Токарный и фрезерный станок отличия
какая между ними разница, принцип действия
Непосвященному в нюансы металлообработки человеку сложно определить разницу между токарным и фрезерным станком. Она заключается в различных функциях, а также в способе обработке детали. Мастер выбирает способ обработки в зависимости от того, что он хочет в итоге получить после обработки заготовки на станке.

В чем разница между ними?
Основное отличие в данных станках в том, как именно происходит работа с болванкой. В токарном станке деталь неподвижно крепится в специальном патроне и уже с ним получает вращательные движения. Обработка происходит при помощи резца, который закреплен в суппорте и поступательно двигается, снимая с заготовки лишние слои металла.
Главная особенность токарного агрегата – вращательное движение обрабатываемой детали, получаемое от шпинделя через патрон и центр. Движение резца в этих операциях называется вспомогательным.
Фрезерный станок, напротив, снабжен вращающимся инструментом: фрезой. Это осевой вращающийся инструмент, обрабатывающий деталь, жестко закрепленную на столе фрезерного станка. Основные виды фрез:
- концевые;
- шпоночные;
- торцевые;
- цельные;
- червячные;
- специальные.
Резец токарного станка создан для обработки тел вращения, а фреза – многолезвийный инструмент для резки. Проще говоря, на токарном станке происходит точение подвижной заготовки, а на фрезеровальном – режут неподвижную.
Для обработки на токарном станке существуют две координаты: z и x. На фрезеровочном координат от трех до пяти. Рабочими элементами токарного станка являются: сверла, зенкера, метчики, а также прочие многочисленные инструменты.
Разновидности
Оба вида станков имеют по несколько разновидностей в зависимости от расположения детали, сложности обработки, мощности и возможностям. Современные станки позволяют создать из заготовок детали разной конфигурации и обработать максимально крупные детали.
Фрезерных станков
При помощи фрезеровального агрегата есть возможность изготовить непростые по конфигурации детали, например, шестерню. Всего известно 7 типов фрезерных станков:

- Универсальный с поворачивающейся планшайбой. В этой разновидности станка шпиндель закреплен горизонтально, деталь подвергается обработке по 3 осям с помощью поворотного стола. На таком станке хорошо делать углы, нарезать спирали, а также пазы.
- Горизонтально-фрезерные. В этом станке шпиндель расположен горизонтально. Механизм позволяет обрабатывать маленькие болванки с использованием различных видов фрез. При установке запасных конструкций появляется возможность проводить и вертикальную обработку.
- Вертикальные консольно-фрезерные. Это разновидность моделей, в которых шпиндель расположен вертикально, но имеет возможность поворачиваться в горизонтальной плоскости. Такое оборудование напоминает крупный сверлильный агрегат.
- Широкоуниверсальные станки оснащены стандартным шпинделем для горизонтальной обработки, но также имеется и дополнительная шпиндельная головка, расположенная на подвижном хоботе. С помощью такого оборудования есть возможность проводить фрезеровку под различными углами и в паре плоскостей. Мастер имеет возможность использовать как два шпинделя одновременно, так и последовательно.
- Вертикально- и горизонтально-фрезерные бесконсольное. На станках, которые не имеют консоли можно с легкостью обрабатывать крупногабаритные детали. Их устанавливают на бетонную плиту или прямо на пол.
- Продольно-фрезерные. Это оборудование используется для обработки длинных и крупногабаритных заготовок. Непосредственно фрезерные головки с горизонтальным шпинделем закреплены на 1–2 стойках. Также станок снабжен вертикальным вариантом шпинделя, который находится на перпендикулярной стойке, на траверсе.
- Фрезерные станки непрерывного действия. На таком оборудовании есть возможность установить и перемещать деталь, не останавливая сам станок. Эта разновидность, также бывает двух типов: карусельно-фрезерные, которые снабжены круглым поворотным столом и барабанно-фрезерные, где заготовка крепится во вращающемся барабане.
Токарных станков
Токарные станки используются не только на крупных производствах, но и в частных мастерских, а также в домашних условиях. Фрезерные чаще можно встретить исключительно на производстве. У токарных станков также 7 разновидностей:
- Винторезные. Это самая универсальная разновидность токарного оборудования, которое подходит для всех типов токарных работ, включая полирование, шлифовку, расточку.
- Карусельные. Данный вид станка предназначен для обработки заготовок весом по несколько тонн. Главный элемент такого оборудования – вращающаяся планшайба. Это рабочий стол, на котором и крепится заготовка. Для работы предназначены два суппорта, которые обеспечивают горизонтальное и вертикальное движение.
- Лоботокарные. Агрегат предназначен для изготовления и обработки цилиндрических и конических деталей большого диаметра. Некоторые заготовки могут по диаметру превышать размеры колеса от поезда. Планшайба в таком станке расположена вертикально, а суппорт с резцом, вообще отделены от основной конструкции.
- Револьверные. Заготовка может быть закреплена вертикально или горизонтально. Суппорт оснащен револьверным барабаном, содержащим все необходимые инструменты. Это позволяет за один рабочий процесс применить к заготовке несколько разновидностей обработки. Максимально удобными считаются станки, с наличием горизонтальной оси вращения револьверного барабана, поскольку при такой конструкции в него есть возможность закрепить больше инструментов.
- Автоматы продольного точения. Такие агрегаты используются для изготовления мелких деталей из прута или проволоки. Станок в зависимости от модели может иметь подвижный или неподвижный шпиндель. Для работы с малогабаритными изделиями применяются специальные цанги.
- Многошпиндельные автоматы. Большое и сложное оборудование, которое применяется для крупных производств с серийным изготовлением точных и крупных деталей. В агрегате происходит одновременная работа нескольких шпинделей, что позволяет станкам с такими функциями выполнять одновременно несколько операций.
- Токарно-фрезерный центр. Этот агрегат необходим для работы с непростыми механизмами и выполняет сразу функции токарного станка и фрезы. Во фрезерную головку есть возможность поместить токарный резец, а все действия происходят автоматически по введенной в компьютер числовой программе.
При выборе для определенных технологических процессов оборудования, следует оценивать не только, какой именно вид обработки нужно произвести, но и вес, размер заготовки и угол, под которым следует проводить обработку. Самый крупный токарный агрегат в истории мог обрабатывать заготовку весом до 300 тонн.
Чем отличается фрезерная обработка от токарной?
Токарные работы включают в себя следующие подвиды:
- обтачивание заготовки по наружной поверхности;
- расточка изнутри;
- подрезание плоских резцов;
- разрезание заготовки на несколько.
С помощью токарного станка происходит обработка конических и цилиндрических поверхностей, а также нарезание нескольких видов резьбы, высверливание углублений, расточка канавок и пазов по окружностям заготовки.
Если на станке установлена ЧПУ, то за один процесс легко произвести несколько типов токарных работ с одной заготовкой. Фрезеровальные работы помогают обработать заготовку разными фрезами по необходимости:
- фасонная – если заготовка имеет сложный контур;
- торцевая – крупногабаритная деталь;
- дисковая фреза – для отрезания части от заготовки;
- кольцевая фреза – для прорезывания канавок, пазов, засечек на заготовке.
Фрезерные станки также снабжаются системой ЧПУ и помогают произвести наиболее точные работы с минимальным количеством ошибок. Для простого обывателя токарные и фрезерные работы не имеют разницы между собой. Но на самом деле, это различные технологические процессы, а потому и оборудование для них принципиально разное.
Токарные и фрезерные станки как ручные, так и на автоматическом управлении, требуют значительной классификации и сноровки мастера, чтобы в итоге получить максимально точный результат, без необходимости дополнительной обработки.
Поделиться в социальных сетях
- Купить Оборудование
- Запчасти
- Грузовики и трейлеры
- Журнал
- События
- Финансы
- Объявление Ad
- Поиск
- Строительство
- Все
- Инновация
- Ноу-хау
- Новости
- Сельское хозяйство
- Все
- Инновация
- Ноу-хау
- Новости
- Отзывы
- Производство
- Все
- Инновация
- Ноу-хау
- Новости
- Металл
- Все
- Инновация
- Ноу-хау
- Новости
- Отзывы
- Майнинг
- Все
- Инновация
- Ноу-хау
- Новости
- Древесина
- Все
- Инновация
- Ноу-хау
- Новости
- Отзывы
- События
- Все
- Лодки / Автомобили / Досуг
- Кейтеринг
- Благотворительность
- Строительство
- Сельское хозяйство
- Производство
- Металлообработка
- Mining
- Деревообработка
- Learn
- Подробнее ...
- Доступ
- Кейтеринг
- Fast Machines
- Горячие темы
- Ландшафтный / Лесное хозяйство
- M4U Новости и раздачи
- Обработка материалов
- человек / чудак
- Транспорт
Запомнить меня
Забыли пароль?- Строительство
Строительство
Просмотреть все- Все
- Инновация
- Ноу-хау
- Новости
-
- Сельское хозяйство
Сельское хозяйство
См. Все- Все
- Инновация
- Ноу-хау
- Новости
- Отзывы
-
- Производство
- Все
- Инновация
- Ноу-хау
- Новости
- Металл
Металл
См. Все- Все
- Инновация
- Ноу-хау
- Новости
- Отзывы
-
- Mining
Mining
См. Все- Все
- Инновация
- Ноу-хау
- Новости
-
- Древесина
Древесина
См. Все- Все
- Инновация
- Ноу-хау
- Новости
- Отзывы
-
- События
- Все
- Лодки / Автомобили / Досуг
- Кейтеринг
- Благотворительность
- Строительство

В чем разница между токарным и фрезерным станком?
Токарные и фрезерные станки - это инструменты, которые можно использовать для обработки таких материалов, как металлы и пластик. Теперь мы обсудим разницу между токарным и фрезерным станком.
Особенности:
Токарный станок: Токарный станок является одним из самых универсальных и широко используемых станков во всем мире. Токарный станок предназначен для снятия металла с заготовки для придания ему необходимой формы и размера.И работа жестко удерживается зажимным патроном или между центрами на токарном станке, затем поворачивайте его к режущему инструменту с одной точкой, который удалит металл из работы в виде сколов.
Фрезерный станок: Фрезерный станок - это станок, который удаляет металл, когда работа подается на вращающийся многоточечный резак. Фрезер вращается с высокой скоростью и очень быстро удаляет металл с помощью нескольких режущих кромок.
Режущие инструменты
Основным инструментом, используемым на токарном станке, является режущий инструмент, который использует съемный наконечник для резки и придания формы внешней поверхности материала, вращающегося в кулачках патрона.Мы не используем этот тип режущего инструмента на фрезерном станке. Использование концевых фрез в фрезерных станках, которые устанавливаются в шпиндель и вращаются с различной скоростью в зависимости от типа режущего материала. Тогда мы также можем использовать фрезы в токарном станке, но мы часто используем в шпинделе фрезерного станка.
Применение:
Токарный станок - мастер точения, точения, сверления, резки, шлифования, деформации и накатки. Каждый из этих процессов выполняется путем применения инструмента другого типа к заготовке во время ее вращения.Использование токарных станков для токарной обработки дерева, металлообработки и рекультивации деталей.
Фрезерные станки являются экспертами в сверлении, растачивании, резке, формировании, выравнивании и закруглении кромок. Они обеспечивают большую гибкость при выборе материала. Как и токарный станок, фрезерный станок - мастер на все руки. И вы можете увидеть его работы по гравюре на металле и скульптуре, шестерням и т. Д.
Пост навигация
.Вибрация фрезерно-токарного станка [Easy Guide]
Примечание : Это урок 14 нашего мастер-класса по бесплатной электронной почте и скоростям. Нажмите здесь, чтобы узнать больше о мастер-классе.
Мне нужно решить проблему с обработкой прямо сейчас!
Если вы нашли эту страницу из-за проблем с механической обработкой прямо сейчас, а не потому, что вы читаете нашу кулинарную книгу или просто хотите узнать ее, прокрутите страницу вниз. Мы расскажем вам, как остановить болтовню на токарных и мельничных станках.
Быстрое видео от шеф-повара с ЧПУ на Chatter в обработке
Мое последнее видео с ЧПУ от шеф-повара по машиностроению посвящено механической обработке.
Укрощение болтовни от компании Режущий инструмент на Vimeo.
Это видео проведет вас через:
- В чем смысл болтовни?
- Почему этого следует избегать (плохо для срока службы инструмента и чистоты поверхности)
- Как прекратить обработку болтовни
- Как предсказать вибрацию вибрации, чтобы избежать ее вообще
Хорошие вещи!
Что такое болтовня в механической обработке?
Chatter - это резонансная вибрация в станке или детали.Это может стать довольно сильным и генерировать характерный громкий шум. Почти никогда не бывает хорошей идеей держать машину перед лицом сильных вибраций - вибрация при обработке очень плохо сказывается на сроке службы вашего инструмента, влияет на точность обработки и сокращает срок службы вашей машины.
С другой стороны, многие работы выполняются просто отлично, с небольшим количеством болтовни здесь или там. Мы все видели фрезерные работы, которые в определенных точках траектории имеют небольшую вибрацию - часто вы услышите небольшой писк, например, когда фреза пробивается через угол.
Chatter может питаться сам по себе, очень похоже на обратную связь с акустической системой громкоговорителей, которая создает эти ужасные визги. По этой причине его иногда называют «регенеративной болтовней». Регенерирующее явление является ключом к пониманию того, как работает болтовня. Вибрация инструмента приводит к появлению волны в заготовке, постоянная вибрация создает устойчивую серию этих волн.
Теперь представьте, что произойдет, если вы сделаете второй проход по поверхности, которая уже волнистая от вибрации - силы на вашем резце изменяются в зависимости от пиков и впадин волн.Это феномен обратной связи, который усиливает вибрацию, создавая на вашей заготовке больше волн одинаковой частоты.
видов вибрации в механической обработке: инструментальная и механическая обработка деталей
Существуют два вида вибрации, которые следует учитывать: инструментальная вибрация и вибрация заготовки. С помощью инструмента Chatter ваша машина и инструмент создают вибрацию, которая затем передается на заготовку.
При использовании Chatter Workpiece стенка заготовки вибрирует. Последнее обычно случается только при работе с тонкими стенками, но это может быть такой же или большей проблемой, чем Tool Chatter.В этой статье мы сконцентрируемся на Tool Chatter, но вы можете попробовать те же методы, чтобы уменьшить Chatter Workpiece. Прежде чем двигаться дальше, есть два полезных совета для Workpiece Chatter.
Во-первых, максимизируйте говядину в заготовке с помощью траекторий, которые не удаляют слишком много материала слишком рано. Более подробно об этом мы расскажем в статье «Длинная досягаемость и тонкая стена». Во-вторых, вам, возможно, придется изменить частоту вибрации заготовки с помощью различных мер.
Одним из способов повышения его жесткости является поддержание стенок наполнителем, который легко удалить, когда вы закончите механическую обработку.Воск, инструментальные материалы с низкой температурой плавления (для этого доступны специальные пластмассы и металлические сплавы), и даже была предложена стратегия заполнения пустоты смесью вазелина и свинцовой дроби.
Для последнего, расплавить вазелин на медленном огне, добавить свинцовый шот, влить его и дать остыть.
Как избежать болтовни при обработке
Допустим, вы не пытаетесь извлечь максимальную скорость съема материала, чтобы сбить с работы несколько копеек. Как избежать вибрации при обработке?
Представьте, что ваш шпиндель закачивает в инструмент мощность в лошадиных силах, и в процессе изготовления микросхем эта мощность создает силы, воздействующие на инструмент и заготовку.При достаточном усилии инструмент прогибается. Помните, болтовня - это резонансный феномен. Представьте себе, что вы прикладываете силу к одному зубцу камертона, отклоняя его. Если вы отпустите эту силу, зуб будет вибрировать на своей резонансной частоте. То же самое с вашим инструментом. Когда флейта на режущем инструменте попадает в воздух, усилие на этом «зубце» сбрасывается.
Теперь предположим, что вы минимизировали прогиб зуба. Ниже некоторого критического значения вы вряд ли услышите его вибрацию вообще. В этом смысл контроля прогиба инструмента.Крупные производители инструментов говорят нам, что вибрация может вызвать проблемы, когда прогиб инструмента превышает 0,001 ″. Это не значит, что у вас не будет проблем с отклонением, но чем больше вы превышаете 0,001 ″, тем больше разговоров становится определенностью.
Используя оптимизатор резки нашего программного обеспечения G-Wizard, вы можете оптимизировать ширину и глубину резки, чтобы отклонение не превышало критического значения 0,001 ″.
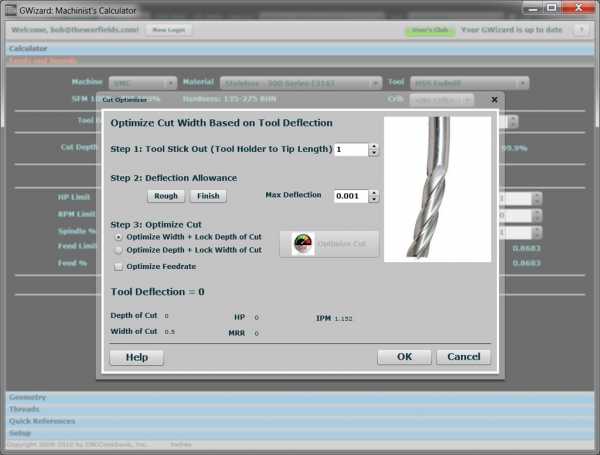
Оптимизатор резания G-Wizard сводит к минимуму прогиб инструмента, что сокращает вибрацию до 9…
Если вам интересно, подпишитесь на нашу бесплатную 30-дневную пробную версию прямо сейчас и попробуйте G-Wizard.
Минимизация дребезга с помощью скорости вращения шпинделя и других хитростей
Первая реакция большинства машинистов на вибрацию в механической обработке - это замедление (которое уменьшает прогиб и, следовательно, вибрацию, а также изменение частоты шпинделя) с последующим поиском путей повышения жесткости. Нет ничего плохого в увеличении жесткости, но если вы опытный машинист и знаете, что у вас хорошая настройка, есть лучшие подходы, чем просто замедление, чтобы свести к минимуму вибрацию.
Поскольку вибрация - это резонансная вибрация, которая возбуждается инструментальными канавками, ударяющими по заготовке, имеет смысл только, что определенные скорости шпинделя будут биться по заготовке с точно правильной частотой вибрации, чтобы максимизировать вибрацию.Это как тот старый трюк, когда ты вытираешь своим смоченным пальцем ободок бокала, пока он не начинает гудеть.
Чтобы свести к минимуму вибрацию, нам нужно выяснить, каких частот следует избегать, или мы можем обратить вспять эту проблему и найти частоты, на которых мы могли бы давить без особой болтовни. Вот почему замедление может работать, но ускорение может работать так же хорошо или даже лучше. Когда доносится стук, поиграйте с частотой вращения вашего шпинделя, чтобы увидеть, сможете ли вы остановить его. Попробуйте сначала увеличить скорость, а затем замедлите.Может быть, просто поверните ручку, чтобы решить вашу проблему.
Предполагая, что небольшое вращение ручки не сработает, и вы добились максимальной жесткости, ищите другие вещи, которые меняют частоту дребезга:
- Измените количество канавок на фрезе. Это сильно меняет частоту. Если вы не используете 2 флейты, вы всегда можете перейти на одну или несколько флейт. На самом деле, вы даже можете купить фрезы с одной флейтой, о которых я слышал, что машинисты используют для действительно плохих стуков то, что они часто делают.При использовании индексируемых инструментов попробуйте удалить одну или две вставки, предполагая, что у вас есть запасные множители. Не забудьте пересчитать ваши корма и скорости, если вы начнете играть на флейтах!
- Скрипка с выносом инструмента. Эта практика называется «Настройка инструмента». Смена выносливости всего на 0,100 ″ может изменить частоту дребезга. Помимо того, что вы пытаетесь сделать более короткий вынос (что увеличивает жесткость), не бойтесь попробовать более продолжительный вынос. Несмотря на то, что это уменьшит жесткость, оно изменит частоту разговоров, надеюсь, в какое-то место, где это не будет мешать вашей работе.Обязательно перепроверьте отклонение инструмента, если вы меняете вынос. Говоря о прогибе инструмента, вы можете уменьшить прогиб, и это сведет к минимуму шансы возбуждающей вибрации при обработке. Хорошая рекомендация при черновой обработке - держать ее ниже 0,001 ″. Если вы превысите это число, вероятность дребезга и поломки инструмента возрастает.
Радиус дребезга и резца при повороте
Если вы испытываете стук в углах, попробуйте уменьшить радиус носа инструмента. Меньший TNR уменьшит давление резания.Всегда используйте TNR меньше радиуса, который вы режете.
Что произойдет, если мы сделаем болтовню при обработке науки?
Что вы делаете, когда вы поворачиваете ручку RPM, увеличиваете жесткость и другие уловки не решают проблему? Что, если вы действительно хотите максимально увеличить свои показатели съема материала или вам необходимо устранить все возможные вибрации, которые вы можете нанести для обработки поверхности? Это когда вам нужно сделать Chatter наукой и серьезно относиться к пониманию того, как от нее избавиться.
Оказывается, что мы можем сделать графическое представление вероятности дребезга для определенной комбинации станка, инструмента, числа оборотов шпинделя и так далее. Это представление называется «Диаграмма доли стабильности». Вот схематическое представление диаграммы лепестков стабильности, показывающее области, где происходит вибрация при обработке:
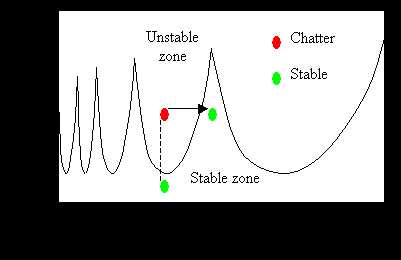
Воспринимайте ширину стружки как показатель того, насколько сильно мы можем толкать станок с заданной скоростью вращения шпинделя. Обратите внимание, насколько узки стабильные зоны.Эта диаграмма говорит вам, что машинист, который понимает устойчивые зоны своего станка, нашел выгодные «сладкие точки» для обработки. Официальный термин для сладкого места - это «Стабильная скорость фрезерования».
Представьте себе бедного машиниста, который запускает свою машину с набором подач и скоростей, соответствующих одному из желобов, но все еще находится в нестабильной зоне. Этому бедному машинисту приходится работать во много раз медленнее, чем его конкуренту, который сделал болтовню наукой, и он, вероятно, даже не понимает, почему.Вы лучше верите, что крупные успешные операции по обработке вычислили это и внесли их в свою ежедневную производительность. Для всех остальных это удача ничьей, достигнет ли ваша конкретная комбинация пика или долины в зависимости от выбранных вами скоростей и скоростей.
Учтите, что «быстрее» не всегда, ну, быстрее. Возьми этот последний корыто. Предположим, наш калькулятор скорости подачи и скорости говорит нам, что мы должны работать на скорости шпинделя прямо в этом желобе. Мы приобрели непревзойденные твердосплавные концевые фрезы с покрытием unobtanium, вставили их в наш 26-осевой обрабатывающий центр Bad-Mamma-Jamma модели 2000XL и повернули рукоятки до 11.Мы собираемся сделать нам несколько фишек, не так ли?
Нет.
Ты будешь в этой несчастной кормушке, принимая легкие порезы и все время ругаясь. Но если бы вы знали, где этот пик находится слева или справа от впадины, вы могли бы поднять его примерно на 5 или 6 ступеней, и тогда вы будете делать несколько фишек.
Где я могу получить диаграмму лепестков стабильности для моей машины?
Хорошо, теперь, где, черт возьми, вы взяли свою диаграмму доли стабильности? Ваш BMJ Model 2000XL VMC не поставлялся с ним.В каталоге инструментов тоже нет ни одного. Что теперь?
Ну, есть два пути составления диаграммы доли стабильности - вы можете составить карту вручную или вы можете инвестировать в услугу или оборудование, которое может измерять ее аналитически. В аналитическом бизнесе существуют различные компании, и они обычно следуют одному из двух подходов. При одном подходе вы загружаете инструмент в станок, и он ударяет его специальным инструментальным молотком. Инструментарий измеряет частоту «звонка» и выдает на экран вашу диаграмму.Холодные бобы! Второй подход предполагает способность слушать болтовню, как она происходит, и производить анализ.
Оба эти метода будут работать, но оборудование и услуги не особенно дешевы. Найдите еще одно преимущество для большой операции над маленьким парнем. Они могут покупать такие вещи и амортизировать многие рабочие места.
Однако все еще есть надежда, потому что не так сложно собрать их и составить карту вашей болтовни от руки для небольшого магазина или даже механика домашнего магазина.Прежде чем мы углубимся в это, нам нужно немного поговорить о повторяемости механической обработки.
Повторяемость болтовни: вы можете наметить зоны болтовни
Болтовня - это не случайная вещь, которая непредсказуема, на самом деле она достаточно хорошо себя ведет. Мы не очень хорошо предсказываем это, используя чисто математические и эмпирические данные, но число задействованных переменных невелико, и вы должны знать о них. Вот список условий, при которых вы будете повторять их, вы будете каждый раз приближаться к одной и той же болтовне:
| Факторы повторяемости Chatter | |
| Машина | У каждой машины будут свои отличительные частоты.Даже машины от одного и того же производителя с последовательными серийными номерами могут отличаться настолько, что вы не должны предполагать, что они одинаковы. Это потому, что такие вещи, как предварительная нагрузка на подшипник шпинделя, варьируются от одного станка к другому. |
| Марка и модель держателя инструмента | Держатель инструмента имеет значение, но он не обязательно должен быть тем же самым. Частоты вибрации хороши только для одного типа, марки и стиля сборки державки.Итак, если у вас есть патрон Parlec ER32 и MariTool, это две разные частоты. Но если у вас есть все цанговые патроны MariTool ER32, если они не имеют физических различий (разный радиус действия или другие очевидные различия в размерах), они все должны вести себя одинаково. В идеале вы затягиваете цанговый гайку с тем же крутящим моментом и т. Д., Но он не должен быть слишком далеко, даже если вы не используете динамометрический ключ на цанговых патронах. |
|
| |
| Марка и модель | Резцы похожи на держатели инструментов.Выберите ту же марку и модель, но это не обязательно должен быть тот же самый резак. |
|
| |
| Stickout | Это очень важно. Если вы вообще измените раскладку, частота изменится. Многие магазины просто вставляют нож в держатель и идут дальше по дороге. Стоит стандартизировать ваши стикеры, чтобы вы могли их повторить. Изменение 0,100 ″ достаточно, чтобы изменить частоты.Как уже упоминалось выше, иногда вы можете использовать это в своих интересах через «настройку инструмента». Не бойтесь пробовать как более короткую, так и более продолжительную игру. Хотя более длинный и менее жесткий инструмент, цель состоит в том, чтобы отодвинуть частоту от того места, где должна быть частота вращения шпинделя, для лучшего удаления материала. Если вы нашли эту комбинацию наклейка + резак + держатель инструмента для машины, запишите ее. Эта информация - деньги на вашем банковском счете. |
|
| |
Для обеспечения воспроизводимости вибрации при обработке необходимо контролировать всего четыре переменные: станок, патрон, резак и вылет.Это не так плохо, не так ли?
Есть несколько плохих новостей: каждая комбинация этих переменных имеет свою конфигурацию лепестков стабильности.
«Вау!», Говорите вы. Как, черт возьми, я собираюсь иметь дело со всеми этими комбинациями?
Ответ заключается в том, что вы будете иметь дело с ними с течением времени, и вы в основном заботитесь о тех немногих комбинациях, которые вы используете достаточно часто, чтобы это имело значение для вашего магазина. Начните с инструментов, которые вы обычно используете для черновой обработки. Вот где действительно важен бег.Если вам нужно замедлить завершающий проход или какую-либо комбинацию инструментов, которую вы используете очень редко, отложите ее или полностью игнорируйте.
К настоящему времени вы задаетесь вопросом:
- А как насчет рабочего места?
- А как насчет материала?
- А как насчет конкретной траектории или характера детали?
Хорошая новость заключается в том, что рекуперативная болтовня хуже всего, когда машина и инструмент вибрируют.
Да, болтовня деталей - это проблема, о которой мы уже говорили, но в первую очередь вы заботитесь о болтовне станка.В этих случаях вам не нужно сильно беспокоиться о рабочем месте, материале или других особенностях. Эти четыре переменные контролируют повторяемость. Используйте те же 4 варианта для переменных, и ваши частоты болтовни будут одинаковыми. Сделайте разрез, который в какой-то момент болтал с этими переменными, и если вы приложите достаточную силу через достаточную скорость подачи, вы снова получите болтовню. Точно так же, если вы избегаете болтовни, то сила, с которой вы были хороши, снова будет хорошей. И если вам посчастливилось оказаться в «болтовне» (стабильная зона) на диаграмме лепестков, вы могли бы даже использовать гораздо больше сил.
Использование калькулятора Pitch Pitch для стабильных скоростей фрезерования G-Wizard
Давайте отложим на минуту все эти элементы Chatter Mapping и Stability Diagram. У вас сейчас проблема с болтовней, и у вас нет времени, чтобы заняться исследованиями. Вам повезло, потому что наш калькулятор G-Wizard с ЧПУ имеет калькулятор болтовни, который может вам помочь. Давайте рассмотрим типичный пример его использования:
Вы только что порезались на работе, и весь магазин затаил уши от всего визга.Вам нужно знать три вещи:
1. Ваша скорость на поверхности.
2. Количество канавок на резце.
3. Шаг дребезга, который представляет собой разделение, от пика до пика, «волновых меток» или следов дребезга на заготовке.
Допустим, у вас была скорость поверхности 200 SFM, резак с 4 канавками и разделение меток 0,005 ″. Вот что показывает калькулятор болтовни G-Wizard:

G-Wizard Chatter Калькулятор…
Обратите внимание на таблицу с надписью «Chatter Minimals Speed Spindle».Это rpms, которые минимизируют частоту болтовни, которая вызвала только что испытанную болтовню. Другими словами, эти числа представляют число оборотов шпинделя, которое с наименьшей вероятностью вызывает вибрацию при обработке. Эти скорости будут фактически мешать болтовне и разбивать ее, чтобы минимизировать. Это вершины пиков на диаграмме лепестков стабильности. Эксперты по болтовне называют их стабильными скоростями фрезерования.
Выберите тот, который ближе всего к скорости, которую G-Wizard рекомендует в калькуляторе скоростей и скоростей.Вам нужно будет определить, является ли лучший из них быстрее, чем рекомендуемые обороты в минуту в GW - если он не слишком высок и вы уверены в своем инструменте, сделайте это. Помните, что более высокие обороты могут сократить срок службы инструмента, если вы едете слишком быстро.
Вот и все!
Если вы никогда не играли с G-Wizard, подпишитесь на нашу бесплатную 30-дневную пробную версию прямо сейчас: вы будете рады, что сделали это.
Советы по измерению шага болтовни
Это бывает сложнее, чем кажется.В худшем случае можно попробовать использовать цифровые штангенциркули. Это не очень точно, и отметки могут быть трудно увидеть. Лучшим инструментом для работы является оптический компаратор или другое оптическое устройство, которое хорошо освещено и может наложить измерительную сетку на метки. Я считаю, что если у вас есть цифровая камера, которая может делать снимки крупным планом с приличным увеличением, вы можете получить довольно хорошие результаты от этого.
Программы, такие как Photoshop, имеют возможность измерять функции на изображениях. Вам нужно иметь ссылку на фотографию.Если у вас болтовня вдоль края, эталоном может быть общая толщина края. Попытайтесь сделать снимок выглядящим мертвым на болтовне - углы исказят вашу способность точно измерить.
Создание карты болтовни с помощью базы знаний Cutting
Каждый раз, когда вы находите комбинацию, которая болтает, ваша первая реакция - быть несчастным. Это прерывает вашу работу, и это проблема для решения. Попробуйте подумать об этом по-другому - когда вы получаете комбинацию, которая говорит, вы нашли что-то ценное.Вы наметили точку на своей диаграмме лепестков стабильности. Если вы можете запустить калькулятор болтов G-Wizard, у вас даже есть список скоростей шпинделя, который сведет к минимуму вибрацию для этой комбинации.
Хитрость со всем, что организовано и с информацией у вас под рукой, когда вам это нужно. Если это написано на обратной стороне жирной салфетки, которая раньше сидела в определенном углу магазина или на вашем столе, скорее всего, вы начнете с нуля и скоро снова будете ругаться.Что вам нужно, это какая-то организованная база данных для информации. В мире механической обработки есть такая вещь - она называется «Базой знаний» и является частью дисциплины «Механическая обработка на основе знаний». Некоторые высокопроизводительные CAM-пакеты, такие как Esprit, имеют его, а некоторые магазины создали свои собственные базы знаний, используя все, от карандаша и бумаги до простых баз данных, таких как Microsoft Access.
В CNCCookbook мы встроили простой в использовании Cutting KB (в сокращении KB - «База знаний») в наш Калькулятор подачи и скоростей G-Wizard.Используя это довольно просто. Наберите параметры для среза и нажмите кнопку «Поиск в КБ». Вверх появится список похожих разрезов, хранящихся в Базе знаний. Вы сможете увидеть, смогли ли вы добиться большего успеха, чем только что набранный срез, так что вместо этого вы можете использовать лучший срез. Вы также увидите, выбрали ли вы только что комбинацию, которая болтала, имела плохое качество поверхности или была плохой для жизни инструмента в прошлом. Cut KB хранит рекомендации вашего магазина, основанные на том, как вы работаете, чтобы информация была для вас правильной.
Вот как выглядит экран поиска Cut KB:
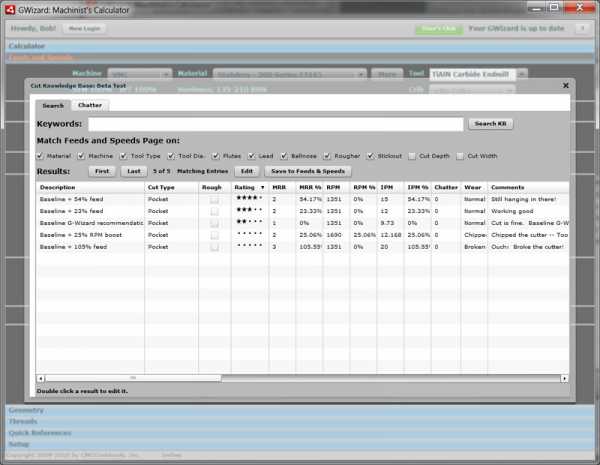
G-Wizard Cut KB Результаты поиска: вплоть до рейтинговой системы по звездам…
Предположим, что в Cut KB ничего нет, или вы пытаетесь протолкнуть конверт?
Не беспокойся. Вернитесь к своим параметрам в G-Wizard и либо немного увеличьте их, либо используйте как есть. После того, как вы сделали разрез на машине, не забудьте вернуться к G-Wizard и записать результат. Просто откройте параметры резания, которые вы использовали, и нажмите «Добавить в Cut KB».Теперь данные записываются в следующий раз. И помните, это хорошая вещь, когда вы можете добавлять данные чата, сломанные записи инструментов и все остальное, что поможет вам найти край конверта.
Для получения дополнительной информации о Cut KB, проверьте следующие ссылки:
Toolroom vs Производство кормов и скоростей
G-Wizard Cutting KB: на этой странице также есть несколько других ссылок на обработку на основе знаний.
Систематическое измерение края конверта
Одной из лучших статей на эту тему, которую я видел, была статья Питера Зелинского «Контроль за разговором для остальных».Он был перепечатан во многих местах, и вы даже можете купить его на Amazon, но он начался в Modern Machine Shop. Просто Google для этого названия, чтобы отследить его.
Эта часть была создана Siemens / UGS и описывает очень простую методологию для отображения вида информации, которую вы хотите поместить в Cut KB, чтобы вы знали стабильные скорости фрезерования для ваших лучших комбинаций. Идея состоит в том, чтобы создать тест для вашей машины + набор инструментов, который производит тестовый образец, подобный следующему:

Стабильный тест скорости фрезерования для стружки…
Из проверки видно, что некоторые проходы имеют гораздо больше болтовни, чем другие.Исходя из этого, вы можете определить лучшие скорости. Этот конкретный тест они назвали 7000 об / мин и 9500 об / мин как стабильные скорости фрезерования, которые минимизировали вибрации при обработке. Последовательные проходы для теста были выложены так:
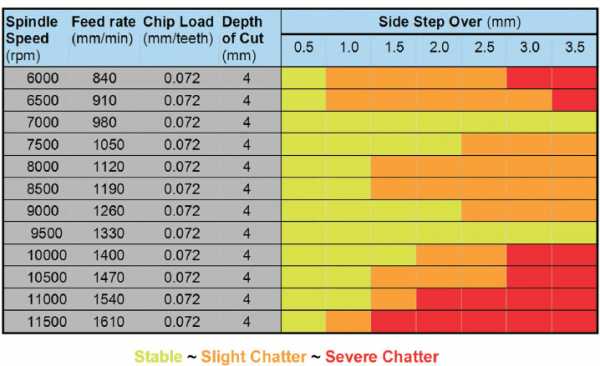
Как видите, они поддерживают постоянную загрузку стружки и глубину резания. Скорость подачи основана на скорости, необходимой для поддержания желаемой загрузки стружки. Поскольку слишком большая загрузка микросхем быстро ломает инструменты, выберите тот, который является самым лучшим из того, что вы обычно используете для этого упражнения.Затем они приступают к изменению скорости шпинделя и ширины резания (боковой шаг). Цвета показывают, сколько разговоров они встретили. Вы получаете представление о том, как провести эксперимент. Через несколько часов вы можете составить довольно хорошую карту комбинации станка и инструмента для вашего магазина.
В какой-то момент я соберу g-код для запуска одного из этих тестов, а также добавим возможность создавать и отслеживать диаграммы в этом формате в G-Wizard Cut KB.
Haas SSV: динамически изменяющаяся скорость шпинделя для контроля вибрации
Если у вас все еще есть сомнения в том, что вибрация является явлением резонанса или что изменение скорости вращения шпинделя само по себе может свести его к минимуму, обратитесь к Haas SSV.Это функция, которая динамически изменяет скорость вращения шпинделя, чтобы убрать вибрацию. Постоянное изменение скорости означает, что вибрация не может зафиксировать и усилить свою резонансную частоту. Результаты с и без Haas SSV поразительны:

SSV может реально помочь контролировать трепетание при повороте…
В видео ниже Haas описывает свою функцию «SSV» (изменение скорости шпинделя) для управления вибрацией. Они также дают лучшее из того, что я видел, о том, как диаметр влияет на скорость поверхности при повороте (меньшие диаметры должны работать быстрее, чтобы достичь той же скорости поверхности), а также обсуждают CSS (постоянная скорость поверхности).Отличный набор тем для всех, кто связан с токарной обработкой с ЧПУ.
Больше советов по борьбе с болтовней
- Попробуйте переменные углы канавки. Вы можете купить фрезы, у которых флейты расположены неравномерно - это помогает уменьшить склонность к вибрации, разбивая частоту, которую могут возбудить флейты. Они не все попадают через определенные промежутки времени.
- Попробуйте грубее. По какой-то причине, грубая обработка кукурузного початка, кажется, менее склонна к болтовне при обработке, чем обычные концевые фрезы по многим показателям.Было бы неплохо иметь под рукой один инструмент, даже если вы перешли на высокопроизводительные стандартные концевые фрезы и прекратили пользоваться кукурузными початками.
Время от времени мы будем добавлять любые дополнительные советы, с которыми мы сталкиваемся в этом разделе. Быть в курсе!
,