Описание станок фрезерный

Фрезерные станки предназначены для обработки металлических и деревянных заготовок при помощи фрезы. Операция фрезерования подразумевает вращательное движения режущего инструмента, которое является главным, и поступательное перемещение заготовки или фрезерной головки, которое называется движением подачи.
1. Фрезерные станки применяются для выполнения следующих операций:
- обработка наружных и внутренних плоских поверхностей;
- создание фасонных поверхностей;
- прорезание канавок, наружных и внутренних шлицев, пазов;
- создание эвольвентных и других профилей зубчатых колес;
- подрезание торцов и создание профилей на торцевых поверхностях;
- отрезание.
Рассмотрим основные параметры, по которым происходит классификация фрезерных станков.
2. В зависимости от расположения и направления движения шпинделя, подразделяются на две большие группы:
- вертикально-фрезерные;
- горизонтально-фрезерные;
- комбинированные.
Вертикально-фрезерные станки (рис. 1) имеют шпиндель, ось вращения которого расположена вертикально. Некоторые модификации этих станков дополнительно оснащаются механизмом поворота шпинделя вокруг горизонтальной оси. Это позволяет изменять угол приложения фрезы, что существенно расширят возможности станка. Также шпиндель на некоторых станках имеет возможность перемещаться вдоль оси вращения, а также осуществлять движения в горизонтальной плоскости, что также увеличивает технологические возможности станка.
Рисунок 1. Вертикально-фрезерный станок.
В горизонтально-фрезерных станках (рис. 2) ось вращения шпинделя располагается горизонтально. Это несколько ограничивает сферу применения этого станка. Но в то же время увеличивает перечень операций, которые он способен выполнять. Например, на горизонтально-фрезерном станке можно производить плоское шлифование или полирование.
Рисунок 2. Горизонтально фрезерный станок.
Комбинированные станки отличает наличие подвижной фрезерной головки, которая способна изменять свое положение, располагая шпиндель по отношению к заготовке вертикально или горизонтально в зависимости от требуемой операции.
3. В зависимости от сферы применения:
- универсальные;
- специализированные.
4. По наличию консоли:
- консольные;
- бесконсольные.
В консольных станках стол закреплен на подвижной консоли, которая может перемещаться в трех координатах. На бесконсольных версиях фрезерных станков стол установлен на станине и имеет возможность двигаться только в горизонтальном направлении по направляющим.
5. По типу управления:
- с ручным управлением;
- полуавтоматические;
- автоматические (станки с ЧПУ).
Рассмотрим более детально каждый из наиболее популярных типов фрезерных станков.
Консольный вертикально-фрезерный станок
Вертикально-фрезерный станок с консолью является одним из самых распространенных. Такая популярность связана с тем, что, несмотря на довольно простую конструкцию, этот станок способен выполнять большинство наиболее востребованных фрезерных операций.
Рассмотрим общую конструкцию консольного вертикально-фрезерного станка (рис 3).
Рисунок 3. Конструкция консольного вертикально-фрезерного станка.
Вертикально-фрезерный станок с консолью состоит из следующих элементов.
- Консоль. Сложный механизм, обеспечивающий подачу заготовки на вращающуюся фрезу с необходимым шагом и скоростью. В большинстве случаев имеет настройки на полуавтоматический режим обработки, что позволяет выбрать направление и скорость подачи, а также глубину внедрения фрезы в зависимости от частоты вращения шпинделя.
- Салазки. Предназначены для перемещения стола.
- Стол. Служит для закрепления обрабатываемой заготовки.
- Защитный щиток. Предохраняет фрезеровщика от разлета стружки.
- Шпиндель. Передает движение от привода станка на фрезу. Может регулироваться по высоте и углу наклона по отношению к обрабатываемой детали.
- Фрезерная бабка. Содержит механизмы реверса и изменения скорости вращения шпинделя.
- Ползун. Подвижная часть фрезерной головки. Осуществляет подачу фрезы в вертикальном направлении.
- Станина. Основание станка, на котором размещаются все узлы и механизмы.
- Кожух. Защищает узлы консоли от попадания стружки.
- Шкаф. Служит для размещения электрооборудования.
Вертикально-фрезерные станки могут оснащаться дополнительным оборудованием или иметь расширенные возможности благодаря внедрению дополнительных опций.
Горизонтально-фрезерный станок
Горизонтально-фрезерный станок (рис. 4) отличает горизонтальное расположение фрезы. Как правило, фреза закрепляется неподвижно, и подача осуществляется только за счет перемещений стола.
Рисунок 4. Устройство горизонтально-фрезерного станка.
Горизонтально-фрезерный станок состоит из следующих элементов.
- Рукоятка переключения скоростей. Служит для переключения режимов вращения шпинделя.
- Станина. Является несущей конструкцией станка, на которой расположены рабочие элементы.
- Лимб. Служит для точной настройки.
- Хобот. Предназначен для закрепления второго конца приводного вала фрезы.
- Коробка скоростей. Состоит из набора шестерен с кулисным механизмом переключения. Служит для изменения скорости вращения фрезы.
- Шпиндель. Предназначен для закрепления в нем приводного вала фрезы.
- Первая подвеска.
- Вторая подвеска. Предназначены обе подвески для фиксации приводного вала.
- Стол. Служит для закрепления обрабатываемой заготовки.
- Поворотная плита. Способна осуществлять поворот вокруг горизонтальной оси.
- Салазки. Необходимы для обеспечения горизонтальной подачи детали.
- Консоль. Сложное устройство, которое выполняет функцию механизма подачи детали во всех плоскостях. Специфика работы горизонтально-фрезерного станка не позволяет в обычном случае придать подвижность фрезе. Поэтому все движения фрезы относительно заготовки осуществляются посредством консоли.
- Коробка подач. Служит для настройки автоматической продольной и поперечной подачи.
- Фундаментная плита. Основание станка. Имеет отверстия под закрепление станка на фундаменте.
- Рукоятка управления подачами. Управляет скоростью подачи.
- Лимб подачи. Предназначен для настройки подачи с увеличенной точностью.
Прочие фрезерные станки
Рассмотрим другие фрезерные станки, которые составляют меньшую группу по сравнению с двумя образцами, описанными выше.
1. Бесконсольные фрезерные станки (рис. 5). Могут быть как с вертикальным, так и с горизонтальным расположением шпинделя. Служат для более простой фрезерной обработки металлов и дерева в плане сложности самих фрезерных операций. Не имеет настроек по высоте подъема стола ввиду отсутствия консоли. Преимуществом является повышенная точность обработки.
Рисунок 5. Бесконсольный фрезерный станок.
2. Продольно-фрезерный станок (рис. 6). Предназначен для продольного фрезерования деталей большой длины или деталей, которым необходима простая прямолинейная обработка. Также эти станки могут работать со шлифовальными кругами.
Рисунок 6. Продольно-фрезерный станок.
3. Шпоночно-фрезерный станок (рис. 7.). Предназначен для прорезания шпоночных пазов на заготовках различной формы. Работают такие станки в автоматическом режиме после задания параметров шпоночного паза.
Рисунок 7. Шпоночно-фрезерный станок.
4. Зубофрезерный станок (рис. 8). Используется для создания зубьев различных параметров. Для этих станков применяются специальные фрезы, предназначенные под создание определенных профилей зубчатых колес и червячных передач.
Рисунок 8. Зубофрезерный станок.
22.11.2018
Страница не найдена | MIT
Перейти к содержанию ↓- образование
- Исследовательская работа
- новаторство
- Прием + помощь
- Студенческая жизнь
- Новости
- Alumni
- О MIT
- Больше ↓
- Прием + помощь
- Студенческая жизнь
- Новости
- Alumni
- О MIT
Попробуйте поискать что-нибудь еще! Что вы ищете? Посмотреть больше результатов
Предложения или отзывы?
,Детали фрезерного станка и их функции
Основные детали фрезерования Машина дана:
Основа машины серый чугунное литье точно обрабатывается на его верхней и нижней поверхностях и служит член фонда для всех остальных частей, которые опираются на него. Он несет колонна на одном конце. В некоторых машинах бейдж выдолблен и работает как резервуар для смазочно-охлаждающей жидкости.
Колонна основная поддерживающая рамка установлена вертикально на баж.Колонна коробчатой формы. Сильно ребристый внутри и дома все приводные механизмы для подачи шпинделя и стола. Передняя вертикальная поверхность колонны точно обработана и имеет с ласточкиным хвостом направляющими способами поддержки колена. Вершина колонны закончена держать за руку, которая простирается наружу в передней части машины.
Колено жесткое серого утюга литье, которое скользит вверх и вниз по вертикальному пути грани колонны. регулировка высоты осуществляется с помощью подъемного винта на основании, которое также поддерживает колено.В колене находится механизм подачи стола, а в различные элементы управления, чтобы управлять им. Верхняя поверхность колена образует скользящий путь для седло для обеспечения поперечного перемещения стола.
Седло расположено сверху колена, которое скользит по направляющим, установленным точно под углом 90 к лицевой стороне колонны. Винт поперечной подачи в верхней части колена входит в зацепление с гайкой нижней части Седло, чтобы переместить его горизонтально, рукой или силой, чтобы применить поперечную подачу. Вершина Седло аккуратно обработано для обеспечения направляющих путей к столу.
Стол отдыха на пути на седло и перемещается в продольном направлении. Вершина стола точно закончена и Т-образные пазы предназначены для закрепления работы и других приспособлений на ней. Свинец винт под столом зацепляет гайку на седле для перемещения стола горизонтально рукой или силой. Продольное перемещение стола может быть ограничивается фиксацией поездки собаки на стороне стола. В универсальных машинах, стол также может быть повернут горизонтально. Для этого таблица установлен на круглом каркасе, который в свою очередь установлен на седле. круговая пластинка градуируется по степени.
Свисающий рычаг установлен на верх колонны выходит за границу колонны и служит опорой подшипника может быть предоставлен ближе к резцу. Может быть более одной опоры подшипника предусмотрено для беседки.
Передняя распорка - это дополнительная опора, которая устанавливается между колено и плечо для обеспечения дополнительной жесткости к оправке и колену. передняя скоба имеет прорези для регулировки высоты колена по отношению к над рукой.
-
шпиндель
шпинделя станка находится в верхней части колонны и получает питание от двигателя через ремни, шестерни и сцепления и передать его в беседку переднего конца шпиндель просто проецируется с лицевой стороны колонны, и он снабжен коническое отверстие, в которое могут быть вставлены различные режущие инструменты и оправки. Точность обработки металла резцом зависит, прежде всего, от точности, прочность и жесткость шпинделя.
-
Беседка
Беседка считается продолжением шпинделя станка, на котором резцы надежно установлены и вращаются. Беседки изготавливаются с коническими хвостовиками для правильного выравнивания со шпинделями станка, имеющими конус дыра в носу. Конический хвостовик беседки соответствует конусу Морзе или Самовосстанавливающийся конус, значение которого составляет 7:24. Беседка может поддерживаться на самом дальнем конце от нависающей руки или может быть консольного типа, который называется заглушка.
Трамвай - это прямоугольность головки мельницы относительно стола, а Трамминг - это регулировка головки мельницы, чтобы она была квадратной. Есть трамвай, параллельный оси x, и трамвай, параллельный оси y (иногда называемый "кивком"). В зависимости от вашей машины, у вас может быть поворотная головка, которая предназначена для резки под углами
, отличными от квадратной, для большей гибкости. Для машин с регулируемыми головками вам нужно довольно часто проверять трамвай и отдыхать.
Я пытаюсь проверить трамвай на своей мельнице всякий раз, когда начинаю новый проект. Это на самом деле не достаточно часто. Большинство машинистов, которые работают в цехах, где любой может использовать любую машину, проверяют трамвай, когда они приходят каждое утро, и довольно многие также проверяют, использует ли кто-то другой машину в течение
дня. Дело в том, что если вам нужны точные пропилы и наилучшая обработка, ваша мельница должна быть в трамвае.
Трамвайная мельница с траминатором (трамминг-индикатор или датчик)
Трамминг - важная и частая задача для любой мельницы, у которой голова поворачивается.Каждый раз, когда я проверяю трамвай на своей мельнице в стиле индустриального хобби RF-45, всегда нужно немного подправить. Эти мельницы могут быть немного раздражительными для трамвая, потому что голова очень тяжелая, она хочет «кивнуть» вперед, когда вы ослабляете стопорные болты трамминга, и, когда она ослаблена, трудно немного двигаться. Когда вы подтягиваетесь назад, он, как правило, тоже немного двигается. Поскольку его трудно передвигать, я обычно использовал монтировку, застрявшую в одном из отверстий, чтобы получить небольшое рычаг, из которого можно аккуратно постучать головой по трамваю.Я использую двойной индикатор «траминатор» для измерения трамвая:

Типичный трамвайный индикатор «Traminator» с двойной шириной колеи, доступный на Amazon…
Путь на мельницу не так сложно, но, конечно, это не очень точный подход и может быть методом проб и ошибок. По крайней мере, я ясно вижу, что происходит с обоими показателями. Эти показатели являются относительным чтением. Положите предмет на стол и поверните циферблаты, чтобы обнулить индикаторы. Воткни его в шпиндель.Ваша миссия состоит в том, чтобы вернуть иглы в нулевое положение, постукивая головой так или иначе.
Точная настройка трамвая для вашей мельницы
Испытываете трудности с постукиванием по этой голове, верно? Вы всегда можете сделать точную регулировку трамвая для вашей мельницы.

Регулировка винта облегчает точное перемещение шпиндельной головки RF-45 для достижения трамвая…
Мраморная мельница быстрее с пером DRO
В какой-то момент я разработал процедуру, которую нахожу проще и быстрее на моей ручной мельнице.Это было до того, как я получил Traminator, и я перестал делать вещи таким образом, как только у меня был один. Но для тех, у кого нет Traminator, вот моя базовая установка с DTI на моем Indicol и парой блоков 1-2-3, чтобы обеспечить зазор над тисками:
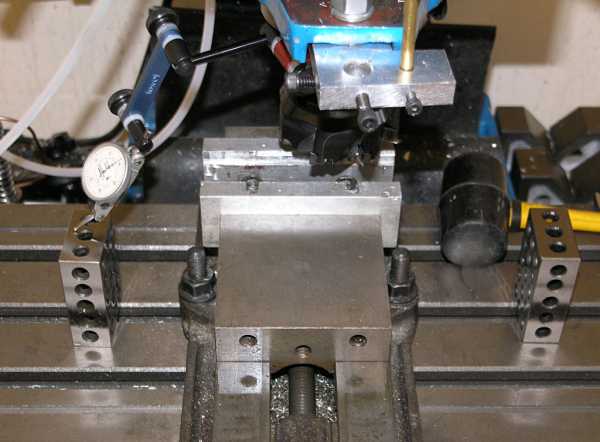
OLYMPUS DIGITAL CAMERA
Базовая трамвайная установка
…
Цель состоит в том, чтобы DTI имел одинаковые показания с обеих сторон, указывая на то, что шпиндель имеет квадратную форму по отношению к таблице. Кстати, Indicol - не самая лучшая трамвайная установка.Правильный трамвайный брус был бы более жестким и менее «нервным». Например:
Вот хороший трамвайный батончик
, который идет в цанге…
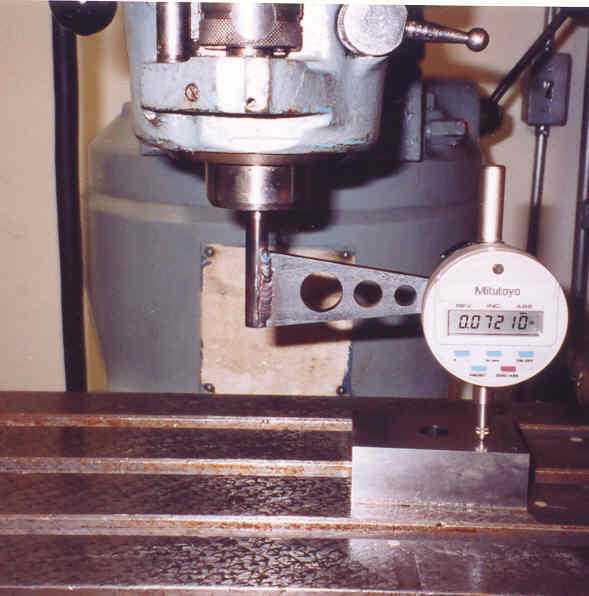
Я решил попробовать использовать мое перо DRO и DTI как чувствительный ростомер. Я бы поднял DTI с блока 1-2-3 на одной стороне, опустил перо, пока не увидел движение DTI, и нажал ноль на перьевом УЦИ. Затем я поднимаю блок вверх, переворачиваю его на другой блок и опускаю вниз, пока DTI не зарегистрируется. Теперь я могу прочитать на перо DRO разницу между двумя сторонами.Затем я поднимаю голову до тех пор, пока показание Quill DRO / «Gage Height» не станет равным 1/2 от того, что началось. Повторяйте процедуру, пока не окажетесь в приемлемых пределах. Мне удалось подойти довольно близко за 2 цикла:

Head теперь
трамвай в пределах 0,001 "на круге 10-12". Это довольно
близко!
Squaring Your Mill
Большинство людей слышали о трамвайной мельнице, но как насчет возведения в квадрат? Трамбовка обычно относится к выравниванию вдоль осей, которые предназначены для перемещения, если головка может поворачиваться на мельнице.
Квадрат включает в себя разборку мельницы, чтобы все выстроилось в очередь. Это делается один раз в синюю луну, например, когда вы впервые получаете мельницу или если ваша мельница, кажется, не режет точно даже после трамвая.
Шим Колонна или База?
Один верный способ разжечь противоречие - это поднять тему нивелирования, так как она связана с квадратными токарными и фрезерными станками. Есть школа, которая говорит, что вы выравниваете кровать токарного станка, а остальное зависит от самой машины.Есть еще одна школа, которая хочет использовать уровень как «близкий к правильному», а затем запустить тестовую полосу с дальнейшей регулировкой уровня, пока токарный станок не режет без конуса. Первая школа видит это как добавление к кровати изюминки и приходит в ужас. Вторая школа рассматривает это как практическое решение проблемы и задается вопросом, понимает ли первая школа это.
Недавно такой же аргумент вспыхнул вокруг фрезерных станков, в частности, Tormach. Это интересная нить с весом обеих сторон.Филбур обращается к самому чистому лагерю с таким замечанием:
Я думаю, что мерцание
кровати должно быть последним средством, а не первым, для исправления ошибки трамвая
. Перемещение по столу говорит вам, что шпиндель не перпендикулярен
к поверхности стола (при условии, что поверхность плоская!), Он не говорит
, почему. Столбец не может быть квадратным относительно таблицы, или шпиндель может не быть квадратным относительно столбца или обоих. Поворот кровати, скорее всего,
замаскирует одну ошибку, введя вторую ошибку.Правильный метод заключается в том, чтобы
идентифицировал каждую ошибку в отдельности и исправлял ее, не влияя на другие
других выравниваний.
OTOH, не меньший авторитет, чем сам Грэг Джексон из Tormach, говорит, что нужно подставлять базу вместо колонны:
При работе по оптимизации
левого / правого трамвая, подкладка передней левой или правой ноги под основание
- это всегда первое, что нужно сделать. Естественно предположить, что у
подставка должна быть плоской и жесткой, тогда вы ставите на нее машину, а у
все идеально.Реальность мира такова, что все
гибко, даже те вещи, которые кажутся жесткими. Стенд имеет меньшую жесткость в
, чем основание самой мельницы, и, когда мельница 1100 фунтов помещается в станину
, клеть перемещается на несколько тысячных дюйма в реакции
к весу мельницы.Геометрия машины может показаться простой
, но она становится сложной, когда вы начинаете понимать
мельчайшие детали. Если вы берете идеальную машину и ставите ее на стойку
, которая изгибается нелинейно под весом машины,
, тогда будет небольшая ошибка левого / правого трамвая из-за небольшой скручивающей силы
на основании.Противодействие этой скручивающей силе путем подгонки точки соединения базы / колонны
возможно, но подгонка между базой / стойкой проще
и, возможно, более точный способ исправления.Железное основание мельницы
проходит процесс снятия напряжения при термическом воздействии и процесс снятия вибрационного напряжения
, поэтому остаточные напряжения маловероятны. Стенд представляет собой сварную конструкцию
и всегда будет иметь некоторые остаточные внутренние напряжения. Если со временем появляются какие-либо проблемы с выравниванием
, это может быть результатом аварии, движения в
утюга или движения в стальной подставке.Мы полагаем, что стенд является
наиболее вероятным источником. В реальном производственном процессе каждое основание станка
проверяется на большой поверхностной плите перед сборкой станка.
Сборка и тестирование выполняются не на поверхностной пластине, а на
в трех точках. Вместо того, чтобы сидеть на четырех углах железного основания
, машина опирается на два задних угла и круглый стержень
в центре спереди. Поскольку три точки определяют плоскость, этот подход
гарантирует, что в основании станка во время заключительного испытания
не будет напряжений.
Я нахожусь с Джексоном в этом вопросе с практической точки зрения, хотя он прислал мне корреспонденцию, утверждая, что все проблемы с не прямоугольностью могут быть прослежены до уровня, который не является ровным, с чем я не согласен. Может случиться так, что с базой все в порядке, и колонна может быть отодвинута, но если вы можете сделать это с базы,
кажется более легким / лучшим подходом. Если ничего другого, попробуйте сначала так и проведите несколько измерений с вашим DTI, чтобы увидеть, насколько близко вы подходите.
Также обратите внимание, что для того, чтобы это работало хорошо, вы не можете прикрепить машину к стойке. То, что вы делаете, использует выравнивающие ножки на основании, чтобы поднять один или другой угол, поэтому база должна иметь возможность подниматься и опускаться относительно подставки.
Квадрат колонны на моей мельнице IH
Прежде чем я попытался выровнять свою мельницу, я выровнял машину к столу. Я измерил свою прямоугольность до и после выравнивания, и разница была значительной. Настолько существенный, что вы, вероятно, можете получить совершенно квадратную форму, просто подгоняя выравнивающие ножки своей мельницы (возможно, не от фактического уровня, но до тех пор, пока ваша машина не станет
квадратной), как с токарным станком и так, как говорит Грег Джексон из Tormach.

Прежде чем пытаться
выровнять столбец, обязательно выровняйте таблицу!
Простой способ проверки прямоугольности - с помощью индикатора проверки циферблата в шпинделе и цилиндрического квадрата на столе. Вам нужно измерить 2 плоскости, соответствующие X и Y, поэтому я разместил цилиндрический квадрат дважды:
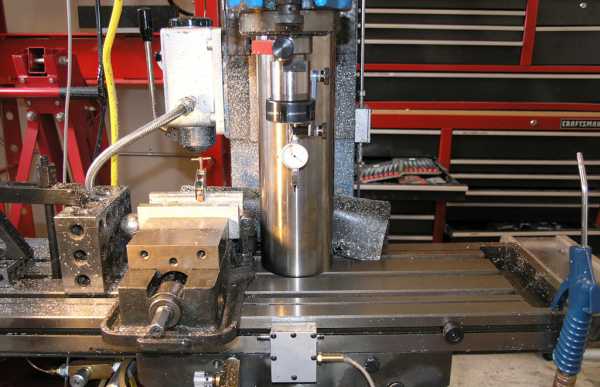
Цилиндрический квадрат
является линейным, чтобы измерить, «кивает» ли столбец вперед
или назад от вертикали. Индикатор должен оставаться на месте, когда голова
двигается вверх и вниз…

Я начал с вершины
и опустился на 8 ″.Потребность едва переместилась на десятую часть!

Теперь мы поворачиваем
на 90 градусов, и мы собираемся проверить, наклоняется ли столбец влево или вправо
, перемещая голову вверх и вниз и проверяя квадрат ...
Я был около 1 ты слева направо и почти 3 ты "кивнул" вперед. Это было легко исправлено небольшим запасом прокладок. Приведя голову в порядок, я продолжил трамбовать это также.

Альтернатива
, если у вас нет цилиндрического квадрата ...
QA тесты для мельницы
В проверочном листе Тормача показаны некоторые отличные тесты, которые вы можете провести на своей мельнице, чтобы определить ее прямоугольность и точность.
,