Главная » Разное » Работа с ручным фрезерным станком по дереву
Работа с ручным фрезерным станком по дереву
Работа ручным фрезером по дереву, примеры работы с фото
При наличии фрезерного станка реально упрощаются работы по врезке петель, формированию сложных отверстий, выемок, резьбы по дереву и т.д. Но это совсем не означает, что необходимо иметь профессиональное и дорогое оборудование: достаточно иметь простое ручное приспособление.
Единственное, что нужно – это уметь элементарно обращаться с деревом и пользоваться электроинструментами. Кроме этого, нужно иметь желание, иначе без этого никогда не будет результата. Те, у кого желания поработать нет, те просто покупают мебель или нанимают мастеров, чтобы, например, установить новую дверь и врезать замки. Любая работа, тем более с электроинструментом требует определенных знаний, и особенно техники безопасности.
Зачем нужен фрезерный станок?
Фрезерное устройство предназначается для обработки как дерева, так и металла. С его помощью, удается формировать углубления или отверстия любой конфигурации. Это позволяет сильно упростить такие задачи, как врезка петель и врезка замков. Сделать это с помощью стамески и электродрели не так-то и просто, да и времени на это уходит много.
Различают стационарные фрезерные приспособления и переносные (ручные). Ручные электрофрезы считаются универсальными приспособлениями, с помощью которых, при наличии насадок, возможно выполнение операций различного назначения, достаточно лишь изменить положение детали, по отношению к устройству или наоборот.
Стационарные устройства применяются на заводах или фабриках, где налажено массовое производство изделий из дерева или металла. В таких условиях, режущая насадка располагается неподвижно, а обрабатываемая деталь перемещается по нужной траектории. При использовании ручного инструмента наоборот деталь закрепляют неподвижно и лишь потом ее обрабатывают, хотя имеются детали, которые требуют фиксации ручного инструмента. В конструкции это предусмотрено, поэтому, она и считается более универсальной. Это особенно актуально, когда нужно обработать большое количество деталей, а использовать стационарный станок не представляется возможным.
Самодельный фрезеровальный станок – горизонтальная платформа с отверстием по центру, снизу к которой крепится ручное приспособление.
Встречается немало видов фрезеровальных станков, но для применения дома или для открытия своего дела, больше подойдут универсальные модели. Как правило, они комплектуются набором фрез и различных приспособлений для выполнения различного рода операций. Единственное, что при наличии ручного фрезера на простые операции может уйти гораздо больше времени, чем при использовании стационарного станка.
При помощи ручного фрезеровального устройства возможно:
Сделать пазы или выемки произвольной формы (фигурные, прямоугольные, комбинированные).
Просверлить сквозные и не сквозные отверстия.
Обработать торцы и кромки любой конфигурации.
Вырезать сложные по форме детали.
Осуществить нанесение рисунков или узоров на поверхность деталей.
Произвести копирование деталей, если необходимо.
Копирование деталей – одна из функций любого электрического фрезеровального станка.
Наличие подобных функций позволяет упростить производство однотипной мебели или изготовление одинаковых деталей, не связанных с производством мебели. Это одно из основных достоинств этого инструмента. Как правило, для производства однотипных деталей приходится устанавливать копировальные станки, которые предназначены для выполнения только одной операции, что не всегда выгодно, особенно в условиях малых предприятий.
Начало работы и уход за инструментом
Чтобы понять, как работает данное устройство, следует ознакомиться с основными его деталями и их назначением.
Состав и назначение основных узлов
Ручное фрезерное приспособление состоит из металлического корпуса и мотора, который находится в этом же корпусе. Из корпуса выступает вал, на который одеваются различные цанги, служащие переходниками. Они позволяют устанавливать фрезы различной величины. В цангу вставляется непосредственно фреза, которая фиксируется специальным болтом или кнопкой, что предусмотрено на некоторых моделях.
Основные элементы ручного фрезерного устройства и их предназначение.
В конструкции фрезерного приспособления предусмотрена металлическая платформа, которая имеет жесткое соединение с корпусом. Крепится она к корпусу посредством двух штанг. С внешней стороны плита имеет гладкое покрытие, обеспечивающее плавность движения в процессе работы.
Ручное фрезерное приспособление имеет некоторые характеристики, настройка которых осуществляется:
За счет ручки и шкалы настройки глубины фрезерования. Настройка осуществляется с шагом 1/10 мм.
За счет регулировки скорости вращения фрезы.
На начальных этапах, когда происходит освоение инструмента, лучше пробовать работать на малых или средних оборотах. Хотя следует всегда помнить, что чем больше обороты, тем качественнее работа. Особенно, если это касается ответственных, видимых участков, которые невозможно замаскировать.
Кроме этих рычагов имеется еще кнопка включения и выключения изделия, а также кнопка блокировки. Эти элементы считаются основными, обеспечивающими качественное и безопасное выполнение работ. Здесь же имеется еще и параллельный упор, который способствует удобству в работе. Он может быть жестко закрепленным или с возможностью регулировки сдвига рабочей области, по направлению от центра.
Уход за ручным фрезерным устройством
Обычно, заводское изделие попадает в руки человека испытанным и смазанным, так что дополнительных, каких-то мероприятий проводить не следует. Лишь в процессе его эксплуатации нужно следить за его чистотой и исправностью. При этом, его следует регулярно очищать от пыли и менять смазку, если в паспорте так написано. Особенно смазка необходима для движущихся частей. Как вариант, можно использовать аэрозольные смазки, но можно обойтись и обычными, типа «Литол». Не рекомендуется использование густых смазок, так как за них липнет стружка и пыль. Если применяются аэрозольные смазки, то от подобного фактора можно избавиться.
Смазки так же требует подошва – гладкая часть корпуса. Регулярное смазывание обеспечит нужную плавность движения.
Несмотря на это купленную вещь обязательно следует проверить на качество сборки и наличие смазки.
К сожалению, не все производители, а особенно отечественные, заботятся о качестве сборки. Бывают случаи, когда после первых же часов работы у изделия отвинчиваются шурупы или винты, так как они не были затянуты соответствующим образом.
Регулировка скорости вращения
Работа любого инструмента связана с определенными условиями, связанными, в первую очередь, с характером обрабатываемого материала. Это может быть фанера, композитный материал или обычная древесина. В зависимости от этого и выставляется скорость вращения на электроприборе. Как правило, в техническом паспорте всегда указываются параметры работы устройства, в зависимости от технических характеристик и характеристик обрабатываемых поверхностей, а также используемых фрез.
Показатели скоростей обработок при применении различных фрез.
Фиксация фрезы
Первое, с чего начинается работа, это установка и закрепление фрезы. При этом, следует придерживаться основного правила – все работы выполняются при вынутой вилке шнура из розетки.
Фреза устанавливается по определенным меткам, а если они отсутствуют, то на глубину не меньше ѕ длины самой фрезы. Как установить фрезу на конкретную модель, можно узнать из инструкции, которая в обязательном порядке должна присутствовать в технических документах на устройство. Дело в том, что каждая модель может иметь свои конструкционные особенности и рассказать об этом в статье не представляется возможным.
Установка фрезы на устройство перед началом работ.
Имеются модели как простые, так и более «продвинутые», как говорят. У некоторых моделях имеется кнопка блокировки вращения вала, что облегчает процесс установки фрезы. Некоторые, особенно дорогие модели, оборудованы трещетками. Так что описать конкретно процесс установки фрезы не получится, да и не имеет смысла, так как каждый, кто знаком с работой подобных устройств, разберется в момент.
Регулировка глубины фрезерования
У каждой модели предусмотрена своя, наибольшая глубина фрезеровки. При этом, не всегда требуется именно максимальная глубина, а определенная глубина, которая выставляется перед работой. Даже в том случае, если требуется максимальная глубина, то, чтобы не перегружать устройство, процесс фрезеровки разбивают на несколько этапов, ступенями изменяя глубину фрезеровки. Для регулировки предусмотрены специальные упоры – ограничители. Конструктивно они выполнены в виде диска, расположенного под штангой, на котором закреплены упоры различной длины. Количество таких ножек может быть от трех до семи, причем это не означает, что чем их больше, тем лучше. Лучше, если имеется возможность подстройки каждой из ножек, даже если их число минимальное. Чтобы закрепить этот упор в оптимальном положении, следует воспользоваться фиксатором, в виде флажка.
Процесс регулировки глубины фрезерования выглядит следующим образом:
Таким образом, заготовка выфрезеруется на заданную глубину.
На качественных дорогостоящих моделях имеется колесико точной подстройки глубины фрезерования.
С помощью этого колесика можно без нарушения предыдущей настройки более точно выставить глубину.
Это колесико (на фото выше зеленого цвета) позволяет корректировать глубину в не значительных пределах.
Фрезы для ручного фрезерного инструмента
Фреза – это режущий инструмент, который может иметь замысловатую по форме режущую кромку. Как правило, все фрезы рассчитаны на вращательные движения, поэтому имеют цилиндрическую форму. Такую же форму имеет и хвостовик фрезы, который зажимается в цанге. Некоторые фрезы оборудованы упорным роликом, благодаря чему расстояние между режущей поверхностью и обрабатываемым материалом остается постоянным.
Фрезы изготавливаются только из качественных металлов и их сплавов. Если требуется обработать мягкие породы древесины, то сгодятся фрезы HSS, а если требуется обработать твердое дерево, то лучше использовать фрезы из более твердых сплавов HM.
Каждая фреза имеет свои технические характеристики, которые обеспечивают ей качественную и долгую работу. Основной показатель – это максимальная скорость ее вращения, которую никогда не стоит завышать, иначе ее поломка неизбежна. Если фреза затупилась, то самостоятельно не следует пытаться ее заточить. Заточка фрез осуществляется на специальном, дорогостоящем оборудовании. Ведь нужно не только заточить фрезу, но и сохранить ее форму, что не менее, важно. Поэтому, если фреза, по каким-то причинам затупилась, то дешевле будет купить новую.
Самые ходовые фрезы
Имеются фрезы, которые используются в работе чаще других. Например:
Пазовые формы предназначены для создания углублений в произвольном месте заготовки.
Различают фрезы простые, монолитные, сделанные из цельного фрагмента металла, а есть наборные. Наборные фрезы состоят из хвостовика, который служит основой для набора режущих элементов. Подбирая режущие плоскости и устанавливая их на хвостовик, применяя шайбы различной толщины, можно сформировать произвольный рельеф на поверхности заготовки.
Наборная фреза – это комплект из режущих поверхностей и шайб, что позволяет собрать фрезу нужной формы.
На самом деле фрез очень много и это лишь небольшая доля того, что выпускается. Все фрезы отличаются диаметром хвостовика, диаметром режущих поверхностей, их высотой, расположением ножей и т.д. Что касается ручного фрезеровального оборудования, то достаточно иметь набор из пяти самых ходовых фрез. Если необходимо, то их в любое время можно докупить.
Правила работы с ручным фрезерным инструментом
Работа с электроинструментом требует особых правил, тем более, когда имеются быстро вращающиеся элементы. Кроме этого, в результате работы образуется стружка, которая разлетается во все стороны. Несмотря на то, что большинство моделей оборудованы защитным щитком, это не защищает в полной мере от потока стружки. Поэтому, работать с таким инструментом лучше в защитных очках.
На фото представлена модель, где подключается пылесос для отвода стружки.
Общие требования
Если выполнять основные требования безопасной работы с электрическим ручным фрезером, то конечный результат порадует качеством работы и безопасным исходом. Вот эти условия:
Требования не очень сложные и вполне выполнимые, а игнорировать их, значит подвергать себя опасности. И еще одно, не менее важное – это умение держать в руках фрезерный инструмент и чувствовать, как он работает. Если чувствуются серьезные вибрации, то нужно остановиться и проанализировать причины. Возможно, что фреза затупилась или попался сучок. Иногда требуется правильно установить скорость вращения фрезы. Здесь можно поэкспериментировать: или добавить обороты или их уменьшить.
Обработка кромок: использование шаблонов
Обработку кромки деревянной доски лучше осуществлять на рейсмусе. Если такой возможности нет, то можно воспользоваться и ручным фрезером, хотя это займет некоторое время. Эти работы проводятся как без шаблона, так и с шаблоном. Если навыки отсутствуют или их совсем мало, то лучше воспользоваться шаблоном. Для обработки кромок применяются прямые кромочные фрезы, как с одним подшипником в конце режущей части, так и с подшипником в начале (см. фото).
Фрезы для обработки кромок.
За шаблон можно взять уже обработанную доску или другой, ровный предмет. Причем длина шаблона должна быть больше длины обрабатываемой детали, как вначале, так и в конце обрабатываемой заготовки. Это позволит избежать неровностей вначале кромки и в ее конце. Здесь самое главное, чтобы шаблон или предмет, выполняющий роль шаблона имел гладкую и ровную поверхность. К тому же его толщина не должна быть большей зазора, находящегося между подшипником и режущей частью.
Ширина детали меньше длины режущей части
При этом, чем длиннее режущая часть, тем труднее работать с инструментом, поскольку требуется больше усилий. В связи с этим, лучше начинать работы фрезами, у которых средняя длина режущей части. Принцип работы при обработке кромки следующий:
Шаблон крепится так, чтобы он находился на нужной высоте и имел ровную горизонтальную поверхность.
Шаблон крепко монтируется к столу или другой поверхности.
Фрезу с роликом устанавливают так, чтобы ролик перемещался по шаблону, а фреза (режущая часть) по обрабатываемой детали. Для этого производят все необходимые манипуляции с шаблоном, заготовкой и инструментом.
Фреза устанавливается в рабочее положение и зажимается.
После этого инструмент включается и передвигается по шаблону. При этом следует определиться со скоростью перемещения, которая определяется глубиной обработки.
Фрезерный агрегат можно как толкать, так и тянуть: кому как удобно.
После первого прохода следует остановиться и оценить качество работы. Если необходимо, то можно осуществить еще один проход, отрегулировав положение инструмента. Если качество удовлетворительное, то струбцины снимают, освобождая обрабатываемую деталь.
С помощью такого подхода удается снять четверть по кромке или в какой-то из ее частей. Это делается за счет установки режущей кромки так, чтобы она уходила на необходимую глубину в деталь.
Четверть, снятая на мебельном фасаде.
Если заменить фрезу на фигурную и сместить направляющую, а также воспользоваться упором, реально нанести на деталь продольный рисунок (на фото ниже).
Нанесение на заготовку продольного фигурного рисунка.
Если применять подобную технику фрезерования (с шаблоном), то можно легко освоить технику работы с деревом вообще. По истечении некоторого времени можно отказаться от шаблонов, так как их установка отнимает много полезного времени.
Как сделать ровную кромку без шаблона: без опыта здесь не обойтись.
Ширина детали больше длины режущей части
Довольно часто толщина обрабатываемой детали больше длины режущей части фрезы. В данном случае поступают следующим образом:
После первого прохода шаблон снимается и осуществляется еще один проход. В данном случае шаблоном будет служить уже обработанная часть. Для этого, подшипник направляется по обработанной поверхности. Если режущей части опять не хватало, то придется осуществить еще один проход.
Для окончательной обработки следует взять фрезу с подшипником на конце, а обрабатываемую деталь нужно перевернуть верхом к низу, после чего она закрепляется струбцинами. В результате, подшипник будет перемещаться по обработанной поверхности. Такой подход позволяет обрабатывать толстые детали.
Подшипник направляется по обработанной поверхности, а режущая кромка обрабатывает оставшуюся часть заготовки.
Для того, чтобы освоить работу ручного фрезерного инструмента, потребуется много черновых заготовок, которых не жалко потом выбросить. Ни у кого, с первого раза, ничего не получалось. Чтобы что-то вышло, необходимо упорно тренироваться.
Получение различных фигурных кромок
Если требуется фигурная кромка, что скорее всего нужно, то сначала обращают внимание на состояние этой кромки. Если она неровная, то ее придется выровнять и лишь потом приступать к формированию фигурной кромки, подобрав соответствующую фрезу.
Округлая кромка.
Подготавливать поверхность нужно для того, чтобы фреза не скопировала кривизну, по которой будет перемещаться ролик. В данном случае, нужна последовательность действий, иначе позитивного результата не получится.
Если требуется обработать откровенно криволинейную поверхность, то без шаблона здесь никак не обойтись. Его можно вырезать из фанеры, толщиной около 10-ти мм, нанеся предварительно рисунок и выпилив шаблон электролобзиком. Край шаблона необходимо довести до идеального состояния ручным фрезером.
Нанесение рисунка на фанеру.
Чтобы выфрезеровать криволинейную кромку, сначала используют фрезер без шаблона, осуществляя так называемую грубую обработку. После этого закрепляется шаблон, и заготовка обрабатывается окончательно. Если имеются места, где нужно много снимать материала фрезой, то эти места можно выпилить лобзиком.
Видео-уроки по работе c ручным фрезером
Когда нужно устанавливать двери, то приходится врезать петли. В основном, эти работы выполняются с помощью стамески и молотка, а вот как это сделать, воспользовавшись ручным фрезером – можно ознакомиться на этом видео.
Работа с фрезером. Как сделать паз для доборов и петель фрезером
Watch this video on YouTube
Следующее видео рассчитано на тех, кто желает сделать фрезерный станок из остатков фанеры или ламината.
А это видео будет полезно всем, хотя оно на английском языке. Но это не главное, главное то, что можно визуально оценить мастерство тех, кто работает с ручным фрезером.
фабрика поставляет деревянные двери дизайн ручной деревообрабатывающий / фрезерный станок с чпу | |
1.0002 Linear 1 0005 1.0005 Linear 1: 5000 Оси Y (ось Y управляются двумя двигателями) и оси Z (винтовая передача) используются для обеспечения высокой точности и стабильной работы, а также для поддержки тяжелого веса.Автоматическая система подачи смазки гарантирует простоту регулярного технического обслуживания.
2. Превосходный мощный шпиндель водяного охлаждения может продолжать работать при низком уровне шума, обеспечивая стабильность для длительной работы.
3. Функция памяти точек останова позволяет станку продолжать незаконченную работу после рабочей смены или несчастных случаев, таких как поломка инструмента.
4. Совместим со многими программами CAD / CAM, такими как Type3, Artcam, Castmate, Wentai и т. Д.
5. Контроллер ЧПУ обеспечивает простую и удобную работу, что позволяет конечным пользователям быстро ознакомиться с работой станка. ,
Технический параметр
Модель
LXM1325
Рабочая зона: (X Y Z)
1300 × 2500 × 200 мм
Размер таблицы (Ш × В)
1550 × 2950 мм
Разрешение
<0.003мм
Точность резания
± 0,03 / 300мм
Точность позиционирования
± 0,01 мм
Система осей
(X Y) и ведущая шестерня / линейный подшипник направляющей Hiwin
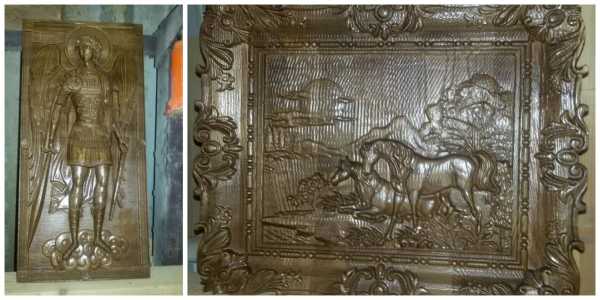
Волновая плита, прекрасный рисунок, антикварная мебель, деревянная дверь, ширма, ремесленная створка, композитные ворота, двери шкафа, межкомнатные двери, ножки дивана, изголовья и т. Д.
2. Рекламная индустрия
Вывески; Логотип; Жетоны; Табло; Доска объявлений для встреч; Рекламный щит
Рекламная продукция, изготовление вывесок, акриловая гравировка и резка, изготовление кристаллов, изготовление бластеров и изготовление других рекламных материалов.
3. Индустрия литья под давлением
Скульптура из меди, алюминия, железа и других металлических форм, а также из искусственного мрамора, песка, пластиковых листов, труб из ПВХ и других неметаллических форм.
4. Художественные работы и украшения
ремесла по дереву; подарочная коробка; шкатулка для драгоценностей
5. Прочее
Рельефная скульптура и 3D гравюра и Цилиндрический предмет.
1.Доставка и упаковка:
Как правило, мы позаботимся о ваших упаковках машин, как на картинках.
Сначала наш работник позаботится о чистоте вашей машины перед упаковкой, затем добавит эластичную пленку для всей машины и запасные части для надежной защиты. Наконец, мы изготовим стандартную упаковку из прочной фанеры в соответствии с вашими потребностями.
2. Гарантия:
24 месяца на всю машину.В течение 24 месяцев при нормальном использовании и обслуживании, если что-то не так с машиной, вы получите запасную часть бесплатно. Из 12 месяцев вы получите запчасти по себестоимости. Вы также получите техническую поддержку и обслуживание на протяжении всей жизни.
3. Техническая поддержка:
1. Техническая поддержка по телефону, электронной почте или MSN / Skype круглосуточно.Инженер доступен для обслуживания техники за рубежом
4. Послепродажное обслуживание:
Нормальная машина правильно отрегулирована перед отправкой. Вы сможете использовать машину сразу после получения машины.
Кроме того, вы сможете получить бесплатную консультацию по обучению нашей машине на нашем заводе. Вы также получите бесплатное предложение и консультацию, техническую поддержку и обслуживание по электронной почте / факсу / телефону и т. Д.
другие фотографии машин типа
Это наши горячие Продажа машины ссылка, пожалуйста, проверьте его:
фрезерного фрезерования и обычного фрезерования [хитрые трюки с ЧПУ]
CNCCookbook's Feeds & Speed Master Class
Вот хороший видео-обзор о фрезерном фрезеровании (вниз) по сравнению с обычным фрезерованием (вверх), который я сделал для своей ежемесячной рубрики CNC Chef с журналом «Инструмент для резки»:
Для получения более подробной информации, продолжайте читать.
Что такое Climb Milling против обычного фрезерования (Down Milling и Up Milling)?
Несмотря на то, что многие пользователи станков с ЧПУ привыкли всегда указывать фрезерование по альпинизму, бывают времена, когда необходимо выполнять фрезерование по фрезе, и бывают периоды, когда предпочтительнее обычное фрезерование.Прежде чем мы начнем использовать каждый из них, давайте кратко определим различия.
Первое, что нужно отметить, это терминология. Некоторые скажут «Climb Milling против обычного фрезерования», в то время как другие скажут «Down Milling vs Up Milling». Они одно и то же:
Подъемное фрезерование = Фрезерование вниз
Обычное фрезерование = Up Miling
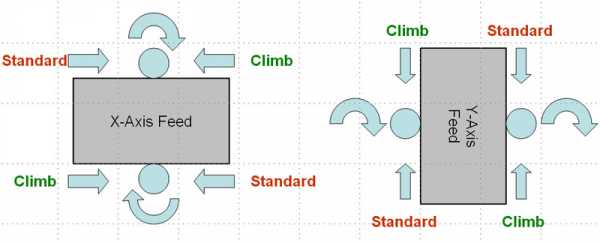
Фрезерный фрезерование - это когда направление резания и вращение фрезы объединяются, чтобы попытаться «всосать» фрезу вверх (отсюда это называется фрезерование подъёмом) или отойти от работы.Это обеспечивает лучшую чистоту поверхности. Вот диаграмма, показывающая подъем по сравнению с обычным фрезерованием для ряда ориентаций:
Стрелки показывают движение детали, а не движение шпинделя!
Имейте в виду, что для этой иллюстрации движется деталь, а не шпиндель. На некоторых машинах, таких как портальный маршрутизатор, шпиндель перемещается, поэтому метки меняются местами. Я придерживаюсь этого принципа, думая о шпинделе как о прижимном ролике, который может либо помочь перемещать заготовку в направлении, в котором она уже движется (фрезерование с помощью подъема), либо может бороться с этим движением (стандартное или обычное фрезерование).
Попробуйте провести эксперимент на своей фрезе в обоих направлениях, и вы увидите, что фрезерование во время подъема намного плавнее и обеспечивает лучшую чистоту поверхности (в большинстве случаев бывают случаи, когда обычная обработка дает лучший результат, см. Ниже). Обратите внимание, что в зависимости от способа фрезерования, вам необходимо убедиться, что ваша заготовка хорошо поддерживается в этом направлении.
Преимущества и недостатки восходящего и фрезерного фрезерования (обычные и подъемные)
Преимущества обычного фрезерования (Up Milling):
Ширина чипа начинается с нуля и увеличивается, когда резак заканчивает нарезку.
Зуб встречает заготовку в нижней части реза.
Создаются восходящие силы, которые стремятся поднять заготовку во время фрезерования.
Для обычной мельницы требуется больше мощности, чем для мельницы.
Поверхностная обработка хуже, потому что стружка уносится зубами вверх и опускается перед резаком. Там много чипов пересчитывается. Охлаждение наводнения может помочь!
Инструменты изнашиваются быстрее, чем при фрезерной обработке
Обычное фрезерование предпочтительнее для шероховатых поверхностей.
Отклонение инструмента во время обычного фрезерования будет иметь тенденцию быть параллельным резу (подробнее см. Раздел «Отклонение инструмента»).
Преимущества фрезерования (Down Milling):
Ширина чипа начинается с максимума и уменьшается.
Зуб встречает заготовку в верхней части реза.
Чипсы опускаются за резак - меньше повторной обработки.
Меньший износ благодаря инструментам, работающим на 50% дольше.
Улучшенная обработка поверхности благодаря меньшему повторному нанесению.
Требуется меньше энергии.
Фрезерный фрезерование прижимает усилие при фрезерной обработке, что упрощает крепление и крепление. Усилие прижима может также помочь уменьшить вибрацию механической обработки на тонких полах, поскольку она помогает закрепить их на поверхности под ним.
Подъемное фрезерование снижает трудоемкость.
Это может, однако, вызвать сколы при фрезеровке горячекатаных материалов из-за упрочнения слоя на поверхности.
Отклонение инструмента во время фрезерного фрезерования будет иметь тенденцию быть перпендикулярным к резанию, поэтому оно может увеличивать или уменьшать ширину резания и влиять на точность.
Подъем фрезерный люфт
Существует проблема с фрезерной обработкой, которая может вызвать проблемы с люфтом, если силы резания достаточно велики. Проблема в том, что при фрезерном фрезе стол будет стремиться попасть в резак. Если есть какой-либо люфт, то это дает свободу для вытягивания в размере люфта. Если люфта достаточно, а резак работает на полную мощность, это может привести к поломке и, возможно, травме из-за летящей шрапнели.По этой причине многие магазины просто запрещают фрезерование на любых ручных станках с люфтом. Некоторые машины даже были оснащены «элиминатором люфта», основной целью которого было обеспечение фрезерования при подъеме и сопутствующих преимуществ.
Один из способов думать об этом - рассмотреть концепцию загрузки чипа. Это мера того, сколько материала пытается разрезать каждый зубок фрезы. Типичные значения для финишной работы будут от 0,001 до 0,002 ″ на зуб. Для черновой работы это может увеличиться до 0.005 ". Теперь в худшем случае фрезерный подъем может захватить стол и отбросить работу в резак на полную величину люфта в тот момент, когда один зуб режет. Поэтому вы можете добавить обратную реакцию к загрузке микросхемы, чтобы увидеть, какова будет ваша новая эффективная загрузка микросхемы в этом наихудшем случае. Предположим, что вы обрабатываете 0,005 ″ на зуб и имеете 0,003 ″ люфт. В худшем случае загрузка вашего чипа возрастет до 0,008 ″. Это, вероятно, не конец света, но это напряжение. Теперь предположим, что у вас более старая машина с 0.020 ″ люфта и нагрузка на чипы 0,005 ″. Если произойдет худшее, ваша загрузка чипа возрастет до 0,025 ″, что, вероятно, приведет к поломке мельницы и является очень опасным.
Второе, что нужно учитывать, это то, достаточно ли сильны силы резания, чтобы сначала натянуть стол через люфт. Многое будет зависеть от точного сценария резки вместе с вашей машиной. Если у вас есть модная линейная машина с низким коэффициентом трения, ее можно легко захватить. Если у вас в столе много железа, и, возможно, вы бежите с подтянутыми выступами, это будет сложнее.Существуют способы расчета силы резания, но, как правило, меньшие концевые фрезы, меньшая глубина резания, меньшая подача и меньшая скорость шпинделя уменьшат усилие резания и уменьшат вероятность того, что резец может вытащить люфт из вашего стола. и создать проблему.
В целом, станки с ЧПУ не должны иметь заметного люфта, так что это больше касается ручных станков.
При определенных условиях на фрезерном фрезе получается отрицательная геометрия резания
До сих пор у вас, вероятно, возникла мысль, что, возможно, вам всегда следует забираться на мельницу.В конце концов, он оставляет лучшее качество поверхности, требует меньше энергии и с меньшей вероятностью отклонит резак. И наоборот, ручных машинистов часто учат никогда не лазать на мельнице, потому что это опасно делать на станке с люфтом. Истина где-то посередине. ABTools, производители популярных катеров AlumaHog и ShearHog, указывают на некоторые полезные правила:
- При резке на половину диаметра фрезы или меньше, вам обязательно нужно подняться на фрезу (при условии, что ваша машина имеет низкий или нулевой люфт и это безопасно!)
- до 3/4 диаметра фрезы, не имеет значения, какой способ резки.
- при резке от 3/4 до 1x диаметра фрезы вы должны предпочесть обычное фрезерование.
Причина в том, что геометрия фрезы вынуждает эквивалент отрицательных граблей для этих тяжелых резов диаметром от 3/4 до 1x. Похоже, что корпорация Dapra впервые обсуждала этот феномен еще в 1971 году. Теперь G-Wizard напоминает вам, с небольшим намеком, какой из них вы предпочитаете:
Советы G-Wizard подскажут, что делать: «Использовать фрезерный фрезер»…
Если вы никогда не играли с нашим программным обеспечением G-Wizard Speeds and Feeds, найдите время и подпишитесь на 30-дневную пробную версию.
Прогиб инструмента и точность резания при подъеме по сравнению с обычным фрезерованием
Как подъем по сравнению с обычным фрезерованием влияет на прогиб инструмента и точность? На следующем рисунке показаны маленькие стрелки (часто называемые векторами), показывающие направление отклонения инструмента при движении фрезы вдоль траектории:
Стрелки показывают, где сила резания пытается отклонить резак. Обычный срез сверху, лезвие срезано снизу.
Обратите внимание, что вектор силы отклонения более близок к резанию при обычном фрезеровании (хотя стрелки длиннее, показывая, что силы резания выше).При фрезерном подъеме стрелка почти перпендикулярна разрезу. Если ваш резак отклоняется на 0,001 ″, разве вы не предпочли бы, чтобы он был почти в направлении движения? Альтернативой является то, что резак будет пахать глубже в стену или отрываться от стены. В любом случае будет больше ошибок в обрабатываемой детали. Суть в том, что длина векторов больше при обычном фрезеровании. Это говорит вам о том, что силы резания тяжелее, и инструмент с большей вероятностью отклонится.
Попробуйте подняться для черновой обработки, потому что вы можете выполнять черновую обработку быстрее, а прогиб инструмента не влияет на точность - конечный проход обеспечит точность. Вы можете выполнять черновую обработку быстрее, потому что силы резания меньше, а профиль толстой и тонкой стружки отводит тепло на стружку. То, что от толщины к тонкости + отводит тепло, особенно важно для жестких материалов, таких как нержавеющая сталь. Это также приводит к получению лучшего качества поверхности, если вы можете позволить себе взобраться на финишный проход.
Рассмотрим обычное фрезерование для чистовых пропусков
Это нелогично для многих машинистов, которые обучены для большинства своих карьер, которые поднимаются лучше, чем обычно. При прочих равных условиях это правда, но все остальные вещи редко равны!
Проблема в том, что прогиб влияет и на чистоту поверхности. Если вектор почти параллелен пути, вы можете считать, что часть вектора, которая отталкивает его «от параллельной», очень мала.Следовательно, инструмент будет иметь небольшую тенденцию отклоняться и накладывать волны на стены, которые вы заканчиваете. Обратите внимание, что это может быть особенно важно при тонкостенных работах, где стены слабы!
Таким образом, вам следует переключиться на обычное фрезерование для финишного прохода, если вы испытываете все трудности при прогибе (используйте G-Wizard, чтобы увидеть, приводят ли ваш диаметр инструмента и вылет к достаточному прогибу для вашего финишного прохода). По крайней мере, следует избегать слишком большой глубины резания при фрезерной обработке, чтобы не вызвать отклонения.В той же статье предлагается, чтобы при минимальном прогибе использовать не более 30% диаметра фрезы для обычного фрезерования и 5% для фрезерования при подъеме. Конечно, и здесь, если у вас есть G-Wizard, вы узнаете, какого отклонения ожидать и стоит ли беспокоиться.
Восхождение к черновому и обычному финишу также соответствует консенсусу практического машиниста.
Правильное управление отклонением может помочь вам избежать необходимости в дополнительной рессоре, которая экономит время и деньги.
Рассмотрим обычное фрезерование при микрообработке
По тем же причинам, но с учетом того, что отклонение является гораздо худшим микро фрезерованием, вы предпочитаете обычное фрезерование фрезерованию большую часть времени при микро фрезеровании. Посетите нашу страницу Micromachining для получения дополнительной информации.
Присоединяйтесь к 100 000+ CNC'еров! Получайте наши последние сообщения в блоге прямо на вашу электронную почту один раз в неделю бесплатно. Кроме того, мы предоставим вам доступ к некоторым отличным справочным материалам по ЧПУ, включая:
.
10 вещей для начинающих пользователей фрезерных станков с ЧПУ Необходимо преуспеть
Предположим, у вас есть работающий станок с ЧПУ, который вы только что приобрели, но очень мало знаете о ЧПУ. Далее давайте предположим, что это мельница, и вы будете сосредоточены на резке металла. Вы готовы приступить к фрезеровке нестандартных деталей измельчителя, изготовить устройство смены инструмента или изготовить пистолет Colt 1911 с нуля. С помощью ЧПУ вы можете построить практически все, что вам нужно, и вы начнете работать над своими любимыми проектами.
Не так быстро! Помните, вы только что получили машину, и вы новичок.Вы еще не готовы к этим проектам.
Если у вас есть идея, как изготовить первые детали с ЧПУ, заранее ознакомьтесь с этими 10 предложениями. В противном случае вам необходимо увидеть весь процесс изготовления детали, намеченный в деталях.
После этого вот 10 вещей, на которые вы должны обратить внимание, чтобы максимизировать свои шансы на быстрый успех:
1. Купите несколько приличных резцов
Не покупайте упаковку разных размеров импортных ножей.Вам также не нужны сплошные зеленые унобтаниевые аэрокосмические резчики от Men-In-Black-Cutter-Supply. Получить некоторые достойные резцы из надежного источника, который имеет разумные цены. Мне нравится Lakeshore Carbide, например. Попробуйте название бренда, который продается.
Если вы не знаете, что такое хорошие бренды, посмотрите наш опрос End Mill. Он покажет вам, какие бренды наиболее популярны и имеют наибольшую удовлетворенность клиентов.
Наличие качественного резака устраняет целый ряд проблем.Я также пошел бы с HSS, когда вы только начинаете. В конечном итоге вам понадобится карбид для многих применений, но HSS дешевле и более щадящий.
Исключением являются высокоскоростные шпиндели, которые обычно имеют маршрутизаторы с ЧПУ. Им нужен карбид, чтобы противостоять более высоким скоростям.
Получите себе несколько размеров:
- 1/2 ″
- 1/4 ″
- 3/16 ″
Ничего меньшего на этом этапе, пока вы не научитесь менее деликатным резцам. Купите 2 или 3 флейты для алюминия и 4 флейты для всего остального.Я бы получил 3 каждого в каждом размере, чтобы начать. Вы собираетесь сломать несколько катеров, так что прекратите это и примите идею. На этом этапе хорошо напомнить вам надеть защитные очки, потому что вы сломаете некоторые ножи!
Купите полный ассортимент спиральных сверл. HSS от приличного бренда в продаже будет работать нормально. Мне нравится идея заменить те, которые я разрушаю, кобальтом с течением времени. Таким образом мои самые популярные размеры получаются более качественными. И еще один наконечник спирального сверла - покупайте длину винтового станка, а не обычную длину долота.
Долота винтовых станков более жесткие, и в любом случае вы будете сверлить очень глубокие отверстия.
2. Получите приличные тиски, зажимной комплект и комплект Parallels
Да, я знаю, тиски стоят дорого, но работа с инструментом очень важна.
Получите достойные тиски в стиле Курта для своей мельницы. Это будут деньги, потраченные на ценный инструмент, который прослужит долгие годы. В моем магазине я использовал курты, купленные у eBay, и пару фирменных шлепков Glacern.Есть подлый материал, который происходит, когда вы зажимаете заготовку в тисках. Если у вас нет хорошего, заготовка сместится, и вам будет интересно, что случилось.
Вам понадобится способ установить тиски на Т-образные пазы на столе, так что вы также можете получить зажимной комплект. Подойдет любой старый комплект. Купите тот, который продается у вашего любимого поставщика.
Наконец, вам понадобится набор параллелей, по крайней мере, до тех пор, пока вы не станете опытными в создании челюстей.
Маршрутизаторы с ЧПУ
- это отдельная история.В основном вы будете зажимать вещи на своей доске. Сделайте себе одолжение и прочитайте о том, как это делается, чтобы вы могли получить много хороших идей, прежде чем наступит ваша очередь начинать действовать.
3. Приготовьте себе туманообразующую установку для охлаждающей жидкости и используйте ее, не обращая внимания на накопление стружки
Если ваша машина не была снабжена охлаждающей жидкостью и не настроена на нее (т. Е. У вас нет кожуха для удержания влаги внутри), установите себе систему туманообразования.Я получил свой от eBay примерно за 100 долларов. Это Нога. Есть много разных брендов. Получить кувшин с охлаждающей жидкостью, чтобы пойти с ним. Я использую KoolMist, но опять же, есть много брендов.
А теперь потренируйся быть параноиком по поводу накопления чипов.
Пересечение фишек вредно для резаков и в худшем случае приводит к поломке. Быть параноиком означает, что вы смотрите на разрез, как ястреб, и играете с насадкой своего господина, пока не поймете, как правильно расположить его в первый раз и каждый раз после этого сдуть стружку из среза.Узнайте больше о различных вариантах охлаждающей жидкости с ЧПУ.
Если вы являетесь пользователем маршрутизатора с ЧПУ, история будет другой, если вы не планируете резать много алюминия. Если вы режете алюминий, вам все равно нужна система туманообразования. В противном случае ShopVac или даже просто выдувание стружки сжатым воздухом поможет вам резать дерево или пластик.
4. Узнайте, как использовать MDI
Ваш следующий шаг - научиться работать с ЧПУ, как если бы это была ручная мельница с подачей питания и УЦИ на каждой оси.В процессе вы изучите некоторые базовые g-коды, чтобы иметь представление о том, что делает ваша программа при первом запуске настоящей программы g-code (это еще далеко!). Это очень удобно, и вы можете узнать все об этом через нашу статью на эту тему:
[9 простых G-кодов, которые должен знать каждый машинист]
Не останавливайся там. Когда вы овладеете MDI, начните с учебника по G-коду CNCCookbook.
Начните с высоты резака и не пытайтесь делать какие-либо движения по оси Z, чтобы не врезать резак ни во что.Тренируйтесь делать ходы в X и Y. До тех пор, пока резак не пойдет туда, куда вы хотите, и вы не будете делать ошибок.
Еще одна хитрость: не используйте G00 в MDI - это заставляет машину двигаться в режиме «пороги», который настолько быстр, насколько может. Используйте G01 и установите медленную скорость подачи. «G01 F20» заставит машину двигаться со скоростью 20 дюймов в минуту (или в метрических единицах, если вы находитесь в метрической системе). У вас будет намного больше времени, чтобы отреагировать таким образом, если он начнет сталкиваться с неприятностями. Визуализируйте, нажимая красный E-Stop много раз, так что это будет почти автоматически, когда вам это нужно.
5. Получите себе калькулятор скорости и подачи и используйте его
Вы близки к тому, чтобы сделать свои первые сокращения.
Сделайте себе одолжение и получите калькулятор кормов и скоростей. Попытка выяснить каналы и скорости как новичка или спросить людей на форумах - рецепт разочарования и неудачи. И такая ложная экономия - пытаться сэкономить несколько долларов, пропуская калькулятор или используя бесплатный онлайн калькулятор.Вещи пойдут не так, как надо, вы просто не в состоянии понять. Итак, получите приличный калькулятор подачи и скорости, чтобы ваши скорости шпинделя и скорость подачи идеально подходили для первого резания.
Мы рекомендуем наш собственный калькулятор скоростей и скоростей G-Wizard CNCCookbook (естественно!). Для начала работы вам не понадобится намного больше одного ножа, и вы можете использовать его в течение 30 дней совершенно бесплатно.
Лучшее из того, что для начинающих и любителей это отличное предложение, которое мы называем «G-Wizard Lite»:
При подписке на G-Wizard сроком на 1 год вы получаете пожизненное использование продукта до 1 лошадиных сил.С 1 HP вы можете многое сделать, особенно если вы студент или любитель. На самом деле, это может быть вся сила, которая вам когда-либо понадобится!
Итак, проверьте это, ваши резаки будут вам благодарны, и ваши проекты будут выполняться быстрее и проще.
6. Приобретите прибор для измерения высоты Z и научитесь использовать его для измерения длины инструмента. Пока вы это делаете, найдите Edge Finder и используйте его, чтобы убрать нули.
Ваша машина должна знать, где находится наконечник инструмента, иначе могут произойти ужасные вещи.
Как новичок, вы говорите об этом, используя какую-то штуковину для измерения Z-высоты. Взгляните на нашу статью на эту тему, чтобы увидеть, что доступно. Не зацикливайтесь на причудливых вещах в этой статье. Первые несколько вариантов помогут вам.
Узнайте, как использовать их, чтобы сообщить станку, какова длина вашего инструмента. Этот процесс сообщает вашей машине, где наконечник находится в Z. Чтобы установить положение X и Y, вам понадобится Edge Finder. Первое, что вы сделаете после того, как вставите кусок материала в тиски и вставите инструмент в шпиндель, это установите эти нули.
Подробнее о касании и установке нуля вы можете узнать из нашего учебника по G-коду.
Также ознакомьтесь с нашей серией из двух частей по управлению данными инструмента для получения информации о Z-Height Gizmos (более правильно называемых сенсорных установках) и длине инструмента. Используйте свои новые навыки работы с MDI с # 4, чтобы начать использовать Edge Finder и Z-Height Touch Setter.
7. Научитесь трамбовать мельницу и тиски
Как выровнять и затянуть тиски на станке с ЧПУ…
Трамминг - это то, что машинисты называют для того, чтобы привести вещи в порядок, развернув индикатор.Это базовый навык, который каждый должен изучить.
Когда вы впервые приступаете к обработке, привыкните проверять трамвай своей мельницы каждый раз, когда выходите в цех. Позже вы узнаете, нужно ли вам делать это каждый раз, но сейчас вы можете использовать эту практику. Пока вы занимаетесь этим, убедитесь, что вы знаете, как перемещать тиски, чтобы челюсти были правильно выровнены с одной или другой осью. Давайте пока не будем пытаться выровнять вашу мельницу, но трамвайная мельница и тиски - хороший шаг на этом этапе.
Подробнее о том, как это сделать, см. На нашей странице «Советы и методы мельницы».
8. Начните с дерева, алюминия, латуни и пластика. Избегайте нержавеющей.
Хорошо, следующий шаг - сделать несколько надрезов. Извините, если вам кажется, что вам пришлось много сделать, прежде чем попасть туда, но я сказал, что хочу рассказать вам кое-что, что поможет вам добиться успеха, и в этой категории есть немало вещей!
Еще один способ - избегать сложных материалов для ваших первых резов.Придерживайтесь алюминия, латуни или неметаллов, таких как пластмасса и дерево.
Кстати, нет ничего плохого в том, чтобы прикрепить кусок 2 × 4 в машине для обучения, даже если возможная часть будет сделана из металла. Я часто использую древесину для прототипирования того, что я делаю, пока не получу все правильно. Это намного дешевле, чем металл!
Когда вы справитесь с более мягкими материалами, перейдите на мягкую сталь. Только после того, как вы почувствуете, что довольно хорошо освоили разрезы в этих материалах, вы можете попробовать более жесткие материалы.Мастер означает, что вы не ломаете или не носите фрезы слишком быстро, и ваша отделка поверхности больше не выглядит так, как будто материал подвергся нападению стаи зараженных бешенством бобров.
Еще одна вещь. Будет заманчиво попробовать «таинственный металл». Это металл, который, как вы думаете, вы знаете, который есть, который вы получили по существу бесплатно, и поэтому он является расходным материалом. Проблема в том, что много загадочного металла трудно разрезать. Это неприятные дешевые вещи, которые сломают ножи и, как правило, сбивают вас с толку. Не стоит того!
9.Для вашего первого проекта вы узнаете, как выровнять блок материала и сделать несколько наборов челюстей из алюминия
Давайте перестанем откладывать и сделаем немного фишек!
Для этого шага вы начнете с изучения того, как выровнять блок материала. Возьмите свою пилу и вырежьте несколько кусков материала, которые слегка увеличены, чтобы служить тисками челюсти. Google «Курт Vise Jaw Dimensions», чтобы найти рисунки челюстей, если вам это нужно. Как уже упоминалось, вырезать запас немного негабаритных из алюминия.Теперь вам нужно возвести в квадрат эти блоки. Выравнивание означает, что вы будете делать серию фрез, пока все стороны не будут правильно параллельны или перпендикулярны друг другу, после чего заготовка станет «квадратной».
Надлежащие шаги для возведения в квадрат блока материала описаны на моей странице Куба Тернера. Рецепт, описанный там, есть один, который я получил из замечательной книги «Секреты механической мастерской». Возьмите копию, чтобы продолжить учебный процесс.
Одна вещь в квадрате материала Куба Тернера: я использую Face Mill, но вы должны начать делать это с несколькими проходами и концевой фрезой 1/2 ″.Зачем? Потому что Face Mills генерируют много силы. Вы можете остановить шпиндель, вытащить работу из тисков и выбросить ее через комнату, и другие махинации, без которых может обойтись новичок.
Оставьте лицевую фрезу в ящике, если она у вас уже есть, и делайте это с концевой фрезой 1/2 ″ в первый раз, пока не узнаете немного больше о том, что делаете. То же самое относится и к мухорезам, и к толпе фрезерных станков с ЧПУ, тех больших фрез, которые вы используете для обработки спойлбордов. Вы еще не готовы к ним.
Выложив материал в квадрат, ваша следующая задача - обрезать его до нужного размера, продолжая фрезеровать его, пока он не станет идеально подходящим для ваших челюстей тисков (вам понадобятся 2 квадратных кусочка, по одному на каждую челюсть).Последний шаг - сверлить и зенковать монтажные отверстия.
На самом деле, я не был полностью правдив. После того, как у вас есть крепежные отверстия, последним шагом является фрезерование шага вдоль каждой челюсти, может быть 1/8 дюйма. Теперь вы можете использовать этот шаг вместо параллелей, когда опускаете материал в тиски. Со временем вы узнаете гораздо больше трюков с алюминиевыми челюстями, но помните: все началось здесь с вашего первого сета.
10. Выпускник CAD / CAM
Друг, теперь ты можешь делать основы.Несомненно, есть намного больше обучения, но вы в состоянии иметь дело с механиком-механиком вниз по улице, у которого есть Бриджпорт и нет ЧПУ. Ваш следующий шаг - начать выкачивать g-код. Чтобы сделать это, вам нужно быть опытным с CAD / CAM. Это будет ваш самый большой шаг. Ни CAD, ни CAM не очень просты в освоении.
Я даю себе 2 недели, чтобы чувствовать себя комфортно с новой программой, и у меня была возможность учиться довольно многим. Если это ваш первый раз, приготовьтесь пить из пожарного шланга.
Я собрал несколько указателей, чтобы вам было проще выбрать лучшее программное обеспечение CAD CAM для ваших нужд. Ознакомьтесь с нашей статьей «Лучшее программное обеспечение CADCAM для начинающих». Он полон руководств по покупке, оценочных советов, способов изучения идей и, самое главное, содержит руководство по секретным предложениям по самым популярным пакетам, которые могут сэкономить вам деньги. Это сделки, о которых большинство людей даже не подозревают, в том числе из CNCCookbook.
Бонус: немного откладывайте необходимость в CAD / CAM с помощью Conversational CNC
Многие талантливые мастера-механики сталкиваются с проблемой CADCAM, и это снижает их способность быстро работать на станках с ЧПУ.Даже после того, как они изучили CADCAM, у них все еще остается ощущение, что ручная обработка может сделать простые детали быстрее, чем ЧПУ, потому что им не нужно останавливаться, чтобы сделать чертеж CAD, и выполнить его через пакет CAM, чтобы получить -код.
Вместо этого они могут просто сделать простую скобу с 4 отверстиями, стреляющими из бедра.
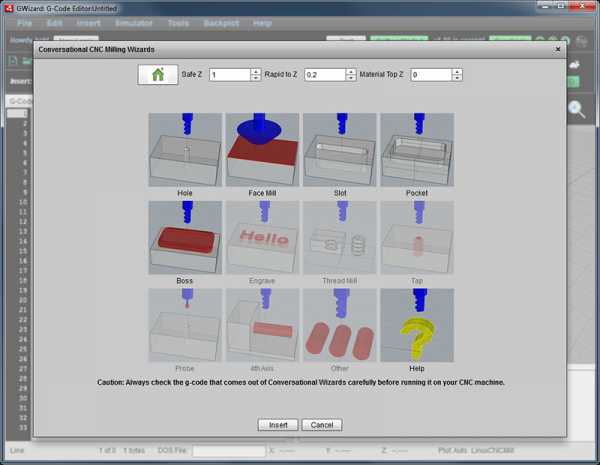
Разговорный ЧПУ позволяет сделать это с помощью станка с ЧПУ. Представьте себе, что тест длинного эссе CADCAM превращается в быстрый тест с несколькими вариантами ответов.Вот что такое Conversational CNC. Вот графическое меню разговорных операций ЧПУ, которые могут быть выполнены на фрезерном станке:
Вы выбираете операцию, всплывающее окно задает несколько простых вопросов, вы нажимаете кнопку Вставить, и вы получаете свой g-код. Мы встроили Conversational CNC прямо в наш продукт G-Wizard Editor, поэтому вам не нужно будет покупать дорогой отдельный пакет Conversational.
Вам все еще нужно будет изучить CADCAM, но с помощью Conversational CNC вы можете создавать простые детали, прежде чем закончить обучение CADCAM.
Поздравляем, вы получили базовые навыки работы с ЧПУ!
Поздравляем, вы узнали достаточно, чтобы начать делать некоторые полезные вещи с небольшой уверенностью. Если вы можете разрабатывать и создавать g-код для основных деталей с помощью программного обеспечения CAD / CAM, вы особенно опытны. Но следите за обновлениями, потому что есть продолжение этой статьи. Это еще одна часть того, что вы можете сделать, чтобы достичь следующего уровня мастерства. Всегда есть чему поучиться - это то, что делает ЧПУ таким интересным!
Присоединяйтесь к 100 000+ CNC'еров! Получайте наши последние сообщения в блоге прямо на вашу электронную почту один раз в неделю бесплатно.Кроме того, мы предоставим вам доступ к некоторым отличным справочным материалам по ЧПУ, включая:








 Самодельный фрезеровальный станок – горизонтальная платформа с отверстием по центру, снизу к которой крепится ручное приспособление.
Самодельный фрезеровальный станок – горизонтальная платформа с отверстием по центру, снизу к которой крепится ручное приспособление. Копирование деталей – одна из функций любого электрического фрезеровального станка.
Копирование деталей – одна из функций любого электрического фрезеровального станка. Основные элементы ручного фрезерного устройства и их предназначение.
Основные элементы ручного фрезерного устройства и их предназначение.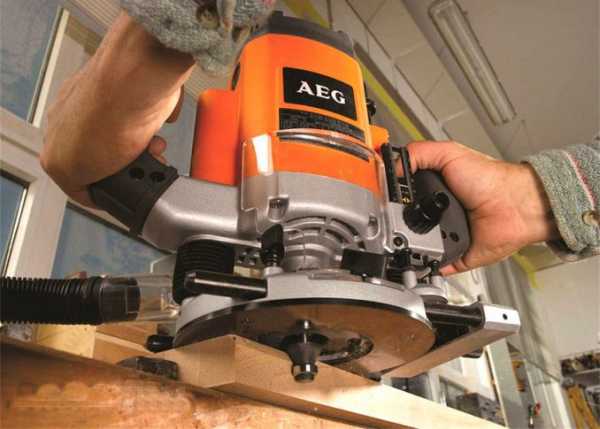
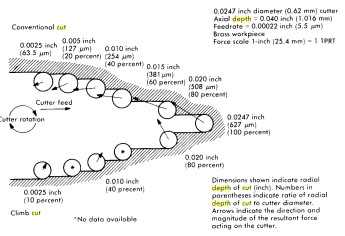
 Показатели скоростей обработок при применении различных фрез.
Показатели скоростей обработок при применении различных фрез. Установка фрезы на устройство перед началом работ.
Установка фрезы на устройство перед началом работ.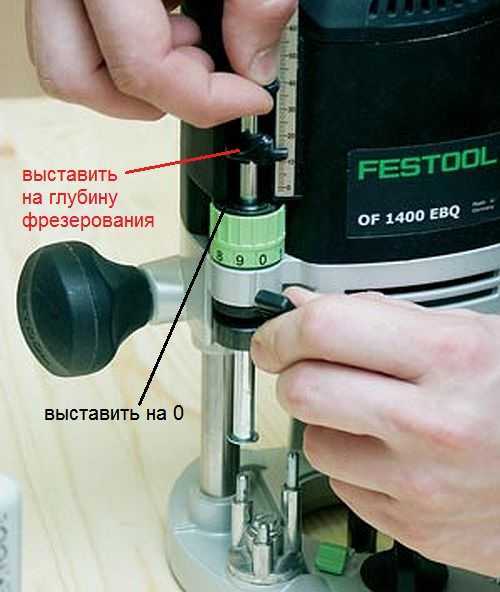 Таким образом, заготовка выфрезеруется на заданную глубину.
Таким образом, заготовка выфрезеруется на заданную глубину. С помощью этого колесика можно без нарушения предыдущей настройки более точно выставить глубину.
С помощью этого колесика можно без нарушения предыдущей настройки более точно выставить глубину.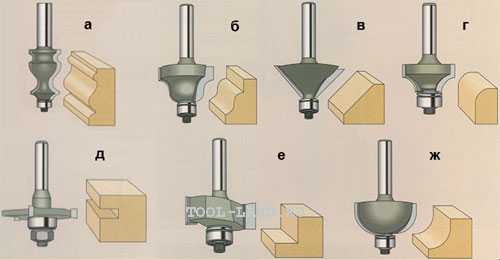
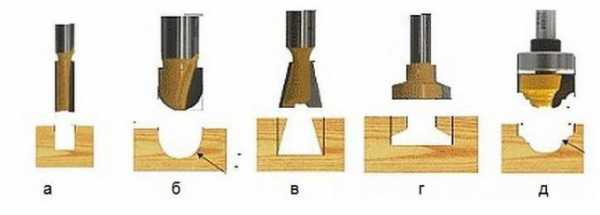 Пазовые формы предназначены для создания углублений в произвольном месте заготовки.
Пазовые формы предназначены для создания углублений в произвольном месте заготовки.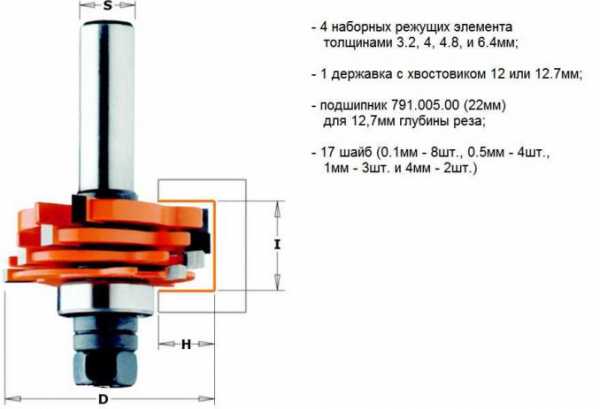 Наборная фреза – это комплект из режущих поверхностей и шайб, что позволяет собрать фрезу нужной формы.
Наборная фреза – это комплект из режущих поверхностей и шайб, что позволяет собрать фрезу нужной формы. На фото представлена модель, где подключается пылесос для отвода стружки.
На фото представлена модель, где подключается пылесос для отвода стружки. Фрезы для обработки кромок.
Фрезы для обработки кромок.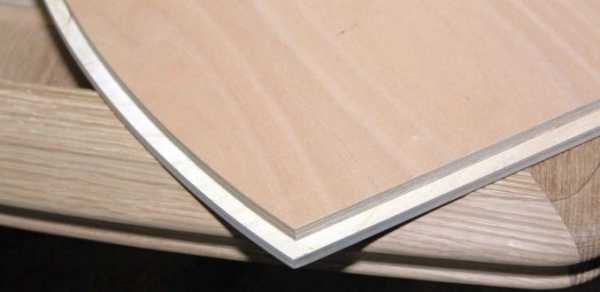 Четверть, снятая на мебельном фасаде.
Четверть, снятая на мебельном фасаде. Нанесение на заготовку продольного фигурного рисунка.
Нанесение на заготовку продольного фигурного рисунка. Как сделать ровную кромку без шаблона: без опыта здесь не обойтись.
Как сделать ровную кромку без шаблона: без опыта здесь не обойтись. Подшипник направляется по обработанной поверхности, а режущая кромка обрабатывает оставшуюся часть заготовки.
Подшипник направляется по обработанной поверхности, а режущая кромка обрабатывает оставшуюся часть заготовки.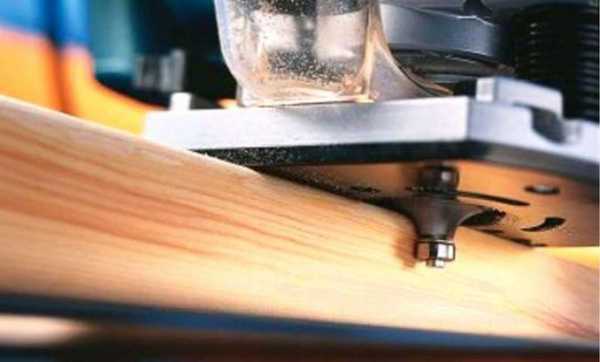 Округлая кромка.
Округлая кромка. Нанесение рисунка на фанеру.
Нанесение рисунка на фанеру.