Сделать станок для холодной ковки
Станки для холодной ковки своими руками
Один из способов украшения участков — использовать кованные изделия. Очень декоративно смотрятся заборы, скамейки, беседки, перила для лестницы и другие подобные сооружения. Причем в большинстве случаев данные изделия не есть ковка в ее традиционном понимании. Чаще всего это сделано не в кузне и не при помощи молотка и наковальни, а при помощи некоторых устройств, которые позволяют создавать из металлических полос и квадратных прутков самые различные узоры и изделия. Для изготовления подобных изделий потребуются станки для холодной ковки. Часть из них можно сделать своими руками другую проще купить.
Какие вообще устройства используются
Содержание статьи
Для холодной ковки характерны различные завитки, изгибы, витые прутки и т.п. Почти под каждый вид делают на отдельном приспособлении — определенном станке. Привод у них может быть ручной, а может — электрический. Для небольших объемов «для себя» применяют ручные станки для холодной ковки. Они хоть и не особо производительны, но намного проще в изготовлении. Если необходимо ставить изготовление «на поток» делают аналогичные устройства, но уже с электромоторами. В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы. В нашем материале поговорим о ручных станках для холодной ковки.
Какие же устройства используют:
- Торсионные. С их помощью четырехгранные прутки или полосы металла скручивают в продольном направлении. Получается витые столбики, которые называют еще торсионами.

Так выглядит торсион и одноименный станок
- Фонарик. На этом устройстве тоже скручивают пруток в продольном направлении, только еще дополнительно изгибают его и в поперечном направлении. Получается нечто похожее на фонарик. Отсюда и название устройства.

Так делают «фонарик»
- Твистеры или улитки. Формируют плоские завитки разного диаметра.

Приспособление для холодной ковки улитка — для формирования завитков
- Гибочные станки или гнутики. Позволяют изогнуть прутки или арматуру под требуемым углом в любом месте.
Для изгиба в любом месте и на любой угол — гнутики (гибочные станки)
- Волна. По сути это тоже гнутик, но более сложной конструкции — он позволяет менять направление изгиба, получая волнообразные детали.

Станок «Волна» — для формирования соответствующего рельефа
- Приспособления для обработки концов деталей — инерционно-штамповочные станки или другие самодельные устройства.

Станки для оформления концов прутков. В данном случае — гусиная лапка
Для начинающего мастера наиболее актуальный станок для холодной ковки — улитка. Только с его помощью можно сделать множество интересных вещей — начиная от забора и калитки и заканчивая скамейкой и другими подобными изделиями. На втором месте по степени необходимости торсионный станок. Он добавляет разнообразия в детали. Все остальные можно приобретать или делать по мере совершенствования и набора мастерства.
Самодельные «Улитки»
По сути это модернизированный гибочный станок (трубогиб), но эти усовершенствования позволяют легко делать завитки из довольно толстых прутков (сечением до 10-12 мм) и повторять их с высокой степенью точности.

Один из самодельных станков для холодной ковки
Конструкций эти станки для холодной ковки имеют несколько, но проще всего в реализации вариант с круглым столом, имеющем центральную ножку. К ножке подвижно закреплен рычаг с роликами на подшипниках на конце. Они облегчают процесс гибки.
Поверхность стола можно сделать из стального листа толщиной от 10 мм и больше. Для ножки можно использовать любую толстостенную круглую трубу. Важно сделать конструкцию устойчивой, так как будут прилагаться боковые усилия, потому нужны боковые стойки, распорки, а также устойчивое основание.
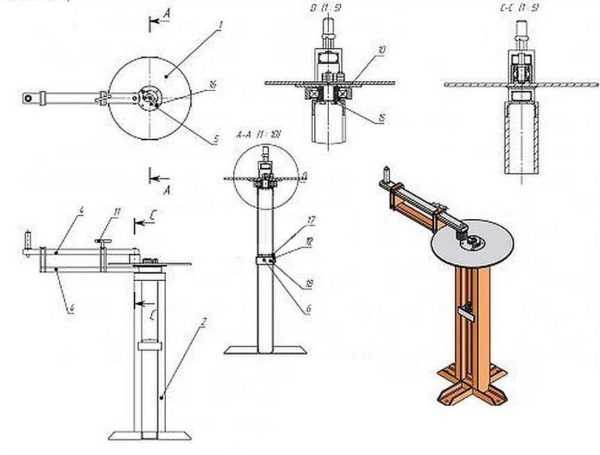
Чертеж станка для холодной ковки «Улитка»
Рычаг проще делать из квадратной трубы с толстой стенкой — не меньше 2-3 мм. Сечение трубы 25*40 мм или около того. Крепление рычага к ножке можно сделать на подшипнике, а можно просто взять небольшой кусок толстостенной трубы большего диаметра, надеть ее на ножку, а снизу приварить полосу-упор — чтобы рычаг вниз не падал. Вариант с подшипником дает более легкое движение, но при наличии смазки и второй вариант рабочий.

Вариант крепления рычага
Важна еще форма рычага. Рычаг двойной, верхняя часть — рабочая, нижняя — опорная. Везде где есть соединения желательно доварить усиление, так как усилия значительные.

Рычаг должен быть надежным, с усилением
На столе закрепляется оправка или кондуктор — форма, по которой сгибаются завитки. Делают их разного диаметра — чтобы можно было делать разные по диаметру завитки. Такие оправки могут быть сборными — для формирования большего количества изгибов. В каждом таком образце должны быть стержни, которые устанавливаются в отверстия в столе. Так этот шаблон фиксируется. Также его форма должна быть разработана с таким учетом, чтобы конец прутка в ней хорошо фиксировался.

Вариант кондукторов для улитки
Часто оправки вытачивают из металлического круга подходящего диаметра при помощи болгарки, но есть варианты из металла с наваренными на него стальными пластинами, изогнутыми соответствующим образом.
Как сделать подобный станок для холодной ковки — в следующем видео. Там же неплохо описан способ доведения концов заготовки до приличного состояния — обычные необработанные края смотрятся очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него.
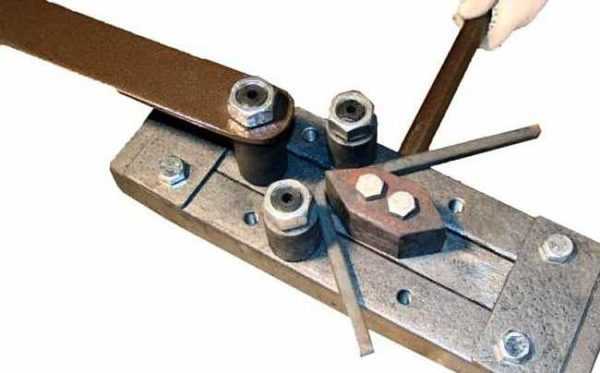
Торсионный станок
Как уже говорили эти станки для холодной ковки позволяют сделать на прутке продольные изгибы. Это относительно несложная конструкция. Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку.
В качестве основы подойдет обрезок профилированной трубы с толстой стенкой (не менее 3 мм). Фиксатор можно сварить из тех же прутков, оставив квадратный просвет нужного диаметра. Можно использовать зажим для троса подходящего размера (можно найти в магазине такелажа). Любой из этих упоров приваривается к основанию.

Держатель для троса — отличный фиксатор для прутка
Далее надо каким-то образом обеспечить захват и кручение второй части заготовки. Можно это сделать при помощи двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток.
- Подшипниковый узел
- Фиксатор для заготовки
- Так выглядит конструкция в целом
Дальше — дело техники — рычагом наворачиваем нужное количество витков. Нельзя сказать, что эта работа для слабаков, но при большом рычаге все не так уж и сложно.
Еще более простой станок для изготовления торсионов методом холодной ковки в следующем видео.
Видео про самодельные приспособления и станки для холодной ковки
Auto Multi-station Fomer для холодной ковки - это специализированный станок с высокой эффективностью и автоматизацией в кузнечно-прессовом оборудовании. Фомеры холодной ковки используются в качестве важного средства для производства различных видов болтов, винтов, заклепок и гаек в области производства крепежных изделий. Преобразователи также широко используются в различных национальных экономических территориях для производства крепежных изделий и нестандартных нестандартных деталей, таких как авиация, пароход, машины, железнодорожное движение, транспортные средства, мотоциклы, велосипеды, швейные машины, строительство, мебель, легкая промышленность и предметы первой необходимости, и т.п.
Описание продукта (Просто покажите некоторые модели, у нас также есть RBF-134L, RBF134LL, RBF164S, RBF204L, RBF254S)
| Модель | Единица | RBF-64S | RBF-84S | 104S | RBF104L | RBF-134L | |||||||||
| Усилие ковки | кгс | 35.000 | 60.000 | 80.000 | 80.000 | 120.000 | |||||||||
| Макс.отрезанный диам. | мм | 8 | 10 | 12 | 12 | 15 | |||||||||
| Макс. Длина отсечки | мм | 80 | 115 | 135 | 185 | 190 | |||||||||
| Макс. Производительность | шт / мин | 140-210 | 120-180 | 90-140 | 80-130 | 75-110 | |||||||||
| ПКО Ход | мм | 12 | 18 | 20 | 30 | 40 | |||||||||
| К.O. Ход поршня | мм | 70 | 92 | 118 | 160 | 175 | |||||||||
| Ход основного поршня | мм | 110 | 160 | 190 | 262 | 270 | |||||||||
| Мощность главного мотора | кВт | 15 | 22 | 30 | 30 | 37 | |||||||||
| Габаритные размеры. отрезной матрицы | мм | 30x45L | 50x50L | 45x59L | 45x59L | 63x69L | |||||||||
| Общие размеры.штамповки | мм | 40x90L | 45x125L | 53x115L | 53x115L | 60x130L | |||||||||
| Габаритные размеры. основного штампа | мм | 50x85L | 60x130L | 75x135L | 75x185L | 86x190L | |||||||||
| Шаг | мм | 60 | 70 | 90 | 900 900 900 900x110 | 900 900 900 900 110 | 900 900 900 900 110 | 900 900 900 900 110 | 900 900 900 , вес | T | 8 | 14 | 18 | 21 | 28 |
| Применяемый болт диаметром | мм | 3-6 | 5-8 | 6-10 | 6-10 | 8-12.7 | |||||||||
| Длина хвостовика заготовки | мм | 10-65 | 15-90 | 15-110 | 20-152 | 20-160 | |||||||||
9000 Выставка за рубежом:
Если у вас есть какие-либо вопросы, пожалуйста, дайте мне знать!
Ждем Вашего запроса!
ргдс,
леви
,НАЗВАНИЕ
| Модель | M8-120B / C |
| Макс. Длина обрезки (мм) | 120 |
| Макс. Обрезка Dia (мм) | 10 | (мм) | 150 |
| Главный двигатель (кВт) | 5,5 / 0,37 |
| Мощность (шт / мин) | 50-90 |
| Вес (кг) | 4600 |
| Объем (Д * Ш * В) (м³) | 3.4 * 1,5 * 1,5 м |
Функции станка:
(1). Станок относится к станку холодной штамповки, функция первого штамповки и второго штамповки изделий, которая в основном используется для формирования головок шнековых изделий, принцип работы - калибровка линейных материалов, доступ к линиям, отправка материалов на главную пресс-формы, сначала пробивая начальную ковку, а затем пробивая сформированные заготовки, вынимают. Работа выполняется без перебоев, производственная мощность может достигать 150-180 шт. В минуту, что относится к более продвинутым продуктам в современной технологии.
(2). Нарушение различных материалов: обычная сталь, углеродистая сталь, нержавеющая сталь, медь, алюминий, легированная сталь и т. Д. С широкими функциями. (Для нержавеющей стали и легированной стали, они могут нагревать их до соответствующей температуры с помощью нагревателя и могут расстроить.)
Применить:
Станок может производить обычные изделия, такие как обычный саморез, электрический винт, микро -винт, болты с головкой под торцевой ключ, самосверлящий винт, винт с плоской пластиной и т. д. Например, PKO может расстроить другие нестандартные нестандартные металлические и металлические изделия.
Производственный процесс:
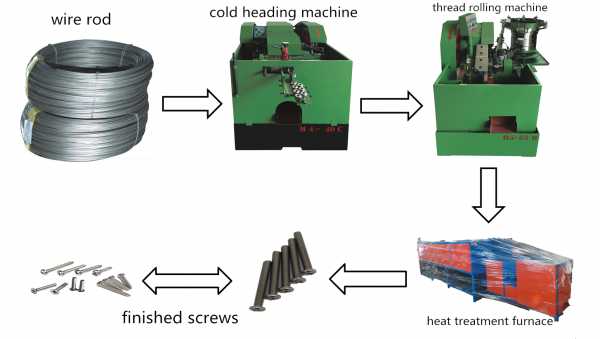
Краткое описание процессов и необходимых машин:
(1). Потяните грубую линию до нужного участка линии. (Машина волочения проволоки)
(2). Отрегулируйте, изготовьте и сформируйте головку винта на станке. (Направляющий винт)
(3) .Заберите зуб на машине для намотки катушки и полностью сформируйте винт (Накатная машина)
(4).Обработайте полуфабрикатный винт при термообработке в соответствии со стандартом (Печь для термообработки)
(5). В соответствии с требованиями, процесс гальванизации и т. Д. (Цинкование машина)
(6). Упаковка и с завода
Готовая продукция:

| опытная команда техническая группа техническая группа
техническая группа техническая группа
техническая команда 2.Обеспечить комплексное линейное решение и технологию 3. Высокое качество станка и пресс-формы 4. Долгий срок службы, меньший объем обслуживания 5. Круглосуточное онлайн-обслуживание и лучшее послепродажное обслуживание |
.
Auto Multi-station Fomer для холодной ковки - это специализированный станок с высокой эффективностью и автоматизацией в кузнечно-прессовом оборудовании. Фомеры холодной ковки используются в качестве важного средства для производства различных видов болтов, винтов, заклепок и гаек в области производства крепежных изделий. Преобразователи также широко используются в различных национальных экономических территориях для производства крепежных изделий и нестандартных нестандартных деталей, таких как авиация, пароход, машины, железнодорожное движение, транспортные средства, мотоциклы, велосипеды, швейные машины, строительство, мебель, легкая промышленность и предметы первой необходимости, и т.п.
Описание
| Модель | Агрегат | RBP-85S | RBP-105S | RBP-135L | RBP-165S | RBP-205L |
| Станция ковки | NO. | 5 | 5 | 5 | 5 | 5 |
| Усилие ковки | кг | 80 | 90 | 130 | 220 | 350 |
| Макс.отрезанный диам. | мм | 10 | 12 | 16 | 23 | 23 |
| Макс. Длина отсечки | мм | 115 | 135 | 190 | 190 | 240 |
| Макс. Производительность | шт / мин | 90-145 | 85-130 | 60-100 | 55-95 | 45-75 |
| ПКО Ход | мм | 25 | 35 | 45 | 45 | 46 |
| К.O. Ход поршня | мм | 92 | 118 | 175 | 178 | 220 |
| Ход главного поршня | мм | 160 | 190 | 270 | 274 | 346 |
| Главный ход поршня Мощность главного мотора | кВт | 22 | 30 | 37 | 55 | 75 |
| Габаритные размеры. отрезной матрицы | мм | 50X50L | 45X59L | 63X69L | 75X100L | 75X120L |
| Общие размеры.штамповки | мм | 45X125L | 53X115L | 60X130L | 75X85L | 90X215L |
| Габаритные размеры. основного штампа | мм | 60X130L | 75X135L | 86X190L | 108X220L | 125X240L |
| Шаг матрицы | мм | 80 | 90 | 900 900 900 900 140 | 900x | T | 17 | 20 | 31 | 52 | 75 |
| Применяемый болт диаметром | мм | 5-8 | 6-10 | 8-12.7 | 10-16 | 12-20 |
| Длина заготовки | мм | 15-90 | 15-110 | 20-160 | 20-160 | 25-200 |
Гарантийное и послепродажное обслуживание:
1. Доступен филиал в Индии;
2. Инженеры могут бесплатно служить в течение одного года;
3. Вызов или обслуживание от двери до двери.
,