магазина.Прежде чем мы углубимся в это, нам нужно немного поговорить о повторяемости механической обработки.
Повторяемость болтовни: вы можете наметить зоны болтовни
Болтовня - это не случайная вещь, которая непредсказуема, на самом деле она достаточно хорошо себя ведет. Мы не очень хорошо предсказываем это, используя чисто математические и эмпирические данные, но число задействованных переменных невелико, и вы должны знать о них. Вот список условий, при которых вы будете повторять их, вы будете каждый раз приближаться к одной и той же болтовне:
| Факторы повторяемости Chatter | |
| Машина | У каждой машины будут свои отличительные частоты.Даже машины от одного и того же производителя с последовательными серийными номерами могут отличаться настолько, что вы не должны предполагать, что они одинаковы. Это потому, что такие вещи, как предварительная нагрузка на подшипник шпинделя, варьируются от одной машины к другой. |
| Марка и модель держателя инструмента | Держатель инструмента имеет значение, но он не обязательно должен быть тем же самым. Частоты вибрации хороши только для одного типа, марки и стиля сборки державки.Итак, если у вас есть патрон Parlec ER32 и MariTool, это две разные частоты. Но если у вас есть все цанговые патроны MariTool ER32, если они не имеют физических различий (разный радиус действия или другие очевидные различия в размерах), они все должны вести себя одинаково. В идеале вы затягиваете цанговый гайку с тем же крутящим моментом и т. Д., Но он не должен быть слишком далеко, даже если вы не используете динамометрический ключ на цанговых патронах. |
|
| |
| Марка и модель | Резцы похожи на держатели инструментов.Выберите ту же марку и модель, но это не обязательно должен быть тот же самый резак. |
|
| |
| Stickout | Это очень важно. Если вы вообще измените раскладку, частота изменится. Многие магазины просто вставляют нож в держатель и идут дальше по дороге. Стоит стандартизировать ваши стикеры, чтобы вы могли их повторить. Изменение 0,100 ″ достаточно, чтобы изменить частоты.Как уже упоминалось выше, иногда вы можете использовать это в своих интересах через «настройку инструмента». Не бойтесь пробовать как более короткую, так и более продолжительную игру. Хотя более длинный и менее жесткий инструмент, цель состоит в том, чтобы отодвинуть частоту от того места, где должна быть частота вращения вашего шпинделя, для лучшего удаления материала. Если вы нашли эту комбинацию наклейка + резак + держатель инструмента для машины, запишите ее. Эта информация - деньги на вашем банковском счете. |
|
| |
Для обеспечения воспроизводимости вибрации при обработке необходимо контролировать всего четыре переменные: станок, патрон, резак и вылет.Это не так плохо, не так ли?
Есть несколько плохих новостей: каждая комбинация этих переменных имеет свою конфигурацию лепестков стабильности.
«Вау!», Говорите вы. Как, черт возьми, я собираюсь иметь дело со всеми этими комбинациями?
Ответ заключается в том, что вы будете иметь дело с ними с течением времени, и вы в основном заботитесь о тех немногих комбинациях, которые используете достаточно часто, чтобы это имело значение для вашего магазина. Начните с инструментов, которые вы обычно используете для черновой обработки. Вот где действительно важен бег.Если вам нужно замедлить завершающий проход или какую-либо комбинацию инструментов, которую вы используете очень редко, отложите ее или полностью игнорируйте.
К настоящему времени вы задаетесь вопросом:
- А как насчет рабочего места?
- А как насчет материала?
- А как насчет конкретной траектории или характера детали?
Хорошая новость заключается в том, что рекуперативная болтовня хуже всего, когда машина и инструмент вибрируют.
Да, болтовня деталей - это проблема, о которой мы уже говорили, но в первую очередь вы заботитесь о болтовне станка.В этих случаях вам не нужно сильно беспокоиться о рабочем месте, материале или других особенностях. Эти четыре переменные контролируют повторяемость. Используйте те же 4 варианта для переменных, и ваши частоты болтовни будут одинаковыми. Сделайте разрез, который в какой-то момент болтал с этими переменными, и если вы приложите достаточное усилие через достаточную скорость подачи, вы снова получите болтовню. Точно так же, если вы избегаете болтовни, то сила, с которой вы были хороши, снова будет хорошей. И если вам посчастливилось оказаться в «болтовне» (стабильная зона) на диаграмме лепестков, вы могли бы даже использовать гораздо больше сил.
Использование калькулятора Pitch Pitch для стабильных скоростей фрезерования G-Wizard
Давайте отложим на минуту все эти элементы Chatter Mapping и Stability Diagram. У вас сейчас проблема с болтовней, и у вас нет времени, чтобы заняться исследованиями. Вам повезло, потому что наш калькулятор G-Wizard с ЧПУ имеет калькулятор болтовни, который может вам помочь. Давайте рассмотрим типичный пример его использования:
Вы только что порезались на работе, и весь магазин затаил уши от всего визга.Вам нужно знать три вещи:
1. Ваша скорость на поверхности.
2. Количество канавок на резце.
3. Шаг дребезга, который представляет собой разделение, от пика до пика, «волновых меток» или следов дребезга на заготовке.
Допустим, у вас была скорость поверхности 200 SFM, резак с 4 канавками и разделение меток 0,005 ″. Вот что показывает калькулятор болтовни G-Wizard:
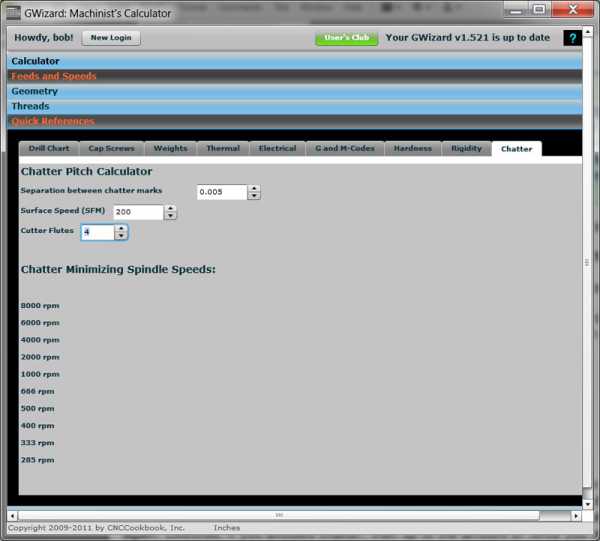
G-Wizard Chatter Калькулятор…
Обратите внимание на таблицу с надписью «Chatter Minimals Speed Spindle».Это rpms, которые минимизируют частоту болтовни, которая вызвала только что испытанную болтовню. Другими словами, эти числа представляют число оборотов шпинделя, которое с наименьшей вероятностью вызывает вибрацию при обработке. Эти скорости будут фактически мешать болтовне и разбивать ее, чтобы минимизировать. Это вершины пиков на диаграмме лепестков стабильности. Эксперты по болтовне называют их стабильными скоростями фрезерования.
Выберите тот, который ближе всего к скорости, которую G-Wizard рекомендует в калькуляторе скоростей и скоростей.Вам нужно будет определить, является ли лучший из них быстрее, чем рекомендуемые обороты в минуту в GW - если он не слишком высок и вы уверены в своем инструменте, сделайте это. Помните, что более высокие обороты могут сократить срок службы инструмента, если вы едете слишком быстро.
Вот и все!
Если вы никогда не играли с G-Wizard, подпишитесь на нашу бесплатную 30-дневную пробную версию прямо сейчас: вы будете рады, что сделали это.
Советы по измерению шага болтовни
Это бывает сложнее, чем кажется.В худшем случае можно попробовать использовать цифровые штангенциркули. Это не очень точно, и отметки могут быть трудно увидеть. Лучшим инструментом для работы является оптический компаратор или другое оптическое устройство, которое хорошо освещено и может наложить измерительную сетку на метки. Я считаю, что если у вас есть цифровая камера, которая может делать снимки крупным планом с приличным увеличением, вы можете получить довольно хорошие результаты от этого.
Программы, такие как Photoshop, имеют возможность измерять функции на изображениях. Вам нужно иметь ссылку на фотографию.Если у вас болтовня вдоль края, эталоном может быть общая толщина края. Попытайтесь сделать снимок выглядящим мертвым на болтовне - углы исказят вашу способность точно измерить.
Создание карты болтовни с помощью базы знаний Cutting
Каждый раз, когда вы находите комбинацию, которая болтает, ваша первая реакция - быть несчастным. Это прерывает вашу работу, и это проблема для решения. Попробуйте подумать об этом по-другому - когда вы получаете комбинацию, которая говорит, вы нашли что-то ценное.Вы наметили точку на своей диаграмме лепестков стабильности. Если вы можете запустить калькулятор болтов G-Wizard, у вас даже есть список скоростей шпинделя, который сведет к минимуму вибрацию для этой комбинации.
Хитрость со всем, что организовано и с информацией у вас под рукой, когда вам это нужно. Если это написано на обратной стороне жирной салфетки, которая раньше сидела в определенном углу магазина или на вашем столе, скорее всего, вы начнете с нуля и скоро снова будете ругаться.Что вам нужно, это какая-то организованная база данных для информации. В мире механической обработки есть такая вещь - она называется «Базой знаний» и является частью дисциплины «Механическая обработка на основе знаний». Некоторые высокопроизводительные CAM-пакеты, такие как Esprit, имеют его, а некоторые магазины создали свои собственные базы знаний, используя все, от карандаша и бумаги до простых баз данных, таких как Microsoft Access.
В CNCCookbook мы встроили простой в использовании Cutting KB (в сокращении KB - «База знаний») в наш Калькулятор подачи и скоростей G-Wizard.Используя это довольно просто. Наберите параметры для среза и нажмите кнопку «Поиск в КБ». Вверх появится список похожих разрезов, хранящихся в Базе знаний. Вы сможете увидеть, смогли ли вы добиться большего успеха, чем только что набранный срез, так что вместо этого вы можете использовать лучший срез. Вы также увидите, выбрали ли вы только что комбинацию, которая болтала, имела плохое качество поверхности или была плохой для жизни инструмента в прошлом. Cut KB хранит рекомендации вашего магазина, основанные на том, как вы работаете, чтобы информация была для вас правильной.
Вот как выглядит экран поиска Cut KB:
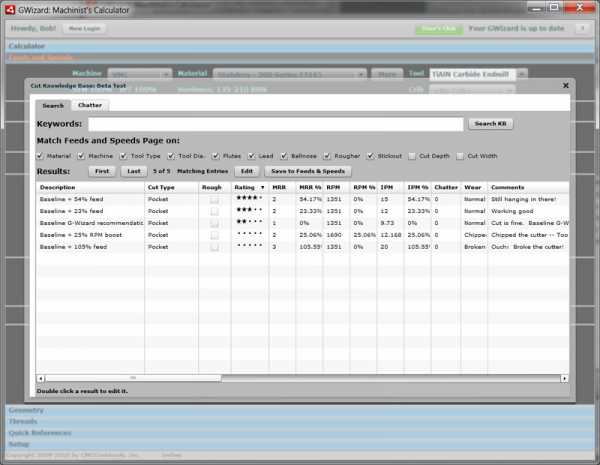
G-Wizard Cut KB Результаты поиска: вплоть до рейтинговой системы по звездам…
Предположим, что в Cut KB ничего нет, или вы пытаетесь протолкнуть конверт?
Не беспокойся. Вернитесь к своим параметрам в G-Wizard и либо немного увеличьте их, либо используйте как есть. После того, как вы сделали разрез на машине, не забудьте вернуться к G-Wizard и записать результат. Просто откройте параметры резания, которые вы использовали, и нажмите «Добавить в Cut KB».Теперь данные записываются в следующий раз. И помните, это хорошая вещь, когда вы можете добавлять данные чата, сломанные записи инструментов и все остальное, что поможет вам найти край конверта.
Для получения дополнительной информации о Cut KB, проверьте следующие ссылки:
Toolroom vs Производство кормов и скоростей
G-Wizard Cutting KB: на этой странице также есть несколько других ссылок на обработку на основе знаний.
Систематическое измерение края конверта
Одной из лучших статей на эту тему, которую я видел, была статья Питера Зелинского «Контроль за разговором для остальных».Он был перепечатан во многих местах, и вы даже можете купить его на Amazon, но он начался в Modern Machine Shop. Просто Google для этого названия, чтобы отследить его.
Эта часть была создана Siemens / UGS и описывает очень простую методологию для отображения вида информации, которую вы хотите поместить в Cut KB, чтобы вы знали стабильные скорости фрезерования для ваших лучших комбинаций. Идея состоит в том, чтобы создать тест для вашей машины + набор инструментов, который производит тестовый образец, подобный следующему:

Стабильный тест скорости фрезерования для стружки…
Из проверки видно, что некоторые проходы имеют гораздо больше болтовни, чем другие.Исходя из этого, вы можете определить лучшие скорости. Этот конкретный тест они назвали 7000 об / мин и 9500 об / мин как стабильные скорости фрезерования, которые минимизировали вибрации при обработке. Последовательные проходы для теста были выложены так:
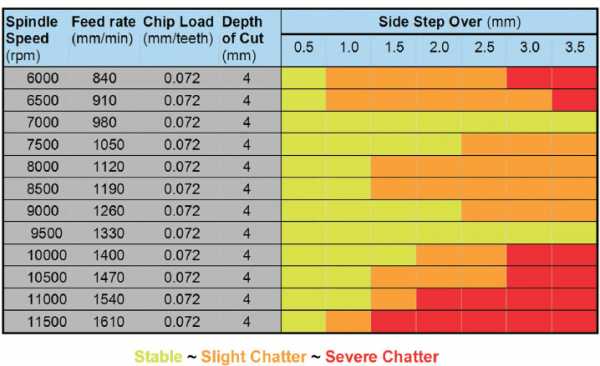
Как видите, они поддерживают постоянную загрузку стружки и глубину резания. Скорость подачи основана на скорости, необходимой для поддержания желаемой загрузки стружки. Поскольку слишком большая загрузка микросхем быстро ломает инструменты, выберите тот, который является самым лучшим из того, что вы обычно используете для этого упражнения.Затем они приступают к изменению скорости шпинделя и ширины резания (боковой шаг). Цвета показывают, сколько разговоров они встретили. Вы получаете представление о том, как провести эксперимент. Через несколько часов вы можете составить довольно хорошую карту комбинации станка и инструмента для вашего магазина.
В какой-то момент я соберу g-код для запуска одного из этих тестов, а также добавим возможность создавать и отслеживать диаграммы в этом формате в G-Wizard Cut KB.
Haas SSV: динамически изменяющаяся скорость шпинделя для контроля вибрации
Если у вас все еще есть сомнения в том, что вибрация является явлением резонанса или что изменение скорости вращения шпинделя само по себе может свести его к минимуму, обратитесь к Haas SSV.Это функция, которая динамически изменяет скорость вращения шпинделя, чтобы убрать вибрацию. Постоянное изменение скорости означает, что вибрация не может зафиксировать и усилить свою резонансную частоту. Результаты с и без Haas SSV поразительны:

SSV может реально помочь контролировать трепетание при повороте…
В видео ниже Haas описывает свою функцию «SSV» (изменение скорости шпинделя) для управления вибрацией. Они также дают лучшее из того, что я видел, о том, как диаметр влияет на скорость поверхности при повороте (меньшие диаметры должны работать быстрее, чтобы достичь той же скорости поверхности), а также обсуждают CSS (постоянная скорость поверхности).Отличный набор тем для всех, кто связан с токарной обработкой с ЧПУ.
Больше советов по борьбе с болтовней
- Попробуйте переменные углы канавки. Вы можете купить фрезы, у которых флейты расположены неравномерно - это помогает уменьшить склонность к вибрации, разбивая частоту, которую могут возбудить флейты. Они не все попадают через определенные промежутки времени.
- Попробуйте грубее. По какой-то причине, грубая обработка кукурузного початка, кажется, менее склонна к болтовне при обработке, чем обычные концевые фрезы по многим показателям.Было бы неплохо иметь под рукой один инструмент, даже если вы перешли на высокопроизводительные стандартные концевые фрезы и прекратили пользоваться кукурузными початками.
Время от времени мы будем добавлять любые дополнительные советы, с которыми мы сталкиваемся в этом разделе. Быть в курсе!
,