Трубогибочный станок для профильной трубы своими руками чертежи
Самодельный профилегиб без токарных работ.
У вас есть знакомый токарь, который сможет выточить валы для трубогиба? Если нет, то эта статья для вас. Предлагаем сделать профилегиб самой простой конструкции без применения токарных работ. Он будет явно не для выставки высоких технологий, но свою функцию по гибки профильных труб в домашних условиях точно выполнит.
Данный трубогиб еще называют профилегиб, так как он в основном предназначен для гибки профильного металла – профильной трубы, швеллера, уголка и полосы. При наличии специальных роликов позволяет гнуть круглые трубы. От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.
 Трубогиб для гибки профильной трубы.
Трубогиб для гибки профильной трубы. 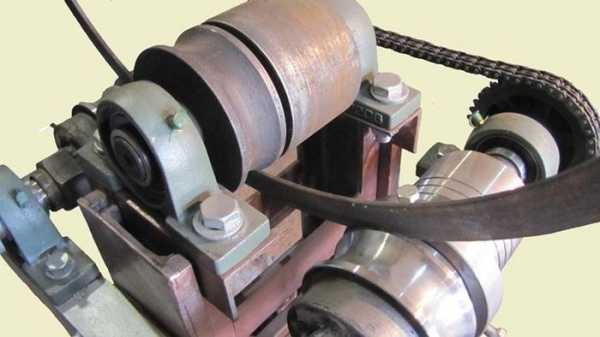 Гибка полосы на ребро.
Гибка полосы на ребро. Важные технические моменты при изготовлении профилегиба.
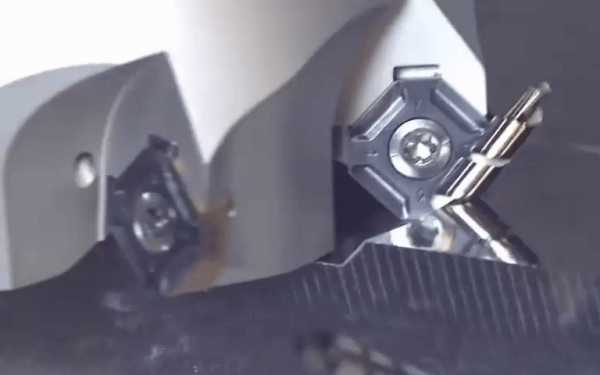
- При гибки профильная труба деформируется, и ее боковые стороны выдавливает наружу. Причем чем меньше радиус гибки, тем больше наблюдается выдавливание боковых стенок трубы. Также на одной из сторон трубы образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на трубе необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки трубы. Чем меньше радиус гибки трубы, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
 Гибка профильной трубы с заломами.
Гибка профильной трубы с заломами. 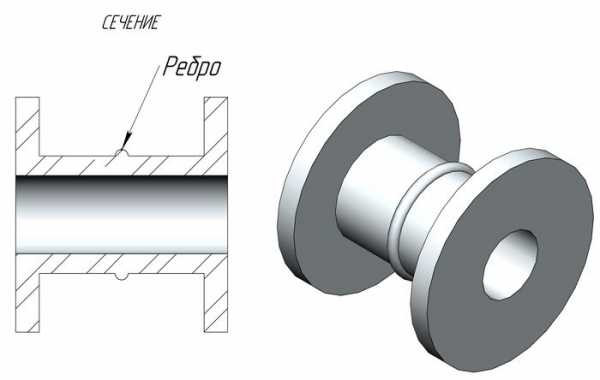 Ролик трубогиба с ребром по центру.
Ролик трубогиба с ребром по центру. - Если гнуть профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время гибки труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.
 Профилегиб.
Профилегиб. - Усилие, которое необходимо приложить, чтобы свести ролики трубогиба и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
- Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на трубогибе, у которого большое расстояние между роликами. По этим причинам ролики на профилегибе делают так, чтобы их можно было переставить.
- Чем меньше диаметр роликов трубогиба, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных трубогибах ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
- Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть профильную трубу больших сечений, то желательно сделать два приводных ролика.
- Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
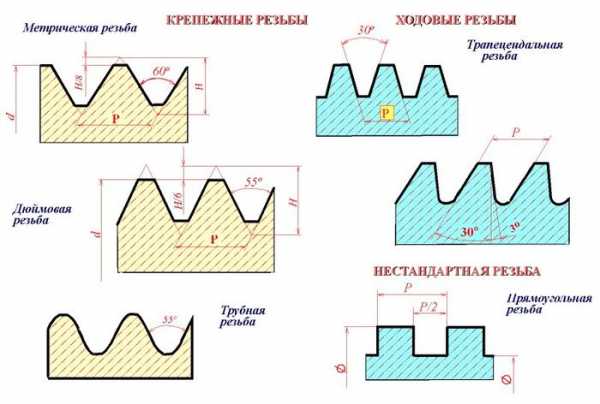 Виды резьбы.
Виды резьбы. - Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и вместо круглой трубы получиться овал.
 Ролик трубогиба для гибки круглой трубы.
Ролик трубогиба для гибки круглой трубы. Как сделать ролики для профилегиба.
Ролики можно изготовить разными способами, даже на первый взгляд самыми необычными. Например, в качестве роликов можно использовать велосипедные ступицы. Такие ступицы не выдержат большие нагрузки, но согнуть трубу сечением 20х40 мм им будет вполне по силам.
 Профилегиб с валами из велосипедных ступиц.
Профилегиб с валами из велосипедных ступиц. В качестве роликов можно использовать обычный лом. Его просто отрезаем в нужную длину и одеваем на такой ролик подшипник подходящего диаметра. Например, лом диаметром 30мм, под него хорошо подойдут подшипники №306 ГОСТ8338-78. Чтобы подшипники не смещались вдоль оси ролика, достаточно капнуть сваркой около обоймы подшипника.
 Вал трубогиба сделанный из лома.
Вал трубогиба сделанный из лома. Ролики можно изготовить из трубы и покупных шайб. На рисунке ниже хорошо видна конструкция ролика.
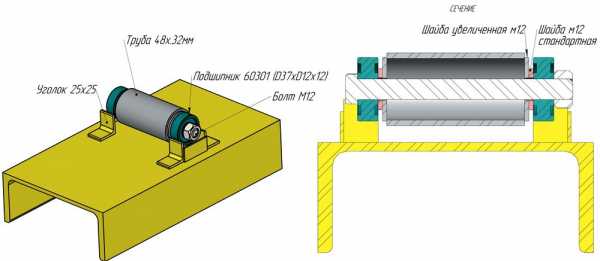 Ролик трубогиба.
Ролик трубогиба. Если у вас нет подходящих шайб, то их можно сделать самостоятельно. Как их сделать смотрите ниже в статье под заголовком “как сделать ролики для гибки профильной трубы методом обкатки” . Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить.
 Ролик профилегиба из трубы, шайб и металлического круга.
Ролик профилегиба из трубы, шайб и металлического круга. Как закрепить подшипники на каркасе профилегиба.
Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.
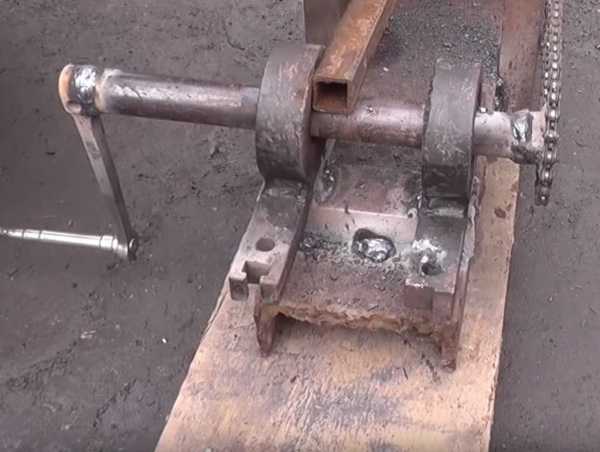
 Профилегиб с переставными роликами.
Профилегиб с переставными роликами.  Трубогиб для гибки профильной трубы.
Трубогиб для гибки профильной трубы.  Профилегиб для гибки профильной трубы.
Профилегиб для гибки профильной трубы.  Трубогиб для гибки профильной трубы.
Трубогиб для гибки профильной трубы.  Трубогиб для гибки профильной трубы.
Трубогиб для гибки профильной трубы.  Каркас профилегиба.
Каркас профилегиба.  Профилегиб сделанный с подшипниками в корпусе.
Профилегиб сделанный с подшипниками в корпусе. Конструктивные особенности профилегибов.
Трубогиб можно сделать практически из любого металлолома. Каркас должен быть достаточно жестким, из чего он будет сделан не важно. В основном его делают из швеллера, так как он достаточно жесткий и имеет широкую поверхность для установки валов трубогиба.
При изготовлении профилегиба нужно отталкиваться от тех материалов, которые есть у вас в наличии.
Один из главных компонентов трубогиба – это силовой узел. Его делают либо из домкрата или из винта с резьбой. Если в наличии есть винт, то можно сделать трубогиб с центральным подвижным роликом. Винт, кстати, можно взять от старого нерабочего домкрата или со струбцины. Винт должен быть мощным, не менее 16мм в диаметре.
Если же есть домкрат, то можно выбирать какой вид профилегиба сделать. Можно сделать трубогиб с крайним подвижным роликом и переламывающейся станиной или с центральным подвижным роликом и крайними неподвижными роликами.
Конструкция в принципе неважна, труба в любом случае будет гнуться. Если есть в наличии звездочки и цепь, например, велосипедные, то имеет смысл соединить два вала цепью и таким образом сделать их оба приводными валами. Это сильно поможет при гибке профильных труб большого сечения, например, 40х60 и больше. Трубы небольшого сечения гнуться хорошо и на одном приводном ролике. Если же ролики проскальзывают при гибке трубы, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться.
Ручку приводного ролика можно сделать из обычной велосипедной педали или сделать круглый штурвал.
Если предполагается гнуть трубу в кольцо, то следует предусмотреть возможность снять верхний ролик, иначе кольцо будет невозможно вынуть из трубогиба.
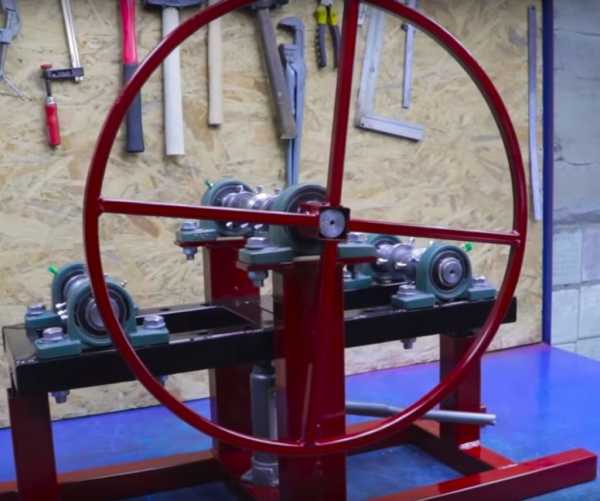 Трубогиб со штурвалом.
Трубогиб со штурвалом. Ниже представлено несколько фотографий с различными конструктивными особенностями.
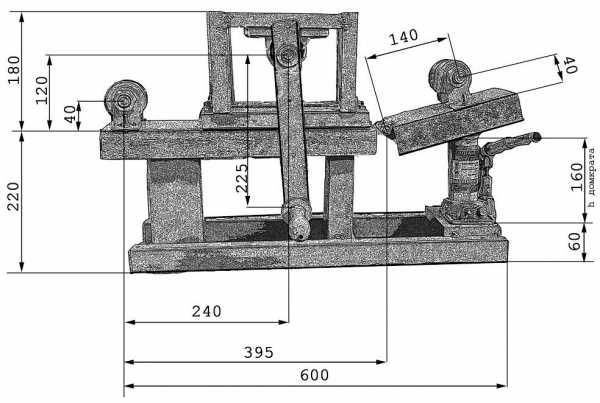 Чертеж профилегиба.
Чертеж профилегиба.  Профилегиб с двумя приводными роликами.
Профилегиб с двумя приводными роликами.  Профилегиб со съемным верхним роликом и подвижным крайним роликом.
Профилегиб со съемным верхним роликом и подвижным крайним роликом.  Профилегиб с переставными роликами.
Профилегиб с переставными роликами.  Профилегиб с домкратом.
Профилегиб с домкратом.  Профилегиб с домкратом.
Профилегиб с домкратом. Как сделать ручной профилегиб с обкатным роликом.
Данный вид трубогиба позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.
 Гибка круглой трубы методом обкатки.
Гибка круглой трубы методом обкатки.  Гибка профильной трубы методом обкатки.
Гибка профильной трубы методом обкатки. 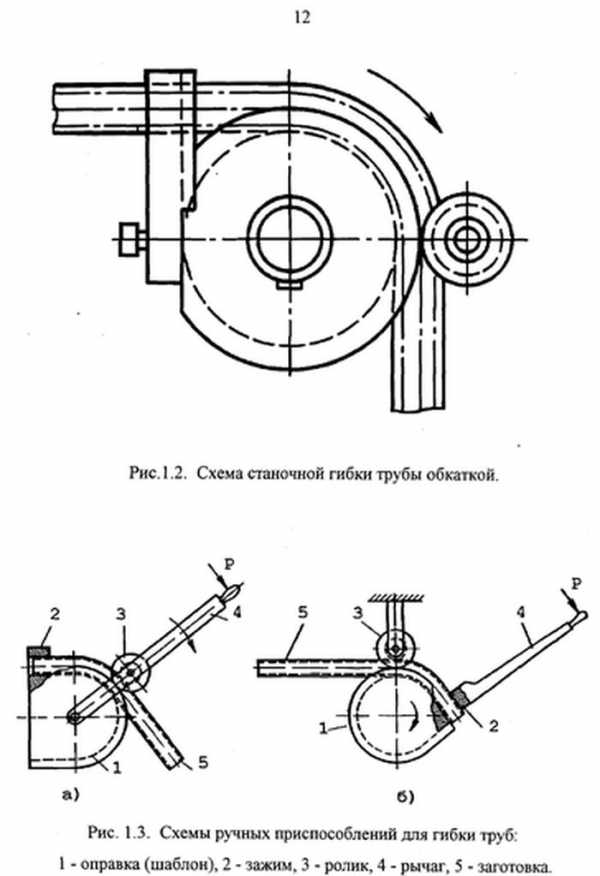 Схема гибки трубы.
Схема гибки трубы. Принцип такого трубогиба основан на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание стенок труб и заломы исключены. Данный трубогиб позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Как сделать ролики для гибки профильной трубы методом обкатки.
Такие ролики довольно легко сделать. Понадобиться листовой металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.
 Сверлим отверстие в заготовке.
Сверлим отверстие в заготовке. 4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.
 Болт вставленный в заготовку.
Болт вставленный в заготовку. 5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.
 Обтачиваем заготовку.
Обтачиваем заготовку. 6. Собираем обработанные заготовки в ролик. Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение. Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
 Ролик для трубогиба из пяти кругов.
Ролик для трубогиба из пяти кругов. Важные моменты при изготовлении трубогиба с обкатным роликом.
В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.
 Трубогиб с отверстиями в кронштейне.
Трубогиб с отверстиями в кронштейне. Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.
Вы скажете зачем этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в начальном положении снижает деформации стенки трубы с наружной стороны сгиба. Другими словами, трубу во время гибки меньше будет вытягивать из зажима и повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.
 Труба с заломами.
Труба с заломами.  Минимальный радиус гибки трубы.
Минимальный радиус гибки трубы. Трубогибочный станок.pdf - скачать бесплатно PDF
Скачать Трубогибочный станок.pdf ...
Отчет по проектуТРУБОПРОВОДНАЯ МАШИНА, представленная при частичном выполнении требований для присуждения степени
Бакалавр технологий в машиностроении Автор: (1) MAYATEET KUMAR (43) (2) MD. ФИРДАУС АНСАРИ (44) (3) МОХАММАД ХАССААН (45) (4) НАСИМУЛ ХОДА (49) Под ценным руководством Амит Мина Асст. Профессор
ФАКУЛЬТЕТ МАШИНОСТРОЕНИЯ ИНЖЕНЕРНОГО И ТЕХНОЛОГИЧЕСКОГО УНИВЕРСИТЕТА ГУРУКУЛ КАНГРИ, ХАРИДВАР, УТТАРАХАНД НОЯБРЬ 2014 ГОДА.
СЕРТИФИКАТ
Настоящим удостоверяется, что MD.FIRDAUS ANSARI, NASIMUL HODA, MOHAMMAD HASSAAN и MAYATEET KUMAR представляют отчет о проекте, озаглавленный «МАШИНА ДЛЯ ИЗГИБОВ ТРУБЫ», при частичном выполнении требований для получения степени бакалавра. Технологии в машиностроении инженерно-технологического факультета Университета Гурукула Кангри в Уттаракханде - это отчет о добросовестной работе, выполненной ими под руководством и контролем. Результаты, воплощенные в этом проекте, не были представлены ни одному другому университету или институту для присуждения какой-либо степени или диплома.
г-н Санджив Кумар Ламба
г-н Амит Мина
HOD, Машиностроение
Asst. Проф. Машиностроение
GKV, Харидвар
GKV, Харидвар.
AKNOWLEDGEMENT
Мы с огромным удовольствием и удовлетворением представляем нашу первую попытку получить практический опыт в форме проектной работы. Есть много людей, которые помогли нам в успешном завершении нашего проекта. Мы хотели бы воспользоваться этой возможностью, чтобы поблагодарить всех и каждого.Прежде всего, мы хотели бы выразить нашу искреннюю благодарность нашему декану доктору Р. Каушику за то, что он обеспечил благоприятную атмосферу для выполнения нашей проектной работы. Мы хотели бы выразить сердечную благодарность г-ну САНДЖЕВУ ЛАМБХА, начальнику отдела машиностроения, за их руководство и поддержку, которые они оказывали на протяжении всей работы над проектом. Мы хотели бы выразить нашу благодарность г-ну AMIT MEENA, который руководил нами и поддерживал нас в завершении проекта.
ноябрь 2014
MD.Фирдаус Ансари Насимул Хода Майатит Кумар Мохаммад Хассаан
РЕЗЮМЕ Машиностроение без производства и изготовления бессмысленно. Процесс производства и изготовления связан с преобразованием сырья в готовую продукцию в соответствии с требуемым размером, спецификацией и эффективным использованием новейших технологий. Новые разработки и требования вдохновили нас задуматься о новых улучшениях в области производства. В нашем проекте трубогибочный станок с помощью этого станка изгибают трубы различных диаметров и получают различные формы, такие как v-образная, круглая, квадратная, канальная и т. Д.Он широко используется в различных промышленных операциях, таких как сгибание трубы для изготовления рулона или листового металла для придания определенной формы, например, формы "V".
СОДЕРЖАНИЕ Содержание
Страница №
Список рисунков …………………………………………………………………. ……… ..II ГЛАВА 1 ……… …………………………………………………………………….1. ВВЕДЕНИЕ……………………………………………………… …… ... ……… 1 1.1 Обзор ……………………………………………………………………… ...… .1 1.2 Необходимость в трубогибочной машине ……………………………
.Уведомления:
1. Пожалуйста, купите товар, прежде чем связаться со мной, потому что ограничение веса большого количества товаров, мы не можем доставить морским транспортом CIF или FOB доставка торговым способом. Мы предоставляем оптовые услуги, Пожалуйста, прежде чем решили купить товар Обязательно свяжитесь со мной.
2. Если вы выберете «способ доставки продавца», мы организуем доставку по морю и доставим в ближайший морской порт.
3. У нас также есть другие машины большей вместимости, пожалуйста, свяжитесь с нами, если они вам нужны.
Технические характеристики трубогибочного станка DW50CNC-2A-1S:
| 1, Технический: холодная гибка |
| 2, Электрика: Франция Schneider |
| 3, Система: Япония Mitsubishi |
| 4, Гидравлические детали: Япония Юкен |
Основные характеристики машины:
| 1, с использованием микрокомпьютерного управления, автоматический изгиб; |
| 2, Безопасность: кнопка аварийной остановки на гибочном рычаге; |
| 3, Диалоговое управление, легко изучать и понимать; |
| 4, Скорость гипотезы разбиения, высокая точность изгиба труб до t o ± 0.1 °; |
| 5,16 групп трубогибочной информации, все углы работы образуют единое целое; |
| 6, оправка автоматически входит и выходит, экономя много времени; |
| 7, Подходит для гибки стальной трубы, трубы из нержавеющей стали, медной трубы, алюминиевой трубы и т.д .; |
| 8, Может установить вспомогательную нажимную головку, функцию низкого возвратного сердечника, может изгибать тонкие трубы; |
| 9, Специальное оснащение: специальная форма, доска против морщин, установка вспомогательного толчка и т. Д. |
Технические данные:
| Основные технические характеристики | DW50CNC-2A-1S | |
| Максимальная грузоподъемность | ø50mmX3mm | |
| Макс. Радиус изгиба | R250mm | Мин. радиусПо диаметру трубы |
| Макс. степень изгиба | 190 ° | |
| Макс. длина подачи | 3000 мм | |
| Скорость изгиба | Макс. 85 ° / с | |
| Скорость вращения | Макс. 200 ° / с | |
| Скорость подачи | М топор 1000мм / с | |
| Точность изгиба | ± 0.1 ° | |
| Точность вращения | ± 0,1 ° | |
| Точность подачи | ± 0,1 мм | |
| Метод изгиба | Гидравлический изгиб (2А) Сервоизгиб (3А) | |
| Роторный серводвигатель мощность | 750 Вт | |
| Мощность сервомотора питания | 1 кВт | |
| Мощность двигателя | 5.5 кВт | |
| Макс. Давление масла | 12Mpa | |
| Вес машины | 2500 кг | |
| Размер машины | 5000X1300X1500 мм |
У нас также есть другие модели труб
.Уведомления:
1. Пожалуйста, свяжитесь с нами, если вы хотите получить лучшую цену. Наш контакт находится внизу.
2. Мы отправляем товар во все страны, пожалуйста, свяжитесь с нами для уточнения стоимости доставки с вашим адресом и почтовым индексом.
3. У нас также есть другие машины большей вместимости, пожалуйста, свяжитесь с нами, если они вам нужны.
CLD имеет хорошую цену на трубогибочный станок DW63NC, используемый в трубной промышленности

Описание продукта
Характеристики полуавтоматического трубогибочного станка DW63NC:
| 1, автоматическая гибочная часть |
| 2 , Оснащенный гидравлической системой - экономичный способ |
| 3, стабильная производительность |
| 4, простота в эксплуатации |
| 5, экономичная машина |
Основные характеристики машины:
| 1, работает от блока управления ЧПУ, импортные электрические и гидравлические элементы. |
| 2, показ английского и разговорная операция. |
| 3, он может регулировать скорость в каждом изгибе и высокая точность изгиба. |
| Может быть сохранено 4,16 групп информации об изгибе. Несколько углов могут быть закончены один раз. |
| 5, Ножные переключатели с функциями автоматического запуска, аварийного останова и возобновления. Безопасность высокая. |
| 6, Изящный дизайн гибочной головки делает пространство для гибки большим. |
| 7, Подходящие материалы: стальная труба, труба из нержавеющей стали, медная труба, алюминиевая труба и другие. |
Технические данные:
| Основные технические характеристики | DW63NC |
| Макс. Способность изгиба | & Oslash; 63mmx4mm |
| Макс. Радиус изгиба | R350mm |
| Макс. Макс. | 190 & deg; |
| Макс. Эффективное расстояние оправки | 2600 мм |
| Система управления | ЧПУ |
| Макс. Колено изгиба трубы | 16 |
| Макс. Хранимые секции | 16x16 |
| Мощность двигателя | 7.5Kw |
| Макс. Гидравлическое давление | 12Mpa |
| Вместимость масляного бака | 220L |
| Измерение | 3500x750x1100mm |
| Вес машины | 1550Kg |
У нас также есть другие модели трубогибочный станок, такой как DW50NC, DW63NC, DW75NC, DW89NC, DW100NC ... ПОЖАЛУЙСТА, отправьте нам свое требование, мы процитируем соответственно.

.