Выбор режимов резания для станков с чпу
Обрабатываемый материал | Тип работы | Тип фрезы | Частота, об/мин | Подача (XY), мм/сек | Подача (Z), мм/сек | Примечание |
Акрил | V-гравировка | V-образный гравер d=32 мм., A=90, 60 град., T=0.2 мм | До 18000 | 5 | 1-2 | По 5 мм за проход. |
Раскрой Выборка | Фреза спиральная 1-заходная d=3.175 мм или 6 мм | До 18000 | 15 |
5-6 | Встречное фрезерование. Не более 3 мм за проход. Желательно использовать СОЖ. | |
ПВХ до 10 мм | Раскрой Выборка | Фреза спиральная 1-заходная d=3.175 мм или 6 мм | 18000-24000 | 10-20 | 5-6 | Встречное фрезерование. |
Двухслойный пластик | Гравировка | Конический гравер, плоский гравер | 18000-24000 | 15-20 | 5-6 | По 0.3-0,5 мм за проход. Шаг не более 50% от пятна контакта (T). |
Композит | Раскрой | Фреза спиральная 1-заходная d=3.175 мм или 6 мм | 15000-18000 | 10-12 | 1-2 | Встречное фрезерование. |
Дерево ДСП | Раскрой Выборка | Фреза спиральная 1-заходная d=3.175 мм или 6 мм | 18000-22000 | 10-15 | 2-3 | Встречное фрезерование. По 5 мм за проход (подбирать, чтобы не обугливалось при резке поперек слоев). |
Фреза спиральная 2-заходная компрессионная d=6 мм | 20000-21000 | 15-17 | 3-4 | Не более 10 мм за проход. | ||
Гравировка | Фреза спиральная 2-заходная круглая d=3.175 мм | До 15000 | 10 | 2-3 |
Не более 5 мм за проход. | |
Конический гравер d=3.175 мм или 6 мм | 18000-24000 | 15-20 | 5-6 | Не более 5 мм за проход (в зависимости от угла заточки и пятна контакта). Шаг не более 50% от пятна контакта (T). | ||
V-гравировка | V-образный гравер d=32 мм., A=90, 60 град., T=0.2 мм | До 15000 | 10-12 | 2-3 | Не более 3 мм за проход. | |
МДФ | Раскрой Выборка | Фреза спиральная 1-заходная с удалением стружки вниз d=6 мм | 20000-21000 | 15-17 | 3-4 | Не более 10 мм за проход. При выборке шаг не более 45% от d. |
Фреза спиральная 2-заходная компрессионная d=6 мм | 20000-21000 | 18-20 | 4-5 | Не более 10 мм за проход. | ||
Латунь ЛС 59 Л-63 Бронза БрАЖ | Раскрой фрезеровка | Фреза спиральная 2-заходная d=2 мм | 15000 | 12 | 1-2 | По 0,5 мм за проход. Желательно использовать СОЖ. |
Гравировка | Конический гравер A=90, 60, 45, 30 град. | До 24000 | 4 | 1-2 | По 0.3 мм за проход. Шаг не более 50% от пятна контакта (T). Желательно использовать СОЖ. | |
Дюралюминий, Д16, АД31 | Раскрой фрезеровка | Фреза спиральная 1-заходная d=3.175 мм или 6 мм | 15000-18000 | 12-20 | 1-2 | По 0,2-0,5 мм за проход. Желательно использовать СОЖ. |
Магний | Гравировка | Конический гравер A=90, 60, 45, 30 град. | 12000-15000 | 12 | 2-3 | По 0,5 мм за проход. Шаг не более 50% от пятна контакта (T). |
Советы по выбору инструмента для станков с ЧПУ
Вот советы по выбору инструмента с ЧПУ от механика с ЧПУ, которые помогут вам в выборе инструмента для станков с ЧПУ для ваших компонентов в мастерской с ЧПУ.
Советы по выбору инструмента с ЧПУ
Подбор инструмента для обработки с ЧПУ - это искусство, так как станок с ЧПУ может выполнять самые разнообразные операции, такие как токарная обработка резьбы с резьбонарезным профилем или дуговая обработка.
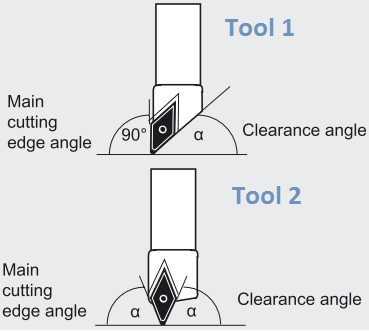
См. «Инструмент 1» на изображении. Если вы провели некоторое время в мастерской с ЧПУ, вы внезапно скажете: о! Это тип инструмента, который в основном используется в станках с ЧПУ.Конечно, это универсальный станок с ЧПУ. Этот инструмент можно использовать для
- Токарная обработка
- Облицовка
- Обработка канавок (небольшая нарезка канавок, только если это позволяет угол зазора)
- Токарная обработка
- Дуговая обработка
Теперь посмотрите «Инструмент 2», этот тип инструмента не широко используется. Какие операции обработки может выполнять этот инструмент
Выбор инструмента для ЧПУ для обработки на станках с ЧПУ
- Токарная обработка
- Обработка канавок
- Токарная обработка
- Дуговая обработка
В чем разница, которую может делать «Инструмент 1», но «Инструмент 2» не может справиться с облицовкой, вот и все.Если это единственное отличие, то почему «Инструмент 1» широко используется, тогда «Инструмент 2». На самом деле основной угол режущей кромки составляет . Без сомнения, «Инструмент 2» очень хорошо подходит для прямого токарного станка, мы можем делать еще большие и глубокие разрезы, если диаметр обработки никогда не меняется, но если вы попробуете крутой конус (обработка от меньшего диаметра до большего диаметра) во время обработки тогда этот инструмент не подходит. С другой стороны, «Инструмент 1» делает поворот конуса радостью. То же самое относится к обработке профиля или дуги (если дуга крутая).
Примечание это все мои собственные мысли, у вас может быть другое мнение. Но все это случилось со мной сегодня, я просто попытался обработать большую дугу с помощью «Инструмента 2», и он отказался (завершение работы не было удовлетворительным, и инструмент издавал звук, поскольку он трут, не поворачивается). Операция, которую я хотел сделать, была такой: я хотел обработать дугу с начальным диаметром 40 мм и конечным диаметром 98 мм с длиной дуги 150 мм и радиусом дуги 600 мм, а материал компонента - среднеуглеродистая сталь.И «Инструмент 2» действительно очень хорошо работал, когда я просто применял его к прямому диаметру поворота.
Режимы работы ЧПУ - Helman CNC
от Helman Jr.
У каждого станка с ЧПУ есть пара режимов, или я называю это стандартными режимами работы, такими как автоматический режим, режим одиночного блока, MDI (ручной ввод данных) и режим толчкового режима, и там будет больше режимов, но в основном это будут станки с ЧПУ или специальные режимы управления ЧПУ.
Режимы работы ЧПУ Режим Jog Режим MDI Автоматический режим Режим одиночного блока
Позволяет узнать, что представляют собой эти режимы ЧПУ и что они делают.
Станок с ЧПУJog Mode
Станок с ЧПУРежим Jog является одним из наиболее часто используемых режимов ЧПУ.Режим толчкового режима в основном используется для перемещения каретки станка с ЧПУ (или скольжения станка с ЧПУ), например, перемещения оси станка с ЧПУ, например Ось X Ось Z. Эти перемещения оси могут осуществляться с помощью специальных клавиш для оси или посредством станка с ЧПУ с ручным колесом .
Режим ЧПУ станка с ЧПУ или режим MDA
Режим станка с ЧПУ Режим MDI (ручной ввод данных) или режим MDA (ручной ввод данных автоматически) можно назвать полуавтоматическим режимом. Режим cnc MDI или MDA в основном используется для индексирования инструментов или для выполнения одного блока кода cnc (на некоторых моделях cnc, таких как sinumerik 840D, вы можете выполнять многоблочную программу cnc в режиме MDA).M-коды с ЧПУ могут выполняться в режиме MDI или MDA. Вы даже можете повернуть шпиндель станка с ЧПУ до определенного числа оборотов в режиме MDI или MDA.
Станок с ЧПУ, режим одиночного блока
Программа ЧПУ состоит из программных блоков с ЧПУ . Программные блоки cnc нумеруются, например, N10, N20, N30 и т. Д. В режиме одиночного блока станка с ЧПУ, когда вы нажимаете кнопку цикла пуска на панели управления станка с ЧПУ , будет выполнен только один кадр программы ЧПУ, и каретка станка салазок или станка с ЧПУ остановится, или вы можете сказать, что подача режущего инструмента с ЧПУ будет приостановлена, но помните, что это не означает, что станок с ЧПУ полностью останавливается, будет удерживаться только движение оси станка с ЧПУ, и все другие функции, такие как coolent , будут продолжать течь, а шпиндель будет продолжать вращаться.Короче говоря, режим одиночного блока станка с ЧПУ не повлияет на вращение шпинделя станка, но он будет удерживать подачу инструмента только после выполнения программного блока ЧПУ. И если вы снова нажмете кнопку запуска цикла, будет выполнен следующий программный блок программы ЧПУ, и машина снова будет удерживаться после завершения этого кадра.
Автоматический станок с ЧПУ или автоматический режим
Вы редко встретите станок с ЧПУ производства из Автоматический режим станка с ЧПУ .Наиболее часто используемый режим на станке с ЧПУ (на некоторых элементах управления, таких как Sinumerik 840D, панель управления станка имеет клавишу настройки, которая при выключении станка будет работать только в автоматическом режиме, и вы не сможете изменять режимы). В автоматическом режиме станка с ЧПУ при нажатии кнопки цикла запуска на панели управления станка будет выполнена вся программа ЧПУ. Для работы станка с ЧПУ в автоматическом режиме на некоторых станках с ЧПУ, например, на , необходимо закрыть защитную дверцу станка с ЧПУ .
Программирование ЧПУдля станков с ЧПУ
Программирование ЧПУне так сложно освоить и освоить, особенно программирование станков с ЧПУ для токарных станков с ЧПУ. Потому что токарные станки с ЧПУ имеют только две оси для работы с осью X и Z.
Программирование ЧПУ для станков с ЧПУ
Ось X токарного станка с ЧПУ контролирует диаметр детали.
Ось Z токарного станка с ЧПУ контролирует длину компонента.
Чтобы научиться программировать с чпу, вам лучше начать с простых программных чертежей.
Вот несколько основных примеров программирования с ЧПУ.
Чтобы запустить программирование с ЧПУ для токарного станка с ЧПУ, процесс находится под.
Сначала необходимо вызвать подходящий режущий инструмент для обработки. Этот шаг зависит от станка с ЧПУ, но при управлении ЧПУ Fanuc вы будете использовать следующую команду программирования с ЧПУ,
T5 или T0505
Теперь загрузите значение рабочей смены, следующие команды программирования с ЧПУ используются для загрузки рабочей смены,
G10, G54
Повернуть главный шпиндель токарного станка с чпу.Команда программирования ЧПУ для вращения главного шпинделя находится под,
G97 S1000
Приведенная выше команда программирования ЧПУ не заставит шпиндель вращаться, это на самом деле только скажет станку с ЧПУ, что я хочу вращать главный шпиндель со скоростью 1000 об / мин. В минуту),
, но для фактического вращения на шпиндель вы должны дать другую команду программирования ЧПУ, или М-код, или М-функцию, чтобы сказать станку с ЧПУ, что нужно вращать шпиндель в CW (вращение по часовой стрелке) или CCW (вращение против часовой стрелки) ,
M03 (вращать шпиндель в направлении по часовой стрелке) M04 (вращать шпиндель в направлении против часовой стрелки) M05 (Останов шпинделя)
Чтобы включить охлаждающую жидкость станка с ЧПУ, чтобы наша вставка инструмента и компонент не могли нагреваться, необходимо включить охлаждающую жидкость, команды программирования ЧПУ или функции M соответствуют
M08 (охлаждающая жидкость НА) M09 (охлаждающая жидкость выключена)
Теперь самое время переместить инструмент, для перемещения инструмента есть несколько команд программирования (G-коды) с ЧПУ.
Чтобы перемещать инструмент с быстрой подачей или словами с ЧПУ, мы говорим это «Быстрый ход». Инструмент, который мы будем использовать, следуя команде программирования ЧПУ или G-коду,
G00 X... Z ...
Значения X и Z с G00 являются координатами пункта назначения для инструмента.
Для перемещения инструмента с контрольной подачей или для линейного перемещения инструмента мы будем использовать следующую команду программирования ЧПУ или G-код,
G01 X ... Z ... F ...
X и Z значения с G01 являются координатами пункта назначения по осям X и Z. Значение F - это подача инструмента. Это может быть G95 (подача на оборот).
Для обработки дуговой или круговой интерполяции на компоненте используются следующие команды программирования ЧПУ или G-коды,
G02 X... Z ... R ... G03 X ... Z ... R ...
G02 G-код программирования ЧПУ используется для программирования дуги по часовой стрелке, а G-код G03 используется для программирования дуги против часовой стрелки. Значения X и Z являются координатами пункта назначения, а R - радиусом дуги.
Таким образом, вы завершите все программы ЧПУ.
Чтобы завершить программу cnc, вы будете использовать следующую команду программирования cnc или M-код,
M30
M30 Завершить программу cnc и подвести курсор к ее запуску.