Шпиндель на станке это
Шпиндель станка: типы, принцип работы, устройство
Производственное оборудование получило весьма широкое распространение, так как за счет механизации процесса существенно повышается качество получаемого результата, снижается его стоимость, а также ускоряется процедура. Довольно большое распространение получило понятие шпинделя. Шпиндель станка устанавливается для фиксации инструментов, а также заготовок. Бытовой вариант исполнения напоминает фрезерный станок или дрель. Подробное описание того, что такое шпиндель во многом позволяет определить его предназначение и многие другие свойства. Рассмотрим особенности конструкции подробнее.

Устройство и характеристики
Практически все конструкции шпинделя схожи, однако технические характеристики могут существенно отличаться. Особенностями можно назвать нижеприведенные моменты:
- Роторный вал фиксируется в корпусе за счет подшипника качения. При этом могут применяться самые различные варианты исполнения подшипника качения, некоторые характеризуются повышенной устойчивостью к вибрации, другие обходятся намного дешевле. Большая часть оборудования предусматривает подачу смазывающего вещества в зону скольжения. За счет этого существенно повышается ресурс работы, а также снижается степень нагрева всего механизма.
- Главное вращательное движение передается от асинхронного двигателя, который также монтируется в корпусе. Подобный механизм питается от электричества, может работать от напряжения 220 В или 380 В. На протяжении длительного периода проводилась установка исключительно трехфазного варианта исполнения, так как он характеризовался большей мощностью и устойчивостью к возникающей нагрузке. Однако через некоторое время появились более современные конструкции моделей на 220 В, которые позволили ставить оборудование в бытовых условиях.
- Не стоит забывать о том, что шпинделю передается вращательное движение. При этом оно может передаваться напрямую или через различный привод, каждый характеризуется своими определенным особенностями. Примером можно назвать клиноременную передачу, представленную сочетанием шкивов различного диаметра и ремня с определенным профилем. За счет натяжения ремень может передавать существенное усилие, в случае превышения допустимого показателя ремень начинает проскальзывать и исключается вероятность повреждения основных элементов. для передачи особых свойств проводится установка зубчатых колес, в некоторых случаях есть возможность провести их замену.
- На валу находятся зажимы цангового типа. За счет подобной конструкции обеспечивается крепление инструмента с определенным диаметром хвостовика. Стоит учитывать, что не всем инструменты могут быть зафиксированы в подобном устройстве. В случае, когда фиксация проводится по внешней цилиндрической поверхности обеспечить высокую степень надежности практически невозможно. Именно поэтому инструменты изготавливают со специальными хвостовиками, которые исключают вероятность осевого смещения.
- Довольно большое количество вариантов исполнения имеет систему охлаждения. Она может быть воздушного или жидкого типа. Стоит учитывать, что только при обеспечении надлежащего охлаждения можно эксплуатировать устройство на протяжении длительного периода.
- Сложное устройство шпинделя станков с ЧПУ. Это связано с тем, что подобные фрезерные станки характеризуется повышенной точностью в работе, а также большой сложностью по причине применения блока числового программного управления. Устройство с ЧПУ может быть подвижным и работать в автоматическом режиме, то есть выполнять сжатие детали без участия оператора. Часто встречается гидравлический привод, который характеризуется относительно невысокой стоимостью и возможностью передачи большого усилия. Электрические более точные и характеризуются большой скоростью срабатывания.
- Рассматривая характеристики шпинделя следует уделить внимание максимальной и минимальной скорости вращения. Она наиболее актуальна для устройства, которое предназначено для фиксации заготовки.
Стоит учитывать, что стандартный ряд частот вращения во многом зависит не от устройства и где находится шпиндель, а от особенностей механизма привода. Производители фрезерных станков указывают стандартные значения частоты вращения шпинделя или диапазон. Некоторые устройства позволяют проводить плавную регулировку параметров. Также есть шпиндельный привод, который классифицируется по достаточно большому количеству признаков.
Принцип работы
Работа практически всех станков основана на использовании режущих инструментов. Классическая конструкция шпинделя позволяет проводить надежное крепление инструмента в скоростном или силовом режиме.
Рассматривая особенности шпинделя станка скоростного типа следует уделить внимание тому, что его предназначение заключается в срезании небольшого слоя металла с поверхности заготовки.
Ключевыми особенностями подобного процесса можно назвать следующее:
- Есть возможность существенно повысить показатель производительности, для чего выбирается большая скорость резания. Стоит учитывать, что практически во всех случаях проводится составление технологической карты, в которой и указываются основные параметры: подача, скорость резания и некоторые другие.
- Подобный вариант исполнения шпинделя получил широкое распространение в случае финишного точения или фрезерования на станке. Именно поэтому требуется устройство повышенной мощности.
- В большинстве случаев для передачи вращения устанавливается асинхронный двигатель повышенной мощности. Изменить частоту вращения можно за счет зубчатой или ременной передачи.
- Некоторые конструкции напрямую соединены с валом устанавливаемого электрического двигателя, все промежуточные элементы отсутствуют. В подобном случае слишком большое усилие может стать причиной перегрузки мотора. Однако, отсутствие промежуточного элемента позволяет существенно уменьшить размер инструмента. Поэтому в электрических инструментах установленный двигатель напрямую связан со шпинделем.
Рассматривая принцип работы следует уделить внимание тому, что силовые и скоростные конструкции также имеют различный принцип работы. Силовые установки характеризуются следующими особенностями:
- Устанавливаются специальные переходные втулки конической формы, которые выступают в качестве переходника. Они изготавливаются самыми различными производителями, существенно повышают степень крепления устройства. Втулки подбираются в зависимости от особенностей хвостовика инструмента.
- При установке инструмента хвостовик фиксируется непосредственно во втулке, после чего в отверстии шпинделя. За счет этого обеспечивается равномерное распределение возникающей нагрузки.
Сегодня вал шпинделя токарного станка не соединяется напрямую с мотором. Это связано с тем, что возникающая переменная нагрузка может привести к повреждению электрического двигателя. Чаще всего устанавливается клиноременная передача или комплект шестерен. За счет этого обеспечиваются наиболее безопасные условия эксплуатации.
Применение шпинделя
Используется подобное устройство при создании самого различного оборудования и инструментов. Как ранее было отмечено, назначение заключается в фиксации инструментов и деталей. Область применения может быть существенно расширена за счет применения различной оснастки. Среди особенностей отметим следующее:
- Все электрооборудование производится при применении шпинделя. Оно используется для непосредственной фиксации различных насадок.
- Фрезерные станки получили весьма широкое распространение. Это связано с тем, что при применении фрезерного станка можно получить корпусные детали различного типа.
- Шпиндель можно встретить и как отдельный узел других станков, к примеру, токарной группы. Предназначение в этом случае заключается в фиксации проката для его обработки.

Ключевыми особенностями механизма можно назвать то, что оно обеспечивает надежное крепление инструмента и деталей даже при высокой осевой скорости и вращении.
Классификация шпинделей
Выделяют несколько различных типов рассматриваемого устройства, все виды шпинделей станков фрезерной группы характеризуются своим определенными особенностями. Основными видами можно назвать:
- Коллекторные получили весьма широкое распространение при изготовлении фрезерных станков, которые предназначены для гравировки и ювелирной обработки. Чаще всего в эту группу относится устройство с цангой высокоскоростного типа. Резка мягких сплавов может проходить при применении версии цанги ER11 на станке различных групп.
- Высокоскоростные варианты исполнения чаще встречаются в конструкции фрезерных станков. Именно высокоскоростной шпиндель позволяет существенно расширить возможности фрезерных станков с числовым программы управлением.
- В отдельную групп также относится конструкция, способная подавать охлаждающую жидкость в зону обработки. За счет этого существенно снижается температура в зоне резания, поэтому можно существенно повысить показатель производительности.
- Крепление фрезы станков осуществляется за счет цанги, которая также дополняется гайками. При изготовлении цанги применяется металл с повышенной твердостью.
- В продаже встречается продукция европейских и китайских происхождения. Дешевле всего обходится именно продукция китайских производителей. Они применяют подшипники из керамики, которые могут выдерживать существенную нагрузку.

На современном рынке доступно довольно большое количество различных шпинделей, которые могут устанавливаться на фрезерных станках. При этом классификация проводится по типу применяемой системы охлаждения, способу фиксации режущего инструмента и заготовки. Вариант исполнения с мощностью около 0,8 кВт может применяться для обработки небольших изделий, а также выполнения гравировки. Анкерный вариант исполнения распространен в меньшей степени, но все может применяться при в определенных случаях.
Как выбрать шпиндель?
Есть довольно много рекомендаций, касающихся непосредственного выбора шпинделя для фрезерного станка. Стоит учитывать тот момент, что шпиндель токарного станка существенно отличается, так как его предназначение заключается в креплении заготовки. Основными рекомендациями назовем нижеприведенные моменты:
- Для начала рассматривается то, какая нагрузка будет оказываться на хвостовую часть. При этом не стоит забывать о том, что выделяют два различных типа нагрузки: осевая и центробежная. В случае, когда за один проход будет сниматься большой слой металла следует выбирать механизм с большей устойчивостью к нагрузке.
- Еще одним критерием выбора можно назвать количество оборотов, при котором будет работать оборудование. Этот показатель указывается в инструкции по эксплуатации всех фрезерных станков и электрического инструмента.
- Габаритные размеры также имеют важное значение. От этого зависит минимальный и максимальный диаметр устанавливаемого инструмента.
- Важным моментом является то, какая фирма занимается выпуском устройства для станка. От этого зависит качество сборки, длительность эксплуатации, основные эксплуатационные характеристики.
- Некоторые производители фрезерных станков также указывают то, какой шпиндель подходит в большей степени. Рекомендуется следовать рекомендациям по выбору, так как указываемый механизм подходит в большей степени.
Как правило, рассматриваемые устройства выполнены в универсальном виде. За счет этого есть возможность подобрать самый подходящий вариант исполнения для самых различных фрезерных станков.
В заключение отметим, что шпиндель является сложной конструкцией, которая предназначена для фиксации различных элементом на момент работы.
Именно поэтому его выбору следует уделять довольно много внимания, так как некачественная и ненадежная конструкция не сможет прослужить в течение длительного периода. Следует уделять внимание и правильности установки, так как допущенные ошибки могут стать причиной появления самых различных дефектов.
Двухшпиндельный
×
Результаты поиска
Веб-страницы
изображений
-
- <
- 1
- >
- машины
-
Вертикальные мельницы- Вертикальные фрезы
- VF Series
- Универсальные машины
- VR Series
- Мини Миллс
- Формовочные машины Серия
- Drill / Tap / Mill
- Инструментальные фрезы
- Компактные мельницы
-
Методы токарной обработки шпинделя
Токарная обработка может быть очень увлекательной, но я знаю, что некоторые деревообрабатывающие компании пугаются перспективой того, что кусок дерева вращается против инструмента при высоких оборотах. Эта статья поможет вам преодолеть некоторые из этих проблем и, мы надеемся, поможет вам обратиться к. Он проведет вас через безопасное крепление шпинделей на токарном станке и покажет вам основные методы резки с уникальной «точки зрения токарного станка» на фотографиях.

Знай игроков. Прежде чем приступить к установке шпинделя на токарном станке, убедитесь, что вы понимаете свою машину. Передняя бабка является приводной частью машины и содержит двигатель и регулятор скорости. Очень важно, чтобы вы были знакомы с управлением скоростью, чтобы ваши обороты были безопасными. Цилиндрический центр (также называемый приводным центром) подходит для передней бабки и зацепляет ваши заготовки.
Задняя бабка удерживает центр хвоста, как правило, живой центр (то есть имеет подшипники и спины вместе со шпинделем) и поддерживает конец вашей работы.Подставка для инструмента может перемещаться вверх и вниз по основанию токарного станка, и это то, на чем стоят ваши долота токарного станка, когда вы поворачиваете.
 Фото 1. Сани - это просто 45-градусная колыбель, в которой можно отдохнуть, заглушив.
Фото 1. Сани - это просто 45-градусная колыбель, в которой можно отдохнуть, заглушив. Магазинный джиг помогает. Прежде чем вбивать центр шпоры в концевое зерно шпинделя, вы должны сделать рельефные разрезы. Один из самых простых способов сделать это - использовать ленточную пилу на простых санях.
Сани - это просто 45-градусная колыбель, в которой вы можете оставить свою заглушку (Фото 1).Сделайте это, сделав два разреза под углом 45 градусов на столешнице. Джиг, показанный здесь, был вырезан из 2 х 4.
 Фото 2. Сделайте два разреза, по одному с каждого угла.
Фото 2. Сделайте два разреза, по одному с каждого угла. Положите заготовку шпинделя в подставку и сделайте два разреза, по одному с каждого угла (фото 2). Если у вас нет ленточной пилы, вы можете сделать рельефные надрезы, держа заготовку вертикально в тисках и делая надрезы ручной пилой.
 Фото 3. С помощью молотка вбейте центр ответвления в рельефные прорези.
Фото 3. С помощью молотка вбейте центр ответвления в рельефные прорези. Подготовка бланка. Если ваша шпиндельная заготовка 3 ″. x 3 ″ или больше, вы должны отрезать углы перед установкой заготовки на токарном станке. Вы можете сделать эти надрезы на ленточной пиле, используя свою 45-градусную колыбель. Используя молоток, протолкните центр шпоры в рельефные разрезы (фото 3). Никогда не используйте стальной молоток для этого, иначе вы будете заострять конец приводного центра. Сделайте этот шаг на твердой рабочей поверхности, чтобы вы могли достаточно сильно ударить по центру шпоры, чтобы он полностью вошел в конечное зерно.После того, как вы вкрутите шпиндельный центр внутрь, вы можете вытащить его назад, чтобы упростить монтаж шпинделя на токарном станке.
 Фото 4. Дамплируйте центральную точку с помощью нуля.
Фото 4. Дамплируйте центральную точку с помощью нуля. На конце заготовки отметьте центр, рисуя линии из угла в угол, используя прямой край. Дамплируйте центральную точку, используя шило-царапину (фото 4).
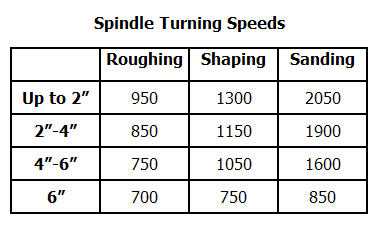 Переезд на токарный станок. Прежде чем приступить к работе на токарном станке, убедитесь, что вы работаете на нужной скорости.Держите эту таблицу под рукой и используйте ее. Черновая обработка - это первый шаг, когда вы делаете круг. Формирование - это следующий шаг, на котором вы добавляете детали к шпинделю. Наконец, шлифование, ну, шлифование. Каждый шаг требует изменения скорости.
Переезд на токарный станок. Прежде чем приступить к работе на токарном станке, убедитесь, что вы работаете на нужной скорости.Держите эту таблицу под рукой и используйте ее. Черновая обработка - это первый шаг, когда вы делаете круг. Формирование - это следующий шаг, на котором вы добавляете детали к шпинделю. Наконец, шлифование, ну, шлифование. Каждый шаг требует изменения скорости.  Фото 5. Вставьте центральный отвод в переднюю бабку.
Фото 5. Вставьте центральный отвод в переднюю бабку. Вставьте шпоры в центр бабки. Конус в центре шпоры зафиксирует его на месте (фото 5).
 Фото 6.
Фото 6. Поместите живой центр в углубление, которое вы сделали в конце заготовки (Фото 6).
 , фото 7. Продвиньте шпиндель к центру шпоры, пока шпоры не войдут в рельефные прорези.
, фото 7. Продвиньте шпиндель к центру шпоры, пока шпоры не войдут в рельефные прорези. Используя маховик на задней бабке, продвиньте шпиндель к центру шпоры, пока шпоры не войдут в разгрузочные прорези (фото 7). Не перетягивайте маховик, но убедитесь, что он надежно затянут. Когда вы работаете, вам, вероятно, придется снова затягивать маховик, так как волокна конечного зерна немного «расслабляются».
 Фото 8.
Фото 8. Установите высоту опоры инструмента так, чтобы она была немного ниже центральной оси шпинделя (фото 8).
 Фото 9.
Фото 9. Поднесите упор инструмента как можно ближе к шпинделю, не касаясь его шпинделем (фото 9). Обязательно поверните шпиндель рукой, чтобы убедиться, что он очищает остальное со всех сторон.
Еще несколько правил безопасности. В дополнение к ограничению скорости есть еще несколько законов токарного станка, которым вы должны следовать. Рукава должны быть выше локтей. Сними любые украшения. И носить защитную маску. При шлифовании нужно надевать респиратор для защиты легких. Убедитесь, что ваши инструменты острые. Унылые долота более опасны, чем острые.
 Фото 10а. Начните с одного конца и уберите углы.
Фото 10а. Начните с одного конца и уберите углы. Изготовление порезов. Закончив настройку шпинделя и станка, вы готовы рубить дрова.Используя шпиндельную канавку и удерживая долото примерно параллельно полу, осторожно пронзите кончик долота вращающимся шпинделем. Начните с одного конца и снимите углы (фото 10а).
 Фото 10б. Сделайте каждый проход немного длиннее, работая «под уклон» от необработанного дерева до оцилиндрованного дерева.
Фото 10б. Сделайте каждый проход немного длиннее, работая «под уклон» от необработанного дерева до оцилиндрованного дерева. Сделайте каждый проход немного длиннее, работая «под уклон» от необработанного дерева до оцилиндрованного дерева (фото 10b). Поворот требует только легкого прикосновения к долоту.Если ваши костяшки побелели, вы слишком усердно работаете. Продолжайте работать, пока все углы не будут выключены, а шпиндель закруглен.
 Фото 11. Переместите упор инструмента, когда цилиндр закруглен.
Фото 11. Переместите упор инструмента, когда цилиндр закруглен. После того, как цилиндр был закруглен, вам необходимо переместить упор инструмента внутрь (Фото 11).
 , фото 12. Прямой край перекоса - хороший способ выпрямить вещи и получить однородный цилиндр.
, фото 12. Прямой край перекоса - хороший способ выпрямить вещи и получить однородный цилиндр. После того, как шпиндель полностью закруглен от конца к концу, используйте перекос, чтобы выровнять его, работая из центра наружу.Стрела оставит много высоких и низких пятен. Прямой край перекоса - хороший способ выправить вещи и получить однородный цилиндр. Переместите перекос в указанном направлении, не допуская проникновения ни одного из углов перекоса (фото 12). Это потребует некоторой практики, но даст хорошие результаты, как только вы все сделаете правильно. Как только правый конец шпинделя выровняется, переверните перекос и, работая от центра влево, повторите разрезы на другом конце.
 Фото 13.Сделайте карандашные линии на цилиндре, указывая, где вы будете резать бухты.
Фото 13.Сделайте карандашные линии на цилиндре, указывая, где вы будете резать бухты. Бусы и бухты. Теперь вы готовы к формированию. Вот где вы справляетесь с бисером и бухтами. Сделайте серию карандашных линий на цилиндре, указывая, где вы будете резать бухты (фото 13).
 Фото 14. Ширина вашей строжки будет определять ширину вашего покрытия. Чем шире твой выдолбленный, тем шире твоя бухта.
Фото 14. Ширина вашей строжки будет определять ширину вашего покрытия. Чем шире твой выдолбленный, тем шире твоя бухта. Бухта проста. Все, что вы делаете, это делаете вогнутую поверхность, которая почти совпадает с формой кончика вашего шпинделя, путем зондирования долота в шпиндель (фото 14).Широкая стрела сделает широкую бухту.
 Фото 15. Более узкие выемки прорезают более глубокую бухту.
Фото 15. Более узкие выемки прорезают более глубокую бухту. Более узкая выемка позволит вам вырезать узкие и глубокие бухты (фото 15).
 Фото 16а. Сократите время шлифования путем резки под уклон, от большего диаметра цилиндра до меньшего диаметра в нижней части бухты.
Фото 16а. Сократите время шлифования путем резки под уклон, от большего диаметра цилиндра до меньшего диаметра в нижней части бухты.  Фото 16б. Вырезать слева и справа, чтобы разрезы встретились на дне бухты.
Фото 16б. Вырезать слева и справа, чтобы разрезы встретились на дне бухты. Вы получите лучшую поверхность внутри своих бухт (что означает меньше шлифования), обрезая под уклон, от большого диаметра цилиндра до меньшего диаметра в нижней части бухты. Вырезать слева и справа, чтобы разрезы встречались в нижней части бухты (фото 16а и 16b).
 Фото 17. При резке валика инструмент должен быть направлен в том направлении, в котором вы хотите, чтобы валик сформировался.
Фото 17. При резке валика инструмент должен быть направлен в том направлении, в котором вы хотите, чтобы валик сформировался. Выделите еще несколько линий, которые вы можете использовать для резки бисера.Бусы - это выпуклые поверхности. Начните с определения точки перекоса в линии карандаша на левой стороне бусинки (фото 17). Режущая кромка инструмента должна быть направлена в том направлении, в котором вы хотите сформировать валик. Сформируйте половину борта, повернув рукоятку вправо, не позволяя кончику долота двигаться в поперечном направлении.
 , фото 18.
, фото 18. Закончите рукоятью зубила под углом 90 градусов к оси шпинделя (Фото 18).
 Фото 19а.
Фото 19а. Повторите процесс для правой стороны борта (фото 19a и 19b).
 Фото 19б.
Фото 19б. Превращение требует практики. Срезы, которые вы делаете, сделаны от руки, и вам понадобится время, чтобы освоить движения. Запланируйте установку и превращение некоторых тренировочных заготовок, которые являются ничем иным, как разжиганием, когда вы закончите. Предупреждение! поворот вызывает привыкание. Как только вы освоитесь с этим, вы будете искать шансы сделать чипсы в своем магазине.
Какие токарные изделия вы бы хотели увидеть? Напишите нам по адресу [email protected] и дайте нам знать!
Фотографий Автор
,Детали фрезерного станка и их функции
Основные детали фрезерования Машина дана:
Основа машины серый чугунное литье точно обрабатывается на его верхней и нижней поверхностях и служит член фонда для всех остальных частей, которые опираются на него. Он несет колонна на одном конце. В некоторых машинах бейдж выдолблен и работает как резервуар для смазочно-охлаждающей жидкости.
Колонна основная поддерживающая рамка установлена вертикально на баж.Колонна коробчатой формы. Сильно ребристый внутри и дома все приводные механизмы для подачи шпинделя и стола. Передняя вертикальная поверхность колонны точно обработана и имеет с ласточкиным хвостом направляющими способами поддержки колена. Вершина колонны закончена держать за руку, которая простирается наружу в передней части машины.
Колено жесткое серого утюга литье, которое скользит вверх и вниз по вертикальному пути грани колонны. регулировка высоты осуществляется с помощью подъемного винта на основании, которое также поддерживает колено.В колене находится механизм подачи стола, а в различные элементы управления, чтобы управлять им. Верхняя поверхность колена формируется скользящим способом для седло для обеспечения поперечного перемещения стола.
Седло расположено сверху колена, которое скользит по направляющим, установленным точно под углом 90 к лицевой стороне колонны. Винт поперечной подачи в верхней части колена входит в зацепление с гайкой нижней части Седло, чтобы переместить его горизонтально, рукой или силой, чтобы применить поперечную подачу. Вершина Седло аккуратно обработано для обеспечения направляющих путей к столу.
Стол отдыха на путях на седло и продольно продвигается. Вершина стола точно закончена и Т-образные пазы предназначены для закрепления работы и других приспособлений на ней. Свинец винт под столом зацепляет гайку на седле для перемещения стола горизонтально рукой или силой. Продольное перемещение стола может быть ограничивается фиксацией поездки собаки на стороне стола. В универсальных машинах, стол также может быть повернут горизонтально. Для этого таблица установлен на круглом каркасе, который в свою очередь установлен на седле. круговая пластинка градуируется по степени.
Свисающий рычаг установлен на верх колонны выходит за границу колонны и служит опорой подшипника может быть предоставлен ближе к резцу. Может быть более одной опоры подшипника предусмотрено для беседки.
Передняя распорка - это дополнительная опора, которая устанавливается между колено и плечо для обеспечения дополнительной жесткости к оправке и колену. передняя скоба имеет прорези для регулировки высоты колена по отношению к над рукой.
-
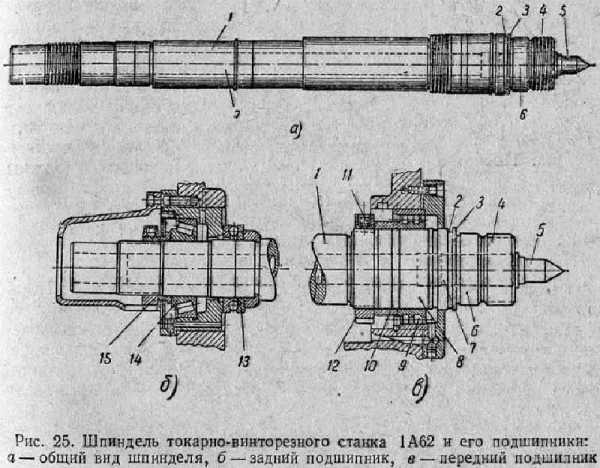
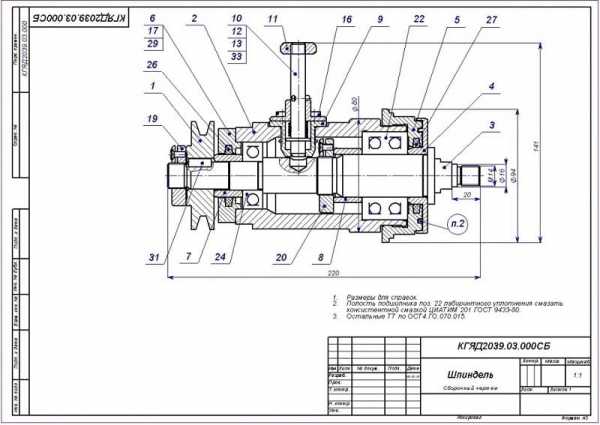
шпиндель
шпинделя станка находится в верхней части колонны и получает питание от двигателя через ремни, шестерни и сцепления и передать его в беседку переднего конца шпиндель просто проецируется с лицевой стороны колонны, и он снабжен коническое отверстие, в которое могут быть вставлены различные режущие инструменты и оправки. Точность обработки металла резцом зависит, прежде всего, от точности, прочность и жесткость шпинделя.
-
Беседка
Беседка считается продолжением шпинделя станка, на котором резцы надежно установлены и вращаются. Беседки изготавливаются с коническими хвостовиками для правильного выравнивания со шпинделями станка, имеющими конус дыра в носу. Конический хвостовик беседки соответствует конусу Морзе или Самовосстанавливающийся конус, значение которого составляет 7:24. Беседка может поддерживаться на самом дальнем конце от нависающей руки или может быть консольного типа, который называется заглушка.